
Polish Varieties of Industrial Hemp and Their Utilisation in the Efficient Production of Lignocellulosic Ethanol


Abstract
:1. Introduction
2. Results and Discussion
2.1. Hemp Biomass Preparation
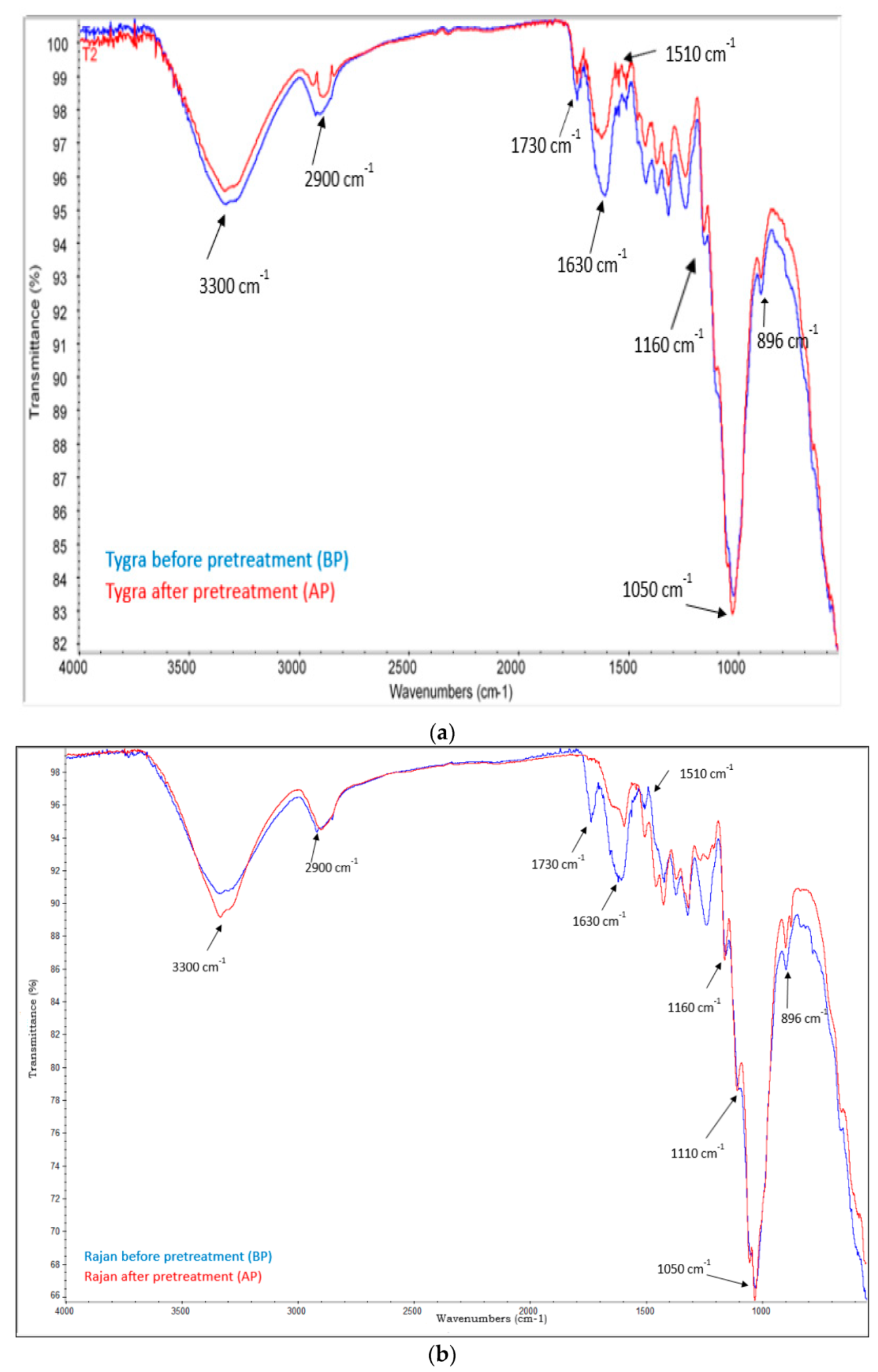
2.2. Alkaline Pretreatment
2.3. Evaluation of Enzyme Preparations
2.4. Separate Hydrolysis and Fermentation (SHF)
2.5. Simultaneous Saccharification and Fermentation (SSF)
3. Materials and Methods
3.1. Bioethanol Production Process
3.1.1. Hemp Biomass Preparation
3.1.2. Alkaline Pretreatment
3.1.3. Enzyme Complex
3.1.4. Separate Hydrolysis and Fermentation (SHF)
3.1.5. Simultaneous Saccharification and Fermentation (SSF)
3.2. Analytical Methods
3.3. Calculations
3.4. Statistical Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Directive 2009/28/EC of the European Parliament and of the Council of 23 April 2009 on the promotion of the use of energy from renewable sources and amending and subsequently repealing Directives 2001/77/EC and 2003/30/EC (Text with EEA relevance). Available online: https://eur-lex.europa.eu/legal-content/EN/ALL/?uri=CELEX:32009L0028 (accessed on 8 April 2021).
- Cattaneo, C.; Givonetti, A.; Leoni, V.; Guerrieri, N.; Manfredi, M.; Giorgi, A.; Cavaletto, M. Biochemical aspects of seeds from Cannabis sativa L. plants grown in a mountain environment. Sci. Rep. 2021, 11, 3927. [Google Scholar] [CrossRef]
- Zadrożniak, B.; Radwańska, K.; Baranowska, A.; Mystkowska, I. Possibility of industrial hemp cultivation in areas of high nature value. Econ. Reg. Stud. 2017, 10, 114–127. [Google Scholar] [CrossRef] [Green Version]
- Wawro, A.; Batog, J.; Gieparda, W. Chemical and Enzymatic Treatment of Hemp Biomass for Bioethanol Production. Appl. Sci. 2019, 9, 5348. [Google Scholar] [CrossRef] [Green Version]
- Bing, S.; Richen, L.; Chun Ho, L.; Hao, W.; To-Hung, T.; Yun, Y. Recent advances and challenges of inter-disciplinary biomass valorization by integrating hydrothermal and biological techniques. Renew. Sustain. Energy Rev. 2021, 135, 110370. [Google Scholar]
- Bajpai, P. Pretreatment of Lignocelluloses Biomass for Bioethanol Production. In Developments in Bioethanol, Green Energy and Technology; Springer: Singapore, 2021. [Google Scholar] [CrossRef]
- Vasić, K.; Knez, Ž.; Leitgeb, M. Bioethanol Production by Enzymatic Hydrolysis from Different Lignocellulosic Sources. Molecules 2021, 26, 753. [Google Scholar] [CrossRef]
- Abo, B.O.; Gao, M.; Wang, Y.; Wu, C.; Ma, H.; Wang, Q. Lignocellulosic biomass for bioethanol: An overview on pretreatment, hydrolysis and fermentation processes. Rev. Env. Health 2019, 34, 57–68. [Google Scholar] [CrossRef] [PubMed]
- Rahmati, S.; Doherty, W.; Dubal, D.; Atanda, L.; Moghaddam, L.; Sonar, P.; Hessel, V.; Ostrikov, K. Pretreatment and fermentation of lignocellulosic biomass: Reaction mechanisms and process engineering. React. Chem. Eng. 2020, 5, 2017–2047. [Google Scholar] [CrossRef]
- Zhao, J.; Xu, Y.; Wang, W.; Griffin, J.; Roozeboom, K.; Wang, D. Bioconversion of industrial hemp biomass for bioethanol production: A review. Fuel 2020, 281, 118725. [Google Scholar] [CrossRef]
- Rheay, H.T.; Omondi, E.C.; Brewer, C.E. Potential of hemp (Cannabis sativa L.) for paired phytoremediation and bioenergy production. Bioenergy 2021, 13, 525–536. [Google Scholar]
- Kumar, A.K.; Sharma, S. Recent updates on different methods of pretreatment of lignocellulosic feedstocks: A review. Bioresour. Bioprocess 2017, 4, 7. [Google Scholar] [CrossRef] [Green Version]
- Stevulova, N.; Cigasova, J.; Estokova, A.; Terpakova, E.; Geert, A.; Kacik, F.; Singovszka, E.; Holub, M. Properties characterization of chemically modified hemp hurds. Materials 2014, 7, 8131–8150. [Google Scholar] [CrossRef]
- Kumar, A.; Rapoport, A.; Kunze, G.; Kumar, S.; Singh, D.; Singh, B. Multifarious pretreatment strategies for the lignocellulosic substrates for the generation of renewable and sustainable biofuels: A review. Renew Energy 2020, 160, 1228–1252. [Google Scholar]
- Araújo, D.; Vilarinho, M.; Machado, A. Effect of combined dilute-alkaline and green pretreatments on corncob fractionation: Pretreated biomass characterization and regenerated cellulose film production. Ind. Crop. Prod. 2019, 149, 111785. [Google Scholar] [CrossRef]
- Ciolacu, D.; Ciolacu, F.; Popa, V.I. Amorphous cellulose-structure and characterization. Cellul. Chem. Technol. 2011, 45, 13. [Google Scholar]
- Gupta, A.D.; Pandey, S.; Kumar Jaiswal, V.; Bhadauria, V.; Singh, H. Simultaneous oxidation and esterification of cellulose for use in treatment of water containing Cu (II) ions. Carbohydr. Polym. 2019, 222, 114964. [Google Scholar] [CrossRef] [PubMed]
- Zhao, J.; Xu, Y.; Wang, W.; Griffin, J.; Wang, D. High Ethanol Concentration (77 g/L) of Industrial Hemp Biomass Achieved Through Optimizing the Relationship between Ethanol Yield/Concentration and Solid Loading. ACS Omega 2020, 5, 21913–21921. [Google Scholar] [CrossRef]
- Sun, X.F.; Xu, F.; Sun, R.C.; Fowler, P.; Baird, M.S. Characteristics of degraded cellulose obtained from steam-exploded wheat straw. Carbohyd. Res. 2005, 340, 97–106. [Google Scholar] [CrossRef]
- Putnina, A.; Kukle, S.; Gravitis, J. STEX treated and untreated hemp fiber comparative structural analysis. Mater. Science. Text. Cloth. Technol. 2011, 6, 36–42. [Google Scholar]
- Plácido, J.; Capareda, S. Analysis of alkali ultrasonication pretreatment in bioethanol production from cotton gin trash using FT-IR spectroscopy and principal component analysis. Bioresour. Bioprocess 2014, 1, 23. [Google Scholar] [CrossRef] [Green Version]
- Zhao, J.; Xu, Y.; Zhang, M.; Wang, D. Integrating bran starch hydrolysates with alkaline pretreated soft wheat bran to boost sugar concentration. Bioresour. Technol. 2020, 302, 122826. [Google Scholar] [CrossRef] [PubMed]
- Fang, G.; Chen, H.; Chen, A.; Mao, K.; Wang, Q. An efficient method of bio-chemical combined treatment for obtaining high-quality hemp fiber. BioResources 2017, 12, 1566–1578. [Google Scholar] [CrossRef] [Green Version]
- Abraham, R.E.; Barrow, C.J.; Puri, M. Relationship to reducing sugar production and scanning electron microscope structure to pretreated hemp hurd biomass (Cannabis sativa). Biomass Bioenerg. 2013, 58, 180–187. [Google Scholar] [CrossRef]
- Abraham, R.E.; Vongsvivut, J.; Barrow, C.J.; Puri, M. Understanding physicochemical changes in pretreated and enzyme hydrolysed hemp (Cannabis sativa) biomass for biorefinery development. Biomass Conv. Bioref. 2016, 6, 127–138. [Google Scholar] [CrossRef]
- Lavudi, S.; Oberoi, H.S.; Mangamoori, L.N. Ethanol production from sweet sorghum bagasse through process optimization using response surface methodology. Biotech 2017, 7, 233. [Google Scholar] [CrossRef] [PubMed]
- Campos, L.M.A.; Moura, H.O.M.A.; Cruz, A.J.G. Response surface methodology (RSM) for assessing the effects of pretreatment, feedstock, and enzyme complex association on cellulose hydrolysis. Biomass Conv. Bioref. 2020, 12, 124. [Google Scholar] [CrossRef]
- Jaisamut, K.; Paulová, L.; Patáková, P.; Rychtera, M.; Melzoch, K. Optimization of alkali pretreatment of wheat straw to be used as substrate for biofuels production. Plant. Soil. Environ. 2013, 59, 537–542. [Google Scholar] [CrossRef] [Green Version]
- Abraham, R.E. Bioprocessing of Hemp Hurd (Cannabis sativa) for Biofuel Production. Ph.D Thesis, Deakin University, Melbourne, Australia, 30 October 2014. [Google Scholar]
- Salimi, M.N.; Lim, S.E.; Yusoff, A.H.M.; Jamlos, M.F. Conversion of rice husk into fermentable sugar by two stage hydrolysis. J. Phys. Conf. Ser. 2017, 908, 012056. [Google Scholar] [CrossRef]
- Jambo, A.; Abdulla, R.; Marbawi, H.; Gansau, J.A. Response surface optimization of bioethanol production from third generation feedstock -Eucheuma cottonii. Renew. Energy. 2019, 132, 1–10. [Google Scholar] [CrossRef]
- Maryanto, D.; Sonifa, R.; Kurniawan, S.A.; Hadiyanto, H. Pretreatment of Starch-Free Sugar Palm Trunk (Arenga pinnata) to Enhance Saccharification in Bioethanol Production. MATEC Web. Conf. 2018, 156, 6. [Google Scholar]
- Fischer, J.; Lopes, V.S.; Cardoso, L.; Coutinho Filho, U.; Cardoso, V.L. Machine learning techniques applied to lignocellulosic ethanol in simultaneous hydrolysis and fermentation. Braz. J. Chem. Eng. 2017, 34, 53–63. [Google Scholar] [CrossRef]
- Moreno, A.D.; Alvira, P.; Ibarra, D.; Tomas-Pejo, E. Production of ethanol from lignocellulosic biomass. In Production of Platform Chemicals from Sustainable Resources; Biofuels and Biorefineries; Feng, Z., Smith, R.L., Qi, X., Eds.; Springer: Singapore, 2017; pp. 375–410. [Google Scholar]
- Robak, K.; Balcerek, M. Current state-of-the-art in ethanol production from lignocellulosic feedstocks. Microbiol. Res. 2020, 240, 126534. [Google Scholar] [CrossRef]
- Dey, P.; Pal, P.; Kevin, J.D.; Das, D.B. Lignocellulosic bioethanol production: Prospects of emerging membrane technologies to improve the process—A critical review. Rev. Chem. Eng. 2020, 36, 333–336. [Google Scholar] [CrossRef] [Green Version]
- Fojas, J.J.R.; Rosario, E.J.D. Optimization of pretreatment and enzymatic saccharification of cogon grass prior ethanol production. In. Chem. Mol. Eng. 2013, 7, 296–299. [Google Scholar]
- Orlygsson, J. Ethanol production from biomass by a moderate thermophile, Clostridium AK1. Icel. Agric. Sci. 2012, 25, 25–35. [Google Scholar]
- Das, L.; Liu, E.; Saeed, A.; Williams, D.W.; Hu, H.; Li, C.; Ray, A.E.; Shi, J. Industrial hemp as a potential bioenergy crop in comparison with kenaf, switchgrass and biomass sorghum. Bioresour. Technol. 2017, 244, 641–649. [Google Scholar] [CrossRef] [PubMed]
- Miller, G.L. Use of dinitrosalicylic acid reagent for determination of reducing sugars. Anal. Chem. 1959, 31, 426–428. [Google Scholar] [CrossRef]
- Measurement of Cellulase Activities-. Available online: https://www.nrel.gov/docs/gen/fy08/42628.pdf (accessed on 7 May 2021).
- TAPPI 17 m-55. In Cellulose in Wood; TAPPI Press: Atlanta, GA, USA, 1955.
- TAPPI T9 m-54. In Holocellulose in Wood; TAPPI Press: Atlanta, GA, USA, 1998.
- Bagby, M.O.; Nelson, G.H.; Helman, E.G.; Clark, T.F. Determination of lignin non-wood plant fiber sources. TAPPI J. 1971, 54, 11. [Google Scholar]
- Kawa-Rygielska, J.; Pietrzak, W. Zagospodarowanie odpadowe pieczywa do produkcji bioetanolu. Żywność Nauka Technol. Jakość 2011, 79, 105–118. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Hemp Biomass | 4 mm | 2 mm |
|---|---|---|
| Białobrzeskie | 65.1 ± 0.06 | 68.5 ± 0.26 |
| Tygra | 73.3 ± 0.14 | 76.3 ± 0.17 |
| Rajan | 51.3 ± 0.32 | 57.8 ± 0.04 |
| Henola | 50.4 ± 0.07 | 54.8 ± 0.16 |
| Hemp Biomass | 1.5% | 2% | 3% |
|---|---|---|---|
| Białobrzeskie | 163 ± 0.78 | 178 ± 1.37 | 173 ± 0.23 |
| Tygra | 183 ± 1.43 | 206 ± 0.87 | 203 ± 1.70 |
| Rajan | 190 ± 2.54 | 180 ± 0.68 | 176 ± 0.55 |
| Henola | 159 ± 1.86 | 166 ± 1.15 | 147 ± 1.33 |
| Variety | Samples | Cellulose (%) | Hemicelluloses (%) | Lignin (%) |
|---|---|---|---|---|
| Białobrzeskie | BP | 50.10 ± 0.18 | 32.10 ± 0.22 | 15.40 ± 0.03 |
| AP | 61.46 ± 0.37 | 21.59 ± 0.06 | 15.12 ± 0.16 | |
| Tygra | BP | 50.82 ± 0.12 | 27.79 ± 0.33 | 14.68 ± 0.46 |
| AP | 62.70 ± 0.09 | 20.16 ± 0.16 | 15.12 ± 0.22 | |
| Henola | BP | 46.82 ± 0.04 | 29.94 ± 0.45 | 15.48 ± 0.17 |
| AP | 57.62 ± 0.08 | 20.33 ± 0.22 | 17.80 ± 0.06 | |
| Rajan | BP | 48.69 ± 0.39 | 31.43 ± 0.04 | 16.72 ± 0.08 |
| AP | 59.30 ± 0.33 | 19.91 ± 0.25 | 18.40 ± 0.18 |
| Enzyme Preparations | Composition | Cellulolytic Activity | Xylanolytic Activity |
|---|---|---|---|
| Flashzyme Plus 200 | endoglucanase, cellobiohydrolase, cellobiose, xylanase, mannase | 90 | 2430 |
| ACx3000L | endo-1,4-β-D-glucanase | 63 | 487 |
| Celluclast 1.5L | cellulase, xylanase | 62 | 278 |
| Accellerase 1500 | exoglucanase, endoglucanase, cellobiose, β-glucosidase, hemicellulase | 53 | 616 |
| Alternafuel CMAX | cellulase, β-glucosidase, hemicellulase, arabinose | 2.78 | 110 |
| ACx8000L | cellulase | 8 | 190 |
| Cellobiase | glucosidase | 0.18 | 325 |
| Xylanase | xylanase | 0.03 | 746 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wawro, A.; Batog, J.; Gieparda, W. Polish Varieties of Industrial Hemp and Their Utilisation in the Efficient Production of Lignocellulosic Ethanol. Molecules 2021, 26, 6467. https://doi.org/10.3390/molecules26216467
Wawro A, Batog J, Gieparda W. Polish Varieties of Industrial Hemp and Their Utilisation in the Efficient Production of Lignocellulosic Ethanol. Molecules. 2021; 26(21):6467. https://doi.org/10.3390/molecules26216467
Chicago/Turabian StyleWawro, Aleksandra, Jolanta Batog, and Weronika Gieparda. 2021. "Polish Varieties of Industrial Hemp and Their Utilisation in the Efficient Production of Lignocellulosic Ethanol" Molecules 26, no. 21: 6467. https://doi.org/10.3390/molecules26216467
APA StyleWawro, A., Batog, J., & Gieparda, W. (2021). Polish Varieties of Industrial Hemp and Their Utilisation in the Efficient Production of Lignocellulosic Ethanol. Molecules, 26(21), 6467. https://doi.org/10.3390/molecules26216467