
High-Q Wafer Level Package Based on Modified Tri-Layer Anodic Bonding and High Performance Getter and Its Evaluation for Micro Resonant Pressure Sensor

Abstract
:1. Introduction
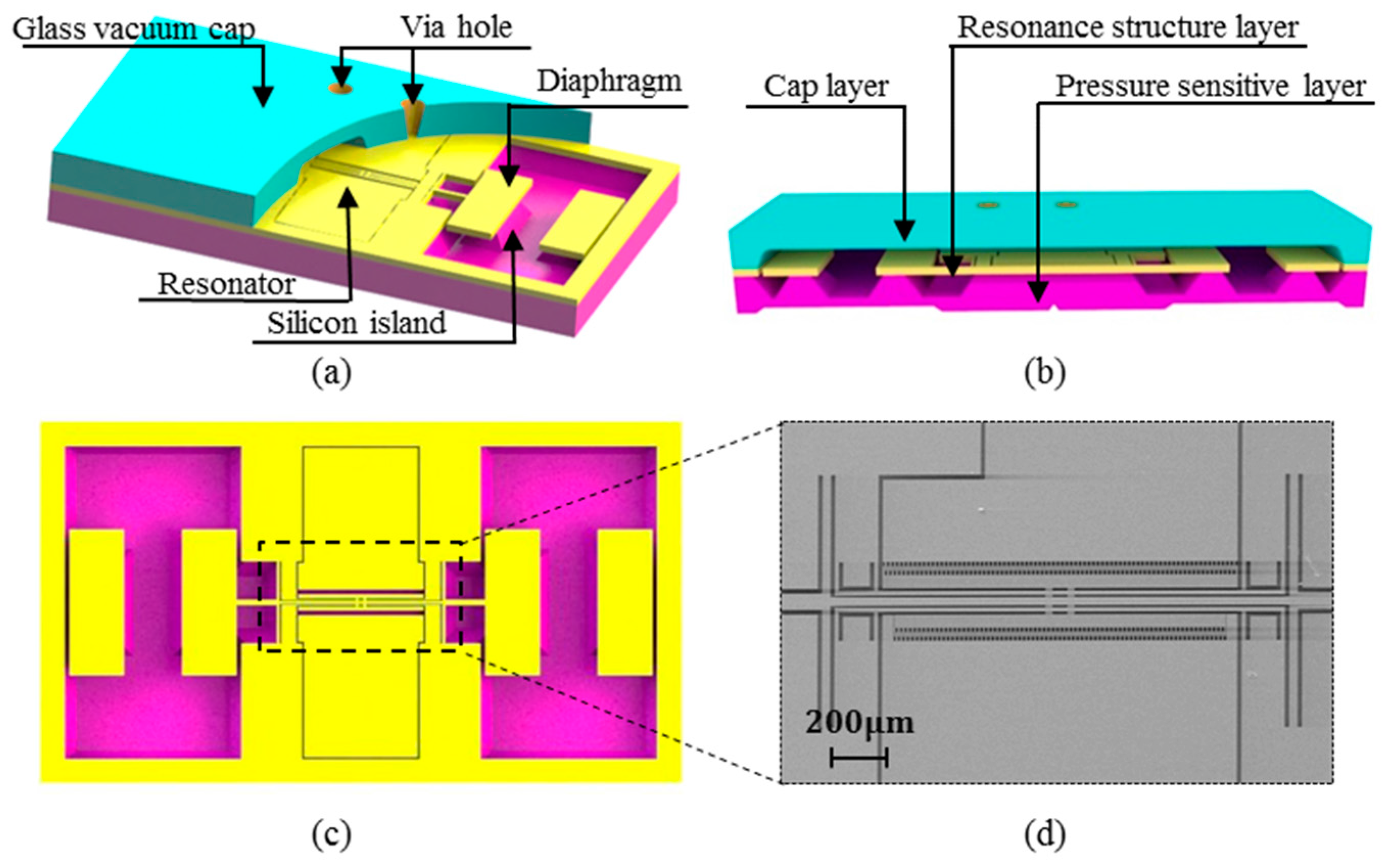
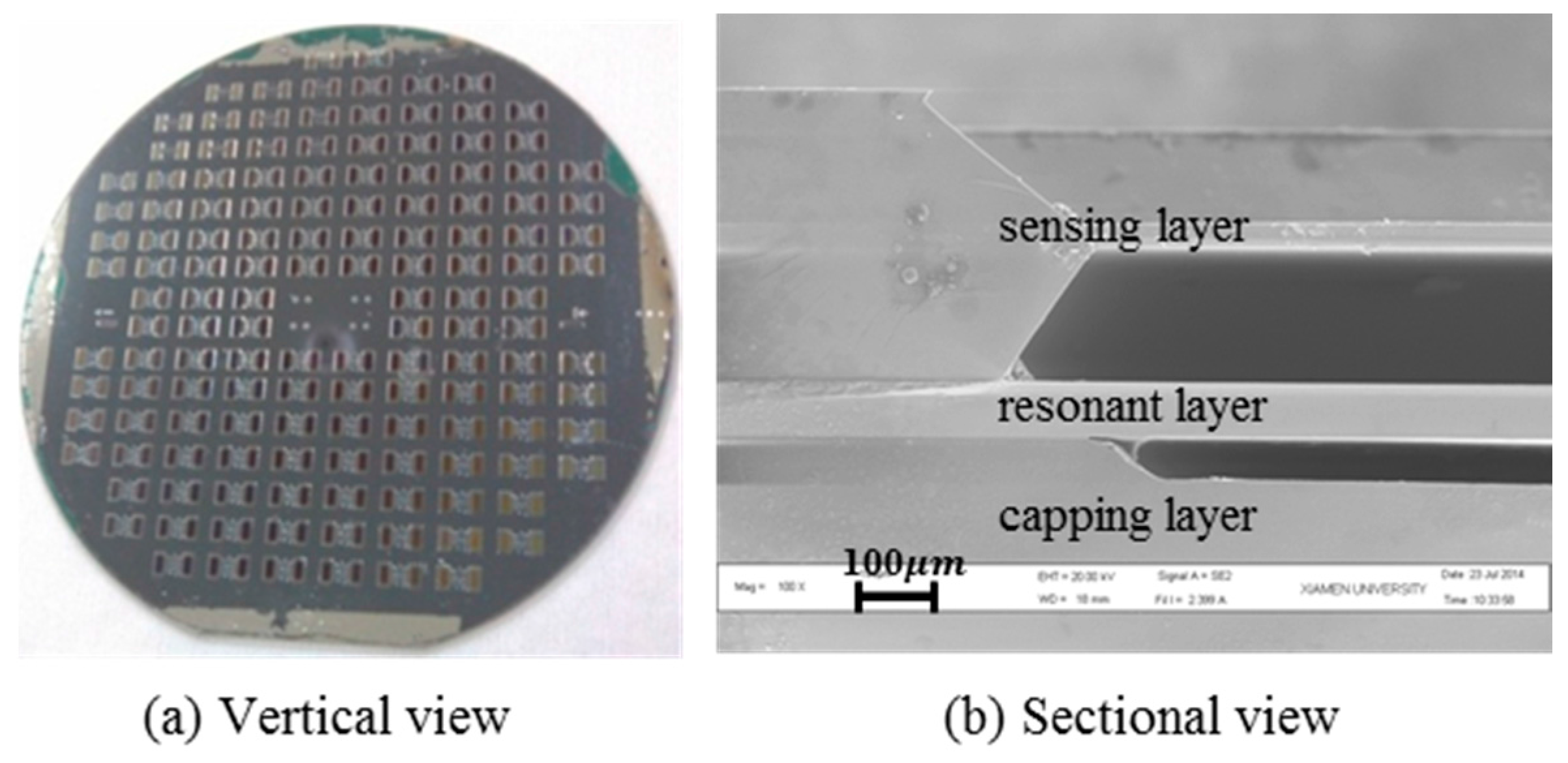
2. Brief Introduction of the Resonant Pressure Sensor
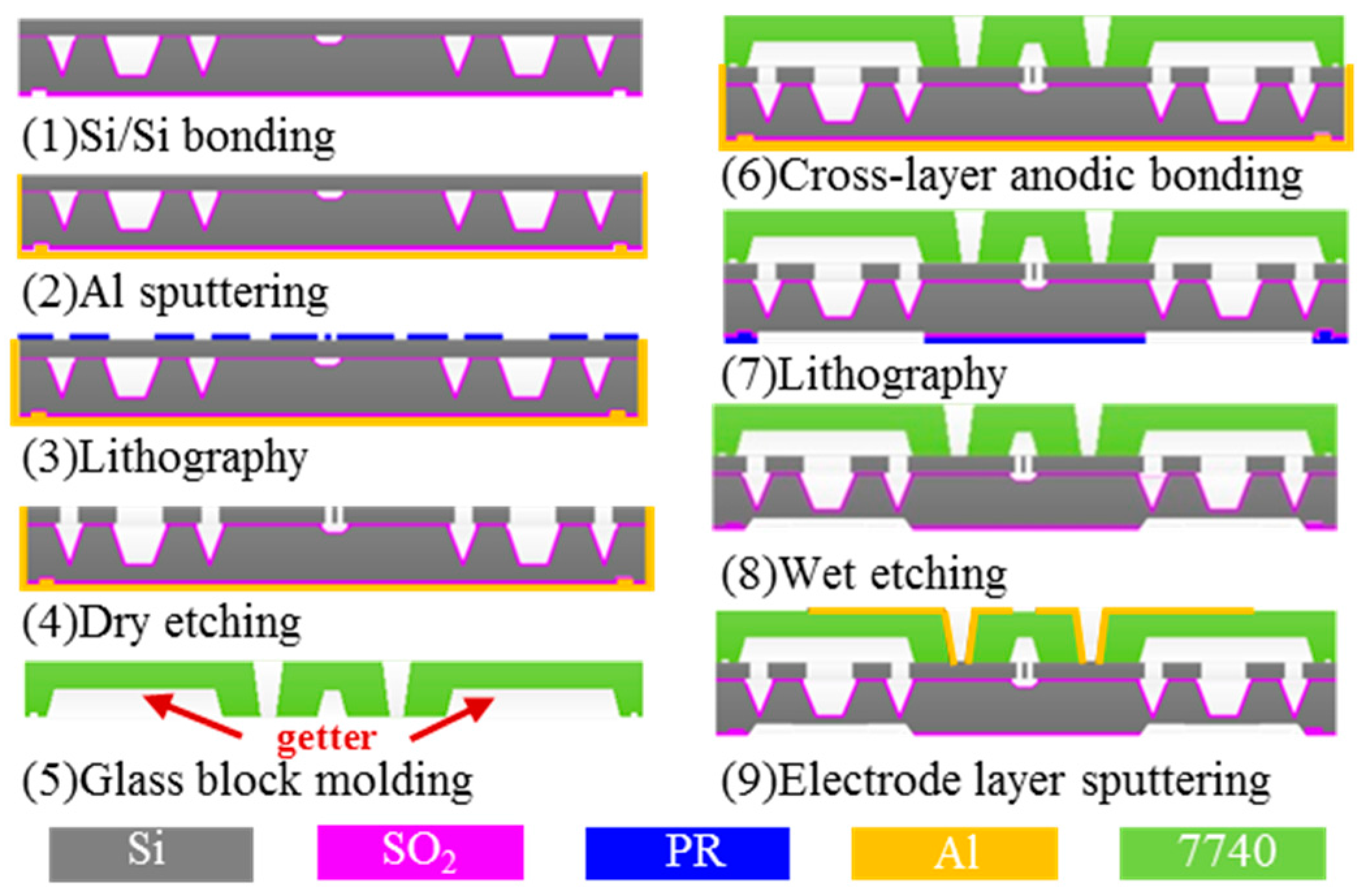
3. Cross-Layer Anodic Bonding Technology
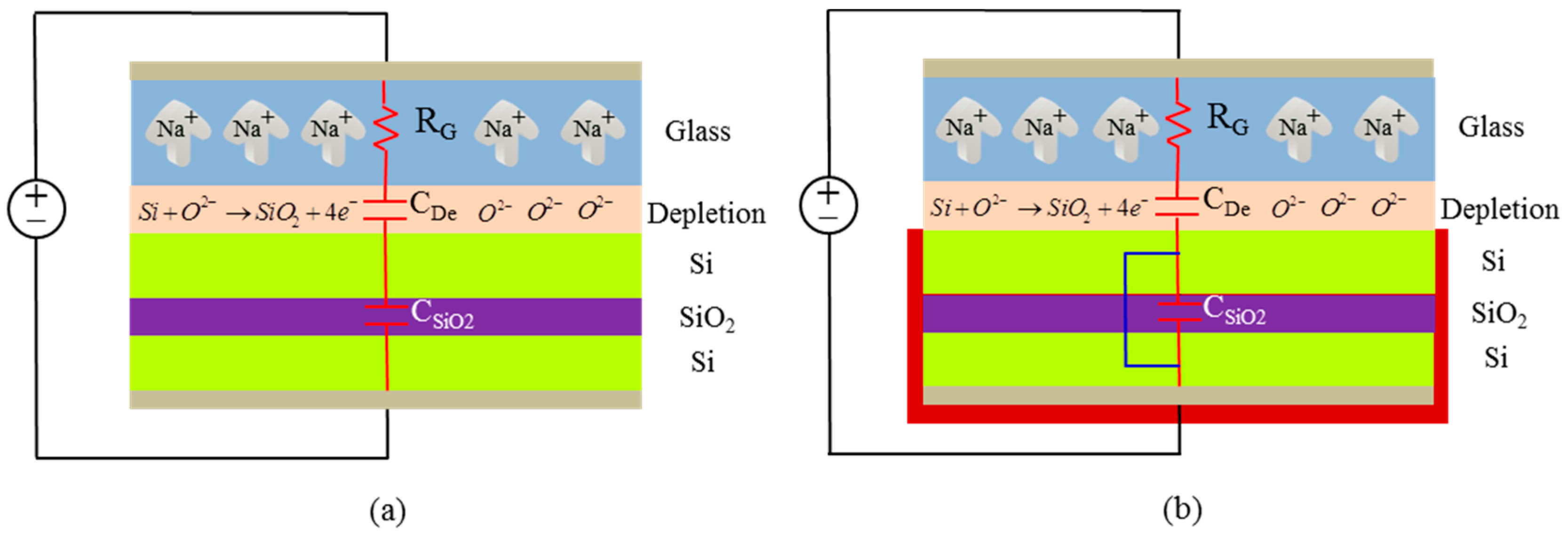
3.1. Process Analysis and Model of the Cross-Layer Anodic Bonding
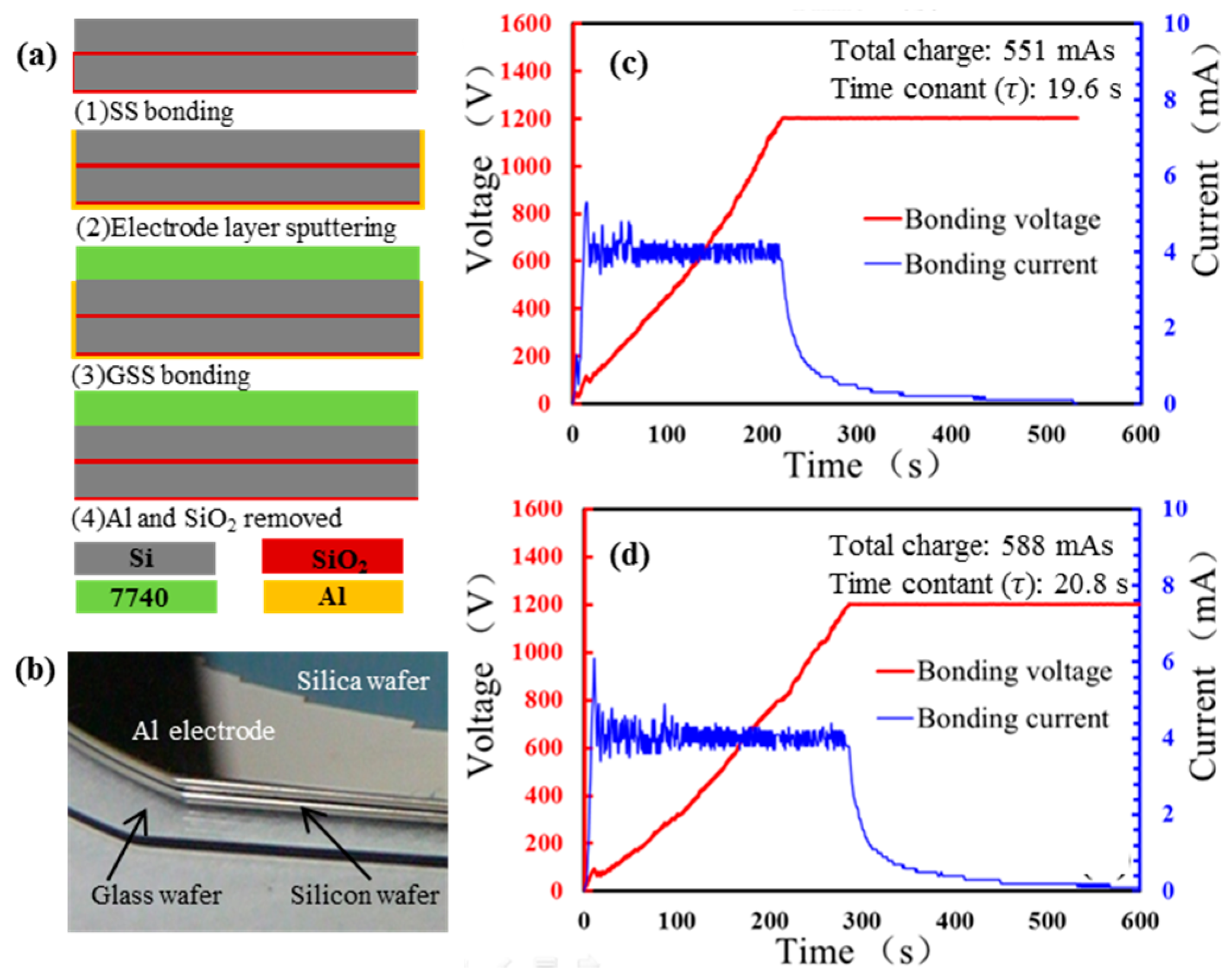
3.2. Discussion of the Bonding Effect
4. Ti-Based Getter Performance Optimization and Integration
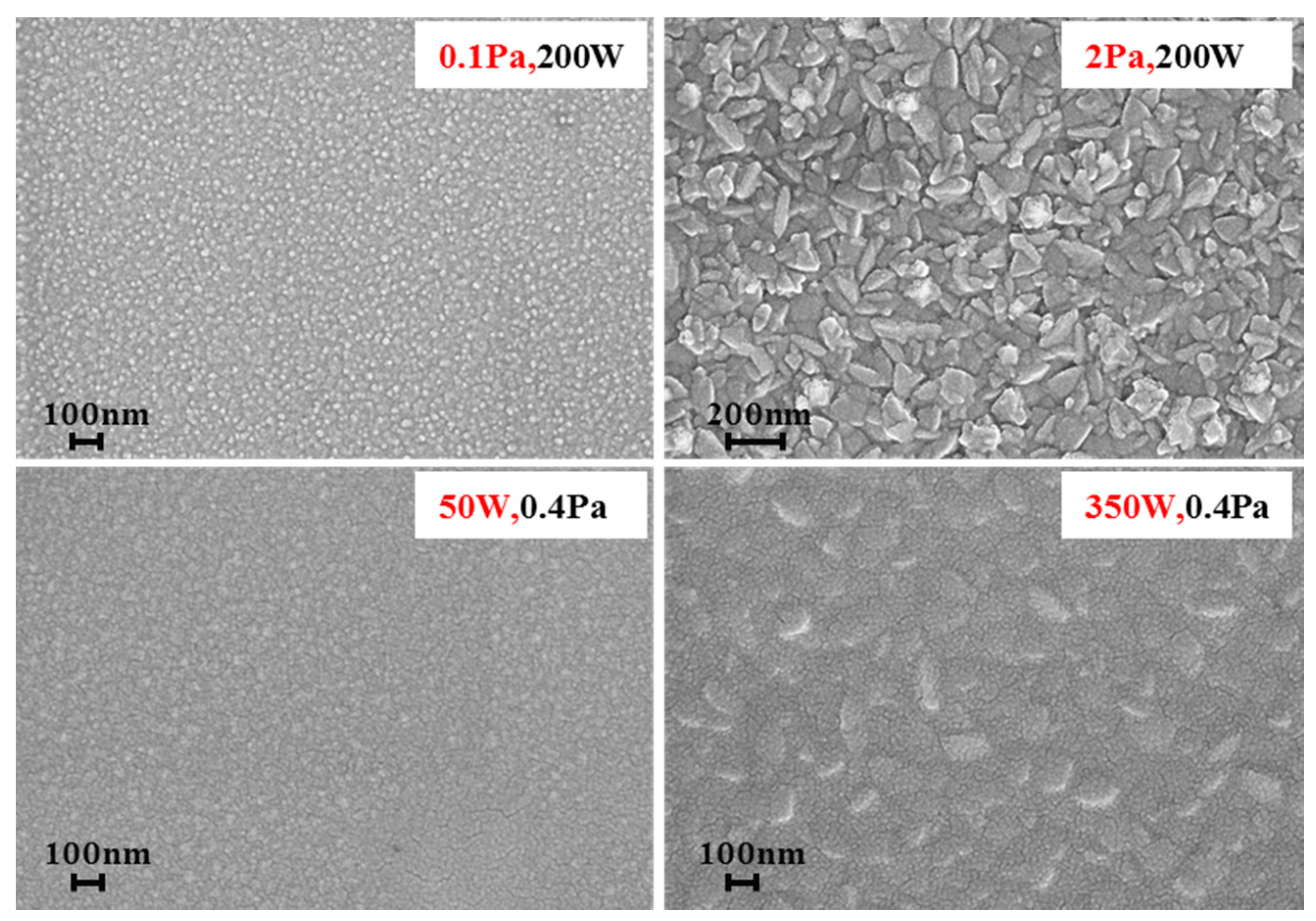
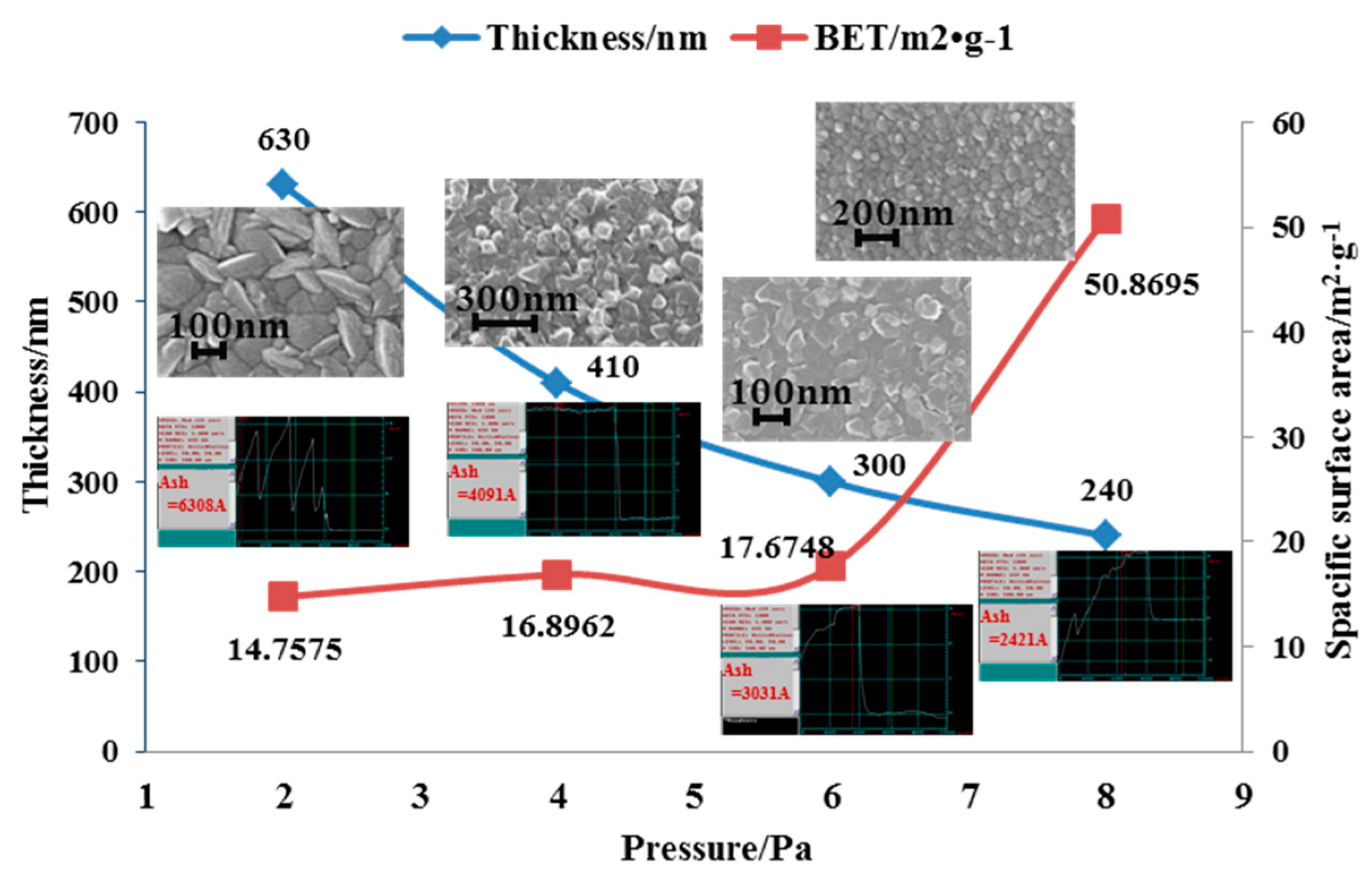
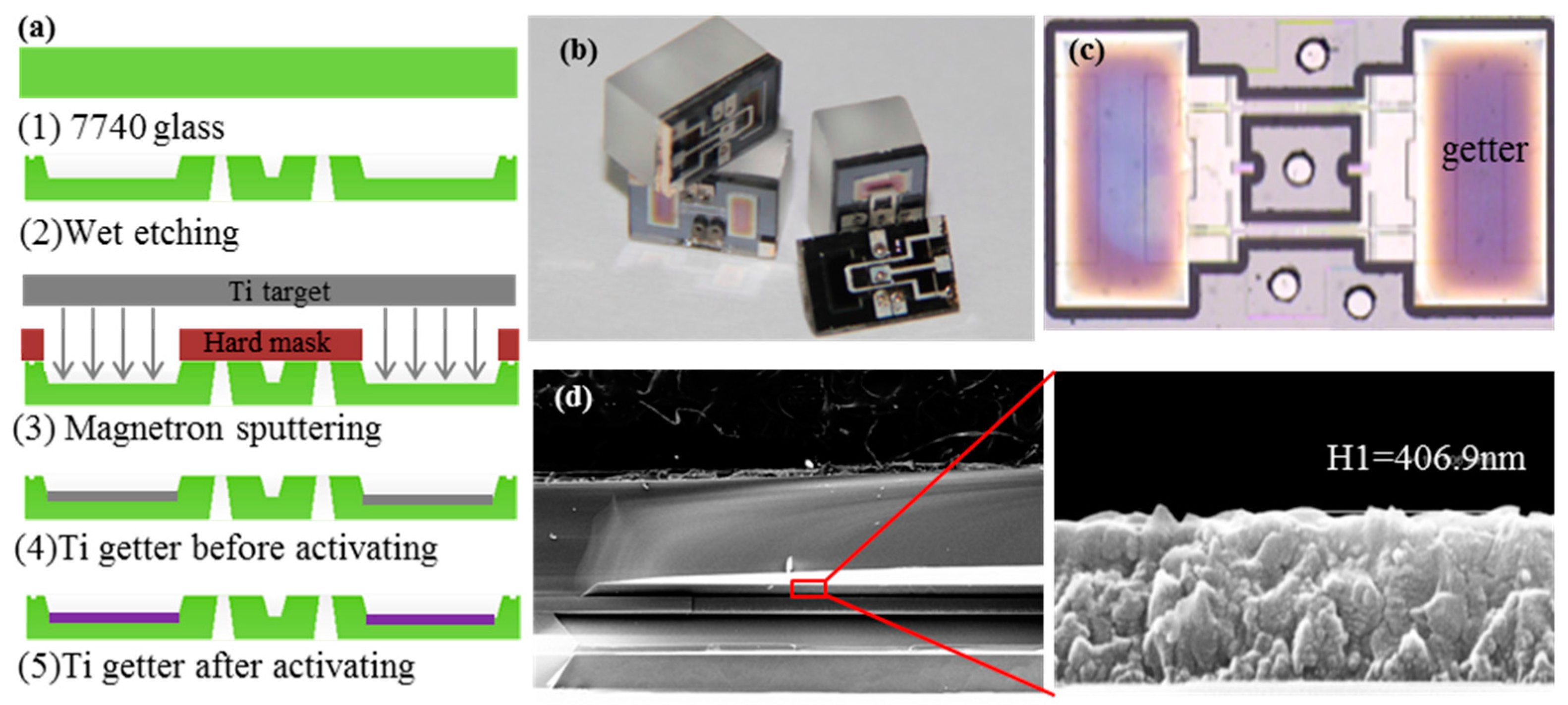
4.1. Fabrication of Ti-Based Getter and Its Performance Comparison
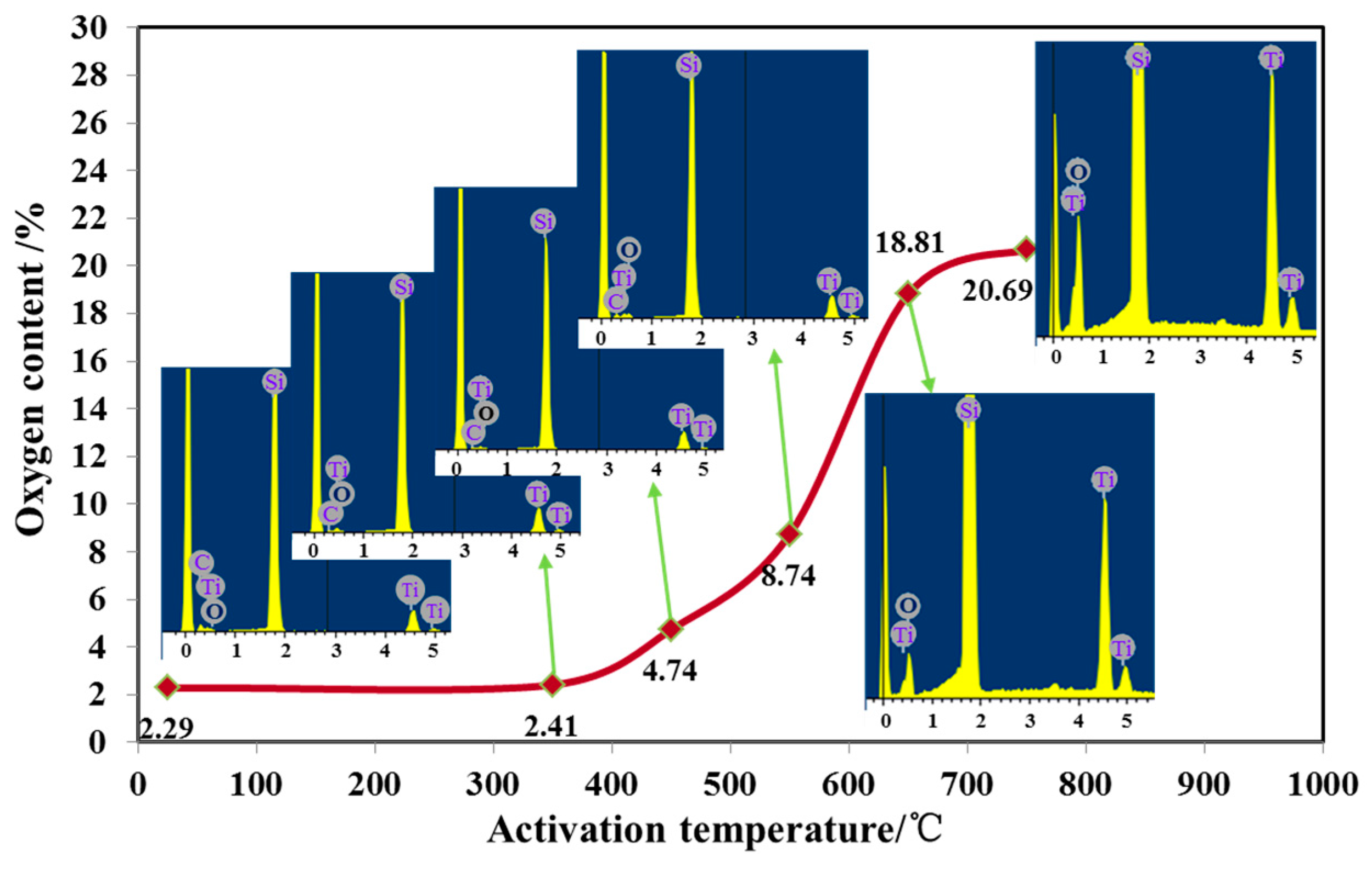
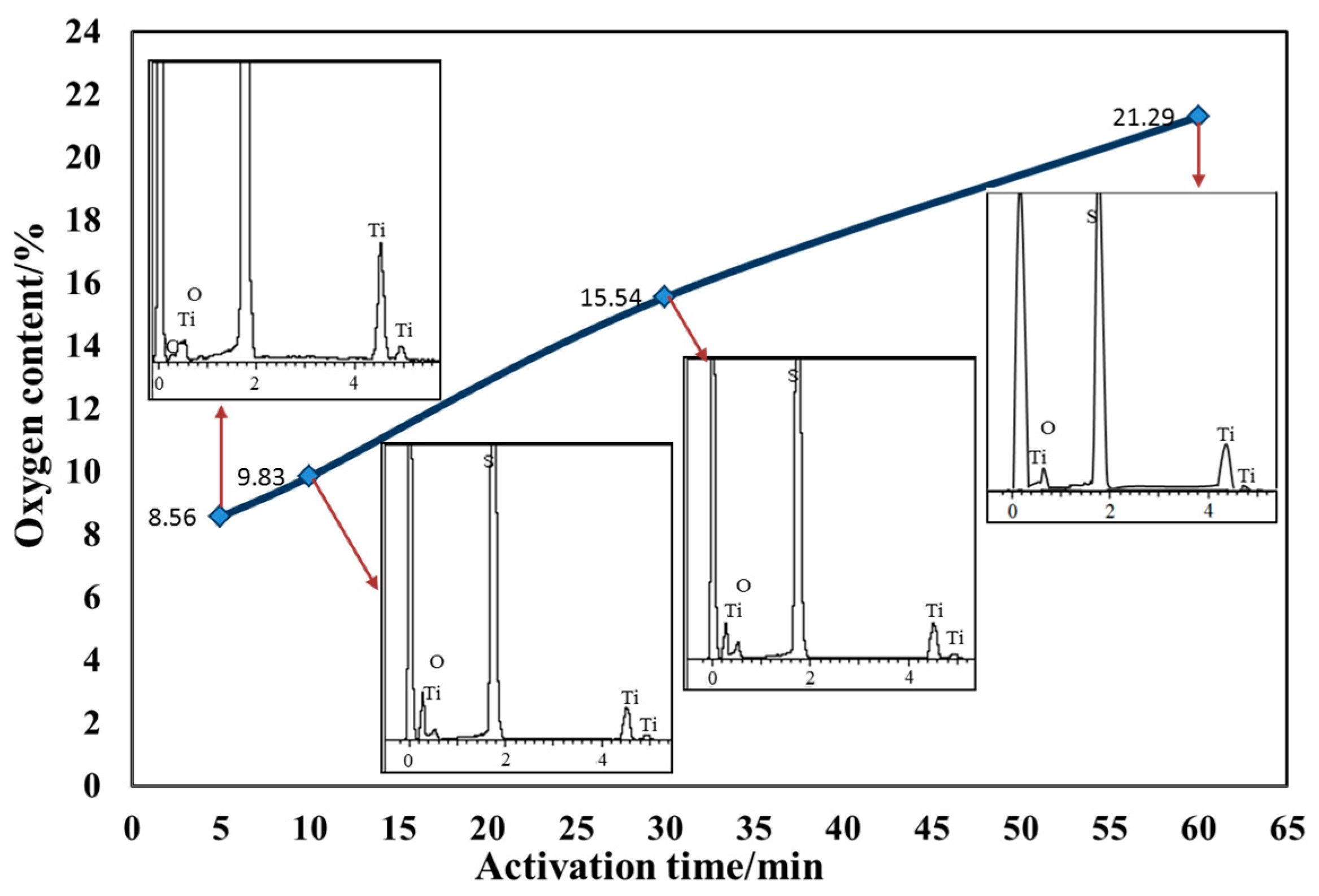
4.2. Active Condition and Packaging Integration of the Getter
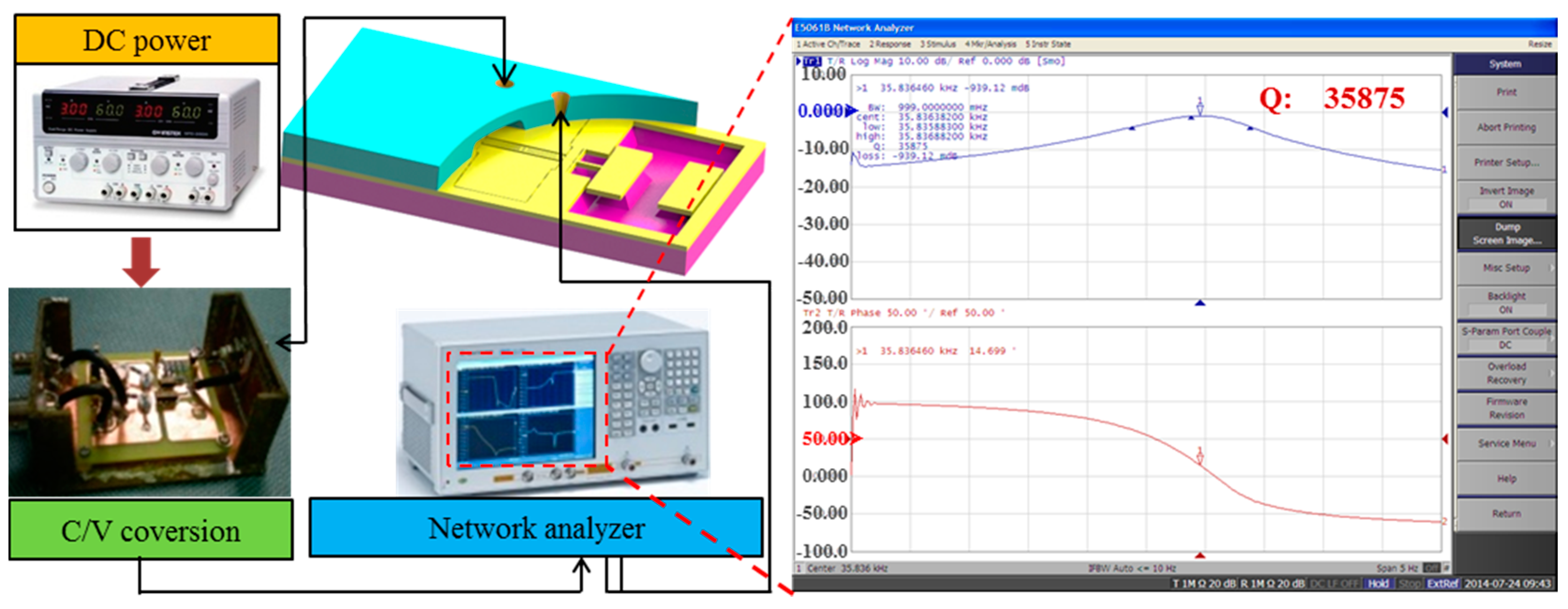
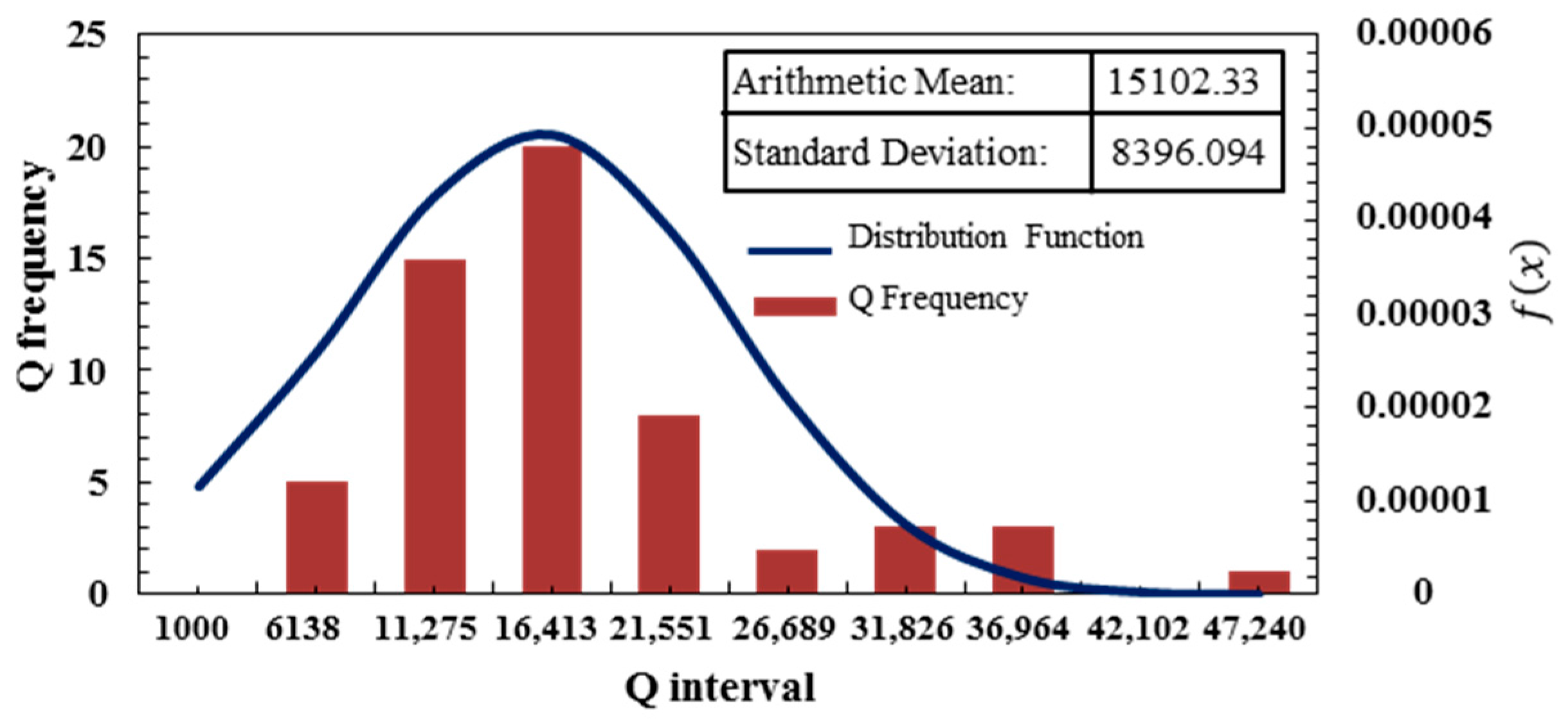
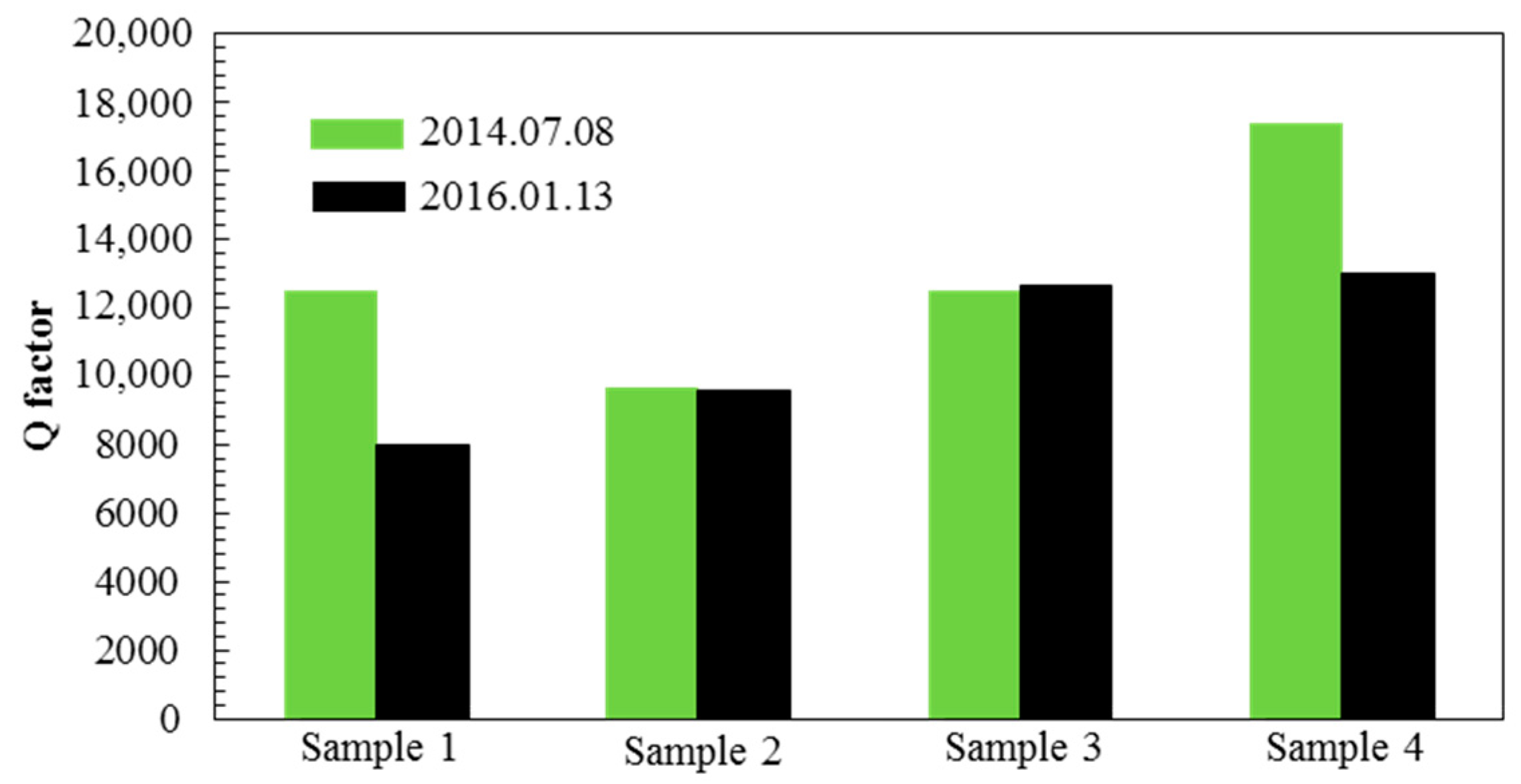
5. Quality Factor Test and Result
6. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Morten, B.; De Cicco, G.; Prudenziati, M. Resonant pressure sensor based on piezoelectric properties of ferroelectric thick films. Sens. Actuators A Phys. 1992, 31, 153–158. [Google Scholar] [CrossRef]
- Zhang, W.; Turner, K.L. Application of parametric resonance amplification in a single-crystal silicon micro-oscillator based mass sensor. Sens. Actuators A Phys. 2005, 122, 23–30. [Google Scholar] [CrossRef]
- Harada, K.; Ikeda, K.; Kuwayama, H.; Murayama, H. Various applications of resonant pressure sensor chip based on 3-D micromachining. Sens. Actuators A Phys. 1999, 73, 261–266. [Google Scholar] [CrossRef]
- Gan, Z.; Huang, D.; Wang, X.; Ling, D.; Liu, S. Getter free vacuum packaging for MEMS. Sens. Actuators A Phys. 2009, 149, 159–164. [Google Scholar] [CrossRef]
- Lee, C.; Huang, W.F.; Shie, J.S. Wafer bonding by low-temperature soldering. Sens. Actuators A Phys. 2000, 85, 330–334. [Google Scholar] [CrossRef]
- Hofmann, U.; Janes, J.; Quenzer, H.J. High-Q MEMS resonators for laser beam scanning displays. Micromachines 2012, 3, 509–528. [Google Scholar] [CrossRef]
- Luo, Z.; Chen, D.; Wang, J.; Li, Y.; Chen, J. A High-Q Resonant Pressure Microsensor with Through-Glass Electrical Interconnections Based on Wafer-Level MEMS Vacuum Packaging. Sensors 2014, 14, 24244–24257. [Google Scholar] [CrossRef] [PubMed]
- Gooch, R.; Schimert, T.; McCardel, W.; Ritchey, B. Wafer-level vacuum packaging for MEMS. J. Vac. Sci. Technol. A 1999, 17, 2295–2299. [Google Scholar] [CrossRef]
- Shimbo, M.; Furukawa, K.; Fukuda, K.; Tanzawa, K. Silicon-to-silicon direct bonding method. J. Appl. Phys. 1986, 60, 2987–2989. [Google Scholar] [CrossRef]
- Lee, D.J.; Lee, Y.H.; Jang, J.; Ju, B.-K. Glass-to-glass electrostatic bonding with intermediate amorphous silicon film for vacuum packaging of microelectronics and its application. Sens. Actuators A Phys. 2001, 89, 43–48. [Google Scholar] [CrossRef]
- Henmi, H.; Shoji, S.; Shoji, Y.; YoshimiK, K.; Esashi, M. Vaccum packaging for microsensors by glass-silicon anodic bonding. Sens. Actuators A Phys. 1994, 43, 243–248. [Google Scholar] [CrossRef]
- Lee, K.Y.; Rishton, S.A.; Chang, T.H.P. High aspect ratio aligned multilayer microstructure fabrication. J. Vac. Sci. Technol. B Microelectron. Nanometer Struct. Process. Meas. Phenom. 1994, 12, 3425–3430. [Google Scholar] [CrossRef]
- Harz, M. Anodic bonding for the third dimension. J. Micromech. Microeng. 1992, 2, 161. [Google Scholar] [CrossRef]
- Zhang, T.; Zhang, H.; Xu, J.; Liu, S.; Gan, Z. Study on triple-stack anodic bonding using two electrodes. Sens. Actuators A Phys. 2010, 157, 168–172. [Google Scholar] [CrossRef]
- Chu, H.M.; Vu, H.N.; Hane, K. Electric feed-through for vacuum package using double-side anodic bonding of silicon-on-insulator wafer. J. Electrostat. 2013, 71, 130–133. [Google Scholar] [CrossRef]
- Hasegawa, M.; Chutani, R.K.; Boudot, R.; Mauri, L.; Gorecki, C.; Liu, X.; Passilly, N. Effects of getters on hermetically sealed micromachined cesium–neon cells for atomic clocks. J. Micromech. Microeng. 2013, 23, 055022. [Google Scholar] [CrossRef]
- Ren, S.; Yuan, W.; Qiao, D.; Deng, J.; Sun, X. A micromachined pressure sensor with integrated resonator operating at atmospheric pressure. Sensors 2013, 13, 17006–17024. [Google Scholar] [CrossRef]
- Albaugh, K.B. Electrode phenomena during anodic bonding of silicon to sodium borosilicate glass. J. Electrochem. Soc. 1991, 138, 3089–3094. [Google Scholar] [CrossRef]
- Vivek, C.; Xie, L.; Chen, B. Titanium-based getter solution for wafer-level MEMS vacuum packaging. J. Electron. Mater. 2013, 42, 485–491. [Google Scholar]
- Bedö, G.; Kraus, W.; Müller, R. Comparison of different micromechanical vacuum sensors. Sens. Actuators A Phys. 2000, 85, 181–188. [Google Scholar] [CrossRef]
- Lee, B.; Seok, S.; Chun, K. A study on wafer level vacuum packaging for MEMS devices. J. Micromech. Microeng. 2003, 13, 663. [Google Scholar] [CrossRef]
- Kim, S. CNT sensors for detecting gases with low adsorption energy by ionization. Sensors 2006, 6, 503–513. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Residual Gas Pressure (mbar) | ||
|---|---|---|
| Cell A (Getter-Free) | Cell B (Getter-Integrated) | |
| H2 | 2.76 × 10−2 | 0.00 |
| He | 3.71 × 10−3 | 1.63 × 10−3 |
| CO | 0.00 | 0.00 |
| N2 | 8.12 × 10−2 | 0.00 |
| CH4 | 4.45 × 10−3 | 2.79 × 10−2 |
| H2O | 0.00 | 0.00 |
| Ne | 1.40 × 102 | 1.42 × 102 |
| O2 | 8.09 × 10−1 | 0.00 |
| C2H6 | 0.00 | 5.28 × 10−3 |
| C3H8 | 7.62 × 10−3 | 2.12 × 10−2 |
| Ar | 7.28 × 10−3 | 0.00 |
| CO2 | 1.33 | 0.00 |
| Sample | A | B | C | D |
|---|---|---|---|---|
| pressure/Pa | 0.1 | 2 | 0.4 | 0.4 |
| power/W | 200 | 200 | 50 | 350 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license ( http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, L.; Du, X.; Wang, L.; Xu, Z.; Zhang, C.; Gu, D. High-Q Wafer Level Package Based on Modified Tri-Layer Anodic Bonding and High Performance Getter and Its Evaluation for Micro Resonant Pressure Sensor. Sensors 2017, 17, 599. https://doi.org/10.3390/s17030599
Wang L, Du X, Wang L, Xu Z, Zhang C, Gu D. High-Q Wafer Level Package Based on Modified Tri-Layer Anodic Bonding and High Performance Getter and Its Evaluation for Micro Resonant Pressure Sensor. Sensors. 2017; 17(3):599. https://doi.org/10.3390/s17030599
Chicago/Turabian StyleWang, Liying, Xiaohui Du, Lingyun Wang, Zhanhao Xu, Chenying Zhang, and Dandan Gu. 2017. "High-Q Wafer Level Package Based on Modified Tri-Layer Anodic Bonding and High Performance Getter and Its Evaluation for Micro Resonant Pressure Sensor" Sensors 17, no. 3: 599. https://doi.org/10.3390/s17030599
APA StyleWang, L., Du, X., Wang, L., Xu, Z., Zhang, C., & Gu, D. (2017). High-Q Wafer Level Package Based on Modified Tri-Layer Anodic Bonding and High Performance Getter and Its Evaluation for Micro Resonant Pressure Sensor. Sensors, 17(3), 599. https://doi.org/10.3390/s17030599