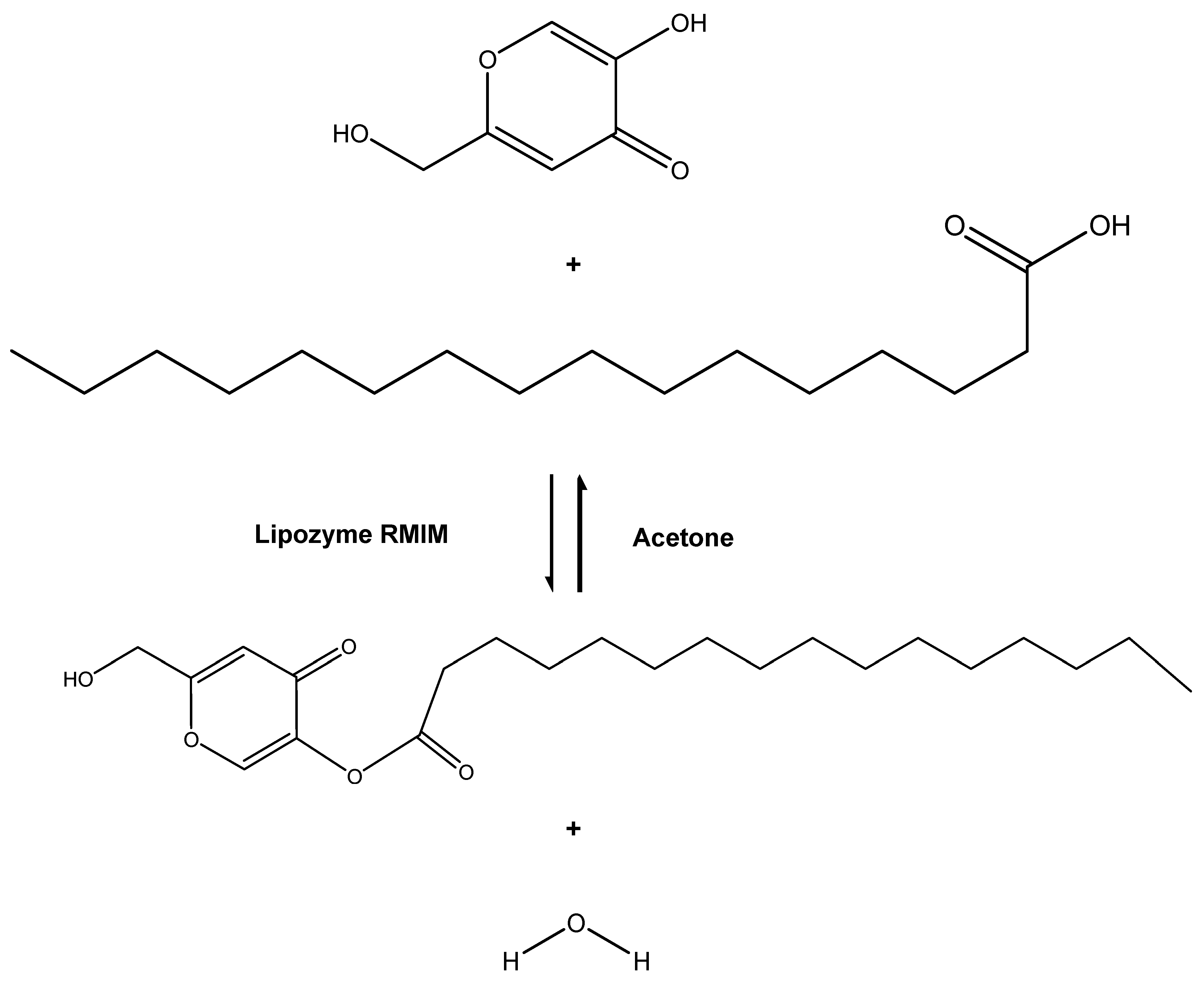
Kinetics and Optimization of Lipophilic Kojic Acid Derivative Synthesis in Polar Aprotic Solvent Using Lipozyme RMIM and Its Rheological Study

 , , ,
, , ,
Abstract
:1. Introduction
2. Results and Discussion
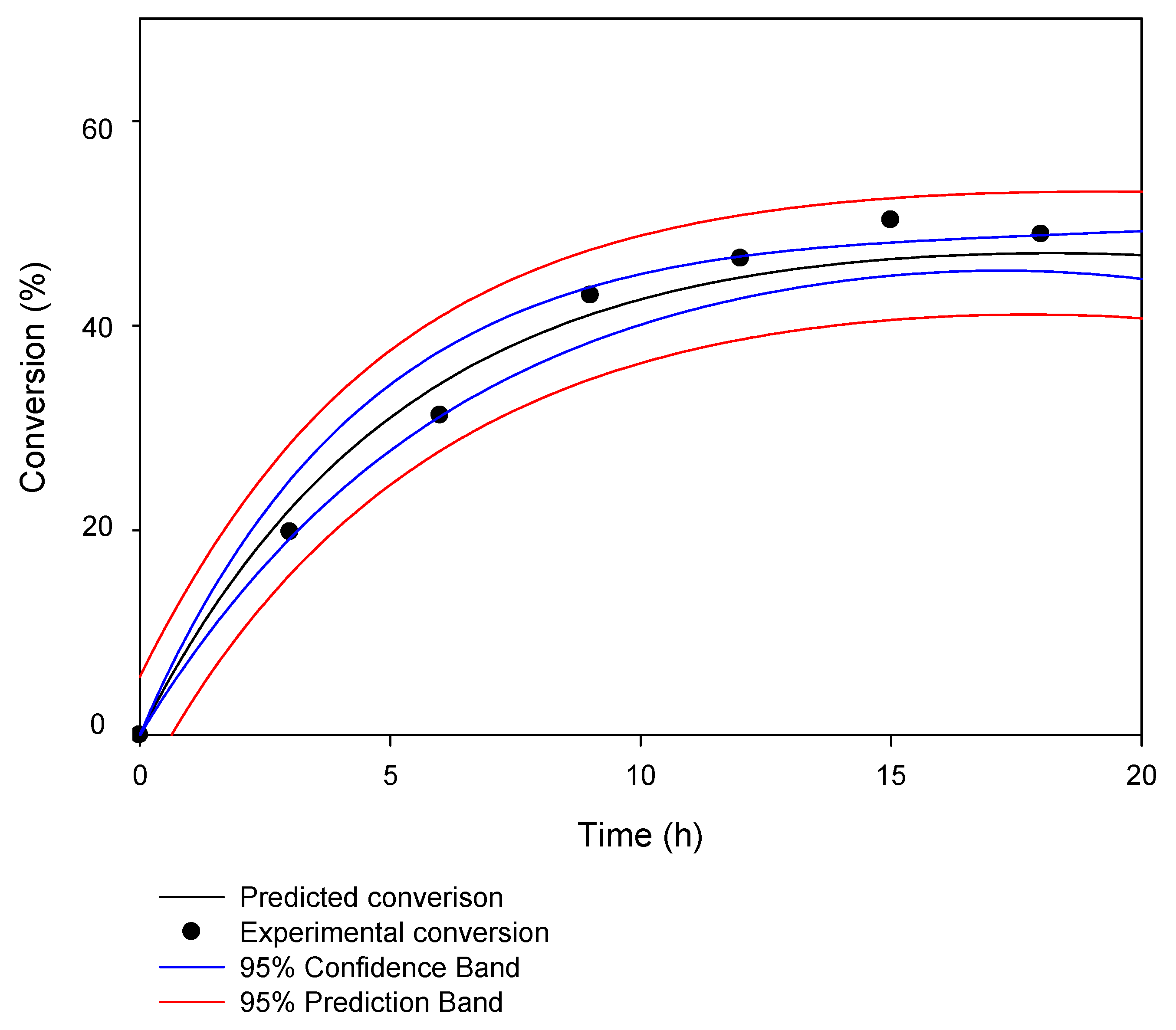
2.1. Kinetics Model
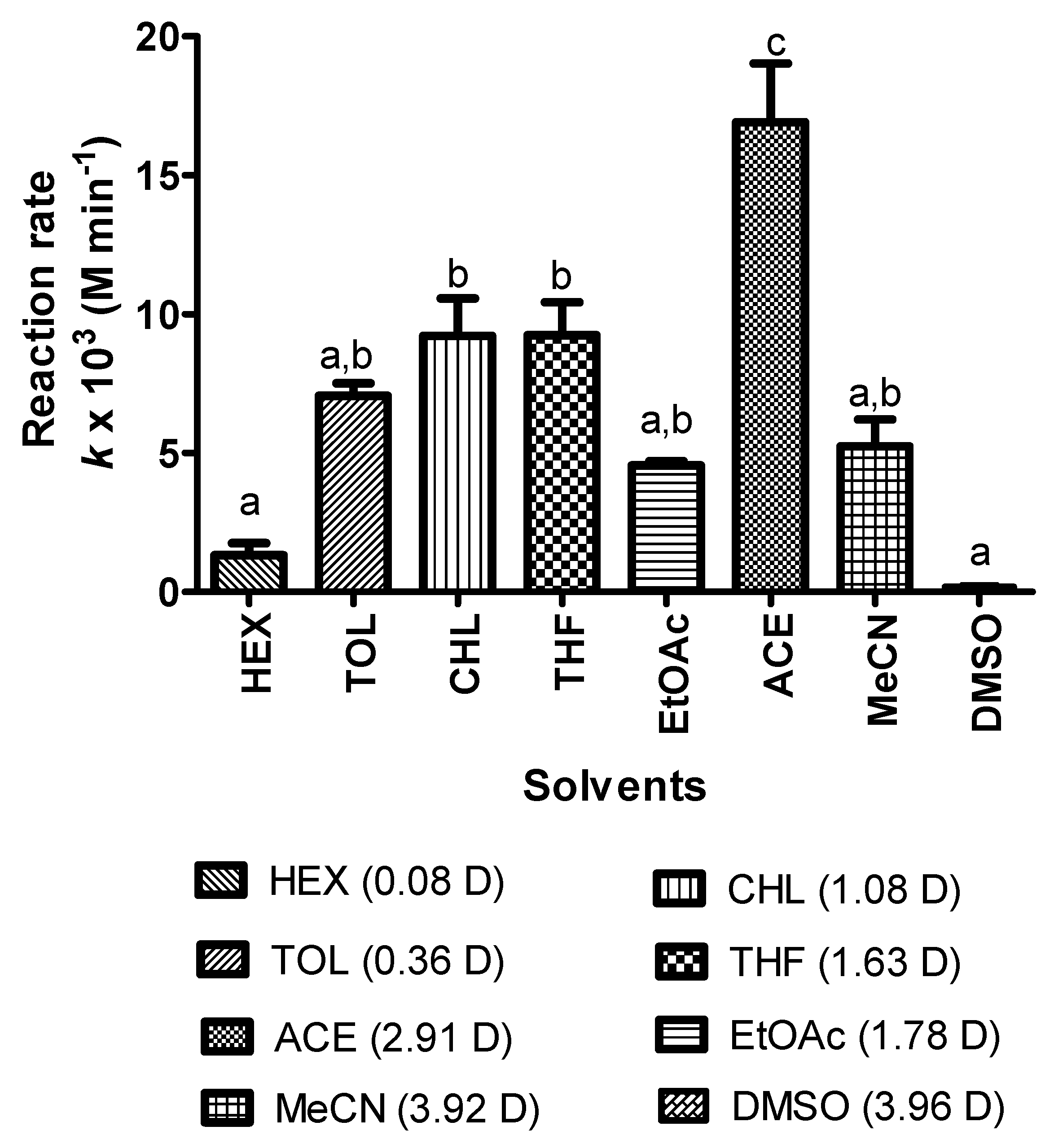
2.2. Organic Solvent Compatibility
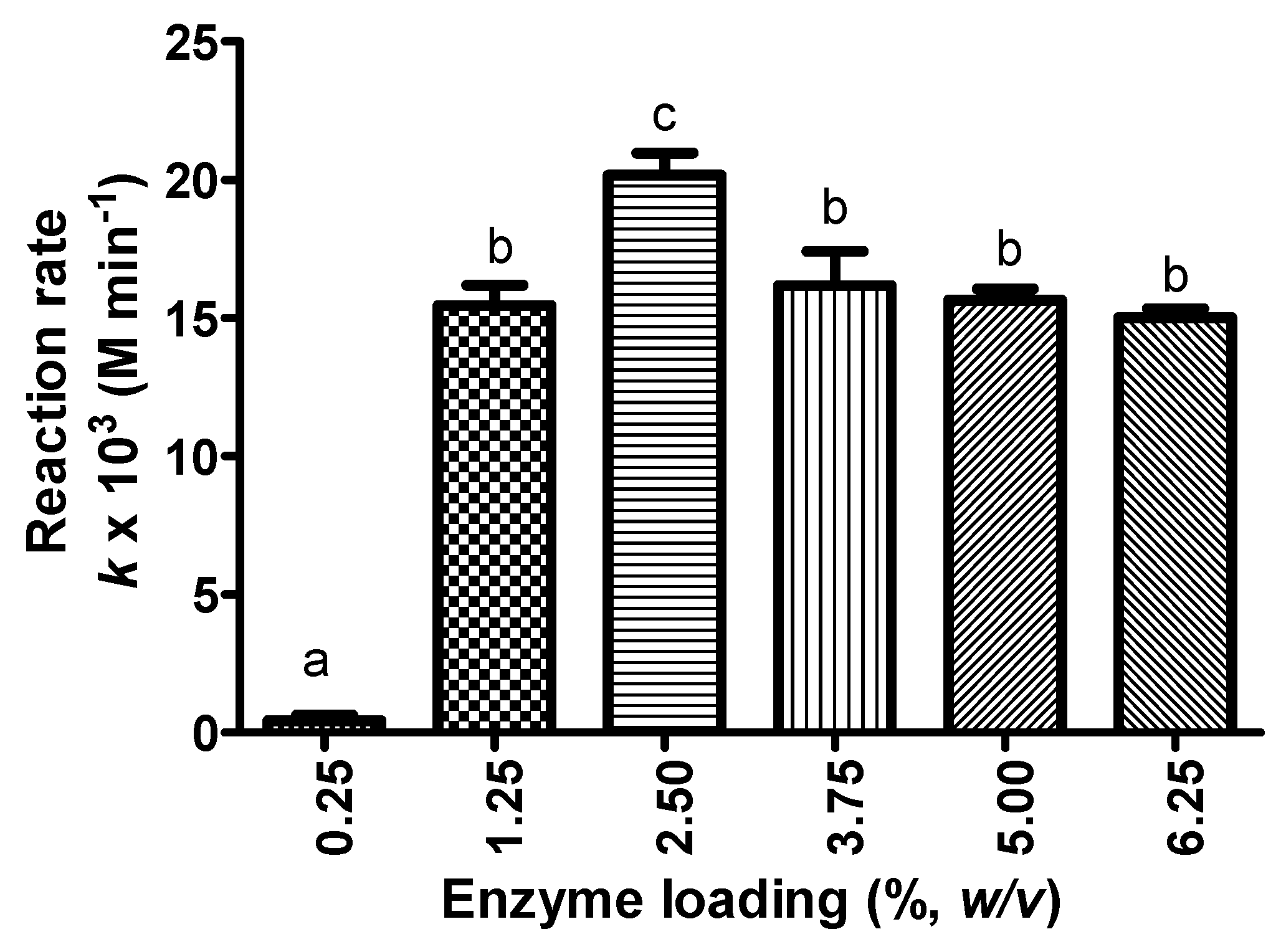
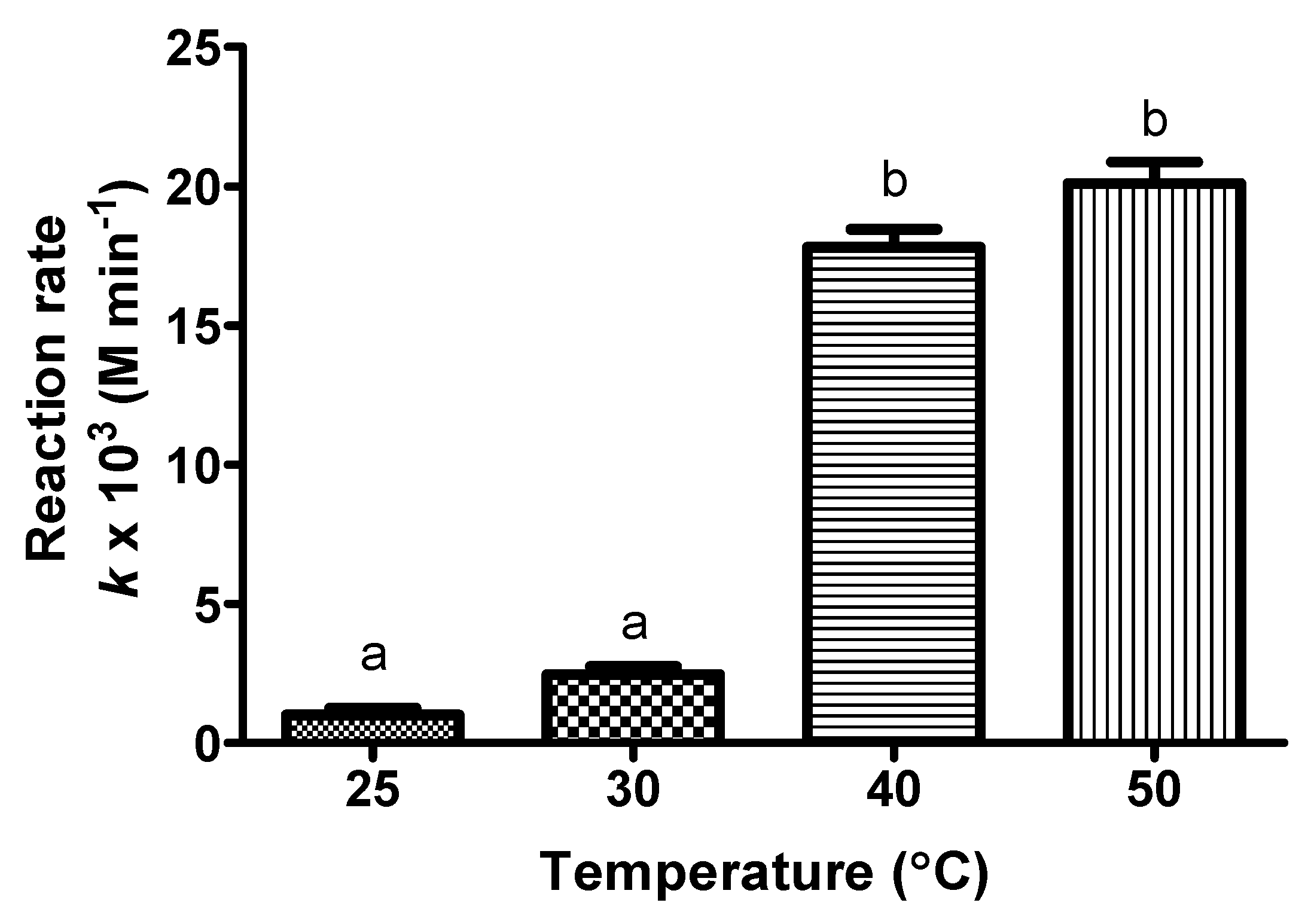
2.3. Biocatalyst Loading and Reaction Temperature
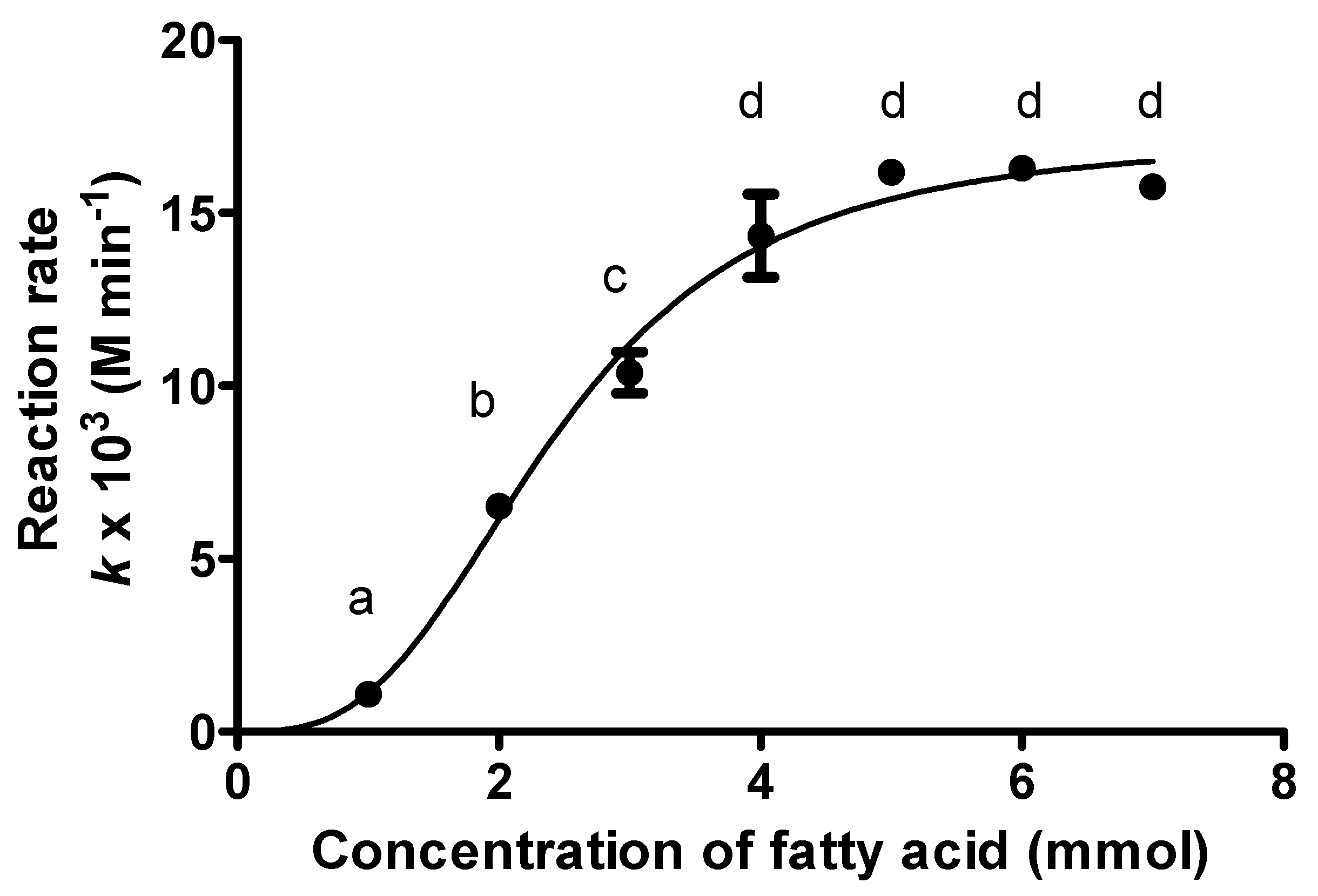
2.4. Fatty Acid Concentration
2.5. Yield Optimization Using Response Surface Methodology
2.5.1. Model Fitting, Analysis of Variance and Regression Analysis
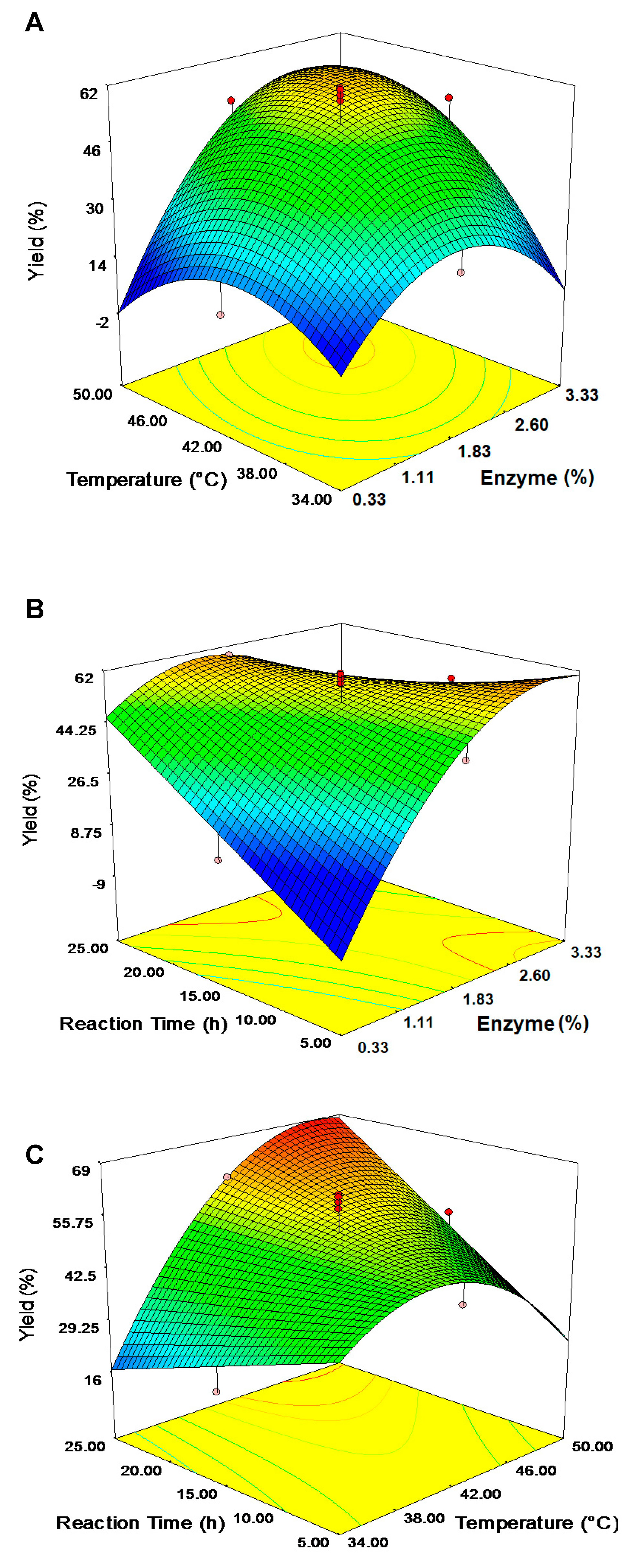
2.5.2. Response Surface Analysis
2.5.3. Optimization of Esterification and Model Verification
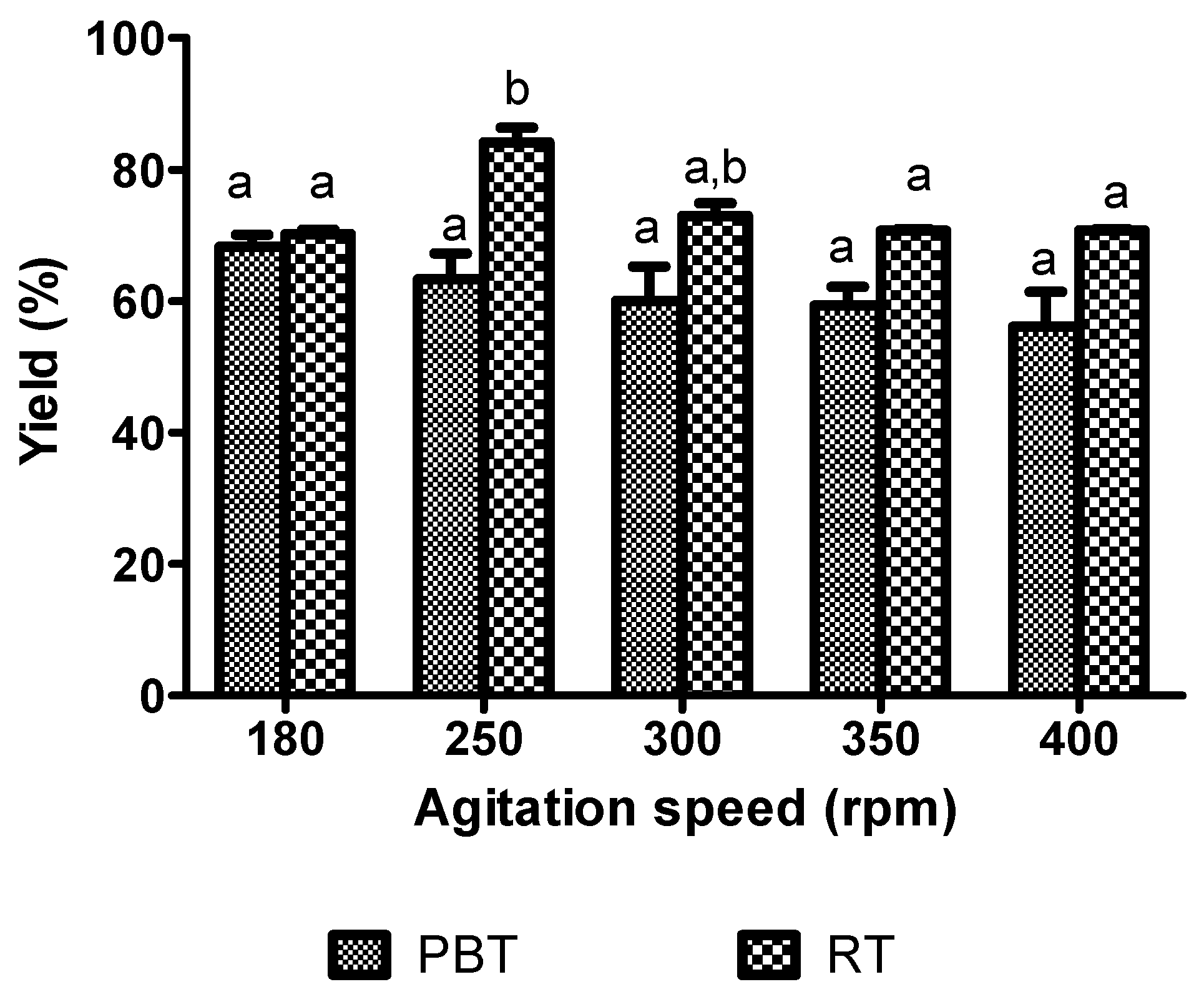
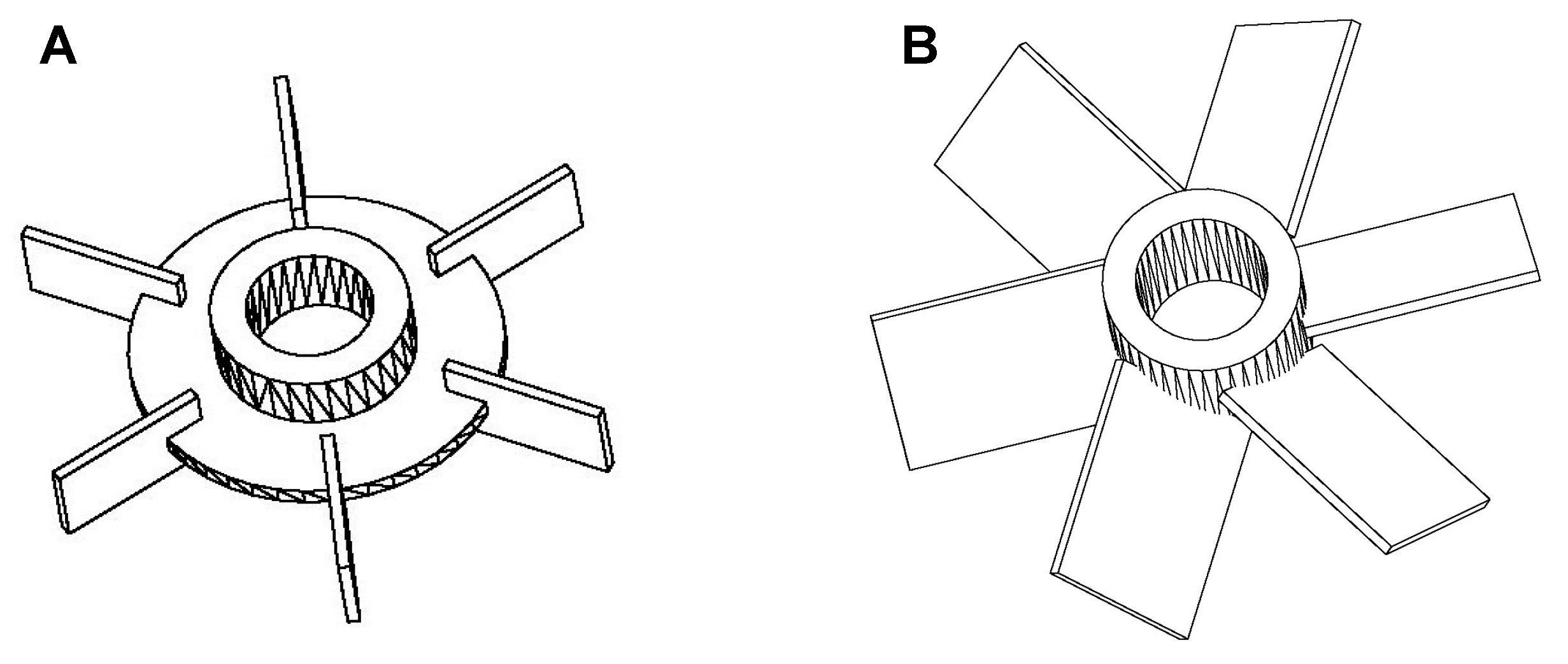
2.6. Stirred Tank Reactor
2.7. Thermogravimetric and Differential Scanning Calorimetry Analysis
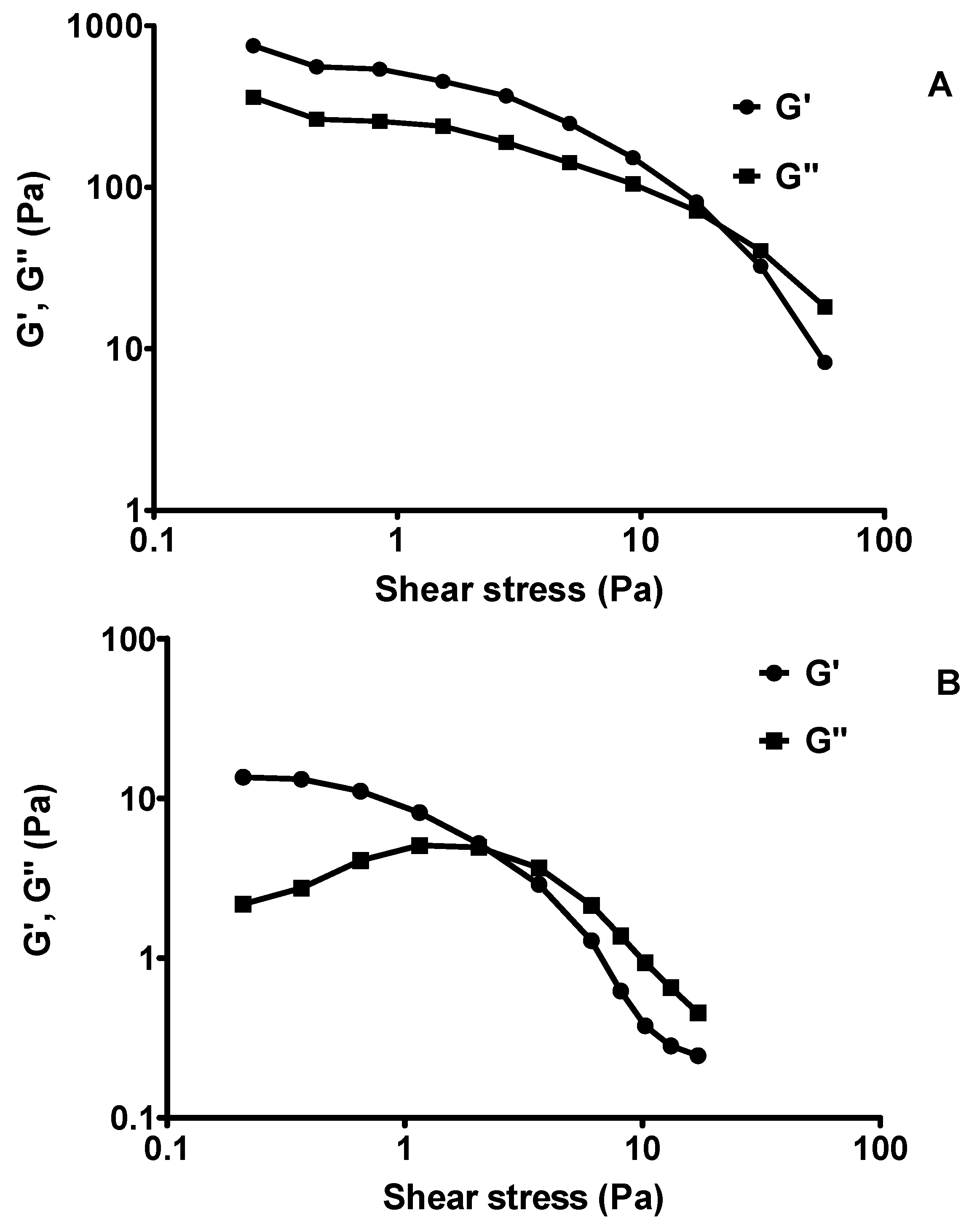
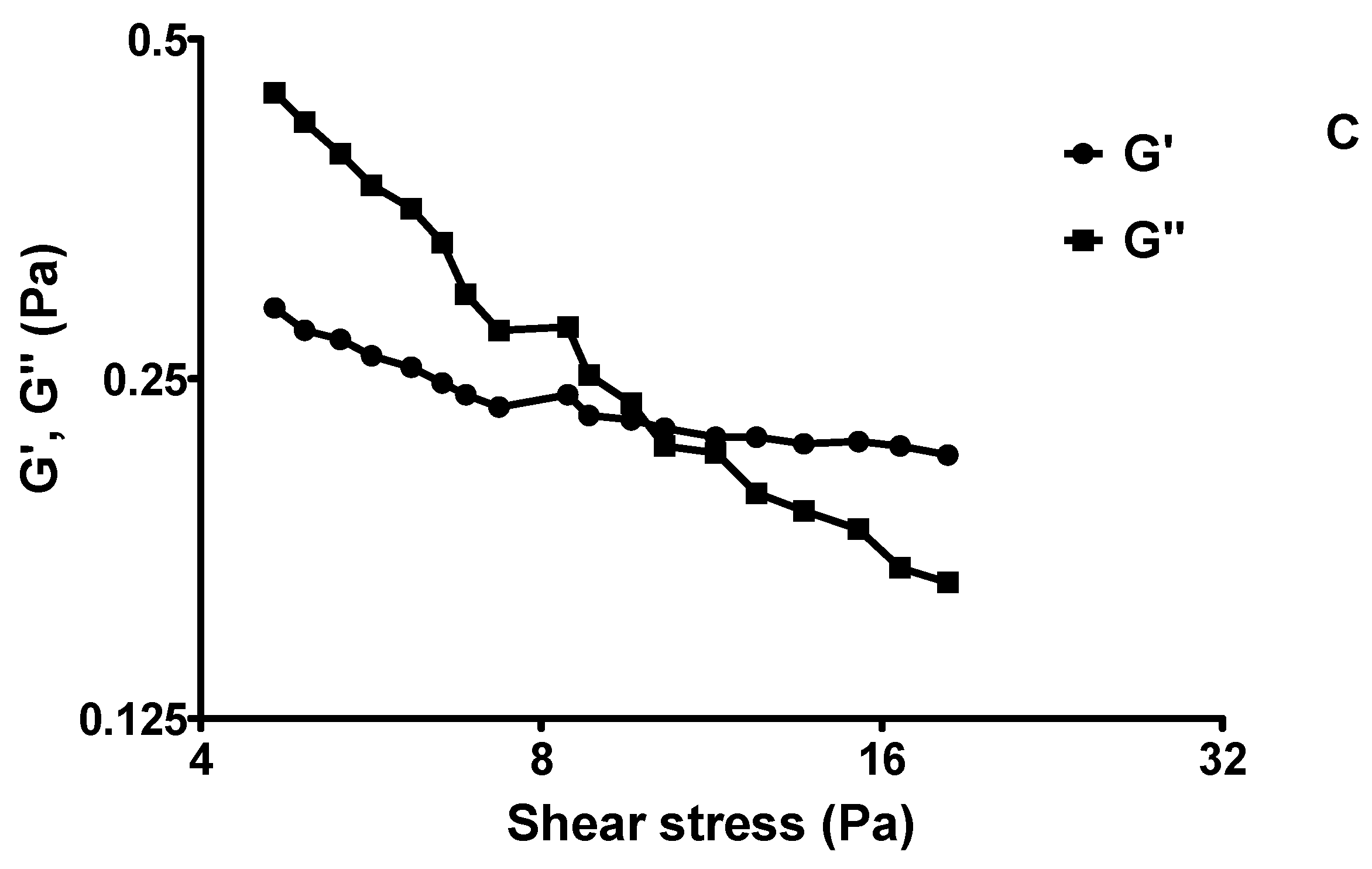
2.8. Rheology
3. Materials and Method
3.1. Materials
3.2. Methods
3.2.1. Synthesis of KAD
3.2.2. Reaction Rate of the Synthesis of KAD
3.2.3. Kinetic Equation
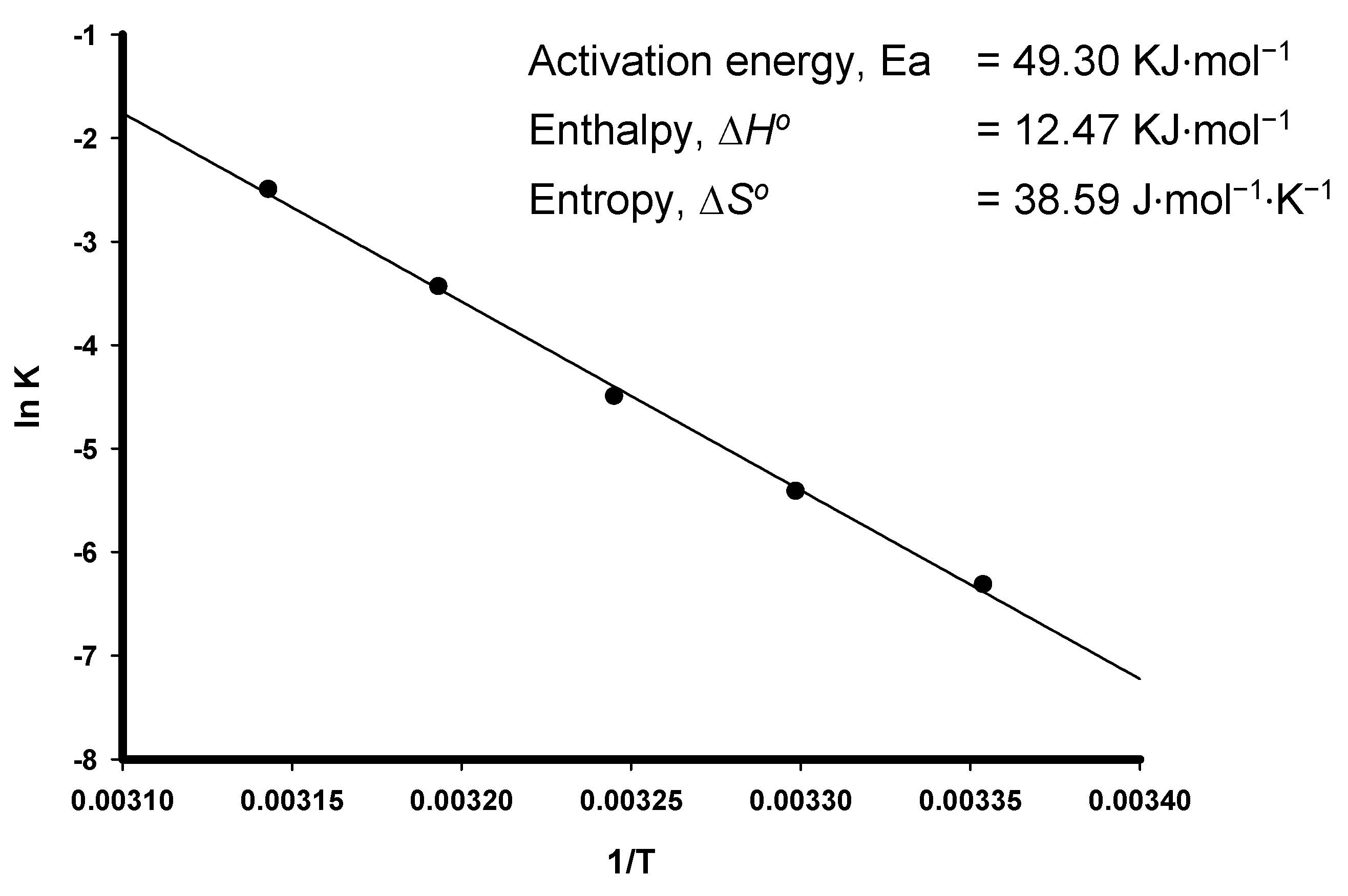
3.2.4. Calculation of the Activation Energy (Ea) and Thermodynamic Parameters
3.2.5. Optimization Study Using Response Surface Methodology
3.2.6. Stirred Tank Reactor
3.2.7. Calculation of Yield
3.2.8. Purification and Characterization of KAD Compound
3.2.9. Thermogravimetric and Differential Scanning Calorimetry Analysis
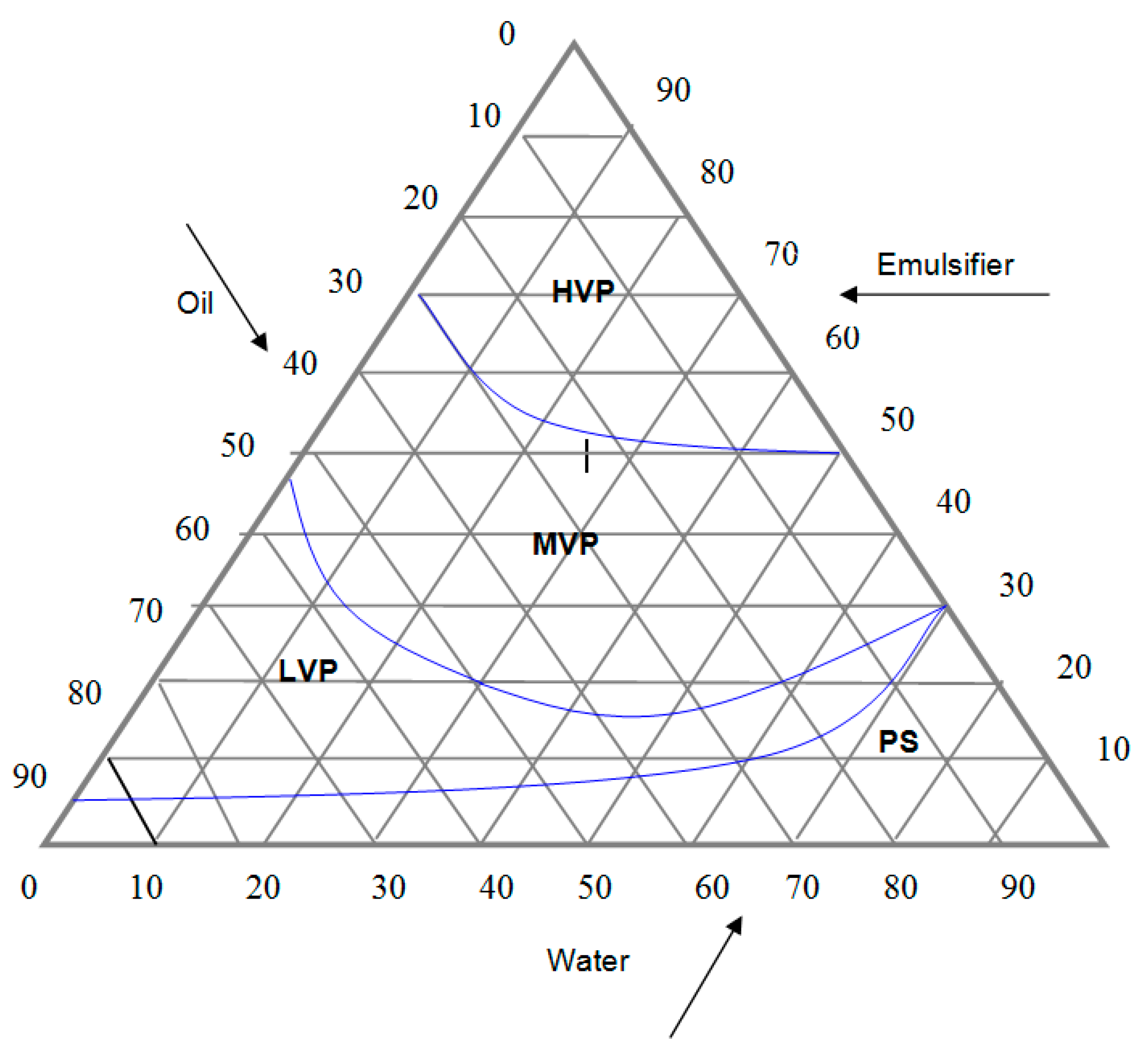
3.2.10. Phase Diagram and Lotion Formulation
3.2.11. Rheology
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Mohamad, R.; Mohamed, M.S.; Suhaili, N.; Salleh, M.M.; Ariff, A.B. Kojic acid: Applications and development of fermentation process for production. Biotechnol. Mol. Biol. Rev. 2010, 5, 24–37. [Google Scholar]
- Gallarate, M.; Carlotti, M.E.; Trotta, M.; Grande, A.E.; Talarico, C. Photostability of naturally occurring whitening agents in cosmetic microemulsions. J. Cosmet. Sci. 2004, 55, 139–148. [Google Scholar] [PubMed]
- Isaacs, E.; Isaacs, D. Composition to Stabilise Kojic Acid. U.S. Patent Application US 13/728,973, 27 December 2012. [Google Scholar]
- Lajis, A.F.B.; Basri, M.; Mohamad, R.; Hamid, M.; Ashari, S.E.; Ishak, N.; Zookiflie, A.; Ariff, A.B. Enzymatic synthesis of kojic acid esters and their potential industrial applications. Chem. Pap. 2013, 67, 573–585. [Google Scholar] [CrossRef]
- Faig, J.J.; Moretti, A.; Joseph, L.B.; Zhang, Y.; Nova, M.J.; Smith, K.; Uhrich, K.E. Biodegradable kojic acid-based polymers: Controlled delivery of bioactives for melanogenesis inhibition. Biomacromolecules 2017, 18, 363–373. [Google Scholar] [CrossRef] [PubMed]
- El-Boulifi, N.; Ashari, S.E.; Serrano, M.; Aracil, J.; Martinez, M. Solvent-free lipase-catalyzed synthesis of a novel hydroxyl-fatty acid derivative of kojic acid. Enzym. Microb. Technol. 2014, 55, 128–132. [Google Scholar] [CrossRef] [PubMed]
- Lajis, A.F.B.; Hamid, M.; Ahmad, S.; Ariff, A.B. Lipase-catalyzed synthesis of kojic acid derivative in bioreactors and the analysis of its depigmenting and antioxidant activities. Cosmetics 2017, 4, 22. [Google Scholar] [CrossRef]
- Ye, R.; Hayes, D.; Burton, R.; Liu, A.; Harte, F.; Wang, Y. Solvent-free lipase-catalyzed synthesis of technical-grade sugar esters and evaluation of their physicochemical and bioactive properties. Catalysts 2016, 6, 78. [Google Scholar] [CrossRef]
- Chen, H.C.; Kuo, C.H.; Twu, Y.K.; Chen, J.H.; Chang, C.M.J.; Liu, Y.C.; Shieh, C.J. A continuous ultrasound-assisted packed-bed bioreactor for the lipase-catalyzed synthesis of caffeic acid phenethyl ester. J. Chem. Technol. Biotechnol. 2011, 86, 1289–1294. [Google Scholar] [CrossRef]
- Xu, C.; Zhang, H.; Shi, J.; Zheng, M.; Xiang, X.; Huang, F.; Xiao, J. Ultrasound irradiation promoted enzymatic alcoholysis for synthesis of monoglyceryl phenolic acids in a solvent-free system. Ultrason. Sonochem. 2018, 41, 120–126. [Google Scholar] [CrossRef] [PubMed]
- Smith, R.; Inomata, H.; Peters, C.J. Introduction to Supercritical Fluids: A Spreadsheet-Based Approach; Chapter 9-Chemical Equilibria and Reaction Kinetics; Elsevier Science: Amsterdam, The Netherlands, 2013; pp. 617–688. ISBN 9780080931302. [Google Scholar]
- Paludo, N.; Alves, J.S.; Altmann, C.; Ayub, M.A.Z.; Lafuente, R.F.; Rodrigues, R.C. The combined use of ultrasound and molecular sieves improves the synthesis of ethyl butyrate catalyzed by immobilized Thermomyces lanuginosus lipase. Ultrason. Sonochem. 2015, 22, 89–94. [Google Scholar] [CrossRef] [PubMed]
- Lajis, A.F.B.; Hamid, M.; Ariff, A.B. Depigmenting effect of kojic acid esters in hyper pigmented B16F1 melanoma cells. J. Biomed. Biotechnol. 2012, 2012, 1–9. [Google Scholar] [CrossRef] [PubMed]
- Rodrigues, R.C.; Lafuente, R.F. Lipase from Rhizomucor meihei as a biocatalyst in fats and oils modification. J. Mol. Catal. B. Enzym. 2010, 66, 15–32. [Google Scholar] [CrossRef]
- Wang, Z.; Luo, W.; Fu, J.; Li, Z.; Wang, Z.; Lü, P. Double-lipase catalyzed synthesis of kojic dipalmitate in organic solvents. Chem. Res. Chin. Univ. 2017, 1–5. [Google Scholar] [CrossRef]
- Lajis, A.F.B.; Hamid, M.; Ahmad, S.; Ariff, A.B. Comparative study of stirred and fluidized tank reactor for hydroxyl-kojic acid derivatives synthesis and their biological activities. Turk. J. Biochem. 2017. [Google Scholar] [CrossRef]
- Rodrigues, R.C.; Fernandez-Lafuente, R. Lipase from Rhizomucor miehei as an industrial biocatalyst in chemical process. J. Mol. Catal. B Enzym. 2010, 64, 1–22. [Google Scholar] [CrossRef]
- Alves, M.D.; Cren, É.C.; Mendes, A.A. Kinetic, thermodynamic, optimization and reusability studies for the enzymatic synthesis of a saturated wax ester. J. Mol. Catal. B Enzym. 2016, 133, S377–S387. [Google Scholar] [CrossRef]
- Rodrigues, R.C.; Ortiz, C.; Berenguer-Murcia, Á.; Torres, R.; Fernández-Lafuente, R. Modifying enzyme activity and selectivity by immobilization. Chem. Soc. Rev. 2013, 42, 6290–6307. [Google Scholar] [CrossRef] [PubMed]
- Kim, K.K.; Song, H.K.; Shin, D.H.; Hwang, K.Y.; Suh, S.W. The crystal structure of a triacylglycerol lipase from Pseudomonas cepacia reveals a highly open conformation in the absence of a bound inhibitor. Structure 1997, 5, 173–185. [Google Scholar] [CrossRef]
- Uppenberg, J.; Hansen, M.T.; Patkar, S.; Jones, T.A. The sequence, crystal structure determination and refinement of two crystal forms of lipase B from Candida Antarctica. Structure 1994, 2, 293–308. [Google Scholar] [CrossRef]
- Palomo, J.M.; Ortiz, C.; Fernández-Lorente, G.; Fuentes, M.; Guisán, J.M.; Fernández-Lafuente, R. Lipase-lipase interactions as a new tool to immobilize and modulate the lipase properties. Enzym. Microb. Technol. 2005, 36, 447–454. [Google Scholar] [CrossRef]
- Lima, F.V.; Pyle, D.L.; Asenjo, J.A. Factors affecting the esterification of lauric acid using an immobilized biocatalyst: Enzyme characterization and studies in a well-mixed reactor. Biotechnol. Bioeng. 1995, 46, 69–79. [Google Scholar] [CrossRef] [PubMed]
- Fernandez-Lafuente, R. Stabilization of multimeric enzymes: Strategies to prevent subunit dissociation. Enzym. Microb. Technol. 2009, 45, 405–418. [Google Scholar] [CrossRef]
- Rocha-Martín, J.; Rivas, B.L.; Muñoz, R.; Guisán, J.M.; López-Gallego, F. Rational coimmobilization of bi-enzyme cascades on porous supports and their applications in bio-redox reactions with in situ recycling of soluble cofactors. Chem. Catal. Chem. 2012, 4, 1279–1288. [Google Scholar]
- Virgen-Ortíz, J.J.; Tacias-Pascacio, V.G.; Hirata, D.B.; Torrestiana-Sanchez, B.; Rosales-Quintero, A.; Fernandez-Lafuente, R. Relevance of substrates and products on the desorption of lipases physically adsorbed on hydrophobic supports. Enzym. Microb. Technol. 2017, 96, 30–35. [Google Scholar] [CrossRef] [PubMed]
- Hirata, D.B.; Albuquerque, T.L.; Rueda, N.; Virgen-Ortíz, J.J.; Tacias-Pascacio, V.G.; Fernandez-Lafuente, R. Evaluation of different immobilized lipases in transesterification reactions using tributyrin: Advantages of the heterofunctional octyl agarose beads. J. Mol. Catal. B Enzym. 2016, 133, 117–123. [Google Scholar] [CrossRef]
- Dos Santos, J.C.S.; Garcia-Galan, C.; Rodrigues, R.C.; de Sant’Ana, H.B.; Gonçalves, L.R.B.; Fernandez-Lafuente, R. Improving the catalytic properties of immobilized Lecitase via physical coating with ionic polymers. Enzym. Microb. Technol. 2014, 60, 1–8. [Google Scholar] [CrossRef] [PubMed]
- Halim, M.; Mustafa, N.A.M.; Othman, M.; Wasoh, H.; Kapri, M.R.; Ariff, A.B. Effect of encapsulant and cryoprotectant on the viability of probiotic Pediococcus acidilactici ATCC 8042 during freeze-drying and exposure to high acidity, bile salts and heat. LWT Food Sci. Technol. 2017, 81, 210–216. [Google Scholar] [CrossRef]
- Bélafi-Bakó, K.; Kabiri Badr, A.; Nemestóthy, N.; Ehrenstein, U.; Gubicza, L. Kinetics of ethyl acetate formation by lipase in organic solvent and solvent-free system. Chem. Pap. 2003, 57, 278–281. [Google Scholar]
- Kasche, V. Correlation of experimental and theoretical data for artificial and natural systems with immobilized biocatalysts. Enzym. Microb. Technol. 1983, 5, 2–13. [Google Scholar] [CrossRef]
- Kakkar, R.; Singh, C. Theoretical study of the kojic acid structure in gas phase and aqueous solution. Int. J. Quantum Chem. 2011, 111, 4318–4329. [Google Scholar] [CrossRef]
- Zaaka, H.; Siara, E.-H.; Kornecki, J.F.; Fernandez-Lopez, L.; Pedrero, S.G.; Virgen-Ortíz, J.J.; Fernandez-Lafuente, R. Effect of immobilization rate and enzyme crowding on enzyme stability under different conditions. The case of lipase from Thermomyces lanuginosus immobilized on octyl agarose beads. Process Biochem. 2017, 56, 117–123. [Google Scholar] [CrossRef]
- Fernandez-Lopez, L.; Pedrero, S.G.; Gorines, B.C.; Lopez-Carrobles, N.; Virgen-Ortíz, J.J.; Fernandez-Lafuente, R. Effect of protein load on stability of immobilized enzymes. Enzym. Microb. Technol. 2017, 98, 18–25. [Google Scholar] [CrossRef] [PubMed]
- Sharma, R.; Chisti, Y.; Banerjee, U.C. Production, purification, characterization, and applications of lipases. Biotechnol. Adv. 2001, 19, 627–662. [Google Scholar] [CrossRef]
- Reetz, M.T. Lipases as practical biocatalysts. Curr. Opin. Chem. Biol. 2002, 6, 145–150. [Google Scholar] [CrossRef]
- Rueda, N.; dos Santos, J.C.S.; Torres, R.; Ortiz, C.; Barbosa, O.; Fernandez-Lafuente, R. Improved performance of lipases immobilized on heterofunctional octyl-glyoxyl agarose beads. RSC Adv. 2015, 5, 11212–11222. [Google Scholar] [CrossRef]
- Barbosa, O.; Torres, R.; Ortiz, C.; Berenguer-Murcia, A.; Rodrigues, R.C.; Fernandez-Lafuente, R. Heterofunctional supports in enzyme immobilization: From traditional immobilization protocols to opportunities in tuning enzyme properties. Biomacromolecules 2013, 14, 2433–2462. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Levenspiel, O. Chemical Reaction Engineering; Chapter 9: Temperature and Pressure Effects; Wiley: Hoboken, NJ, USA, 1999; pp. 207–254. ISBN 047125424X. [Google Scholar]
- Ishak, N.; Lajis, A.F.B.; Mohamad, R.; Ariff, A.B.; Halim, M.; Wasoh, H. Kojic acid esters: Comparative review on its methods of synthesis. J. Biochem. Microbiol. Biotechnol. 2016, 4, 7–15. [Google Scholar]
- Halling, P.J.; Eichhorn, U.; Kuhl, P.; Jakubke, H.-D. Thermodynamics of solid-to-solid conversion and application to enzymic peptide synthesis. Enzym. Microb. Technol. 1995, 17, 601–606. [Google Scholar] [CrossRef]
- Ulijn, R.V.; Halling, P.J. Solid-to-solid biocatalysis: Thermodynamic feasibility and energy efficiency. Green Chem. 2004, 6, 488. [Google Scholar] [CrossRef]
- Kuo, C.-H.; Chen, H.-H.; Chen, J.-H.; Liu, Y.-C.; Shieh, C.-J. High yield of wax ester synthesized from cetyl alcohol and octanoic acid by lipozyme RMIM and Novozym 435. Int. J. Mol. Sci. 2012, 13, 11694–11704. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sheldon, R.A.; Van Pelt, S. Enzyme immobilisation in biocatalysis: Why, what and how. Chem. Soc. Rev. 2013, 42, 6223–6235. [Google Scholar] [CrossRef] [PubMed]
- Bansode, S.R.; Rathod, V.K. An investigation of lipase catalyzed sonochemical synthesis: A review. Ultrason. Sonochem. 2017, 38, 503–529. [Google Scholar] [CrossRef] [PubMed]
- Smith, J.L.; Alford, J.A. Inhibition of microbial lipases by fatty acids. Appl. Environ. 1966, 14, 699–705. [Google Scholar]
- Zaidi, A.; Gainer, J.L.; Carta, G.; Mrani, A.; Kadiri, T.; Belarbi, Y.; Mir, A. Esterification of fatty acids using nylon-immobilized lipase in n-hexane: Kinetic parameters and chain-length effect. J. Biotechnol. 2002, 93, 209–216. [Google Scholar] [CrossRef]
- Zhang, D.-H.; Yuwen, L.-X.; Peng, L.-J. Parameters affecting the performance of immobilized enzyme. J. Chem. 2013, 2013, 1–7. [Google Scholar] [CrossRef]
- Radzi, S.M.; Mohamad, R.; Basri, M.; Salleh, A.B.; Ariff, A.B.; Rahman, M.B.A.; Rahman, R.N.Z.R.A. Kinetics of enzymatic synthesis of liquid wax ester from oleic acid and oleyl alcohol. J. Oleo Sci. 2010, 59, 127–134. [Google Scholar] [CrossRef] [PubMed]
- Wahab, R.A.; Basri, M.; Rahman, R.N.Z.R.A.; Salleh, A.B.; Abdul-Rahman, A.B.; Chaibakhsh, N.; Leow, T.C. Enzymatic production of a solvent-free menthyl butyrate via response surface methodology catalyzed by a novel thermostable lipase from Geobacillus zalihae. Biotechnol. Biotechnol. Equip. 2014, 28, 1065–1072. [Google Scholar] [CrossRef] [PubMed]
- Kumaresan, T.; Joshi, J.B. Effect of impeller design on the flow pattern and mixing in stirred tanks. Chem. Eng. J. 2006, 115, 173–193. [Google Scholar] [CrossRef]
- Noor, I.M.; Hasan, M.; Ramachandran, K.B. Effect of operating variables on the hydrolysis rate of palm oil by lipase. Process Biochem. 2003, 39, 13–20. [Google Scholar] [CrossRef]
- Kadic, A.; Palmqvist, B.; Liden, G. Effects of agitation on particle-size distribution and enzymatic hydrolysis of pretreated spruce and giant reed. Biotechnol. Biofuels 2014, 7, 77–86. [Google Scholar] [CrossRef] [PubMed]
- Goswami, D.; De, S.; Basu, J.K. Effects of process variables and additives on mustard oil hydrolysis by porcine pancreas lipase. Braz. J. Chem. Eng. 2012, 29, 449–460. [Google Scholar] [CrossRef]
- Keng, P.S.; Basri, M.; Ariff, A.B.; Abdul-Rahman, M.B.; Rahman, R.N.Z.R.A.; Salleh, A.B. Scale-up synthesis of lipase-catalyzed palm esters in stirred-tank reactor. Bioresour. Technol. 2008, 99, 6097–6104. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Rahman, N.K.; Kamaruddin, A.H.; Uzir, M.H. Enzymatic synthesis of farnesyl laurate in organic solvent: Initial water activity, kinetics mechanism, optimization of continuous operation using packed bed reactor and mass transfer studies. Bioprocess Biosyst. Eng. 2011, 34, 687–699. [Google Scholar] [CrossRef] [PubMed]
- Jakovetic, S.M.; Lukovic, N.D.; Boskovic-Vragolovic, N.M.; Bezbradica, D.I.; Picazo-Espinosa, R.; Knezevic-Jugovic, Z.D. Comparative study of batch and fluidized bed bioreactors for lipase-catalyzed ethyl cinnamate synthesis. Ind. Eng. Chem. Res. 2013, 52, 16689–16697. [Google Scholar] [CrossRef]
- Sengupta, A.; Pal, M.; Silroy, S.; Ghosh, M. Comparative study of sterol ester synthesis using Thermomyces lanuginosus lipase in stirred tank and packed-bed bioreactors. J. Am. Oil Chem. Soc. 2010, 87, 1019–1025. [Google Scholar] [CrossRef]
- Moravkova, T.; Filip, P. The influence of thickeners on the rheological and sensory properties of cosmetic lotions. Acta Polytech. Hung. 2014, 11, 173–186. [Google Scholar]
- Chiari, B.G.; José de Almeida, M.G.; Corrêa, M.A.; Isaac, V.L.B. Cosmetics’ quality control. In Latest Research into Quality Control; InTech: London, UK, 2012. [Google Scholar]
- Cox, B.G. Acids, bases, and salts in mixed-aqueous solvents. Org. Process Res. Dev. 2015, 19, 1800–1808. [Google Scholar] [CrossRef]
- Fernandez-Lafuente, R. Lipase from Thermomyces lanuginosus: Uses and prospects as an industrial biocatalyst. J. Mol. Catal. B Enzym. 2010, 62, 197–212. [Google Scholar] [CrossRef]
- Rani, K.N.P.; Neeharika, T.S.V.R.; Kumar, T.P.; Satyavathi, B.; Sailu, C.; Prasad, R.B.N. Kinetics of enzymatic esterification of oleic acid and decanol for wax ester and evaluation of its physico-chemical properties. J. Taiwan Inst. Chem. Eng. 2015, 55, 12–16. [Google Scholar] [CrossRef]
Sample Availability: Samples of the compounds are not available from the authors. |














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Kinetic Parameter | Value | Standard Error of Estimate |
|---|---|---|
| Coefficient α, parameter related to equilibrium constant, K | 0.50 | ±0.00 |
| Coefficient β, parameter related to rate constant, k | 0.19 | ±0.01 |
| Kinetic rate constant, k1 (M−1·min−1) | 0.52 | ±0.03 |
| R2 | 0.98 | - |
| Variable | Symbol | Coded Level | ||||
|---|---|---|---|---|---|---|
| −2 | −1 | 0 | 1 | 2 | ||
| Corresponding Operation Value | ||||||
| PA:KA (mmol) | X1 | 1 | 3 | 5 | 7 | 9 |
| Enzyme loading (%, w/v) | X2 | 0.33 | 1.11 | 1.83 | 2.60 | 3.33 |
| Temperature (°C) | X3 | 34.0 | 38.0 | 42.0 | 46.0 | 50.0 |
| Reaction time (h) | X4 | 5 | 10 | 15 | 20 | 25 |
| Run | Actual Levels | Coded Levels | Response, Yield (%) | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| X1 | X2 | X3 | X4 | X1 | X2 | X3 | X4 | Actual | Predicted | |
| 1 | 3 | 1.10 | 38.0 | 10 | −1 | −1 | −1 | −1 | 27.4 | 23.4 |
| 2 | 7 | 1.10 | 38.0 | 10 | 1 | −1 | −1 | −1 | 45.0 | 41.5 |
| 3 | 3 | 2.60 | 38.0 | 10 | −1 | 1 | −1 | −1 | 42.3 | 40.1 |
| 4 | 7 | 2.60 | 38.0 | 10 | 1 | 1 | −1 | −1 | 58.9 | 58.2 |
| 5 | 3 | 1.10 | 46.0 | 10 | −1 | −1 | 1 | −1 | 21.5 | 17.6 |
| 6 | 7 | 1.10 | 46.0 | 10 | 1 | −1 | 1 | −1 | 37.5 | 35.7 |
| 7 | 3 | 2.60 | 46.0 | 10 | −1 | 1 | 1 | −1 | 46.8 | 47.7 |
| 8 | 7 | 2.60 | 46.0 | 10 | 1 | 1 | 1 | −1 | 61.8 | 65.8 |
| 9 | 3 | 1.10 | 38.0 | 20 | −1 | −1 | −1 | 1 | 37.9 | 31.5 |
| 10 | 7 | 1.10 | 38.0 | 20 | 1 | −1 | −1 | 1 | 51.3 | 49.6 |
| 11 | 3 | 2.60 | 38.0 | 20 | −1 | 1 | −1 | 1 | 30.1 | 26.4 |
| 12 | 7 | 2.60 | 38.0 | 20 | 1 | 1 | −1 | 1 | 38.0 | 44.5 |
| 13 | 3 | 1.10 | 46.0 | 20 | −1 | −1 | 1 | 1 | 43.0 | 42.1 |
| 14 | 7 | 1.10 | 46.0 | 20 | 1 | −1 | 1 | 1 | 59.5 | 60.2 |
| 15 | 3 | 2.60 | 46.0 | 20 | −1 | 1 | 1 | 1 | 48.7 | 50.5 |
| 16 | 7 | 2.60 | 46.0 | 20 | 1 | 1 | 1 | 1 | 66.0 | 68.6 |
| 17 | 1 | 1.83 | 42.0 | 15 | −2 | 0 | 0 | 0 | 20.9 | 35.4 |
| 18 | 9 | 1.83 | 42.0 | 15 | 2 | 0 | 0 | 0 | 69.4 | 71.6 |
| 19 | 5 | 0.33 | 42.0 | 15 | 0 | −2 | 0 | 0 | 10.1 | 19.2 |
| 20 | 5 | 3.33 | 42.0 | 15 | 0 | 2 | 0 | 0 | 50.3 | 44.2 |
| 21 | 5 | 1.83 | 34.0 | 15 | 0 | 0 | −2 | 0 | 21.5 | 27.9 |
| 22 | 5 | 1.83 | 50.0 | 15 | 0 | 0 | 2 | 0 | 49.4 | 46.2 |
| 23 | 5 | 1.83 | 42.0 | 5 | 0 | 0 | 0 | −2 | 42.6 | 48.1 |
| 24 | 5 | 1.83 | 42.0 | 25 | 0 | 0 | 0 | 2 | 58.6 | 59.0 |
| 25 | 5 | 1.83 | 42.0 | 15 | 0 | 0 | 0 | 0 | 61.1 | 53.5 |
| 26 | 5 | 1.83 | 42.0 | 15 | 0 | 0 | 0 | 0 | 57.7 | 53.5 |
| 27 | 5 | 1.83 | 42.0 | 15 | 0 | 0 | 0 | 0 | 59.3 | 53.5 |
| 28 | 5 | 1.83 | 42.0 | 15 | 0 | 0 | 0 | 0 | 50.3 | 53.5 |
| 29 | 5 | 1.83 | 42.0 | 15 | 0 | 0 | 0 | 0 | 60.6 | 53.5 |
| 30 | 5 | 1.83 | 42.0 | 15 | 0 | 0 | 0 | 0 | 48.8 | 53.5 |
| Source | Sum of SQUARES | Degree of Freedom | Mean Square | F-Value | Prob > F | |
|---|---|---|---|---|---|---|
| ANOVA | Model | 5715.73 | 9 | 635.08 | 16.09 | <0.0001 a |
| Residual | 789.47 | 20 | 39.47 | - | - | |
| Lack-of-fit | 644.23 | 15 | 42.95 | 1.48 | 0.3520 b | |
| Total | 6505.20 | 29 | - | - | - | |
| Regression Statistics | R2 | 0.8786 | - | - | - | - |
| Adjusted R2 | 0.8240 | - | - | - | - | |
| Adequate Precision | 14.9110 | - | - | - | - | |
| Standard deviation | 6.2800 | - | - | - | - |
| Coefficients of Models | Yield (%) | |
|---|---|---|
| Value | Prob > F | |
| Intercept | 53.53 | - |
| X1 | 9.05 | <0.0001 a |
| X2 | 6.25 | <0.0001 a |
| X3 | 4.57 | 0.0020 a |
| X4 | 2.71 | 0.0473 a |
| X2 X3 | 3.37 | 0.0441 a |
| X2 X4 | −5.46 | 0.0024 a |
| X3 X4 | 4.12 | 0.0163 a |
| X22 | −5.45 | 0.0002 a |
| X32 | −4.13 | 0.0022 a |
| Compounds | Melting Point | Thermal Degradation |
|---|---|---|
| Palmitic acid | 63.44 °C | 172.47 °C |
| KAD | 135.11 °C | 225.50 °C |
| Kojic acid | 152.78 °C | 243.32 °C |
| Compounds | Flow Behaviour (n) | Consistency Index (K) | ||
|---|---|---|---|---|
| 25 °C | 40 °C | 25 °C | 40 °C | |
| 10% (w/v) pectin | 0.48 ± 0.01 | 0.60 ± 0.01 | 12.81 ± 3.23 | 5.29 ± 0.38 |
| 10% (w/v) xanthan gum | 0.16 ± 0.06 | 0.18 ± 0.01 | 49.73 ± 12.04 | 37.85 ± 1.78 |
| 10% carboxymethyl cellulose | 0.10 ± 0.03 | 0.22 ± 0.01 | 200.06 ± 34.81 | 138.96 ± 9.62 |
| Palm oil | 0.86 ± 0.02 | 0.86 ± 0.02 | 0.03 ± 0.00 | 0.02 ± 0.00 |
| Standard lotion (SL) | 0.65 ± 0.02 | 0.86 ± 0.02 | 0.12 ± 0.21 | 3.67 ± 0.16 |
| SL + KA (5%, w/w) | 0.35 ± 0.02 | 0.30 ± 0.041 | 3.23 ± 0.44 | 2.20 ± 1.19 |
| SL + KAD (5%, w/w) | 0.69 ± 0.02 | 0.47 ± 0.02 | 3.03 ± 0.50 | 1.02 ± 0.10 |
| CL1 Vaseline® | 0.86 ± 0.02 | 0.33 ± 0.01 | 0.022 ± 0.00 | 0.29 ± 0.01 |
| CL2 Safi® | 0.35 ± 0.01 | 0.34 ± 0.01 | 2.29 ± 0.09 | 1.83 ± 0.20 |
| CL3 Nivea® | 0.39 ± 0.01 | 0.31 ± 0.03 | 0.65 ± 0.02 | 0.86 ± 0.21 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ishak, N.; Lajis, A.F.B.; Mohamad, R.; Ariff, A.B.; Mohamed, M.S.; Halim, M.; Wasoh, H. Kinetics and Optimization of Lipophilic Kojic Acid Derivative Synthesis in Polar Aprotic Solvent Using Lipozyme RMIM and Its Rheological Study. Molecules 2018, 23, 501. https://doi.org/10.3390/molecules23020501
Ishak N, Lajis AFB, Mohamad R, Ariff AB, Mohamed MS, Halim M, Wasoh H. Kinetics and Optimization of Lipophilic Kojic Acid Derivative Synthesis in Polar Aprotic Solvent Using Lipozyme RMIM and Its Rheological Study. Molecules. 2018; 23(2):501. https://doi.org/10.3390/molecules23020501
Chicago/Turabian StyleIshak, Nurazwa, Ahmad Firdaus B. Lajis, Rosfarizan Mohamad, Arbakariya B. Ariff, Mohd Shamzi Mohamed, Murni Halim, and Helmi Wasoh. 2018. "Kinetics and Optimization of Lipophilic Kojic Acid Derivative Synthesis in Polar Aprotic Solvent Using Lipozyme RMIM and Its Rheological Study" Molecules 23, no. 2: 501. https://doi.org/10.3390/molecules23020501
APA StyleIshak, N., Lajis, A. F. B., Mohamad, R., Ariff, A. B., Mohamed, M. S., Halim, M., & Wasoh, H. (2018). Kinetics and Optimization of Lipophilic Kojic Acid Derivative Synthesis in Polar Aprotic Solvent Using Lipozyme RMIM and Its Rheological Study. Molecules, 23(2), 501. https://doi.org/10.3390/molecules23020501