
A PetriNet-Based Approach for Supporting Traceability in Cyber-Physical Manufacturing Systems


Abstract
:1. Introduction
- The traceability issue is studied from a modeling viewpoint, aiming at proposing precise modeling approaches for enabling traceability in fully automatic manufacturing systems. Different from most of the traditional approaches which trace an item by RFID tags, this paper digs into detailed production procedures and studies several basic patterns capturing elementary aspects of atomic manufacturing process.
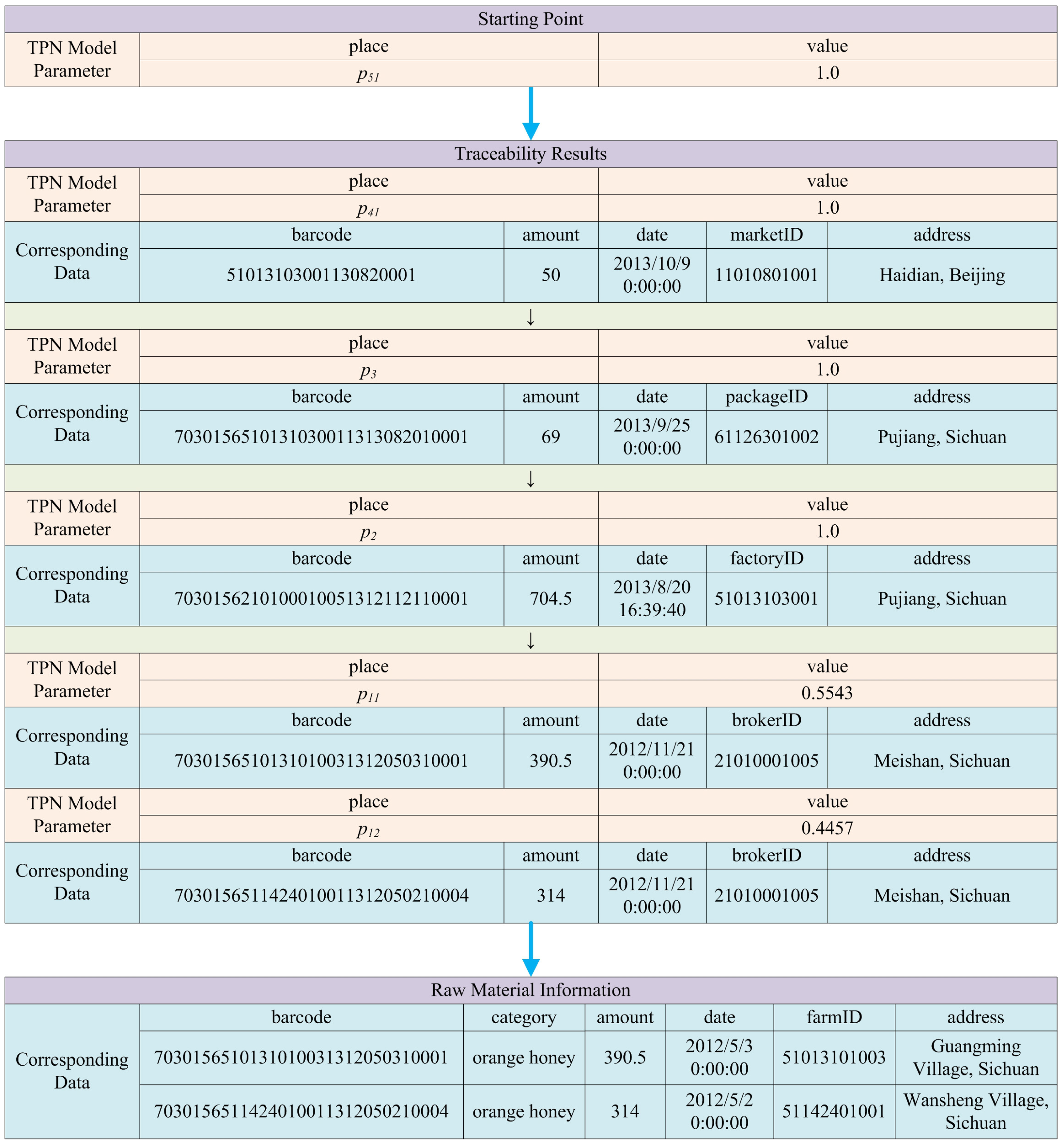
- Petri net model is generalized for describing manufacturing processes, and an automatic methodology of traceability model generation is designed. Algorithms based on the model are proposed, with which all the manufacturing procedures related to the item for traceability analysis can be ordinally listed with detailed production data.
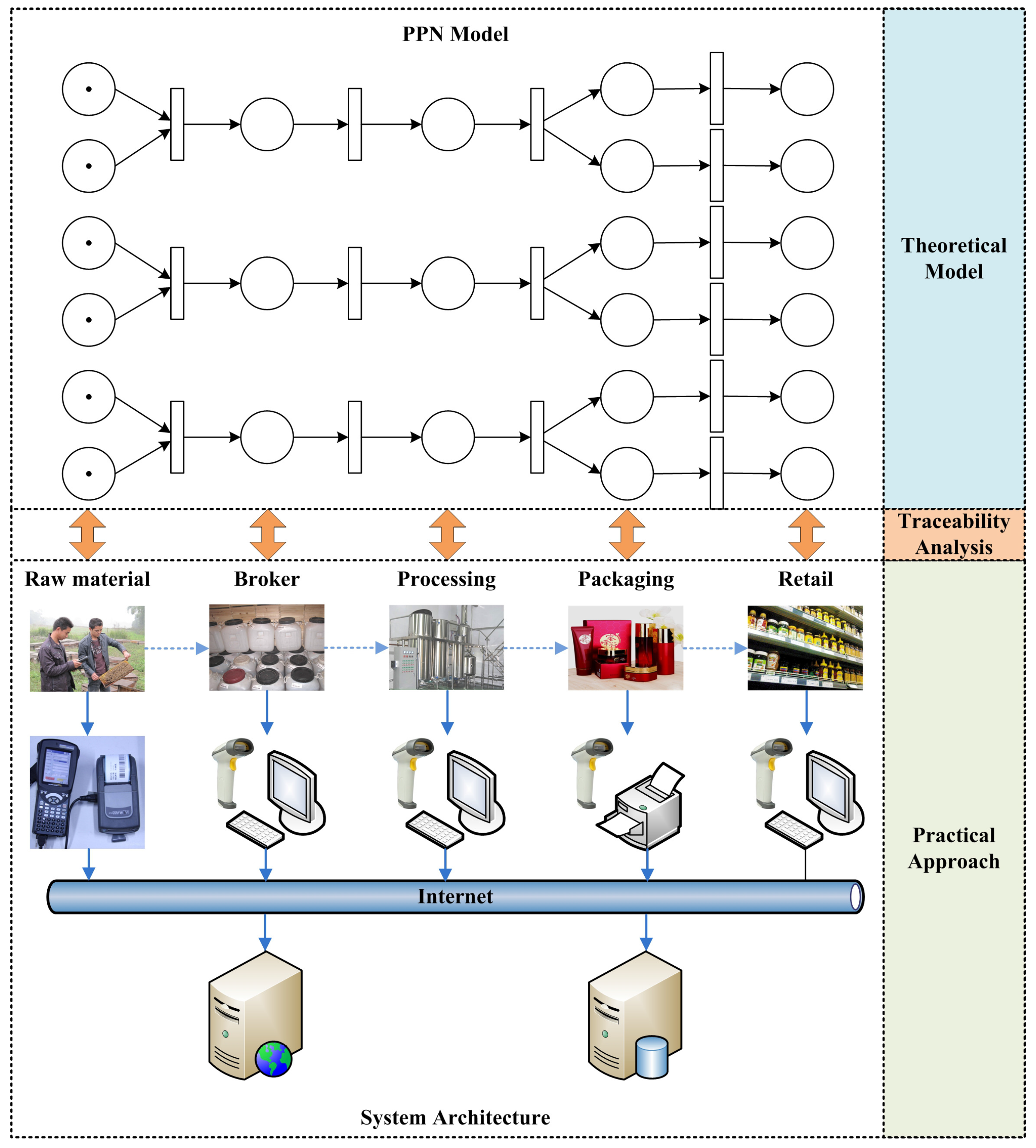
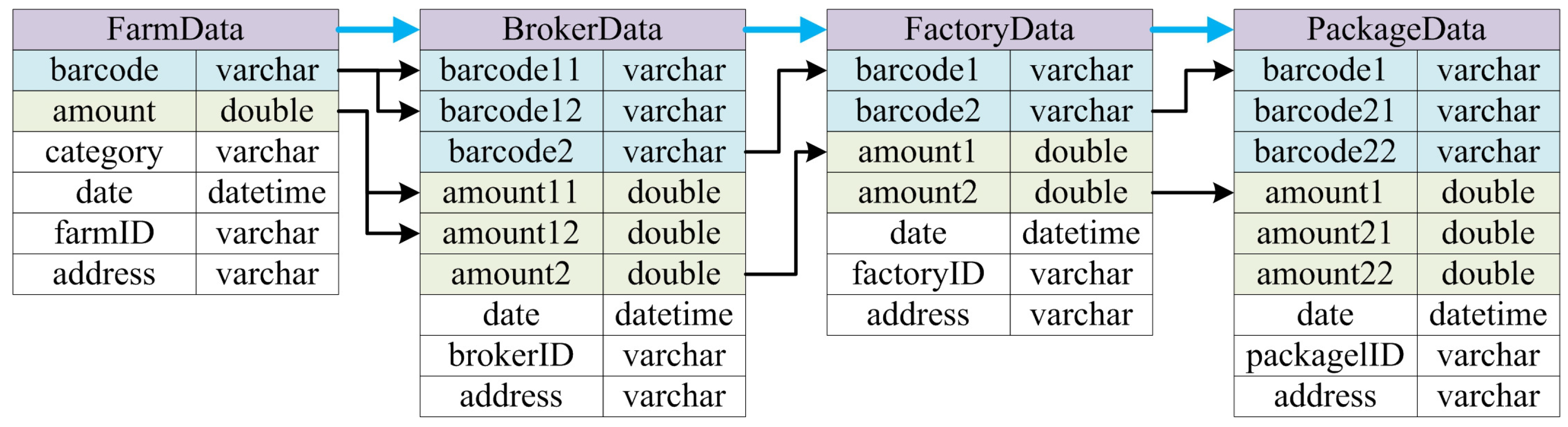
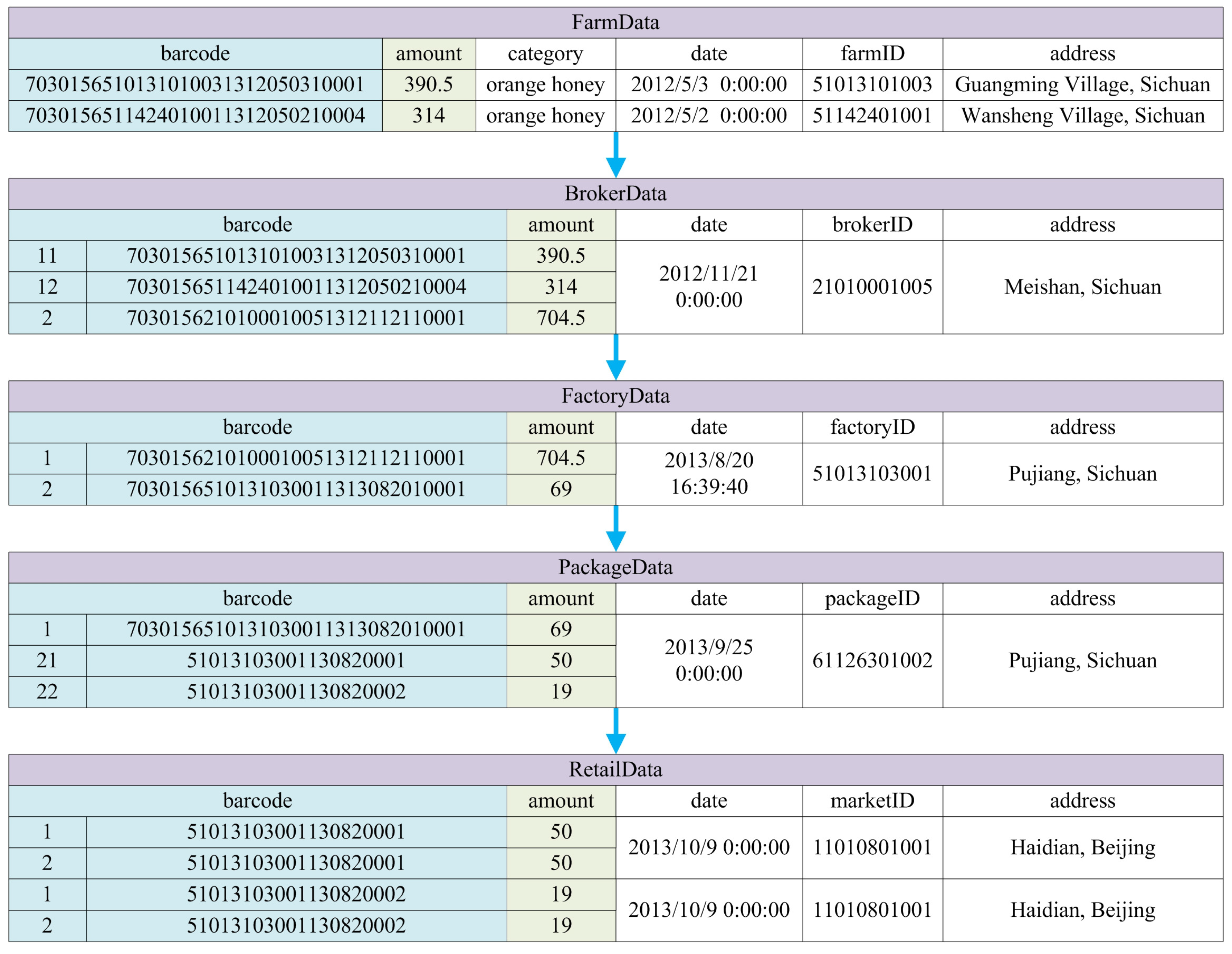
- A prototype system supporting traceability in CPS-based manufacturing is designed. Several techniques such as data entity generation, service provisioning, and service orchestration are applied, and a real-life case study for bee products quality control is presented.
2. Related Work
2.1. Traceability in Manufacturing Systems
2.2. Theoretical Modeling in Cyber-Physical Manufacturing Systems
3. Petri Net Model for Manufacturing Processes
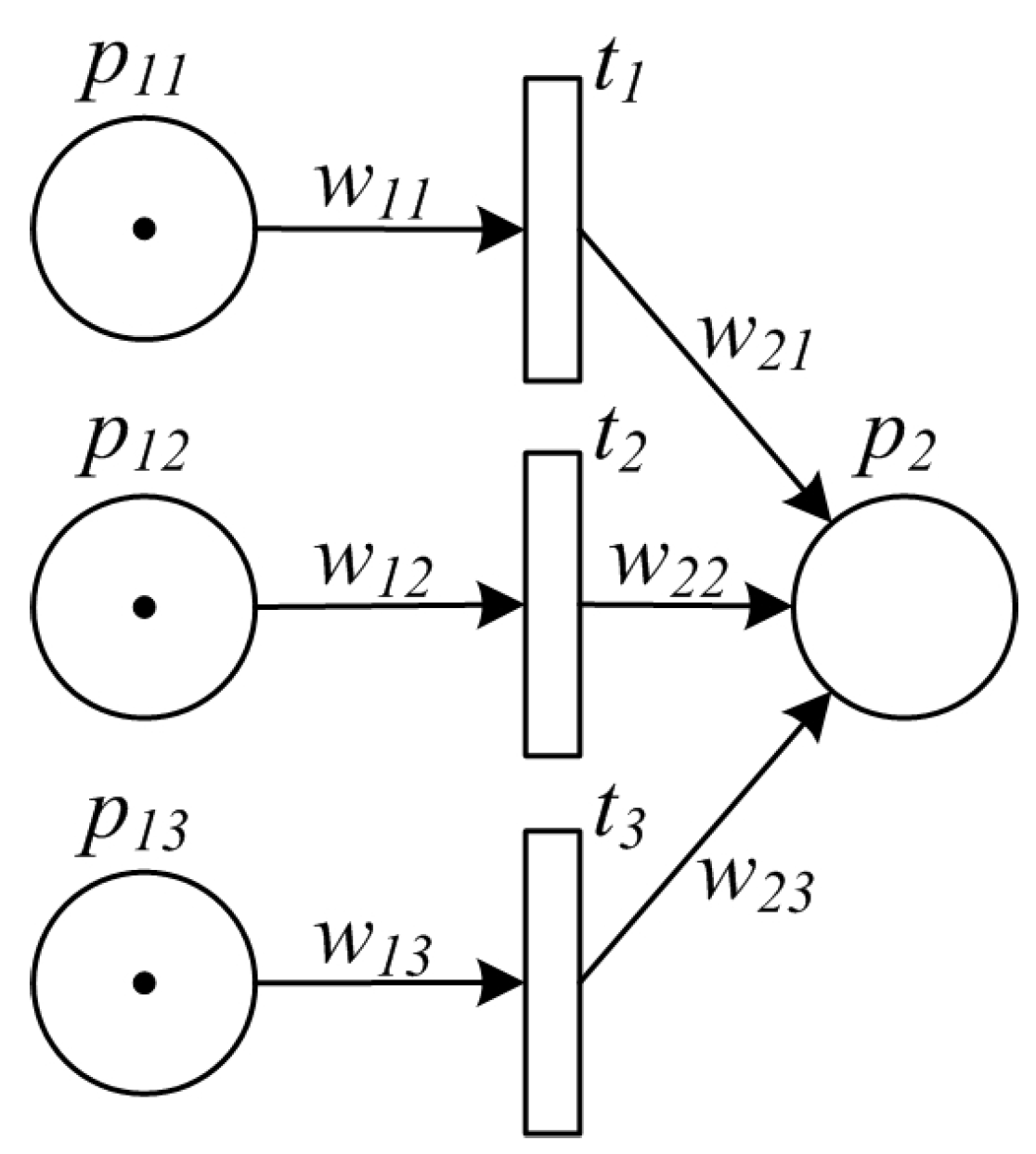
3.1. Basic Concepts of Process Petri Net
- P is the finite set of places.
- T is the finite set of transitions.
- is the set of arcs from places to transitions and from transitions to places.
- is the weight function of the arcs.
- is the initial state of the net.
- ;
- If and there exists s.t. , then .
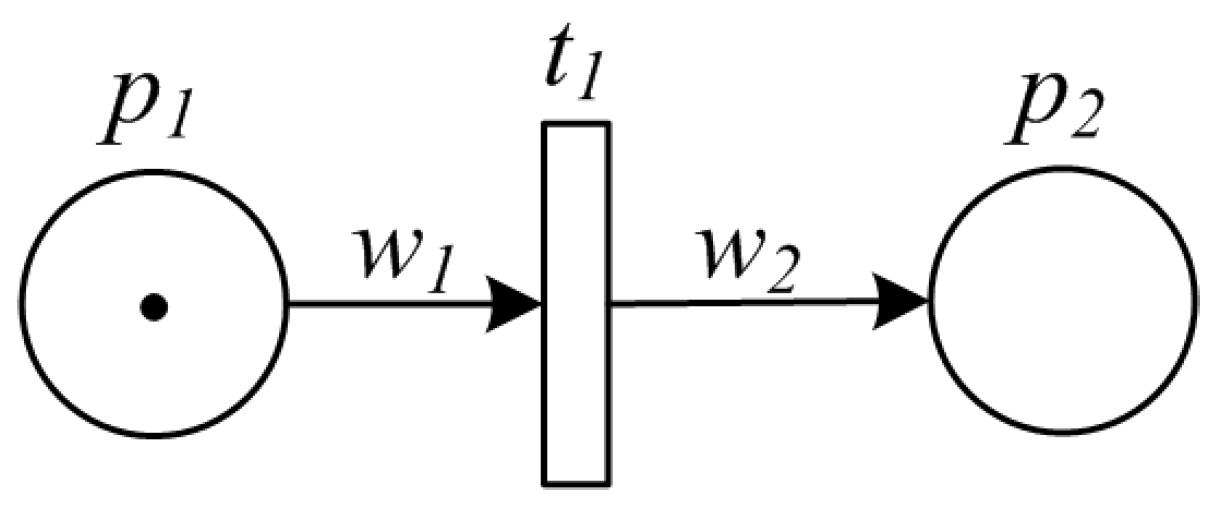
3.2. Basic Patterns of Manufacturing Processes
3.2.1. Sequence Pattern
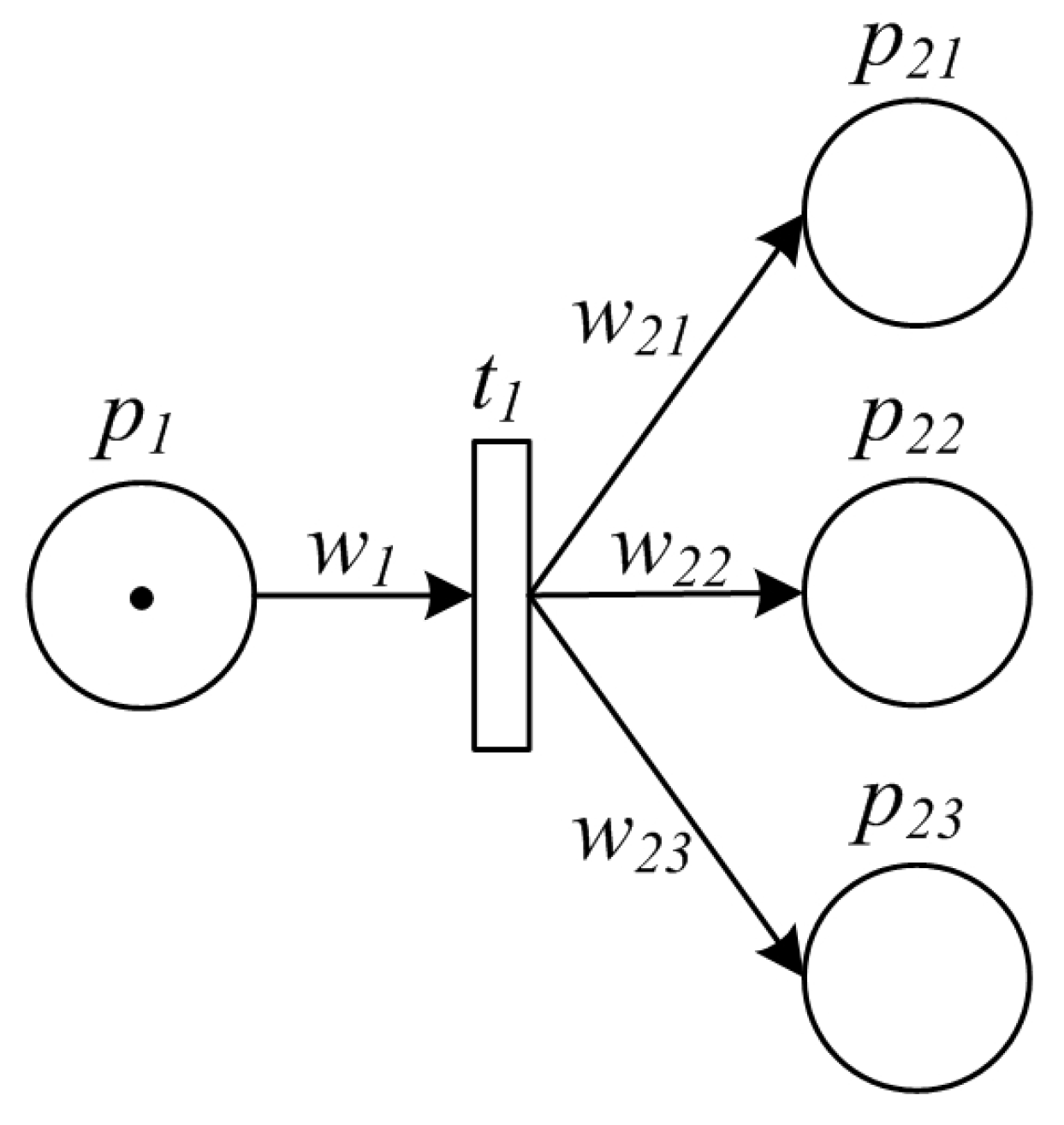
3.2.2. Split Pattern
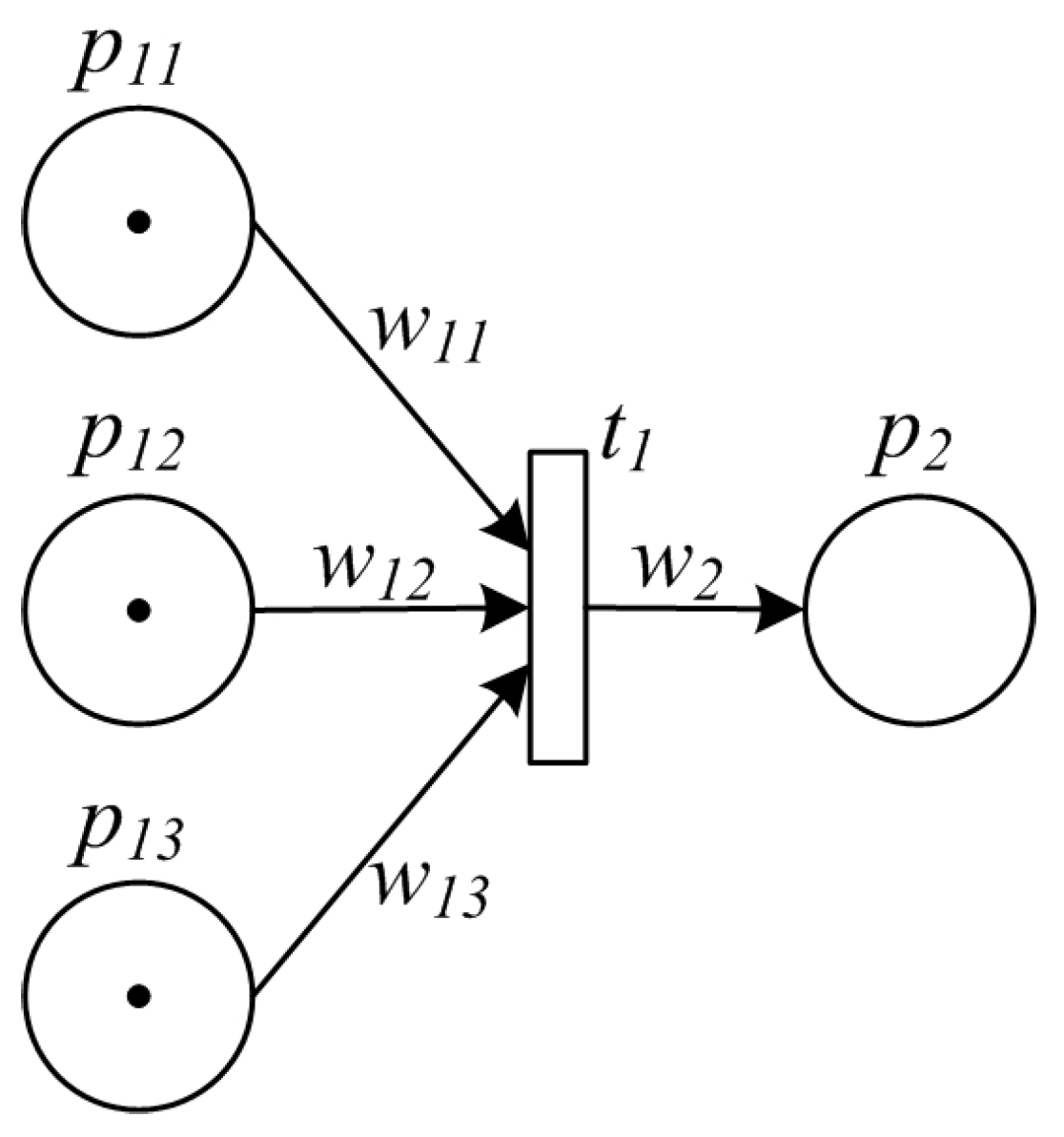
3.2.3. Synchronization Pattern
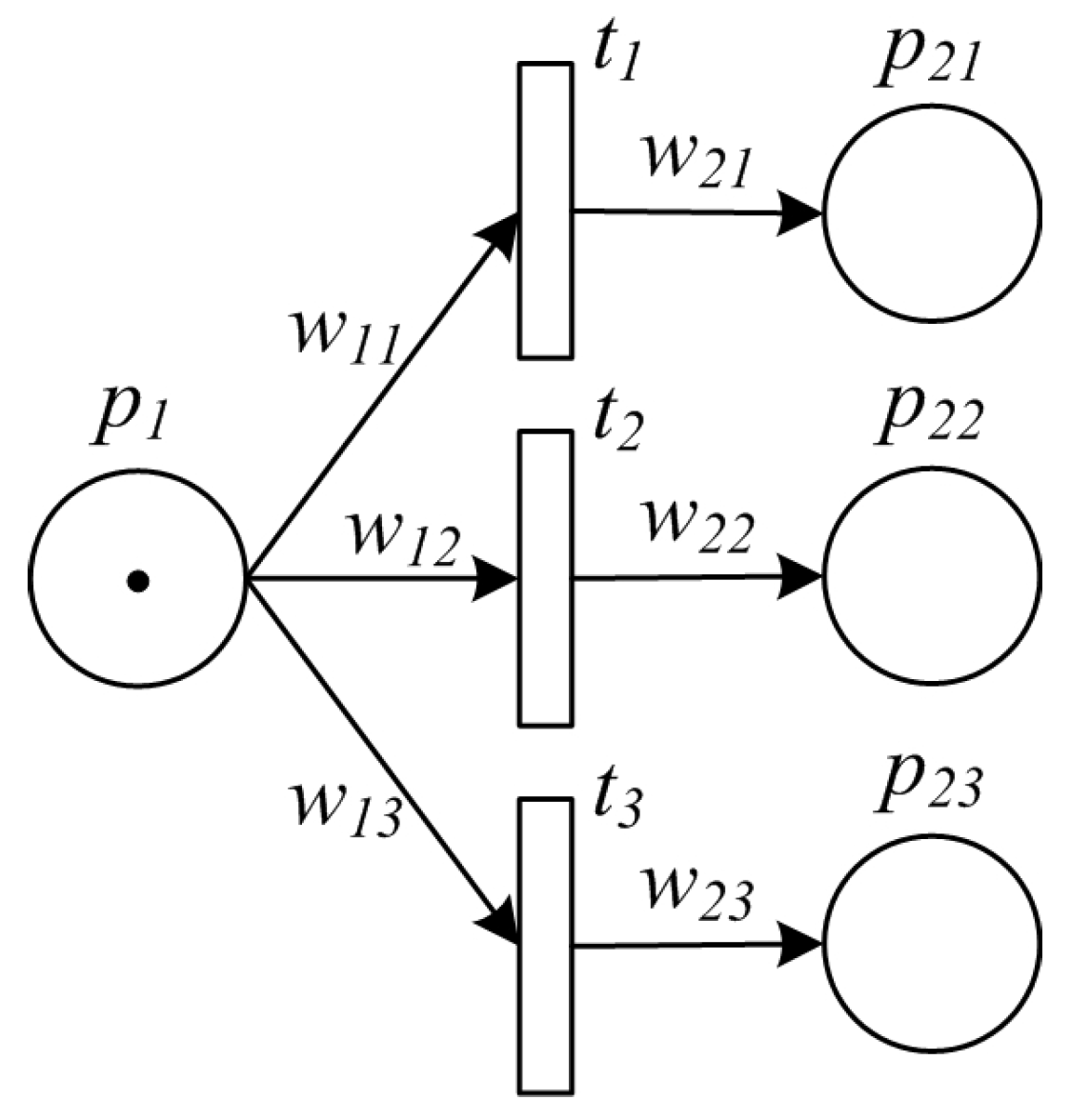
3.2.4. Exclusive Choice Pattern
3.2.5. Simple Merge Pattern
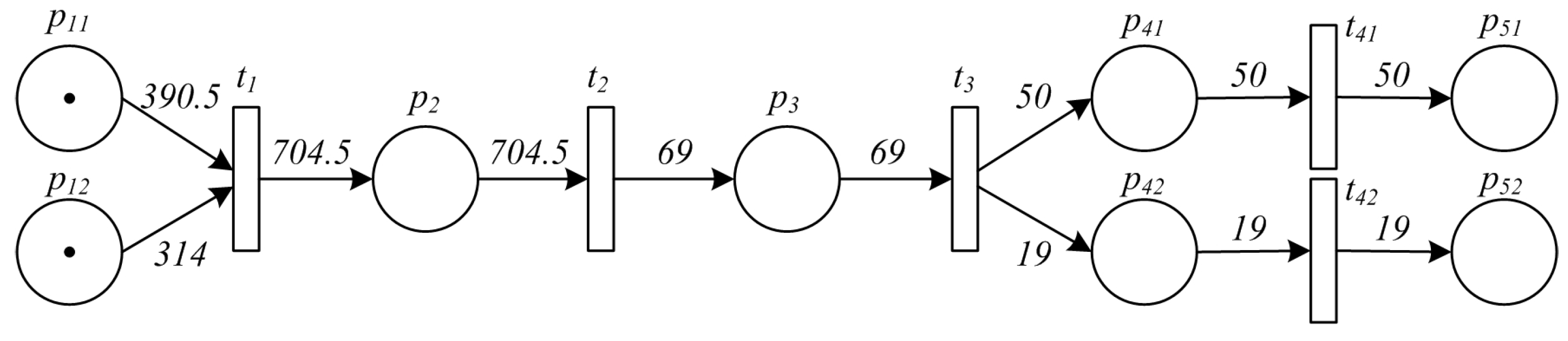
4. Traceability Model and Algorithms
4.1. Traceability Model
- is the finite set of places.
- is the finite set of transitions.
- is the set of arcs from places to transitions and from transitions to places.
- is the weight function of the arcs, where for and for .
- is the initial state of the net, indicating the starting point of the tracing process.
4.2. Algorithm for Traceability Analysis
- Root node. Root node is the first node of the reachability tree, obtained from the initial state of the given TPN.
- Terminal node. This is any node from which no transition of the TPN can fire.
- Duplicate node. This is a node that is identical to a node already in the reachability tree.
- Node dominance. Let and be two markings (states), i.e., nodes in the reachability tree. We say that “ dominates ”, denoted by , if the following two conditions hold:
- , for all ;
- , for at least some .
- Symbol ω. The symbol w in a reachability tree means “infinity” in representing the marking of an unbounded place. For , we specify and . It should be noted that, although common in traditional Petri nets, such symbol is rare in TPN, for most of the manufacturing processes are finite and non-iterative. For preciseness, however, such symbol is still introduced in this approach.
| Algorithm 1 Traceability Algorithm on TPN | |
| Input: TPN | |
| Output: traceability information Q | |
| 1: | Let for all . |
| 2: | for all and do |
| 3: | Let |
| 4: | Let . |
| 5: | end for |
| 6: | Initialize m as the root node of reachability tree. Let . |
| 7: | for all do |
| 8: | if no transition is enabled at state (under marking) ψ then |
| 9: | ψ is a terminal node. |
| 10: | else |
| 11: | Create a new node s.t. for some . |
| 12: | . |
| 13: | if for some then |
| 14: | Set . |
| 15: | end if |
| 16: | if there exists a node θ such that then |
| 17: | Set for all s.t. . |
| 18: | end if |
| 19: | Let |
| 20: | end if |
| 21: | Let . |
| 22: | end for |
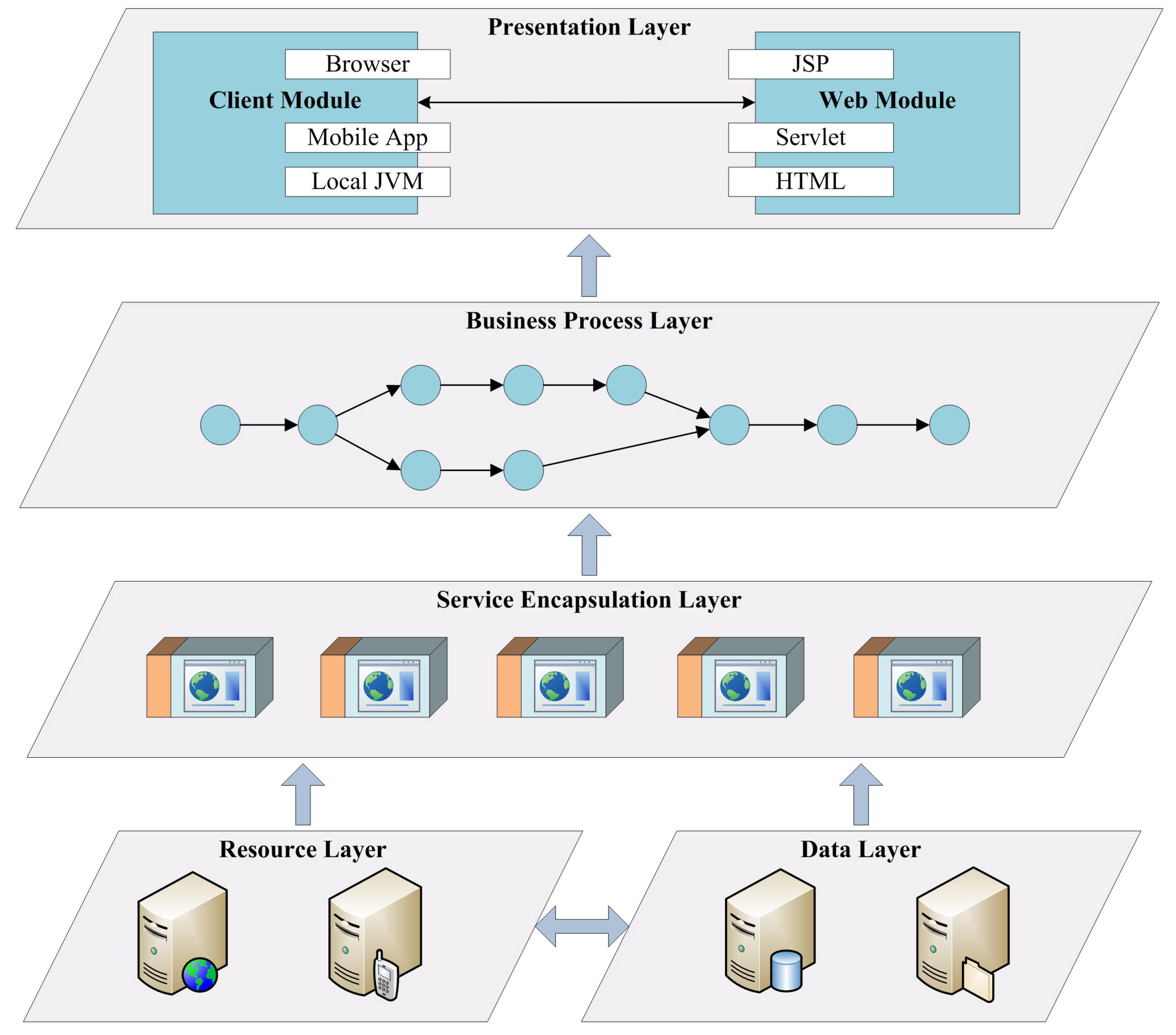
5. Prototype System
5.1. Framework
5.2. Technical Implementation
5.3. Case Study
6. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Khaitan, S.; McCalley, J. Design Techniques and Applications of Cyberphysical Systems: A Survey. IEEE Syst. J. 2015, 9, 350–365. [Google Scholar] [CrossRef]
- Lee, E.A. The Past, Present and Future of Cyber-Physical Systems: A Focus on Models. Sensors 2015, 15, 4837–4869. [Google Scholar] [CrossRef] [PubMed]
- Saldivar, A.A.F.; Li, Y.; Chen, W.N.; Zhan, Z.H.; Zhang, J.; Chen, L.Y. Industry 4.0 with Cyber-Physical Integration: A Design and Manufacture Perspective. In Proceedings of the 21st International Conference on Automation and Computing (ICAC 2015), Glasgow, UK, 11–12 September 2015; pp. 1–6.
- Neves, P.; Ribeiro, L.; Dias-Ferreira, J.; Onori, M.; Barata, J. Exploring Reconfiguration Alternatives in Self-Organising Evolvable Production Systems Through Simulation. In Proceedings of the 12th IEEE International Conference on Industrial Informatics (INDIN 2014), Porto Alegre, Brazil, 27–30 July 2014; pp. 511–518.
- Bogdan, P.; Marculescu, R. Towards a Science of Cyber-Physical Systems Design. In Proceedings of the 2011 IEEE/ACM International Conference on Cyber-Physical Systems (ICCPS 2011), Chicago, IL, USA, 12–14 April 2011; pp. 99–108.
- Bordel Sánchez, B.; Alcarria, R.; Martín, D.; Robles, T. TF4SM: A Framework for Developing Traceability Solutions in Small Manufacturing Companies. Sensors 2015, 15, 29478–29510. [Google Scholar] [CrossRef] [PubMed]
- Fishkin, K.P.; Philipose, M.; Rea, A. Hands-on RFID: Wireless Wearables for Detecting Use of Objects. In Proceedings of the 9th International Symposium on Wearable Computers (ISWC 2005), Osaka, Japan, 18–21 October 2005; pp. 38–41.
- Kelepouris, T.; Pramatari, K.; Doukidis, G. RFID-Enabled Traceability in the Food Supply Chain. Ind. Manag. Data Syst. 2007, 107, 183–200. [Google Scholar] [CrossRef]
- Vyatkin, V. Software Engineering in Industrial Automation: State-of-the-Art Review. IEEE Trans. Ind. Inform. 2013, 9, 1234–1249. [Google Scholar] [CrossRef]
- Woodall, W.H.; Montgomery, D.C. Some Current Directions in the Theory and Application of Statistical Process Monitoring. J. Qual. Technol. 2014, 46, 78–94. [Google Scholar]
- Maturana, F.; Mann, L.; Asenjo, J.; Chatrola, S.; Staron, R. Information Framework for Energy Systems Using Agent-Based Cloud Computing Technology. In Proceedings of the 11th International Conference on Informatics in Control, Automation and Robotics (ICINCO 2014), Vienna, Austria, 1–3 September 2014; Volume 2, pp. 338–345.
- Condea, C.; Thiesse, F.; Fleisch, E. RFID-Enabled Shelf Replenishment with Backroom Monitoring in Retail Stores. Decis. Support Syst. 2012, 52, 839–849. [Google Scholar] [CrossRef]
- Cao, H.; Folan, P.; Mascolo, J.; Browne, J. RFID in Product Lifecycle Management: A Case in the Automotive Industry. Int. J. Comput. Integr. Manuf. 2009, 22, 616–637. [Google Scholar] [CrossRef]
- Dai, Q.; Zhong, R.; Huang, G.Q.; Qu, T.; Zhang, T.; Luo, T. Radio Frequency Identification-Enabled Real-Time Manufacturing Execution System: A Case Study in an Automotive Part Manufacturer. Int. J. Comput. Integr. Manuf. 2012, 25, 51–65. [Google Scholar] [CrossRef]
- Wang, Y.; Vuran, M.C.; Goddard, S. Cyber-Physical Systems in Industrial Process Control. SIGBED Rev. 2008, 5, 12:1–12:2. [Google Scholar] [CrossRef]
- Mora-Mora, H.; Gilart-Iglesias, V.; Gil, D.; Sirvent-Llamas, A. A Computational Architecture Based on RFID Sensors for Traceability in Smart Cities. Sensors 2015, 15, 13591–13626. [Google Scholar] [CrossRef] [PubMed]
- Blackburn, M.; Denno, P. Virtual Design and Verification of Cyber-physical Systems: Industrial Process Plant Design. Procedia Comput. Sci. 2014, 28, 883–890. [Google Scholar] [CrossRef]
- Sharma, A.B.; Ivancic, F.; Niculescu-Mizil, A.; Chen, H.; Jiang, G. Modeling and Analytics for Cyber-Physical Systems in the Age of Big Data. Perform. Eval. Rev. 2014, 41, 74–77. [Google Scholar] [CrossRef]
- Hu, H.; Liu, Y.; Zhou, M. Maximally Permissive Distributed Control of Large Scale Automated Manufacturing Systems Modeled With Petri Nets. IEEE Trans. Control Syst. Technol. 2015, 23, 2026–2034. [Google Scholar]
- Mitchell, R.; Chen, I.R. Effect of Intrusion Detection and Response on Reliability of Cyber Physical Systems. IEEE Trans. Reliab. 2013, 62, 199–210. [Google Scholar] [CrossRef]
- Kolacinski, R.M.; Loparo, K.A. A Mathematic Framework for Analysis of Complex Cyber-Physical Power Systems. In Proceedings of the 2012 IEEE Power and Energy Society General Meeting, San Diego, CA, USA, 22–26 July 2012; pp. 1–8.
- Van der Aalst, W.M.P.; Ter Hofstede, A.H.M.; Kiepuszewski, B.; Barros, A.P. Workflow Patterns. Distrib. Parallel Databases 2003, 14, 5–51. [Google Scholar] [CrossRef] [Green Version]
- Finkel, A.; Leroux, J. Recent and Simple Algorithms for Petri Nets. Softw. Syst. Model. 2014, 14, 719–725. [Google Scholar] [CrossRef]
- Zhang, L.J.; Zhang, J.; Cai, H. Services Computing; Springer Berlin Heidelberg: Heidelberg, Germany, 2007. [Google Scholar]
- Cheng, B.; Wei, Z. RESTful M2M Gateway for Remote Wireless Monitoring for District Central Heating Networks. Sensors 2014, 14, 22447–22470. [Google Scholar] [CrossRef] [PubMed]
- Budinsky, F.; Decandio, G.; Earle, R.; Francis, T.; Jones, J.; Li, J.; Nally, M.; Nelin, C.; Popescu, V.; Rich, S. WebSphere Studio Overview. IBM Syst. J. 2004, 43, 384–419. [Google Scholar] [CrossRef]
- Tan, W.; Fan, Y.; Zhou, M.; Zhou, M. A Petri Net-Based Method for Compatibility Analysis and Composition of Web Services in Business Process Execution Language. IEEE Trans. Autom. Sci. Eng. 2009, 6, 94–106. [Google Scholar] [CrossRef]
- Ghorbani, M.; Bogdan, P. A Cyber-Physical System Approach to Artificial Pancreas Design. In Proceedings of the Ninth IEEE/ACM/IFIP International Conference on Hardware/Software Codesign and System Synthesis (CODES+ISSS 2013), Montreal, QC, Canada, 29 September–4 October 2013; pp. 1–10.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sequence Pattern | Split Pattern | Synchronization Pattern | |
|---|---|---|---|
| Data obtained by reader/scaner | |||
| Data obtained by measurement | |||
| Automatically generated data |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons by Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, J.; Zhu, Y.; Cheng, B.; Lin, C.; Chen, J. A PetriNet-Based Approach for Supporting Traceability in Cyber-Physical Manufacturing Systems. Sensors 2016, 16, 382. https://doi.org/10.3390/s16030382
Huang J, Zhu Y, Cheng B, Lin C, Chen J. A PetriNet-Based Approach for Supporting Traceability in Cyber-Physical Manufacturing Systems. Sensors. 2016; 16(3):382. https://doi.org/10.3390/s16030382
Chicago/Turabian StyleHuang, Jiwei, Yeping Zhu, Bo Cheng, Chuang Lin, and Junliang Chen. 2016. "A PetriNet-Based Approach for Supporting Traceability in Cyber-Physical Manufacturing Systems" Sensors 16, no. 3: 382. https://doi.org/10.3390/s16030382
APA StyleHuang, J., Zhu, Y., Cheng, B., Lin, C., & Chen, J. (2016). A PetriNet-Based Approach for Supporting Traceability in Cyber-Physical Manufacturing Systems. Sensors, 16(3), 382. https://doi.org/10.3390/s16030382