The Boom in 3D-Printed Sensor Technology



 ,
, 
Abstract
:1. Introduction
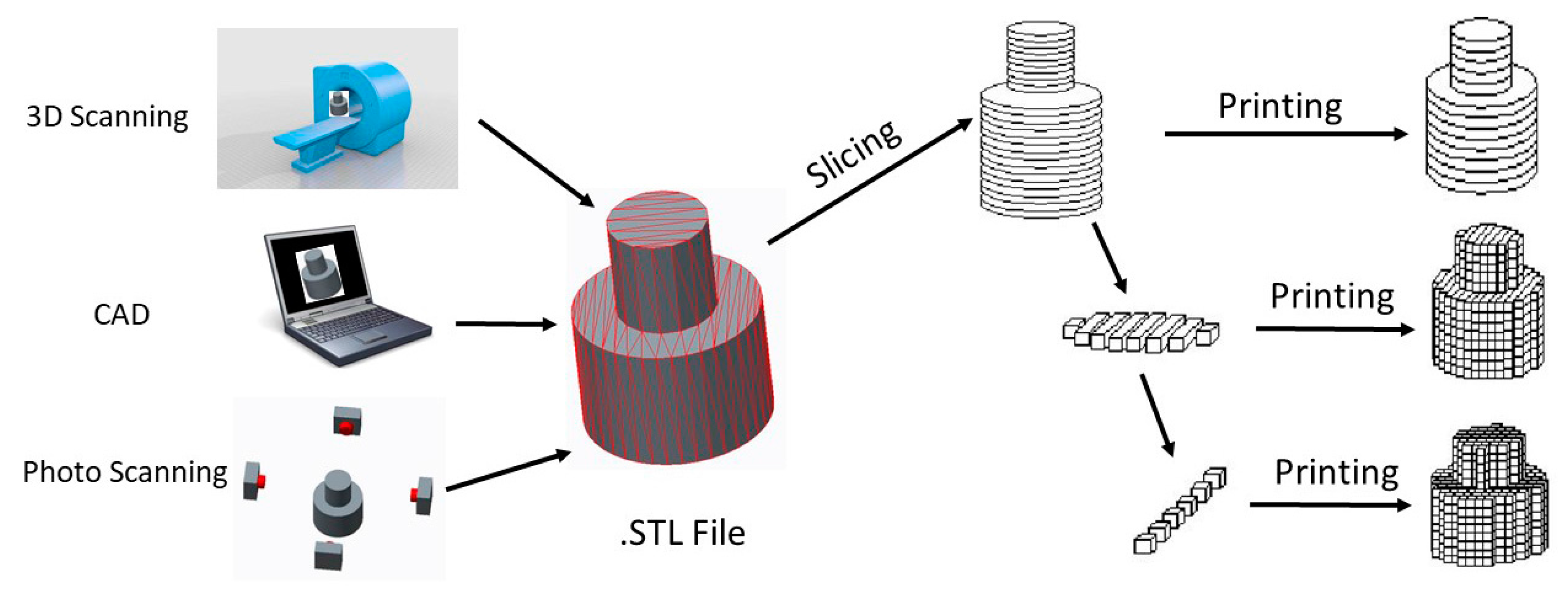
2. A Brief Review of 3D Printing
2.1. Fused Deposition Modeling (FDM)
2.2. Direct Ink Writing (DIW)
2.3. Photocuring (SLA, DLP)
2.4. Lamination (LOM)
2.5. Selective Laser Sintering and Selective Laser Melting (SLS, SLM)
2.6. Photopolymer Jetting (Ployjet)
2.7. Binder Jetting (3DP)
3. Sensor Applications
3.1. Force Sensors
3.1.1. Strain Sensors
3.1.2. Pressure Sensors
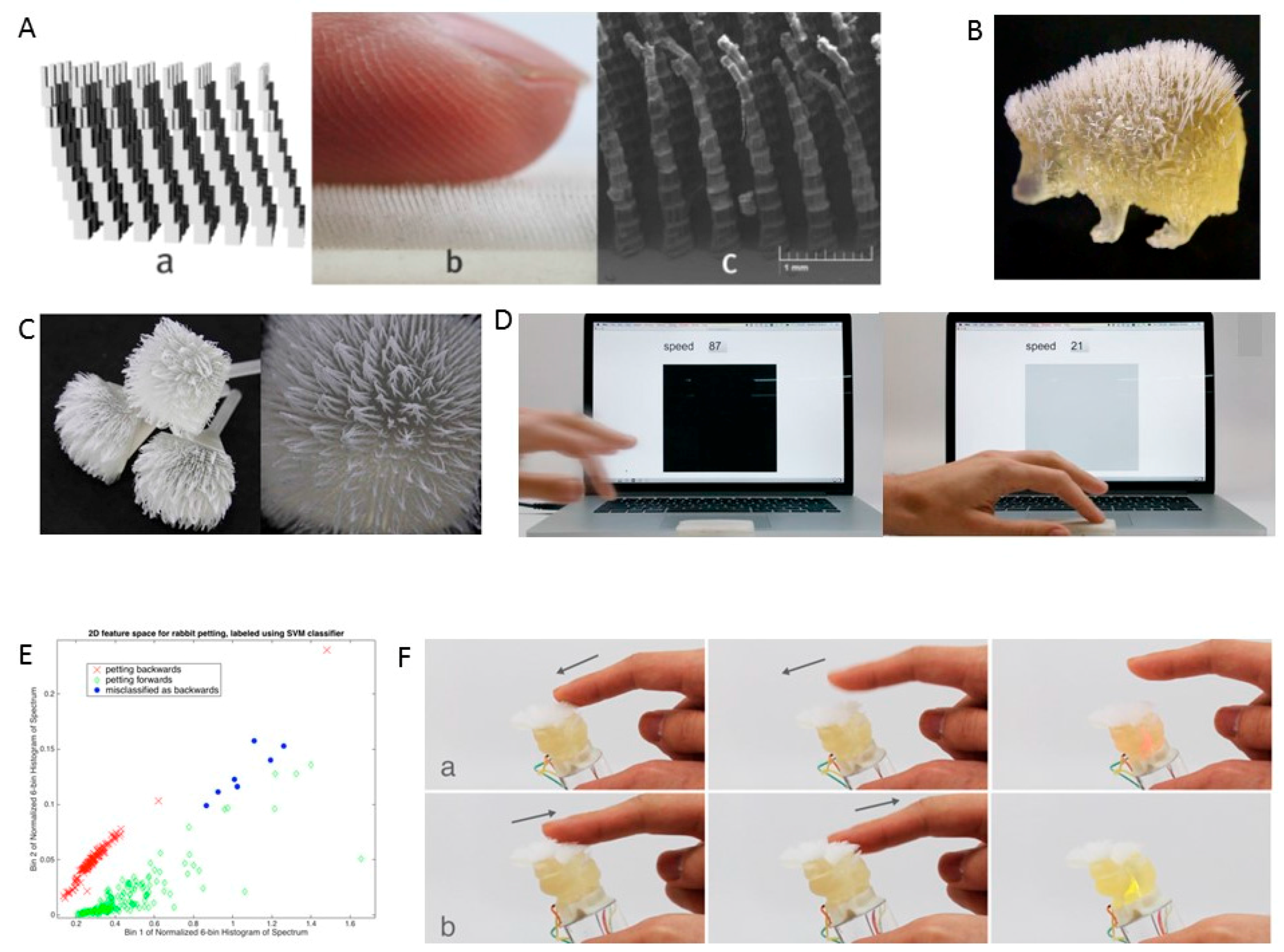
3.1.3. Tactile Sensors
3.1.4. Displacement Sensors
3.1.5. Accelerometers
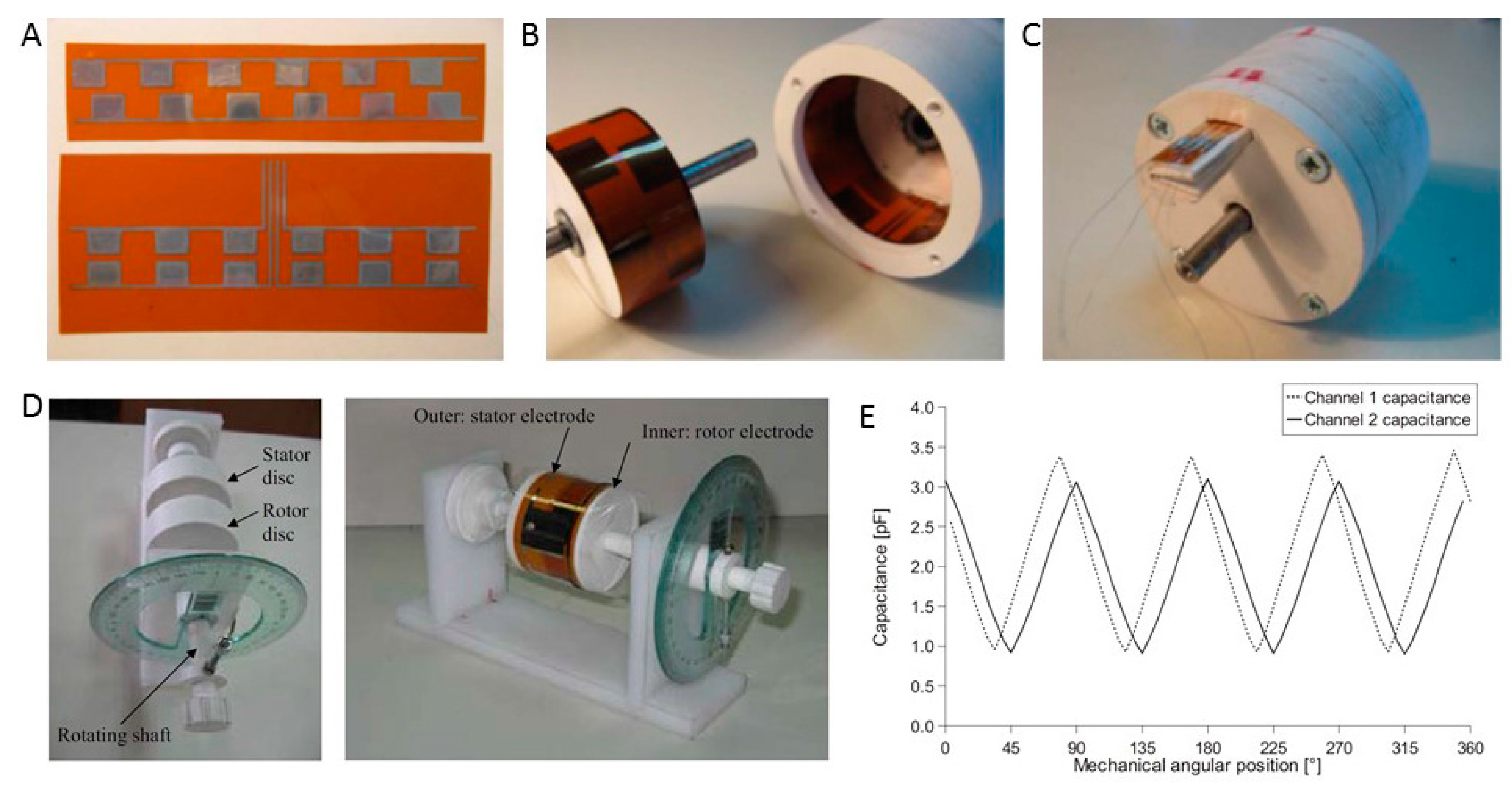
3.1.6. Angular Sensors
3.2. Acoustic and Ultrasonic Sensors
3.3. Optical Sensors
3.4. Electromagnetic Sensors
3.4.1. EEG Sensors
3.4.2. Magnetic Field Sensors
3.4.3. Antennas
3.5. Bio- and Chemical-Detection Sensors
3.5.1. Biosensors
3.5.2. Chemosensors
3.5.3. Sensors for Food-Quality Monitoring
3.6. Gas Detection Sensors
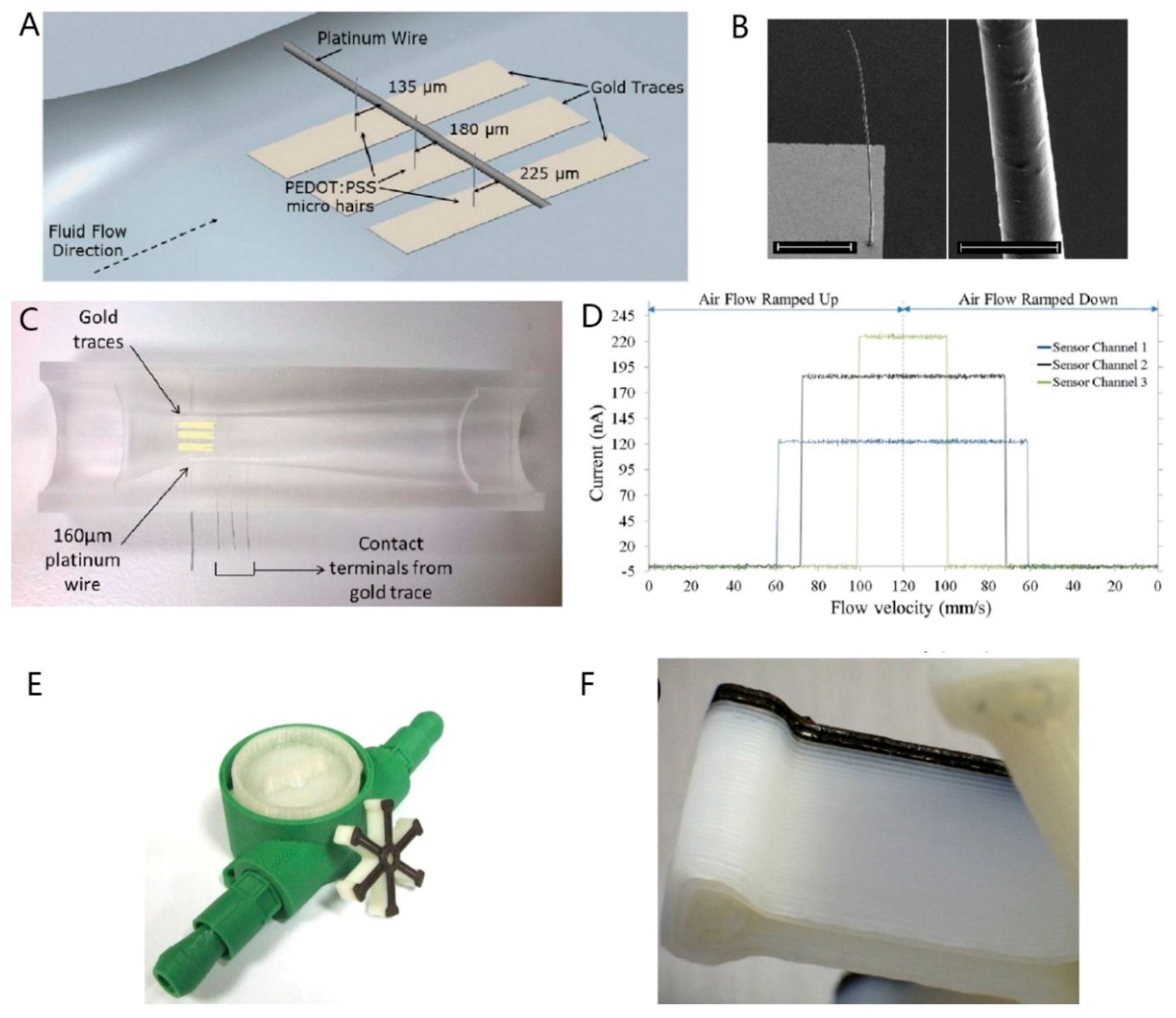
3.7. Flow Sensors
3.8. Temperature- and Humidity-Monitoring Sensors
4. Conclusions and Outlook
Acknowledgments
Conflicts of Interest
References
- MacDonald, E.; Wicker, R. Multiprocess 3D printing for increasing component functionality. Science 2016, 353. [Google Scholar] [CrossRef] [PubMed]
- Rim, Y.S.; Bae, S.-H.; Chen, H.; de Marco, N.; Yang, Y. Recent Progress in Materials and Devices toward Printable and Flexible Sensors. Adv. Mater. 2016, 28, 4415–4440. [Google Scholar] [CrossRef] [PubMed]
- Garnier, F.; Hajlaoui, R.; Yassar, A.; Srivastava, P. All-Polymer Field-Effect Transistor Realized byPrinting Techniques. Science 1994, 265, 1684–1686. [Google Scholar] [CrossRef] [PubMed]
- Bao, Z.; Feng, Y.; Dodabalapur, A.; Raju, V.R.; Lovinger, A.J. High-Performance Plastic Transistors Fabricated by Printing Techniques. Chem. Mater. 1997, 9, 1299–1301. [Google Scholar] [CrossRef]
- Ridley, B.A.; Nivi, B.; Jacobson, J.M. All-Inorganic Field Effect Transistors Fabricated by Printing. Science 1999, 286, 746–749. [Google Scholar] [CrossRef] [PubMed]
- Sirringhaus, H.; Kawase, T.; Friend, R.H.; Shimoda, T.; Inbasekaran, M.; Wu, W.; Woo, E.P. High-Resolution Inkjet Printingof All-Polymer TransistorCircuits. Science 2000, 290, 2123–2126. [Google Scholar] [CrossRef] [PubMed]
- Muth, J.T.; Vogt, D.M.; Truby, R.L.; Mengüç, Y.; Kolesky, D.B.; Wood, R.J.; Lewis, J.A. 3D Printing: Embedded 3D Printing of Strain Sensors within Highly Stretchable Elastomers. Adv. Mater. 2014, 26, 6307–6312. [Google Scholar] [CrossRef] [PubMed]
- Park, Y.L.; Chen, B.R.; Wood, R.J. Design and Fabrication of Soft Artificial Skin Using Embedded Microchannels and Liquid Conductors. IEEE Sens. J. 2012, 12, 2711–2718. [Google Scholar] [CrossRef]
- Frutiger, A.; Muth, J.T.; Vogt, D.M.; Mengüç, Y.; Campo, A.; Valentine, A.D.; Walsh, C.J.; Lewis, J.A. Capacitive Soft Strain Sensors via Multicore–Shell Fiber Printing. Adv. Mater. 2015, 27, 2440–2446. [Google Scholar] [CrossRef] [PubMed]
- An, B.; Ma, Y.; Li, W.B.; Su, M.; Song, Y.L. Three-dimensional multi-recognition flexible wearable sensor via graphene aerogel printing. Chem. Commun. 2016, 52, 10948–10951. [Google Scholar] [CrossRef] [PubMed]
- Laszczak, P.; Jiang, L.; Bader, D.L.; Moser, D.; Zahedi, S. Development and validation of a 3D-printed interfacial stress sensor for prosthetic applications. Med. Eng. Phys. 2015, 37, 132–137. [Google Scholar] [CrossRef] [PubMed]
- Saari, M.; Xia, B.; Cox, B.; Krueger, P.S.; Cohen, A.L.; Richer, E. Fabrication and Analysis of a Composite 3D Printed Capacitive Force Sensor. 3D Print. Addit. Manuf. 2016, 3, 136–141. [Google Scholar] [CrossRef]
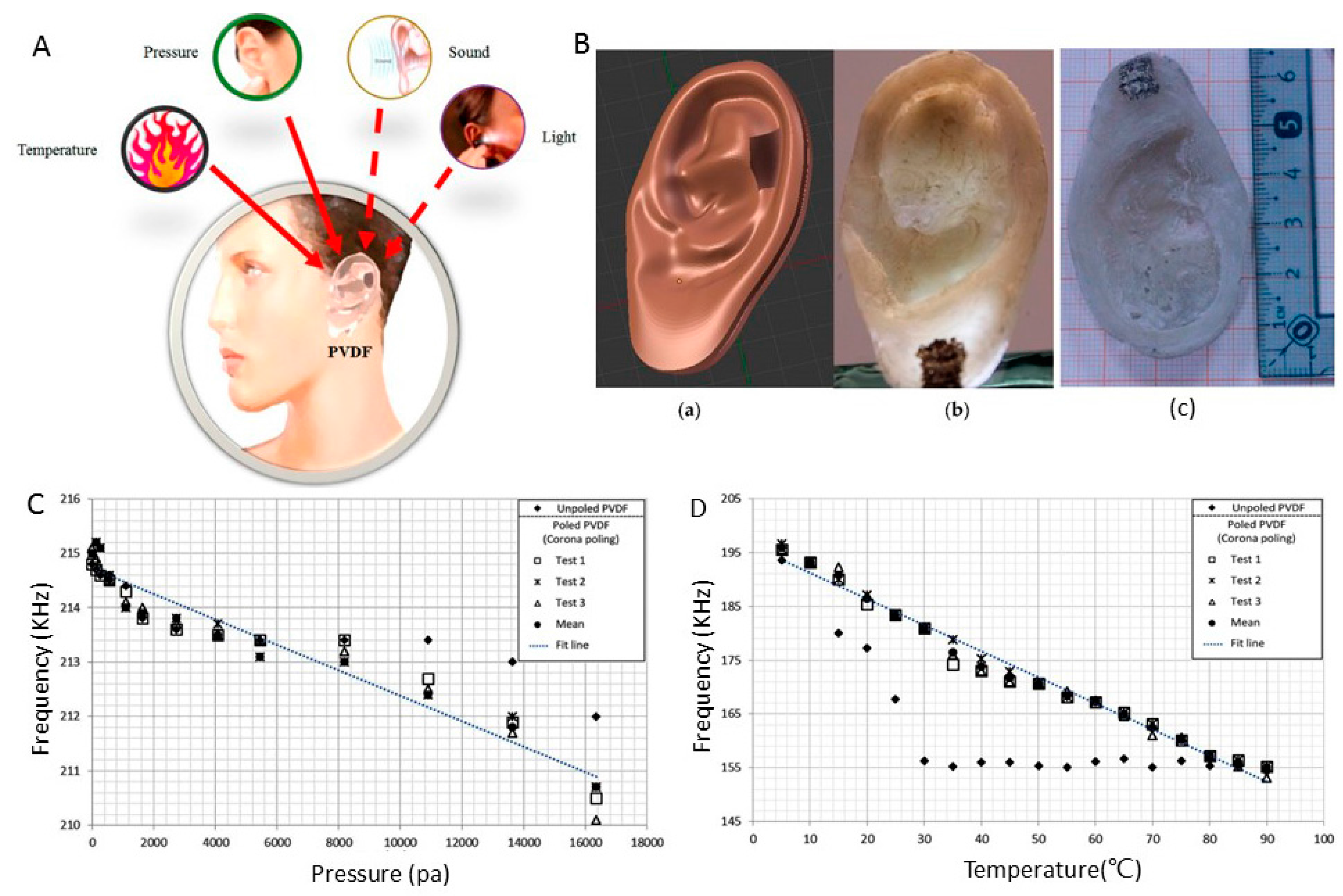
- Suaste-Gómez, E.; Rodríguez-Roldán, G.; Reyes-Cruz, H.; Terán-Jiménez, O. Developing an Ear Prosthesis Fabricated in Polyvinylidene Fluoride by a 3D Printer with Sensory Intrinsic Properties of Pressure and Temperature. Sensors 2016, 16, 332. [Google Scholar] [CrossRef] [PubMed]
- Lin, Y.K.; Hsieh, T.S.; Tsai, L.; Wang, S.H.; Chiang, C.C. Using Three-Dimensional Printing Technology to Produce a Novel Optical Fiber Bragg Grating Pressure Sensor. Sens. Mater. 2016, 28, 389–394. [Google Scholar]
- Shemelya, C.; Cedillos, F.; Aguilera, E.; Espalin, D.; Muse, D.; Wicker, R.; MacDonald, E. Encapsulated copper wire and copper mesh capacitive sensing for 3-D printing applications. IEEE Sens. J. 2015, 15, 1280–1286. [Google Scholar] [CrossRef]
- Shemelya, C.; Cedillos, F.; Aguilera, E.; Maestas, E.; Ramos, J.; Espalin, D.; Muse, D.; Wicker, R.; MacDonald, E. 3D printed capacitive sensors. IEEE Sens. J. 2013, 1–4. [Google Scholar] [CrossRef]
- Ou, J.F.; Dublon, G.; Cheng, C.Y.; Heibeck, F.; Willis, K.; Ishii, H. Cilllia: 3D Printed Micro-Pillar Structures for SurfaceTexture, Actuation and Sensing. In Proceedings of the 2016 CHI Conference on Human Factors in Computing Systems, Santa Clara, CA, USA, 7–12 May 2016; pp. 5753–5764. [Google Scholar]
- Jeranče, N.; Bednar, N.; Stojanović, G. An Ink-Jet Printed Eddy Current Position Sensor. Sensors 2013, 13, 5205–5219. [Google Scholar] [CrossRef] [PubMed]
- Bodnicki, M.; Pakula, P.; Zowade, M. Miniature Displacement Sensor; Advances in Intelligent Systems and Computing 393 (AISC); Springer: Cham, Switzerland, 2016. [Google Scholar]
- Rivadeneyraa, A.; Fernández-Salmeróna, J.; Agudo-Acemelb, M.; López-Villanuevac, J.A.; Capitan-Vallveyb, L.F.; Palmac, A.J. Improved manufacturing process for printed cantilevers by usingwater removable sacrificial substrate. Sens. Actuators A Phys. 2015, 235, 171–181. [Google Scholar] [CrossRef]
- MacDonald, E.; Salas, R.; Espalin, D.; Perez, M.; Aguilera, E.; Muse, D.; Wicker, R.B. 3D printing for the rapid prototyping ofstructural electronics. IEEE Access 2014, 2, 234–242. [Google Scholar] [CrossRef]
- Krkljes, D.B.; Stojanovic, G.M. An Ink-Jet Printed Capacitive Sensor for Angular Position/Velocity Measurements. Adv. Electr. Comput. Eng. 2016, 4, 77–82. [Google Scholar] [CrossRef]
- Krklješ, D.; Vasiljevic, D.; Stojanovic, G. A capacitive angular sensor with flexible digitated electrodes. Sens. Rev. 2014, 4, 382–388. [Google Scholar] [CrossRef]
- Tiem, J.V.; Jarno, G.; Sanders, R.; Krijnen, G. 3D printed bio-inspired angular acceleration sensor. In Proceedings of the 2015 IEEE Sensors, Busan, Korea, 1–4 November 2015; pp. 1430–1433. [Google Scholar]
- Mannoor, M.S.; Jiang, Z.; James, T.; Kong, Y.L.; Malatesta, K.A.; Soboyejo, W.O.; Verma, N.; Gracias, D.H.; McAlpine, M.C. 3D Printed Bionic Ears. Nano Lett. 2013, 13, 2634–2639. [Google Scholar] [CrossRef] [PubMed]
- Haque, R.I.; Ogam, E.; Loussert, C.; Benaben, P.; Boddaert, X. Fabrication of Capacitive Acoustic Resonators Combining 3D Printing and 2D Inkjet Printing Techniques. Sensors 2015, 15, 26018–26038. [Google Scholar] [CrossRef] [PubMed]
- Woodward, D.I.; Purssell, C.P.; Billson, D.R.; Hutchins, D.A.; Leigh, S.J. Additively-manufactured piezoelectric devices. Phys. Status Solidi A 2015, 212, 2107–2113. [Google Scholar] [CrossRef]
- Kim, Y.; Kim, K. Near-Field Sound Localization Based on the Small Profile Monaural Structure. Sensors 2015, 15, 28742–28763. [Google Scholar] [CrossRef] [PubMed]
- Maillard, P.; Heinrich, A. 3D Printed Freeform Optical Sensors for Metrology Application. In Proceedings of the SPIE 9628, 2015. Available online: http://proceedings.spiedigitallibrary.org/ (accessed on 16 October 2015).
- Igrec, B.; Bosiljevac, M.; Sipus, Z.; Babic, D.; Rudan, S. Fiber Optic Vibration Sensor for High-Power Electric Machines Realized Using 3D Printing Technology. In Proceedings of the SPIE 9754, 2016. Available online: http://proceedings.spiedigitallibrary.org/ (accessed on 1 May 2017).
- Wolfer, T.; Bollgruen, P.; Mager, D.; Overmeyer, L.; Korvink, J. Printing and preparation of integrated optical waveguides for optronic sensor networks. Mechatronics 2016, 34, 119–127. [Google Scholar] [CrossRef]
- Willis, K.D.D.; Brockmeyer, E.; Hudson, S.E.; Poupyrev, I. Printed Optics: 3D Printing of Embedded Optical Elements for Interactive Devices. In Proceedings of the UIST’12 25th annual ACM Symposium on User Interface Software and Technology, Cambridge, MA, USA, 7–10 October 2012. [Google Scholar]
- Sanz-Izquierdo, B.; Parker, E.A. 3-D Printing of Elements in Frequency Selective Arrays. IEEE Trans. Antennas Propag. 2014, 62, 6060–6066. [Google Scholar] [CrossRef]
- Wu, S.Y.; Yang, C.; Hsu, W.; Lin, L. RF wireless LC tank sensors fabricated by 3D additive manufacturing. In Proceedings of the 2015 Transducers—2015 18th International Conference on Solid-State Sensors, Actuators and Microsystems (Transducers), Anchorage, AK, USA, 21–25 June 2015; pp. 2208–2211. [Google Scholar]
- Krachunov, S.; Casson, A.J. Casson.3D Printed Dry EEG Electrodes. Sensors 2016, 16, 1635. [Google Scholar] [CrossRef] [PubMed]
- Cho, S.-J.; Nam, T.-S.; Choi, S.-Y.; Kim, M.-K.; Kim, S. 3D Printed Multi-Channel EEG Sensors for Zebrafish. In Proceedings of the 2015 IEEE Sensors, Busan, Korea, 1–4 November 2015. [Google Scholar]
- Polzinger, B.; Keck, J.; Matic, V.; Eberhardt, W. Inkjet and Aerosol Jet® Printed Sensors on 2D and 3D Substrates. In Proceedings of the AMA Conferences 2015, Nürnberg, Germany, 19–21 May 2015. [Google Scholar]
- Credi, C.; Fiorese, A.; Tironi, M.; Bernasconi, R.; Magagnin, L.; Levi, M.; Turri, S. 3D Printing of Cantilever-Type Microstructures by Stereolithography of Ferromagnetic Photopolymers. ACS Appl. Mater. Interfaces 2016, 8, 26332–26342. [Google Scholar] [CrossRef] [PubMed]
- Adams, J.J.; Duoss, E.B.; Malkowski, T.F.; Motala, M.J.; Ahn, B.Y.; Nuzzo, R.G.; Bernhard, J.T.; Lewis, J.A. Conformal Printing of Electrically Small Antennas on Three-Dimensional Surfaces. Adv. Mater. 2011, 23, 1335–1340. [Google Scholar] [CrossRef] [PubMed]
- Nassar, I.; Tsang, H.; Weller, T. 3D printed wideband harmonic transceiver for embedded passive wireless monitoring. Electron. Lett. 2014, 50, 1609–1611. [Google Scholar] [CrossRef]
- Nassar, I.T.; Wang, J.; Frolik, J.L.; Weller, T.M. A High-Efficiency, Miniaturized Sensor Node With 3-D Machined-Substrate Antennas for Embedded Wireless Monitoring. IEEE Sens. J. 2015, 15. [Google Scholar] [CrossRef]
- Lopez, A.G.; Lopez, E.E.C.; Chandra, R.; Johansson, A.J. Optimization and Fabrication by 3D Printing of a Volcano Smoke Antenna for UWB Applications. In Proceedings of the 7th European Conference on Antennas and Propagation (EuCAP), Gothenburg, Sweden, 8–12 April 2013; pp. 1471–1473. [Google Scholar]
- Farooqui, M.F.; Claudel, C.; Shamim, A. An Inkjet-Printed Buoyant 3-D Lagrangian Sensor for Real-Time Flood Monitoring. IEEE Trans. Antennas Propag. 2014, 62, 3354–3359. [Google Scholar] [CrossRef]
- Mandon, C.A.; Blum, L.J.; Marquette, C.A. Adding Biomolecular Recognition Capability to 3D Printed Objects. Anal. Chem. 2016, 88, 10767–10772. [Google Scholar] [CrossRef] [PubMed]
- Lind, J.U.; Busbee, T.A.; Valentine, A.D.; Pasqualini, F.S.; Yuan, H.; Yadid, M.; Park, S.J.; Kotikian, A.; Nesmith, A.P.; Campbell, P.H.; et al. Instrumented cardiac microphysiological devices via multimaterial three-dimensional printing. Nat. Mater. 2016. [Google Scholar] [CrossRef] [PubMed]
- Hong, Y.; Wu, M.; Chen, G.; Dai, Z.; Zhang, Y.; Chen, G.; Dong, X. 3D Printed Microfluidic Device with Microporous Mn2O3-Modified Screen Printed Electrode for Real-Time Determination of Heavy Metal Ions. ACS 2016, 8, 32940–32947. [Google Scholar] [CrossRef] [PubMed]
- Kit-Anan, W.; Olarnwanich, A.; Sriprachuabwong, C.; Karuwan, C.; Tuantranont, A.; Wisitsoraat, A.; Srituravanich, W.; Pimpin, A. Disposable paper-based electrochemical sensor utilizing inkjet-printed Polyaniline modified screen-printed carbon electrode for Ascorbic acid detection. J. Electroanal. Chem. 2012, 685, 72–78. [Google Scholar] [CrossRef]
- Ambrosi, A.; Moo, J.; Pumera, M. Helical 3D-printed metal electrodes as customshaped 3D platform for electrochemical devices. Adv. Funct. Mater. 2016, 26, 698–703. [Google Scholar] [CrossRef]
- Kadimisetty, K.; Mosa, I.M.; Malla, S.; Satterwhite-Warden, J.E.; Kuhns, T.M.; Faria, R.C.; Lee, N.H.; Rusling, J.F. 3D-printed supercapacitor-powered electrochemiluminescent protein immunoarray. Biosens. Bioelectron. 2016, 77, 188–193. [Google Scholar] [CrossRef] [PubMed]
- Wu, S.Y.; Yang, C.; Hsu, W.; Lin, L. 3D-printed microelectronics for integrated circuitry and passive wireless sensors. Microsyst. Nanoeng. 2015, 1, 15013. [Google Scholar] [CrossRef]
- Staymates, M.E.; MacCrehan, W.A.; Staymates, J.L.; Kunz, R.R.; Mendum, T.; Ong, T.H.; Geurtsen, G.; Gillen, G.J.; Craven, B.A. Biomimetic Sniffing Improves the Detection Performance of a 3D Printed Nose of a Dog and a Commercial Trace Vapor Detector. Sci. Rep. 2016, 6, 36876. [Google Scholar] [CrossRef] [PubMed]
- Lu, W.; Jinga, G.; Biana, X.; Yua, H.; Cui, T. Micro catalytic methane sensors based on 3D quartz structures with cone-shaped cavities etched by high-resolution abrasive sand blasting. Sens. Actuators A Phys. 2016, 242, 9–17. [Google Scholar] [CrossRef]
- Zhao, J.; Liua, M.; Liang, L.; Wang, W.; Xie, J. Airborne particulate matter classification and concentration detection based on 3D printed virtual impactor and quartz crystal microbalance sensor. Sens. Actuators A Phys. 2016, 238, 379–388. [Google Scholar] [CrossRef]
- Devaraj, H.; Aw, K.C.; Travas-Sejdic, J.; Sharma, R.N. Low velocity digital air flow sensor from 3D printed PEDOT: PSS micro-hair structures. In Proceedings of the 18th International Conference on Solid-State Sensors, Actuators and Microsystems (TRANSDUCERS), 2015 Transducers, Anchorage, AK, USA, 21–25 June 2015. [Google Scholar]
- Leigh, S.J.; Purssell, C.P.; Billson, D.R.; Hutchins, D.A. Using a magnetite/thermoplastic composite in 3D printing of direct replacements for commercially available flow sensors. Smart Mater. Struct. 2014, 23, 95039. [Google Scholar] [CrossRef]
- Gao, J.; Sidén, J.; Nilsson, H.-E.; Gulliksson, M. Printed humidity sensor with memory functionality for passive RFID tags. IEEE Sens. J. 2013, 13, 1824–1834. [Google Scholar] [CrossRef]
- Ali, S.; Hassan, A.; Hassan, G.; Bae, L.; Lee, C. All-printed humidity sensor based on graphene/methyl-red composite with high sensitivity. Carbon 2016, 105, 23–32. [Google Scholar] [CrossRef]
- Courbat, J.; Kim, Y.B.; Briand, D.; de Rooij, N.F. Inkjet printing on paper for the realization of humidity and temperature sensors. In Proceedings of the 2011 16th International Solid-State Sensors, Actuators and Microsystems Conference (TRANSDUCERS), Beijing, China, 5–9 June 2011. [Google Scholar]
- Sauerbrunn, E.; Chen, Y.; Didion, J.; Yu, M.; Smela, E.; Bruck, H.A. Thermal imaging using polymer nanocomposite temperature sensors. Phys. Status Solidi A 2015, 10, 2239–2245. [Google Scholar] [CrossRef]
- Wickberg, A.; Mueller, J.B.; Mange, Y.J.; Fischer, J.; Nann, T.; Wegener, M. Three-dimensional micro-printing of temperature sensors based on up-conversion luminescence. Appl. Phys. Lett. 2015, 106, 133103. [Google Scholar] [CrossRef]
- Crump, S.S. Apparatus and Method for Creating Three Dimensional Objects Google Patents. U.S. Patent 5,121,329, 9 June 1992. [Google Scholar]
- Wegst, U.G.K.; Bai, H.; Saiz, E.; Tomsia, A.P.; Ritchie, R.O. Bioinspired structural materials. Nat. Mater. 2015, 14, 23–36. [Google Scholar] [CrossRef] [PubMed]
- Zhu, C.; Han, T.Y.; Duoss, E.B.; Golobic, A.M.; Kuntz, J.D.; Spadaccini, C.M.; Worsley, M.A. Highly compressible 3D periodic graphene aerogel microlattices. Nat. Commun. 2015, 6, 6962. [Google Scholar] [CrossRef] [PubMed]
- Hull, C.W. Apparatus for Production of Three-Dimensional Objects by Stereolithography. U.S. Patent 4575330, 11 March 1986. [Google Scholar]
- Bogue, R. 3D printing: The dawn of a new era in manufacturing? Assem. Autom. 2013, 33, 307–311. [Google Scholar] [CrossRef]
- He, Y.; Wu, Y.; Fu, J.; Gao, Q.; Qiu, J. Developments of 3D Printing Microfluidics and Applications in Chemistry and Biology: A Review. Electroanalysis 2016, 28, 1658–1678. [Google Scholar] [CrossRef]
- Gross, B.C.; Erkal, J.L.; Lockwood, S.Y.; Chen, C.; Spence, D.M. Evaluation of 3D Printing and Its Potential Impact on Biotechnology and the Chemical Sciences. Anal. Chem. 2014, 86, 3240–3253. [Google Scholar] [CrossRef] [PubMed]
- Choi, J.W.; Wicker, R.; Lee, S.H.; Choi, K.H.; Ha, C.S.; Chung, I. Fabrication of 3D biocompatible/biodegradable micro-scaffolds using dynamic mask projection microstereolithography. J. Mater. Process. Technol. 2009, 209, 5494–5503. [Google Scholar] [CrossRef]
- Feygin, M. Apparatus and Method for Forming an Integral Object from Laminations. U.S. Patent 4752352, 11 October 1988. [Google Scholar]
- Dutta, D.; Prinz, F.B.; Rosen, D.; Weiss, L. Layered Manufacturing: Current Status and Future Trends. J. Comput. Inf. Sci. Eng. 2001, 1, 60–71. [Google Scholar] [CrossRef]
- Deckard, C.R. Method and Apparatus for Producing Parts by Selective Sintering. U.S. Patent 4863538, 5 September 1989. [Google Scholar]
- Ko, S.H.; Pan, H.; Grigoropoulos, C.P.; Luscombe, C.K.; Frechet, J.M.J.; Poulikakos, D. All-inkjet-printed flexible electronics fabrication on a polymer substrate by low-temperature high-resolution selective laser sintering of metal nanoparticles. Nanotechnology 2007, 18, 345202. [Google Scholar] [CrossRef]
- GothaitHApparatus and Method for Three-Dimensional Model Printing 2001. U.S. Patent 6259962.
- Kesner, S.B.; Howe, R.D. Design Principles for Rapid Prototyping ForcesSensors Using 3-D Printing. IEEE/Asme Trans. Mechatron. 2011, 16, 866–870. [Google Scholar] [CrossRef] [PubMed]
- Duerig, T.; Pelton, A.; Stӧckel, D. An overview of nitinol medical applications. Mater. Sci. Eng. 1999, 273–275, 149–160. [Google Scholar] [CrossRef]
- Yin, S.; Ruffin, P.B.; Yu, F.T.S. Fiber Optic Sensors, 2nd ed.; CRC Press: Boca Raton, FL, USA, 2008. [Google Scholar]
- Duerig, T.W.; Pelton, A.; Stöckel, D. An Overview of Nitinol Medical Applications. Mater. Sci. Eng. A 1999, 273, 149–160. [Google Scholar] [CrossRef]
- Webster, J.G. Tactile Sensors for Robotics and Medicine, 1st ed.; John Wiley & Sons, Inc.: New York, NY, USA, 1988. [Google Scholar]
- The Measurements Group. Vishay Micro-Measurements, Strain Gage Based Transducers: Their Design and Construction; Group Publishing: Loveland, CO, USA, 1988. [Google Scholar]
- Polygerinos, P.; Ataollahi, A.; Schaeffter, T.; Razavi, R.; Seneviratne, L.D.; Althoefer, K. MRI-compatible intensity-modulated force sensor for cardiac catheterization procedures. IEEE Trans. Biomed. Eng. 2011, 58, 721–726. [Google Scholar] [CrossRef] [PubMed]
- Dollar, A.M.; Howe, R.D. A robust compliant grasper via shape deposition manufacturing. IEEE/ASME Trans. Mechatron. 2006, 11, 154–161. [Google Scholar] [CrossRef]
- Kyberd, P.J.; Chappell, P.H. A force sensor for automatic manipulationbased on the Hall effect. Meas. Sci. Technol. 1993, 4, 281–287. [Google Scholar] [CrossRef]
- World Stress/Strain Measurement Equipment Markets; Frost & Sullivan Research Service: Mountain View, CA, USA, 2007.
- Levi, A.; Piovanelli, M.; Furlan, S.; Mazzolai, B.; Beccai, L. Soft, Transparent, Electronic Skin for Distributed and Multiple Pressure Sensing. Sensors 2013, 13, 6578. [Google Scholar] [CrossRef] [PubMed]
- Martinez, R.V.; Branch, J.L.; Fish, C.R.; Jin, L.; Shepherd, R.F.; Nunes, R.; Suo, Z.; Whitesides, G.M. Robotic tentacles with three-dimensional mobility based on flexible elastomers. Adv. Mater. 2013, 25, 205–212. [Google Scholar] [CrossRef] [PubMed]
- Shepherd, R.F.; Ilievski, F.; Choi, W.; Morin, S.A.; Stokes, A.A.; Mazzeo, A.D.; Chen, X.; Wang, M.; Whitesides, G.M. Multigait soft robot. Proc. Nat. Acad. Sci. USA 2011, 108, 20400–20403. [Google Scholar] [CrossRef] [PubMed]
- Nawroth, J.C.; Lee, H.; Feinberg, A.W.; Ripplinger, C.M.; McCain, M.L.; Grosberg, A.; Dabiri, J.O.; Parker, K.K. A tissue-engineered jellyfish with biomimetic propulsion. Nat. Biotechnol. 2012, 30, 792. [Google Scholar] [CrossRef] [PubMed]
- Kim, D.H.; Lu, N.; Ma, R.; Kim, Y.S.; Kim, R.H.; Wang, S.; Wu, J.; Won, S.M.; Tao, H.; Islam, A.; et al. Epidermal electronics. Science 2011, 333, 838–843. [Google Scholar] [CrossRef] [PubMed]
- Pang, C.; Lee, G.; Kim, T.; Kim, S.M.; Kim, H.N.; Ahn, S.H.; Suh, K.Y. A flexible and highly sensitive strain-gauge sensor using reversible interlocking of nanofibers. Nat. Mater. 2012, 11, 795–801. [Google Scholar] [CrossRef] [PubMed]
- Kim, D.; Kim, Y.; Wu, J.; Liu, Z.; Song, J.; Kim, H.; Huang, Y.Y.; Hwang, K.; Rogers, J.A. Flexible Electronics: Ultrathin Silicon Circuits With Strain-Isolation Layers and Mesh Layouts for High-Performance Electronics on Fabric, Vinyl, Leather, and Paper. Adv. Mater. 2009, 21, 3703. [Google Scholar] [CrossRef]
- Xu, S.; Zhang, Y.; Jia, L.; Mathewson, K.E.; Jang, K.; Kim, J.; Fu, H.; Huang, X.; Chava, P.; Wang, R.; et al. Soft Microfluidic Assemblies of Sensors, Circuits, and Radios for the Skin. Science 2014, 344, 70–74. [Google Scholar] [CrossRef] [PubMed]
- Ko, H.C.; Stoykovich, M.P.; Song, J.; Malyarchuk, V.; Choi, W.M.; Yu, C.; Geddes, J.B., III; Xiao, J.; Wang, S.; Huang, Y.; et al. A hemispherical electronic eye camera based on compressible silicon optoelectronics. Nature 2008, 454, 748–753. [Google Scholar] [CrossRef] [PubMed]
- Kim, D.-H.; Ghaffari, R.; Lu, N.; Rogers, J.A. Flexible and stretchable electronics for biointegrated devices. Annu. Rev. Biomed. Eng. 2012, 14, 113–128. [Google Scholar] [CrossRef] [PubMed]
- Sekitani, T.; Nakajima, H.; Maeda, H.; Fukushima, T.; Aida, T.; Hata, K.; Someya, T. Stretchable active-matrix organic light-emitting diode display using printable elastic conductors. Nat. Mater. 2009, 8, 494–499. [Google Scholar] [CrossRef] [PubMed]
- Khang, D.Y.; Jiang, H.Q.; Huang, Y.; Rogers, J.A. A Stretchable Form of Single-Crystal Silicon for High-Performance Electronics on Rubber Substrates. Science 2006, 311, 208–212. [Google Scholar] [CrossRef] [PubMed]
- Keplinger, C.; Sun, J.Y.; Foo, C.C.; Rothemund, P.; Whitesides, G.M.; Suo, Z. Stretchable, transparent, ionic conductors. Science 2013, 341, 984–987. [Google Scholar] [CrossRef] [PubMed]
- Sun, Y.G.; Choi, W.M.; Jiang, H.Q.; Huang, Y.G.Y.; Rogers, J.A. Controlled buckling of semiconductor nanoribbons for stretchable electronics. Nat. Nanotechnol. 2006, 1, 201. [Google Scholar] [CrossRef] [PubMed]
- Rosset, S.; Niklaus, M.; Dubois, P.; Shea, H.R. Metal Ion Implantation for the Fabrication of Stretchable Electrodes on Elastomers. Adv. Funct. Mater. 2009, 19, 470–478. [Google Scholar] [CrossRef]
- Kim, D.H.; Ahn, J.H.; Choi, W.M.; Kim, H.S.; Kim, T.H.; Song, J.; Huang, Y.Y.; Liu, Z.; Lu, C.; Rogers, J.A. Stretchable and Foldable Silicon Integrated Circuits. Science 2008, 320, 507–511. [Google Scholar] [CrossRef] [PubMed]
- Someya, T.; Kato, Y.; Sekitani, T.; Iba, S.; Noguchi, Y.; Murase, Y.; Kawaguchi, H.; Sakurai, T. Conformable, flexible, large-area networks of pressure and thermal sensors with organic transistor active matrixes. Proc. Natl. Acad. Sci. USA 2005, 102, 12321–12325. [Google Scholar] [CrossRef] [PubMed]
- Cotton, D.P.J.; Graz, I.M.; Lacour, S.P. Stretchable touch sensitive keypad. IEEE Sens. J. 2009, 1, 152–155. [Google Scholar] [CrossRef]
- Lu, N.; Lu, C.; Yang, S.; Rogers, J. Highly Sensitive Skin-Mountable Strain Gauges Based Entirely on Elastomers. Adv. Funct. Mater. 2012, 22, 4044–4050. [Google Scholar] [CrossRef]
- Sekitani, T.; Noguchi, Y.; Hata, K.; Fukushima, T.; Aida, T.; Someya, T. A rubberlike stretchable active matrix using elastic conductors. Science 2008, 321, 1468–1472. [Google Scholar] [CrossRef] [PubMed]
- Niu, X.; Peng, S.; Liu, L.; Wen, W.; Sheng, P. Characterizing and Patterning of PDMS-Based Conducting Composites. Adv. Mater. 2007, 19, 2682–2686. [Google Scholar] [CrossRef]
- Lipomi, D.J.; Vosgueritchian, M.; Tee, B.C.K.; Hellstrom, S.L.; Lee, J.A.; Fox, C.H.; Bao, Z. Skin-like pressure and strain sensors based on transparent elastic films of carbon nanotubes. Nat. Nanotechnol. 2011, 6, 788–792. [Google Scholar] [CrossRef] [PubMed]
- Mattmann, C.; Clemens, F.; Tröster, G. Sensor for Measuring Strain in Textile. Sensors 2008, 8, 3719. [Google Scholar] [CrossRef] [PubMed]
- Lee, C.; Jug, L.; Meng, E. High strain biocompatible polydimethylsiloxane-based conductive graphene and multiwalled carbon nanotube nanocomposite strain sensors. Appl. Phys. Lett. 2013, 102, 183511. [Google Scholar] [CrossRef]
- Yan, C.; Wang, J.; Kang, W.; Cui, M.; Wang, X.; Foo, C.Y.; Chee, K.J.; Lee, P.S. Highly stretchable piezoresistive graphene-nanocellulose nanopaper for strain sensors. Adv. Mater. 2014, 26, 2022–2027. [Google Scholar] [CrossRef] [PubMed]
- Herrmann, J.; Müller, K.-H.; Reda, T.; Baxter, G.R.; Raguse, B.; de Groot, G.; Chai, R.; Roberts, M.; Wieczorek, L. Nanoparticle films as sensitive strain gauges. Appl. Phys. Lett. 2007, 91, 183105. [Google Scholar] [CrossRef]
- Yamada, T.; Hayamizu, Y.; Yamamoto, Y.; Yomogida, Y.; Izadi-Najafabadi, A.; Futaba, D.N.; Hata, K. A stretchable carbon nanotube strain sensor for human-motion detection. Nat. Nanotechnol. 2011, 6, 296–301. [Google Scholar] [CrossRef] [PubMed]
- Xiao, X.; Yuan, L.Y.; Zhong, J.W.; Ding, T.P.; Liu, Y.; Cai, Z.X.; Rong, Y.G.; Han, H.W.; Zhou, J.; Wang, Z.L. High-Strain Sensors Based on ZnO Nanowire/Polystyrene Hybridized Flexible Films. Adv. Mater. 2011, 23, 5440. [Google Scholar] [CrossRef] [PubMed]
- Zhao, J.; Zhang, G.Y.; Shi, D.X. Review of graphene-based strain sensors. Chin. Phys. B 2013, 22, 057701. [Google Scholar] [CrossRef]
- Wu, W.; DeConinck, A.; Lewis, J.A. Omnidirectional Printing of 3D Microvascular Networks. Adv. Mater. 2011, 23, H178–H183. [Google Scholar] [CrossRef] [PubMed]
- Shi, H.L. A Narrow Vertical Beam Based Structure for Passive Pressure Measurement Using Two-Material 3D Printing. In Proceedings of the World Congress on Engineering and Computer Science 2015, San Francisco, CA, USA, 21–23 October 2015. [Google Scholar]
- Abeysinghe, D.; DasGupta, S.; Boyd, J.; Jackson, H. A Novel MEMS Pressure Sensor Fabricated on an Optical Fiber. IEEE Photonics Technol. Lett. 2001, 13, 993–995. [Google Scholar] [CrossRef]
- Nakamura, K.; Iwasaki, T.; Yamakawa, T.; Onishi, K. Mems Pressure Sensor. U.S. Patent, 8,516,905 B2, 27 August 2013. [Google Scholar]
- Shi, H.; Su, H.-J. Workspace of a flexure hexapod nanopositioner. In Proceedings of the ASME IDETC/CIE, Chicago, IL, USA, 12–15 August 2012. [Google Scholar]
- Krondorfer, R.; Kim, Y. Packaging effect on mems pressure sensor performance. IEEE Trans. Compon. Packag. Technol. 2007, 30, 285–293. [Google Scholar] [CrossRef]
- Palasagaram, J.; Ramadoss, R. Mems-capacitive pressure sensor fabricated using printed-circuit-processing techniques. IEEE Sens. J. 2006, 6, 1374–1375. [Google Scholar] [CrossRef]
- Park, C.; Yoo, Y.-S.; Hong, S.-T. An update on auricular reconstruction: Three major auricular malformationsof microtia, prominent ear and cryptotia. Curr. Opin. Otolaryngol. Head Neck Surg. 2010, 18, 544–549. [Google Scholar] [CrossRef] [PubMed]
- Escoto-Mora, G.; Gonzalez-Moran, C.O.; Suaste-Gomez, E. Development of poly(vinylidene flouride) polymer applied in force sensors for gait analysis in Wistar mice of physiology research laboratory. Jpn. J. Appl. Phys. 2008, 47, 4769–4771. [Google Scholar] [CrossRef]
- Ueberschlag, P. PVDF piezoelectric polymer. Sens. Rev. 2001, 21, 118–126. [Google Scholar] [CrossRef]
- Moran, C.O.G.; Ballesteros, R.G.; Guzman, M.; Gomez, E.S. Polyvinylidene flouride polymer applied in anintraocular pressure sensor. Jpn. J. Appl. Phys. Part 2 Lett. Expr. Lett. 2005, 44, 885–887. [Google Scholar] [CrossRef]
- Harrey, P.M.; Ramsey, B.J.; Evans, P.S.A.; Harrison, D.J. Capacitive-type humidity sensors fabricated using the offset lithographic printing process. Sens. Actuators B Chem. 2002, 87, 226–232. [Google Scholar] [CrossRef]
- Papakostas, T.V.; Lima, J.; Lowe, M. A large area force sensor for smart skin applications. Proc. IEEE Sens. 2002, 2, 1620–1624. [Google Scholar]
- Unander, T.; Nilsson, H.-E.; Oelmann, B. Printed touch sensor for interactive packaging and display. In Proceedings of the Polytronic 2007 6th International Conference on Polymers and Adhesives in Microelectronics and Photonics, Tokyo, Japan, 16–18 Jane 2007; pp. 12–17. [Google Scholar]
- Yamaguchi, T.; Iwai, Y.; Inagaki, S.; Ueda, M. A method for detecting bearing wear in a drain pump utilizing an eddy-current displacement sensor. Measurement 2003, 33, 205–211. [Google Scholar] [CrossRef]
- Lebrun, B.; Jayet, Y.; Baboux, J.C. Pulsed eddy current signal analysis: Application to the experimental detection and characterization of deep flaws in highly conductive materials. NDT E Int. 1997, 30, 163–170. [Google Scholar] [CrossRef]
- Grimberg, R.; Udpa, L.; Savin, A.; Steigmann, R.; Palihovici, V.; Udpa, S.S. 2D eddy current sensor array. NDT E Int. 2006, 39, 264–271. [Google Scholar] [CrossRef]
- Fenniri, H.; Moineau, A.; Delaunay, G. Profile imagery using a flat eddy-current proximity sensor. Sens. Actuators A Phys. 1994, 45, 183–190. [Google Scholar] [CrossRef]
- True Position Measurement with Eddy Current Technology. Available online: http://archives.sensorsmag.com/articles/1197/eddy1197/index.htm (accessed on 18 May 2017).
- Kim, K.; Kim, Y. Monaural sound localization based on structure-induced acoustic resonance. Sensors 2015, 15, 3872–3895. [Google Scholar] [CrossRef] [PubMed]
- Musa, L.; Au, P.W.B.; Parker, E.A.; Langley, R.J. Sensitivity of Tripole and Calthrop FSS Reflection Bands to Angle of Incidence. Electron. Lett. 1998, 25, 284–285. [Google Scholar] [CrossRef]
- Rashid, K.; Shen, Z. Three-dimensional monolithic frequency selective structure with dielectric loading. In Proceedings of the Asia-Pacific Microwave Conference Proceedings (APMC), Yokohama, Japan, 7–10 December 2010; pp. 873–876. [Google Scholar]
- Kalyanasundaram, K.; Arunachalam, K. Design fabrication and evaluation of miniaturized passive and conformal screen printed electric field sensor for microwave Non-destructive Testing. NDT E Int. 2016, 81, 28–38. [Google Scholar] [CrossRef]
- Yaghjian, A.D.; Best, S.R. Impedance, bandwidth, and Q of antennas. IEEE Trans. Antennas Propag. 2005, 53, 1298. [Google Scholar] [CrossRef]
- Chu, L.J. Physical Limitations of Omni & irectional Antennas. J. Appl. Phys. 1948, 19, 1163. [Google Scholar]
- McLean, J.S. A re-examination of the fundamental limits on the radiation Q of electrically small antennas. IEEE Trans. Antennas Propag. 1996, 44, 672. [Google Scholar] [CrossRef]
- Thal, H.L. New Radiation Limits for Spherical Wire Antennas. IEEE Trans. Antennas Propag. 2006, 54, 2757. [Google Scholar] [CrossRef]
- Nassar, I.; Weller, T.; Frolik, J. A compact 3-D harmonic repeater for passive wireless sensing. IEEE Trans. Microw. Theory Tech. 2012, 60, 3309–3316. [Google Scholar] [CrossRef]
- Wang, J. Electrochemical biosensors: Towards point-of-care cancer diagnostics. Biosens. Bioelectron. 2006, 21, 1887–1892. [Google Scholar] [CrossRef] [PubMed]
- Bhatia, S.N.; Ingber, D.E. Microfluidic organs-on-chips. Nat. Biotechnol. 2014, 32, 760–772. [Google Scholar] [CrossRef] [PubMed]
- Wei, G.; Emaminejad, S.; Nyein, H.Y.; Challa, S.; Chen, K.; Peck, A.; Fahad, H.M.; Ota, H.; Shiraki, H.; Kiriya, D.; et al. Fully integrated wearable sensor arrays for multiplexed in situ perspiration analysis. Nature 2016, 529, 509–514. [Google Scholar]
- McLamore, E.S.; Convertino, M.; Hondred, J.; Das, S.; Claussen, J.C.; Vanegas, D.C.; Gomes, C. Bio-Inspired Patterned networkS (BIPS) for the development of wearable/disposable biosensors. In Proceedings of the SPIE 9863, Smart Biomedical and Physiological Sensor Technology XIII, Baltimore, MA, USA, 13 May 2016; pp. 91–97. [Google Scholar] [CrossRef]
- Xu, L.; Gutbrod, S.R.; Bonifas, A.P.; Su, Y.; Sulkin, M.S.; Lu, N.; Chung, H.J.; Jang, K.I.; Ying, M.; Lu, C.; et al. 3D multifunctional integumentary membranes for spatiotemporal cardiac measurements and stimulation across the entire epicardium. Nat. Commun. 2013, 5, 3329. [Google Scholar] [CrossRef] [PubMed]
- Unander, T.; Nilsson, H.-E. Characterization of printed moisture sensors in packaging surveillance applications. IEEE Sens. J. 2009, 9, 922–928. [Google Scholar] [CrossRef]
- Cochrane, C.; Koncar, V.; Lewandowski, M.; Dufour, C. Design and Development of a Flexible Strain Sensor for Textile Structures Based on a Conductive Polymer Composite. Sensors 2007, 7, 473–492. [Google Scholar] [CrossRef]
- Zhang, P.; Cao, D.L.; Cui, S.N. Resistivity-temperature behavior and morphology of low density polyethylene/graphite powder/graphene composites. Polym. Compos. 2014, 35, 1453. [Google Scholar] [CrossRef]
- Chuang, H.-S.; Wereley, S. Design, fabrication and characterization of a conducting PDMS for microheaters and temperature sensors. J. Micromech. Microeng. 2009, 19, 45010. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Technique | Principle | Material | Advantages | Limitations |
|---|---|---|---|---|
| Fused deposition modeling (FDM) | Extrusion-based | Thermoplastics (ABS, PLA, PC, PA, etc.); glass (new); eutectic metal; ceramics; edible material, etc. | Simple using and maintaining; easily accessible; multi-material structures; low cost | Rough surface; low resolution; high cost (for glass and metal) |
| Directly ink writing (DIW) | Extrusion-based | Plastics, ceramic, food, living cells, composites | Versatile | Low resolution; requires post-processing |
| Stereo lithography apparatus(SLA) & (Digital light procession)DLP | Photocuring | Photopolymers | High accuracy; simple | Single material; unbiocompatible |
| Laminated object manufacturing (LOM) | Lamination | Sheet material (paper, plastic film, metal sheets, cellulose, etc.) | Versatile; low cost; easy to fabricate large parts | Time-consuming; limited mechanical properties; low material utilization; design limitations |
| Selective Laser Sintering(SLS) & Selective Laser Melting(SLM) | Powder based laser curing | Powdered plastic, metal, ceramic, PC, PVC, ABS wax, acrylic styrene, etc. | High accuracy; wide adaptation of materials; high strength | Limited mechanical properties; high cost |
| Photopolymer Jetting(Ployjet) | Inkjet-based | Liquid photopolymers | High accuracy | High cost |
| 3D Powder Binder Jetting (3DP) | Inkjet-based | Any material in particulate form, plaster, ceramics, sugar, etc. | No need for support material; versatile; lower cost; colorful printing | Low strength; post surface treatment; limited mechanical properties |
| Application of Sensor | Method | Printer/Platform (Resolution: XY/Z (μm); Fabrication Temperature) | Material | Transduction Mechanism | 3D-Printed Parts | Ref. |
|---|---|---|---|---|---|---|
| Strain sensors | DIW | ABG 10000, Aerotech. | Carbon-based ink | Resistance | Sensing part | [7] |
| LOM | Silicone rubber | Resistance | Sensing part | [8] | ||
| DIW | Objet Connex500 (20-85/16) | VeroBlue RGD840 | Capacitance | Sensing part | [9] | |
| DIW | Graphene aerogel | Resistance | Sensing part | [10] | ||
| Pressure sensors | Ployjet | Objet Connex 350 (20-85/16) | TangoBlack polymer | Capacitance | Mechanical frame | [11] |
| FDM | X-Truder( 230 °C) | ABS-based material | Capacitance | Sensing part | [12] | |
| FDM | BFB 3D Touch(200/125) | PVDF | Capacitance | Bionic sensing part | [13] | |
| FDM | ABS | Optical absorbance | Sensing part | [14] | ||
| Tactile sensors | FDM | Stratasys FDM Titan(-/120) | PC | Capacitance | Origami package | [15,16] |
| DLP | Autodesk Ember Printer | photopolymer | Piezo resistance | Sensing part | [17] | |
| Displacement sensors | Ployjet | DMP-3000(25-50/30) | SunTronic Jet Silver U6503 | Inductance | Sensing part | [18] |
| FDM | Nd-Fe-B magnets | Hall-effect | Sensing part | [19] | ||
| Accelerometers | 3DP | DMP-2831(30/30) | silver nanoparticles | Capacitance | Sensing part | [20] |
| FDM,SLA | Thermoplastics | Gravity | Sensing part | [21] | ||
| Angular sensors | Ployjet | DMP-3000(25-50/30) | Suntronic Jet Silver U6503 | Capacitance | Electrodes | [22,23] |
| FDM | Shapeways(-/16) | Plastic | Hall effect | Sensing part | [24] | |
| Acoustics and Ultrasonics Sensors | DIW | Fab@Home | Cell-seeded hydrogel | RF reception | Bionic sensing part | [25] |
| Ployjet | Objet EDEN 260V(20-85/16) | MED610 polyjet ink | Capacitance | Sensing part | [26] | |
| DLP | Photo-sensitive resins | Piezo resistance | Sensing part | [27] | ||
| FDM | MakerBot Replicator2(11/100) | PLA | Frequency distribution | Sensing part | [28] | |
| Optical sensors | Ployjet, SLA | Agilista 3000; Viper/3D systems | Photopolymer | Optical metrology | Sensing part | [29] |
| Polyjet | CONNEX 350(20-85/16) | DM 8515 Grey 35 Polymer | Optical intensity | Sensing part | [30] | |
| 3DP | Dimatix DMP 2831(30/30) | Photopolymer | Waveguides | Sensing part | [31] | |
| Polyjet | Objet Eden260V(20-85/16) | MED610 polymer | Light travels in straight lines | Optical fiber | [32] | |
| Electromagnetic Sensors | DLP | Z650, ZCorp | zp®150 | Resonance frequency | Sensing part | [33] |
| FDM | ProJet HD 3000(25-50/30) | VisiJet® EX 200, VisiJet® S100 | Inductor-capacitor (LC) | Sensing part | [34] | |
| EEG sensors | FDM | Ultimaker 2(-/100) | PLA, ABS | Resistance | EEG electrode | [35] |
| FDM | Ultimaker 2(-/100) | PLA | Resistance | EEG electrode | [36] | |
| Magnetic field sensors | Ployjet | Nano silver or copper ink | Resistance | Sensing part | [37] | |
| SLA | DWS028JPlus(-/10-100) | Ferromagnetic Photopolymers | Tip deflection | Sensing part | [38] | |
| Antennas | DIW | ABL 9000, Aerotech | Silver nanoparticle ink | RF reception | Sensing part | [39] |
| FDM | Dupont 5064H | RF reception | Platform | [40] | ||
| 3DP | Self-developed | EPOLAM 5015 resin | RF reception | Platform | [41] | |
| SLA | Shapeways(-/16) | Steel | Patch antenna | Platform | [42] | |
| 3D inkjet | DMP-2831(30/30) | UTDAg silver nanoink | Patch antenna | Sensing part | [43] | |
| Biosensors | DLP | Spot-HT | Spot-A materials | Chemiluminescent | Platform | [44] |
| DIW | Self-developed | PDMS, Hydrogel | Resistance | Sensing part | [45] | |
| Chemosensors | Polyjet | EDEN260V(20-85/16) | Photosensitive resin; | Electrochemical | Platform | [46] |
| Ployjet | DMP-2800(;70 °C) | Polyaniline | Electrochemical | Sensing part | [47] | |
| SLS | Concept Laser GmbH | Metallic particle (CL 20ES) | Potentiometric | Helical-shaped electrode | [48] | |
| FDM | MakerBot Replicator(11/100) | Polylactic acid (PLA) | Electro-chemiluminescence | Fluidic device and wash reservoir | [49] | |
| Sensor for monitoring food quality | FDM | ProJet HD 3000(25-50/30) | VisiJet EX200, VisiJet S100 | Electrochemical | Platform | [50] |
| Gas Detection Sensors | DLP | Objet Connex 500(20-85/16) | Photopolymer | Electrochemical | Platform | [51] |
| Screen printing | MT650 | Alumina paste | Electrochemical | Sensing part | [52] | |
| Polyjet | ProJet 3510 Series(30/29) | Visijet M3 crystal polymer | Resonant frequency | Separation device | [53] | |
| Flow sensors | SLA | Self-developed | Conducting polymers | Resistance | Sensing part | [54] |
| FDM | BFB 3000 (50/125) | Magnetite nanoparticle thermoplastic | Hall effect | Sensing part | [55] | |
| Humidity sensors | Ployjet | DMP-2800 | DGP-40LT-15C | Capacitance | Sensing part | [56] |
| DIW | DMP-3000(25-50/30) | Graphene/methyl-red composite | Resistance | Sensing part | [57] | |
| Inkjet printed | DMP-2831(30/30) | DGP 40LT-15C | Resistance | Sensing part | [58] | |
| Temperature sensors | Inkjet printed | Badger | Exfoliated graphite and latex solution | Resistance | Sensing part | [59] |
| SLA | Photonics professional Nanoscribe GmbH | Photopolymer | Electro-chemiluminescence | Sensing part | [60] |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, Y.; Wu, X.; Guo, X.; Kong, B.; Zhang, M.; Qian, X.; Mi, S.; Sun, W. The Boom in 3D-Printed Sensor Technology. Sensors 2017, 17, 1166. https://doi.org/10.3390/s17051166
Xu Y, Wu X, Guo X, Kong B, Zhang M, Qian X, Mi S, Sun W. The Boom in 3D-Printed Sensor Technology. Sensors. 2017; 17(5):1166. https://doi.org/10.3390/s17051166
Chicago/Turabian StyleXu, Yuanyuan, Xiaoyue Wu, Xiao Guo, Bin Kong, Min Zhang, Xiang Qian, Shengli Mi, and Wei Sun. 2017. "The Boom in 3D-Printed Sensor Technology" Sensors 17, no. 5: 1166. https://doi.org/10.3390/s17051166
APA StyleXu, Y., Wu, X., Guo, X., Kong, B., Zhang, M., Qian, X., Mi, S., & Sun, W. (2017). The Boom in 3D-Printed Sensor Technology. Sensors, 17(5), 1166. https://doi.org/10.3390/s17051166