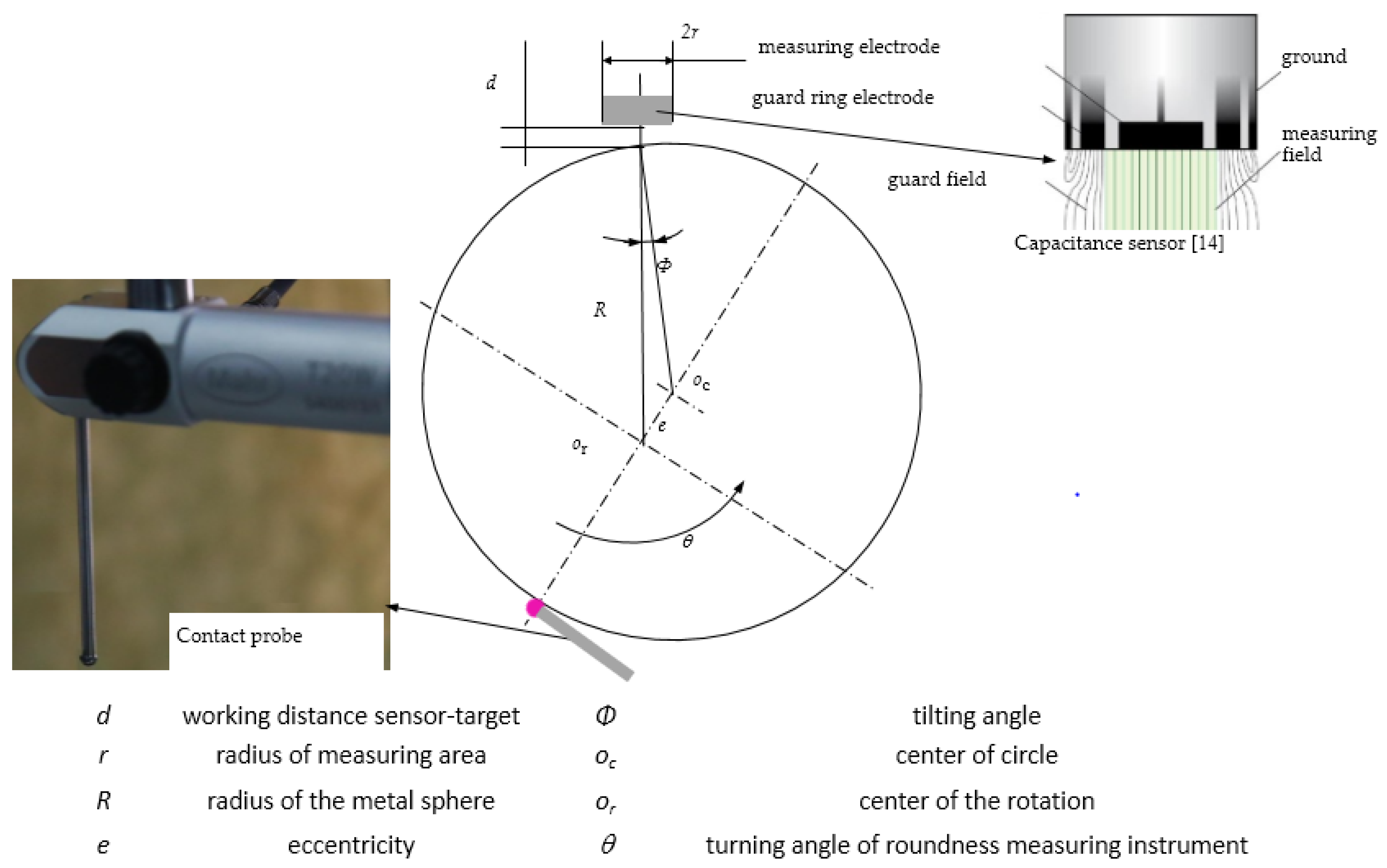
A smooth metal sphere (diameter 20 mm) was employed as the measured target. A capacitance displacement sensor Micro-Epsilon (CSH02FL-CRm1,4) and a roundness measuring instrument Mahr MMQ400 were employed as the experimental apparatus shown in
Figure 6. The contact probe of MMQ400 was T20w. All experiments were conducted in a temperature-controlled environment (20 ± 0.2 °C) and class 10,000 clean room. The speed of the rotation axis of the MMQ400 was 0.5°/s, the sampling frequency of both probe and sensor were 5 Hz, and sampling quantity was 2–5 × 360°. Detailed parameters of both the probe and sensor are shown in
Table 1.
During the experiment, the measured sphere was attached to the rotating platform, and the equator of the sphere was chosen as the measured surface. The axis of the capacitive sensor, the core of the metal sphere, and the probe center of roundness measuring instrument were set on the same plane using the visual images. When the smooth sphere rotated, both the capacitive probe and contact probe of the roundness measuring instrument simultaneously measured the equator of the sphere. The rotation angle and profile were obtained from the system of the roundness measuring instrument. The data of the capacitive probe were obtained, and the value of the measured spherical surface was expressed in the polar coordinate system. For simultaneous measurement, both the sampling frequencies were set to the same value. The measured results of the roundness measuring instrument were considered standard, and the accuracy of the capacitive probe was estimated with respect to this. For comparability, two types of tests—centric and eccentric—were implemented.
3.1. Correction of Average Effect
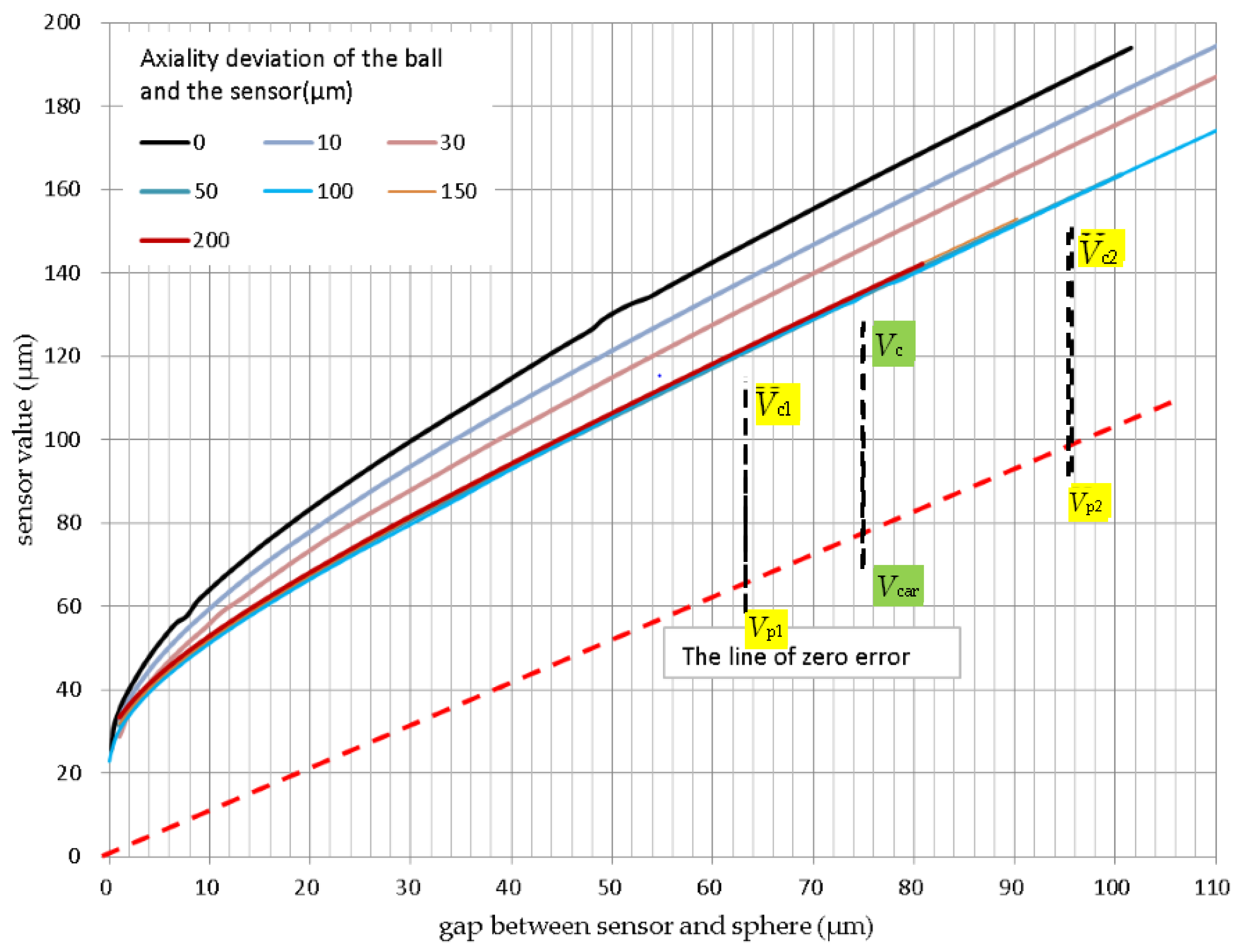
The error characteristic of a capacitive sensor on sphere was the basis of error correction. Hence, a separate characteristic test using a 20 mm diameter metal sphere and CSH02FL (MICRO-EPSIL, Ortenburg, Germany) sensor was implemented.
Figure 7 shows the results of the test. The measured results suggest that a large error existed between the actual and ideal characteristics, and this changed when a different sensor was setup on the same sphere. For spherical (aspherical) surface measurement, it was necessary to implement error compensation, which is comprised of a specific error compensation for every specific measurement, including workpieces, the sensor and its setup, and in situ compensation. Absolute measurement features of the capacitance sensor also requires error compensation.
A specific error compensation method is associated with the workings of a sensor, such as the use of a measuring range of 50 μm or 5 μm, working distance (gap) of 10 μm or 60 μm, etc. In general, a large working distance and small scope of working help achieve higher compensation accuracy. It is important that the error characteristics relate to the installation of the sensor relative to the workpiece. Therefore, it was necessary to realize the in situ error compensation in the measurement.
In view of the eccentric sphere synchronization measurement, two kinds of error compensation methods were used: a nonlinear compensation of wide range, and small-scale linear compensation to validate the error compensation.
3.1.1. Nonlinear Compensation
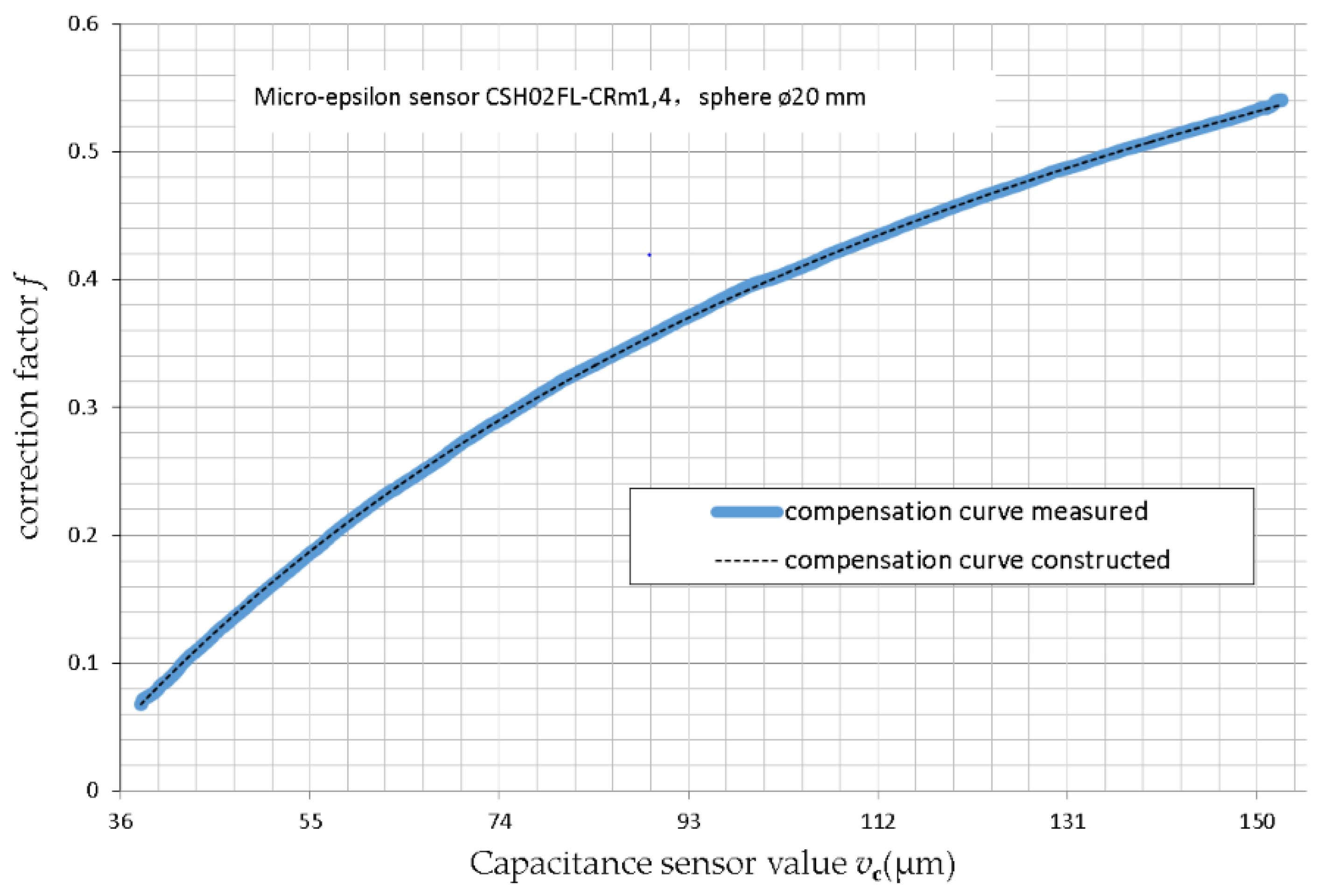
The correction coefficient test of the average effect was with respect to the 20 mm diameter metal sphere and capacitance displacement sensor of Micro-Epsilon (CSH02FL-CRm1,4) (MICRO-EPSIL, Ortenburg, Germany). The correction factor
f is given by
where
vp is the gap clearance value obtained from MMQ400 Probe/T20w (Mahr GmbH, gottingen, Germany) as the true value of the capacitance sensor absolute measurement;
vcc is the capacitance sensor value under
vp during the calibration; and
vca is the actual displacement value of the capacitance sensor after error compensation. For a known
f, we can obtain the actual displacement
vca from the capacitance sensor measuring value
vc during the measurement.
Figure 8 shows the compensation curve obtained from the eccentric sphere synchronization measurement using Equation (2), for a measuring range of capacitance sensor
vc from 38 µm to 152 µm (not corrected, eccentricity 41 μm), and gap clearance value
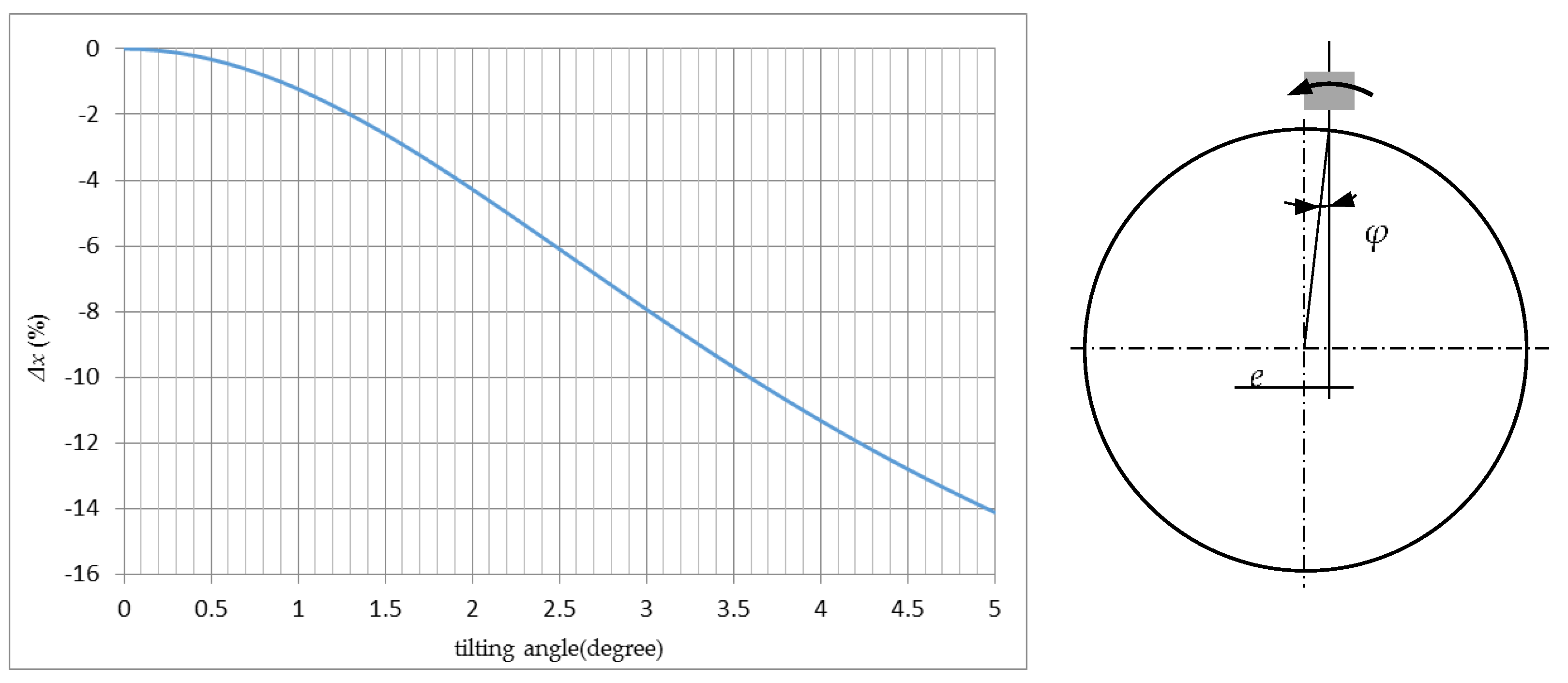
vp obtained from MMQ400 Probe/T20w as the true value of the capacitance sensor absolute measurement. The influence of the tilt was very small, and the data processing was ignored.
The compensation curve was constructed using empirical Equation (4) based on the measured compensation curve. This was done to make the error compensation process easier, but at the expense of a small additional error. Of course, a more accurate compensation curve could be constructed, but is not dealt with in-depth in this study.
Using the compensation curve constructed using Equation (4), every vc could be corrected easily.
3.1.2. Linear Compensation
As shown in
Figure 7, when the capacitance sensor operates in a small measuring range, the error characteristic is assumed as linear. Two calibration measurement points are selected, say (
vc1,
vp1) and (
vc2,
vp2), and the following parameters are computed.
According to compensation Equations (5) and (6), every
vc could be corrected easily, and
vcar was the actual measured value of the capacitance sensor after linear error compensation. For the same measurement range, the linear correction accuracy could be improved by increasing the number of calibration measurement points from two to three, or more. In the case of linear compensation, the actual zero position of the capacitance sensor was not considered, and the shape measurement was not impacted. In the case of measurement using the spherical coordinate machine shown in
Figure 2, the two calibration measurement points (
vc1,
vp1) and (
vc2,
vp2) could be captured from the sensor and
r axis.
3.2. Centric Measurement
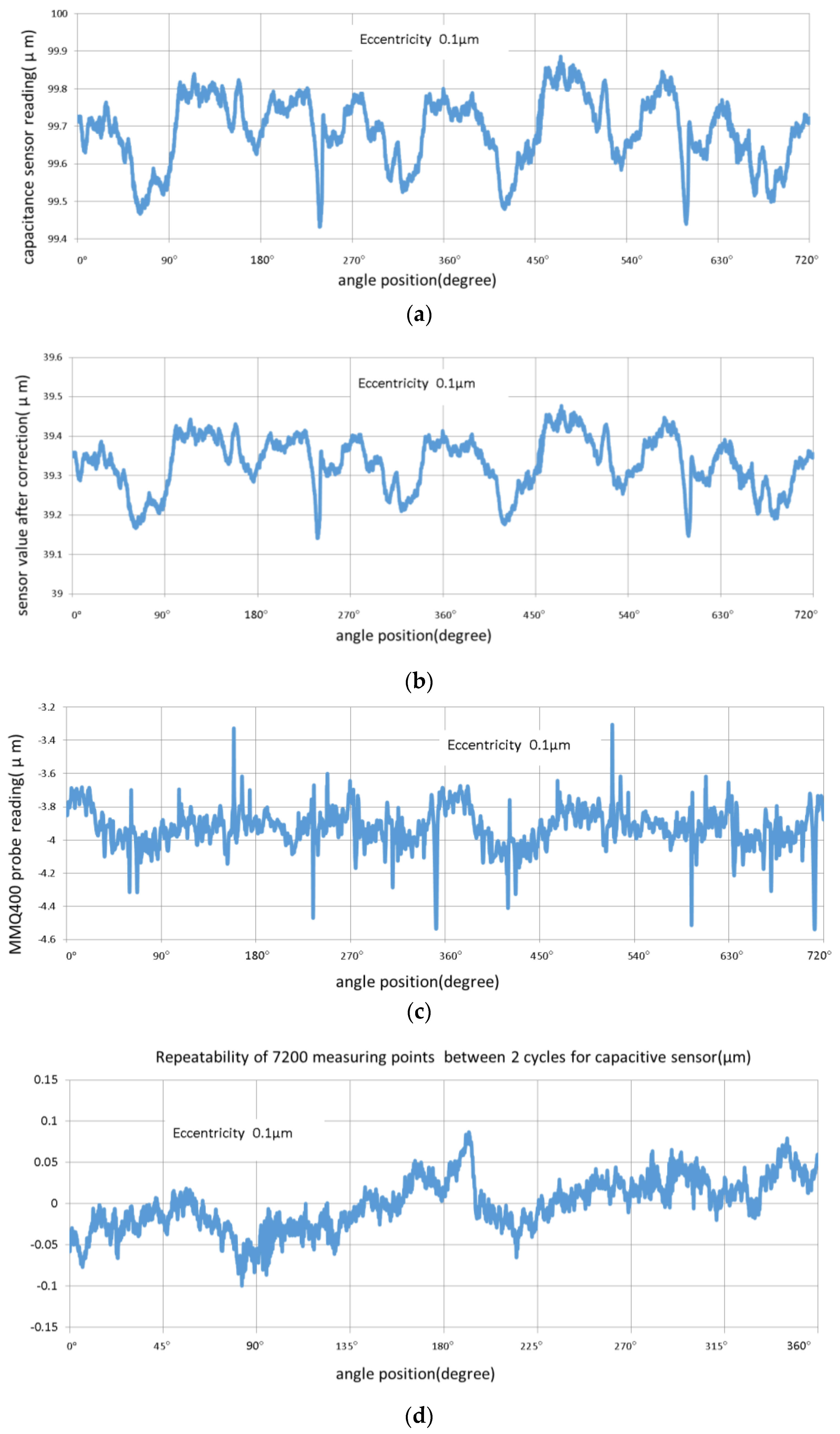
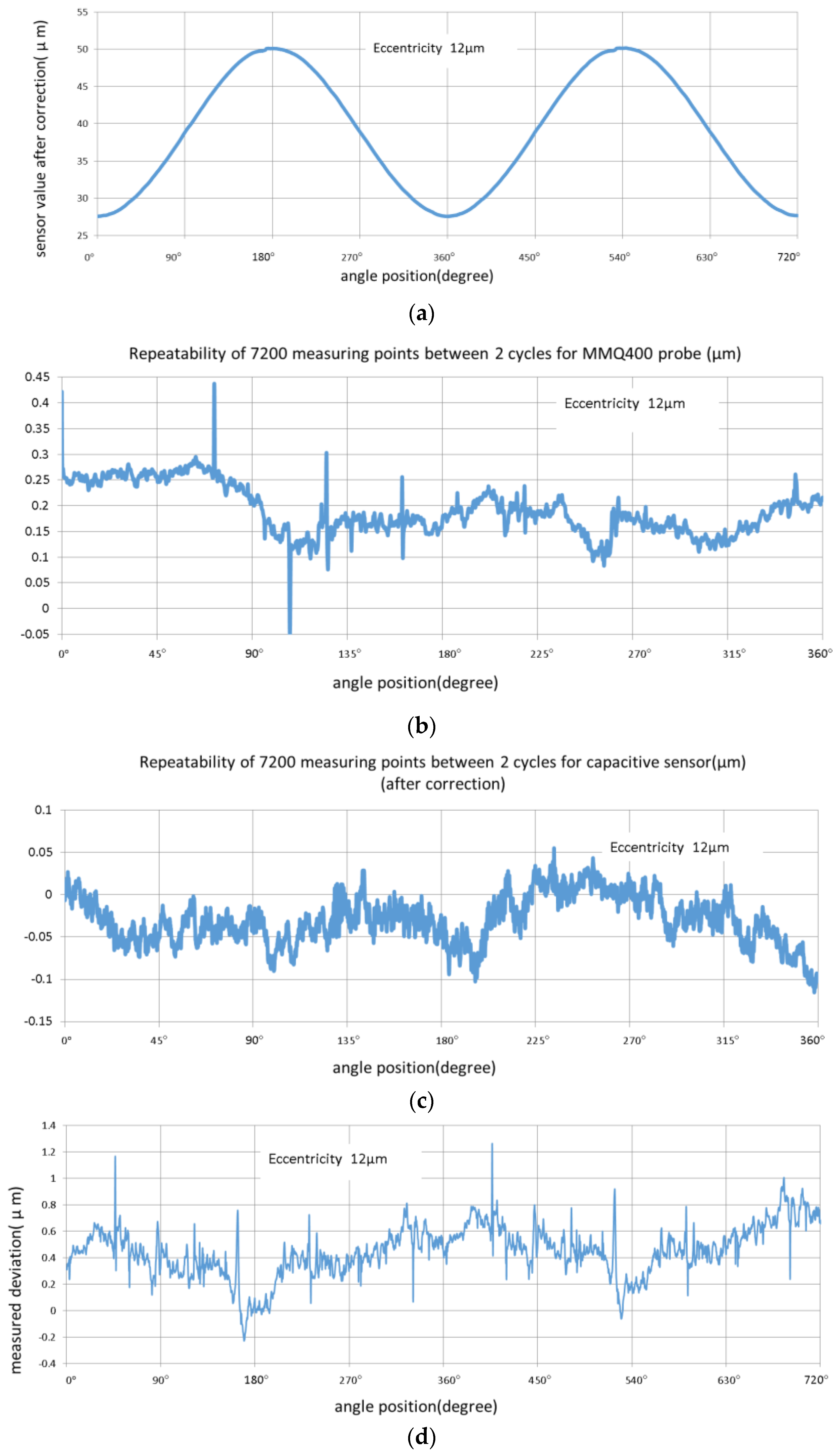
Centric measurement with no changes of eccentricity and tilt can reflect the quantitative characteristics of two kinds of probe, and the uncertainty level of probes is shown in
Figure 9.
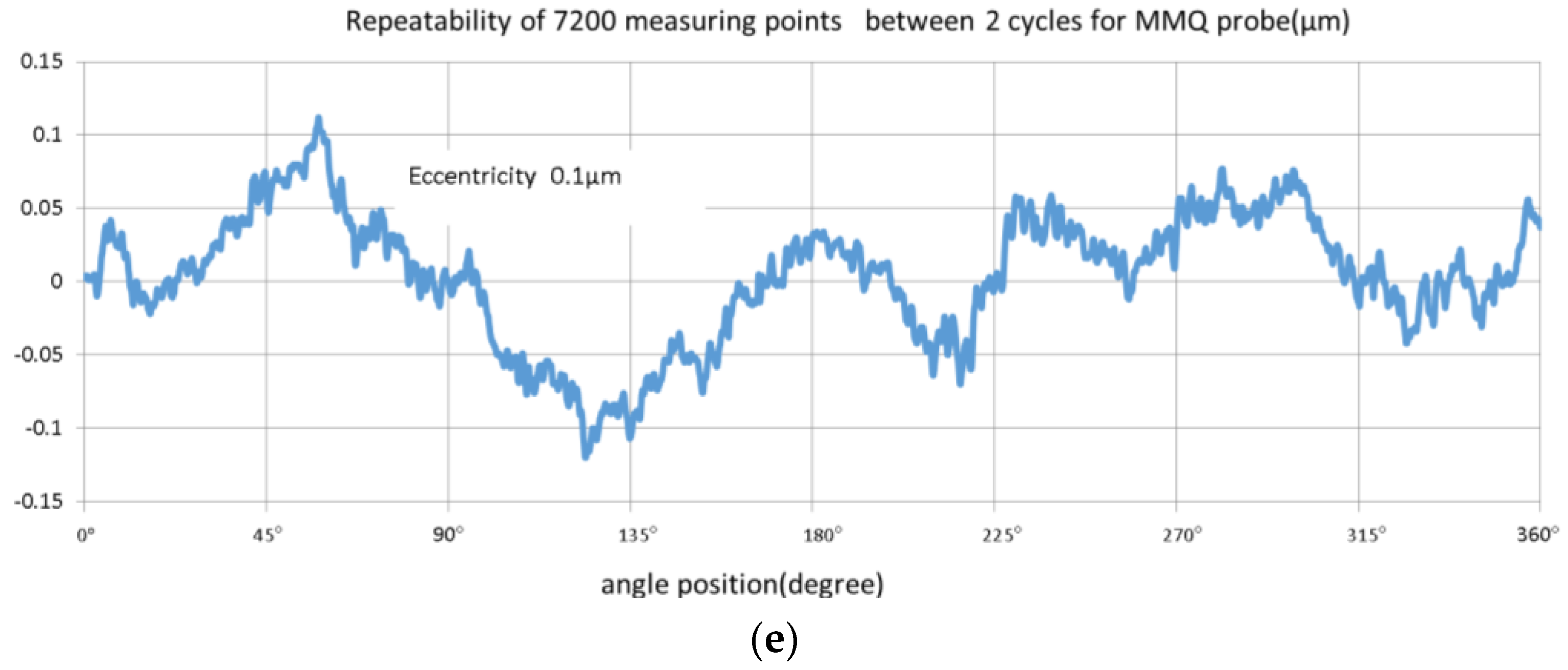
Every point of centric measurement in every cycle from one of the two probes is sampled under the repeatability condition on similar objects for each of the angles. Repeatability of probes is addressed with two cycles of 7200 points, the difference between the two cycles is addressed to eliminate the influence of shape errors, and repeatability is calculated by max-min not max(absolute values) from d and e. The evaluation of the repeatability like this is for focusing on characteristics of the two probes. If a repeatability of shape measurement is required, more sweep of measurement is needed.
Repeatability of the test for the MMQ probe was approximately 0.24 μm (a sample with a smaller cycle drift was selected as the result, and MMQ probe drift caused a repeatability error of 0.33 μm or larger), which exceeded 0.15 μm, the specification of the MMQ400 Probe/T20w. Based on the square root of the sum of squares method, 0.242 − 0.152 = 0.192, the measurement was associated with an uncertainty of at least 0.19 μm. Repeatability for the capacitive sensor was approximately 0.18 μm, which implied that the sensor was good after removing the 0.19 μm uncertainty. It was less than 0.01 μm as per the specifications of the Micro-Epsilon capacitive sensor. At the same time, spherical measurement exhibited ideal shape measuring precision using a capacitive sensor under centric measurement.
3.3. Eccentric Measurement
The eccentric measurement compared the two kinds of probe measuring instruments with the actual characteristic of the eccentric spherical (aspherical), and we discuss the capacitance probe measurement uncertainty characteristic of an aspheric surface. With respect to the capacitance probe average effect, two different error compensation methods and comparison based on application and error characteristics are discussed. For these purposes, and to simplify the process of experimental comparison, a steel ball with a diameter of 20 mm, and eccentric measurement choice of eccentricity 12 μm and 37 μm were used.
A comparison of the two 12 μm eccentric spherical measurements shown in
Figure 10, showed that no special change was observed in their repeatability. However, the MMQ probe’s high frequency (spatial frequency, the same below) repeatability was worse, which could be attributed to the sampling synchronization error. The result indicated the obvious influence of the high frequency signal, and conformed to the characteristics of the two kinds of measuring probes. When the influence of the high frequency signal was removed, the deviation values were found to be approximately 0.6 μm. Nonlinear compensation effects were observed at the 180° position owing to the deviation of the building coefficient curve, and when this factor was removed, the deviation was approximately 0.4 μm. When considering the MMQ probe measurement repeatability, the form measurement results of the two kinds of head agreed. Therefore, there was no obvious eccentric spherical shape error using the capacitance sensor.
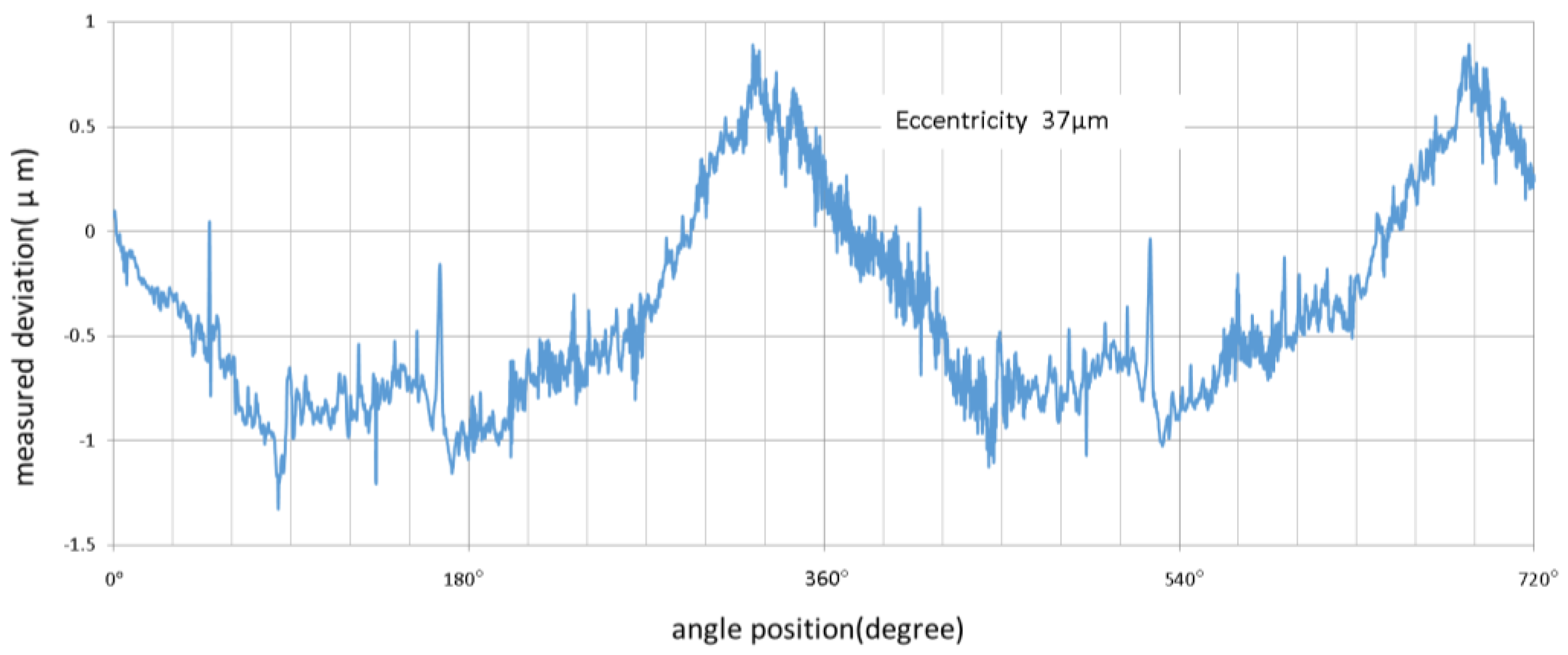
From
Figure 11, it was observed that for the measurement and comparison of the 37 μm eccentricity, the shape deviation was more than 2 μm. There was a large deviation between the high-end and low-end of the measuring range. This shows the lack of a wide measuring range with nonlinear compensation for the capacitive sensor.
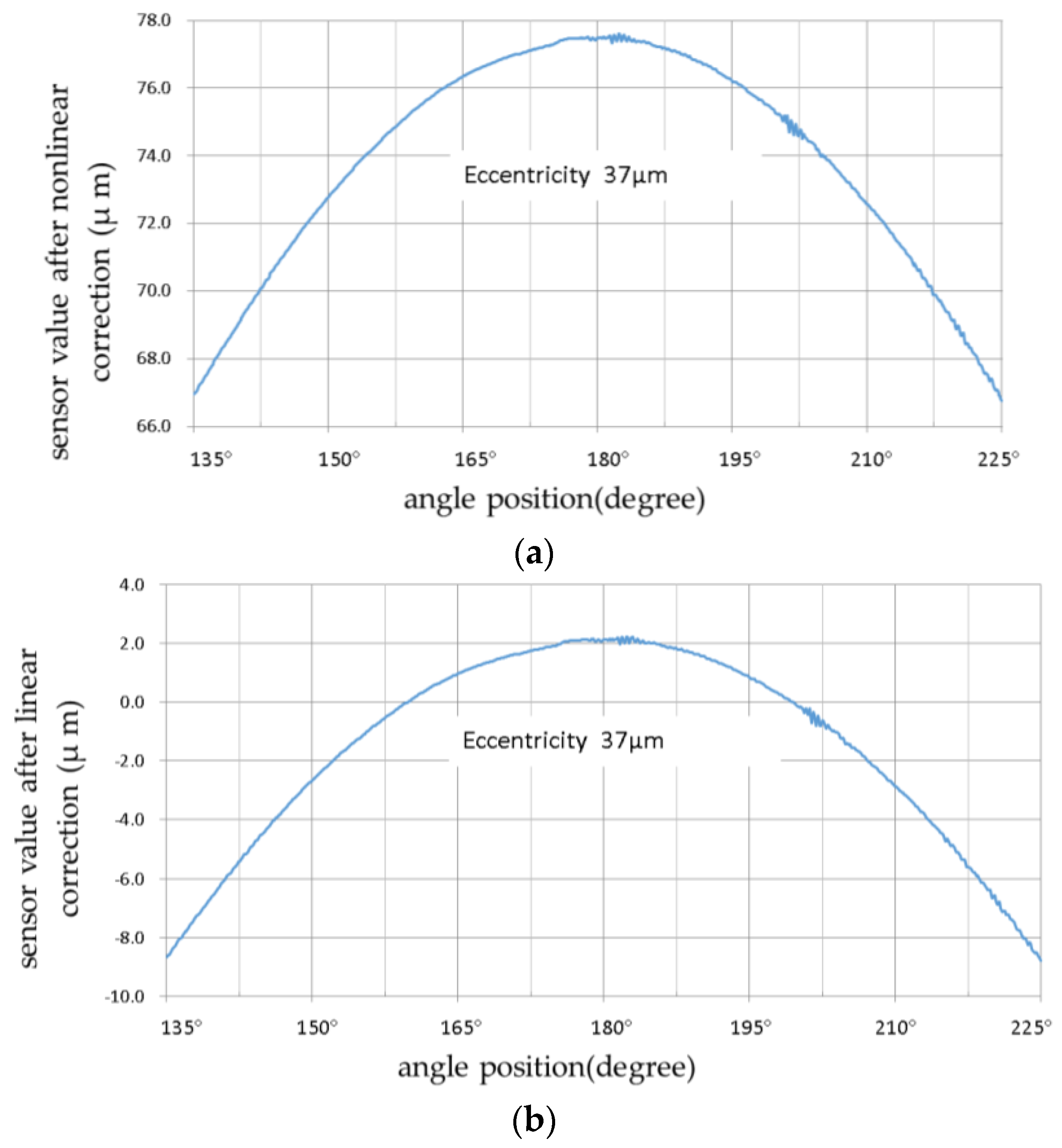
Figure 12 shows the results of the application of a small measuring range with linear compensation for the given capacitive sensor for the same 37 μm eccentric measurement when compared with the above-mentioned results.
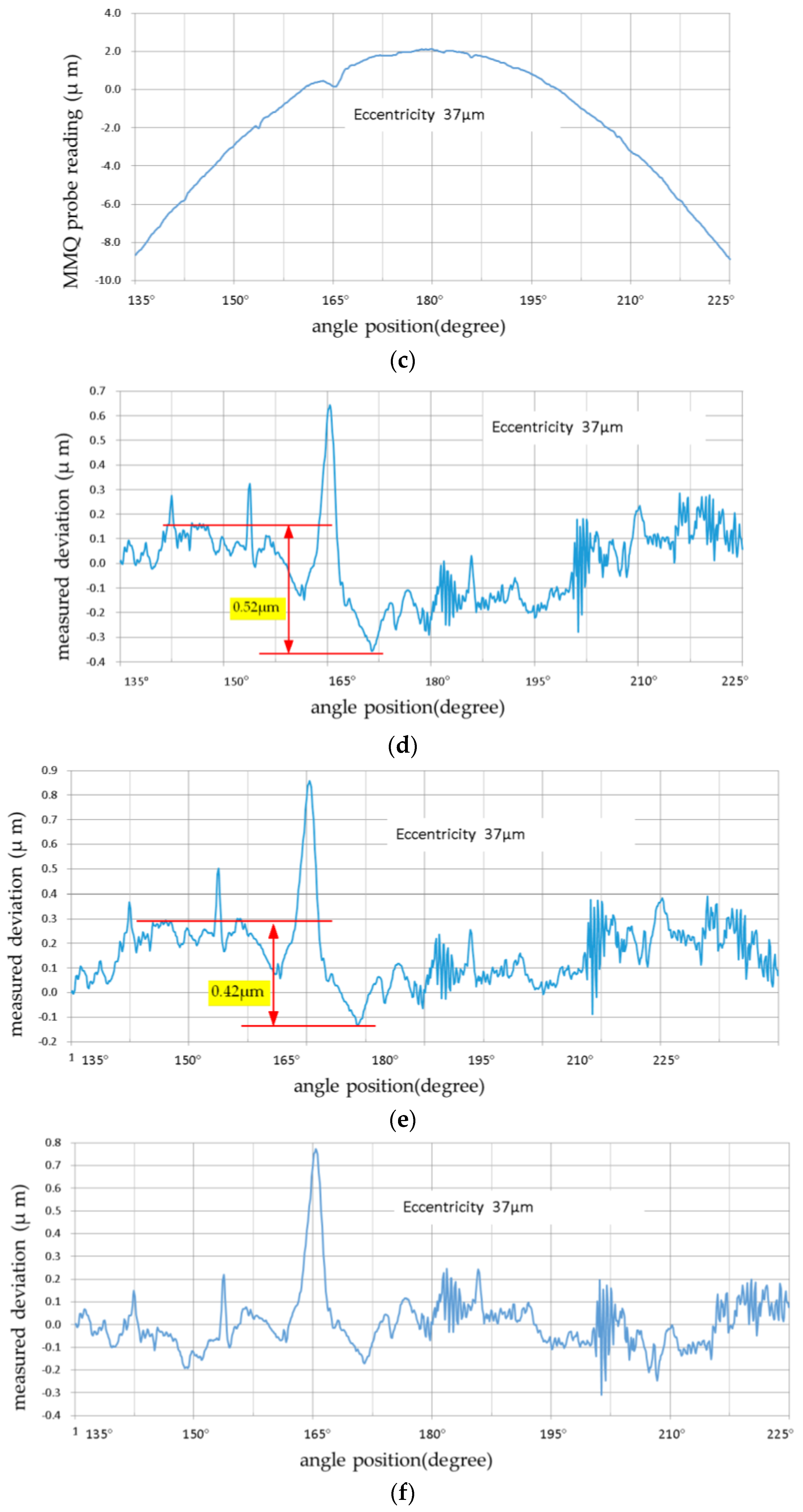
Figure 12 displays the eccentricity 37 μm measurement results with both nonlinear and linear correction. A comparison of the results showed their different characteristics. In the 10 μm measuring range, both nonlinear correction and linear correction exhibited good compensation accuracy, but linear compensation accuracy was much higher when using three points.
The linear compensation deviation of
Figure 12e was much smaller than the nonlinear compensation deviation of
Figure 12d. This demonstrates the practical significance of improving the compensation accuracy. The improvement was more obvious at two positions, near 135° and 180°. This suggests that linear compensation performed using three or more calibration measurement points (narrow linear compensation scope) can improve compensation accuracy (
Figure 12f). Linear compensation was suitable for small range measurement application of the capacitance probe, and made it easy to obtain higher accuracy compensation. As shown in
Figure 7, when the capacitance sensor was working at a distance greater than 30 μm, the measurement error caused by the average effect had an approximately linear relationship with the displacement, and the linearity increased with smaller displacement intervals. This feature provides a convenient way to improve the compensation accuracy of the average effect, and improves the possibility of achieving ultra-precision aspherical measurement applications of capacitance probes.
Removing the influence of the high frequency signal (
Figure 12f) decreased the deviation to approximately 0.3 μm, which was close to the MMQ probe repeatability accuracy under the reasonable deviation caused by the sampling difference between the ϕ2.6 active measuring area of capacitance sensor, and the sphere of the contact probe. This implies that the capacitive probe at a small working range could obtain good measuring precision. From observing
Figure 12d–f, between 135° and 225° (two measuring positions with the biggest tilting difference) the relative deviation was found to be less than 0.1 μm. This suggests that the influence of the measurement tilting was small and consistent with the analysis results obtained in
Section 2.2. Therefore, we conclude that there was no obvious eccentric spherical shape error using the capacitance probe. The two probes showed significant difference in the high frequency signal end. While the capacitance probe was suitable for form measurement, the special capacitance probe was found to be better for roughness measurement [
17].
From the above-mentioned results, we conclude that the capacitance probe can be used for eccentric spherical measurements, and good accuracy of shape measurement can be obtained by selecting the appropriate working distance, using a small measuring range, and implementing error compensation of average effect. Thus, from an aspherical shape (low frequency) measurement perspective, capacitance probes may be a good choice for a non-contact precision measuring scheme with an uncertainty close to the measurement repeatability of the capacitance sensors.

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}