1. Introduction
Carbon nanotubes (CNTs) have drawn a lot of interest over the last decade due to their unique and excellent electrical properties. These superior attributes make CNTs promising candidates for on-chip and off-chip interconnects [
1,
2]. Recently, there have been many on-going research efforts to develop carbon nanotube-based devices and photodectectors. To realize and broaden these application prospects, plenty of CNT-based materials need to be classified and selected by measuring their electrical attributes through the use of vision-based micro- and nanorobotic systems. However, such characterization procedures remain challenging, because it is extremely difficult to achieve delicate and precise manipulation of CNTs, due to their tiny nanoscaled sizes. Manual nanomanipulation via joysticks is typically applied to control a nanorobotic system to complete these tasks. Such manual operation is time-consuming, inefficient and skill dependent, and the measurement results vary significantly due to poor reproducibility and inconsistency between operators. There is also a steep learning curve, so operators need to undergo a trial-error process to gain skills to avoid damaging either the CNT samples or the fragile end effectors. To address such issues, automated manipulation and measurement tasks that are enabled by visual tracking and servoing techniques are strongly required to achieve more consistent and reliable results as well as batch operation of CNTs.
Research endeavors have been made to achieve semi-automated and fully-automated nanomanipulation inside an SEM to perform precise manipulation and measurement tasks. A high-throughput non-embedded single cell cutting task based on SEM imaging has been performed automatically [
3,
4,
5]. In addition, a dedicated dual-probe setup inside SEM can perform automatically complex alignment sequences to reliably pick-up and release sequences of individual colloidal particles (CPs); this technique is highly promising for complex photonic and/or plasmonic structures consisting of individually sorted CPs with synergistic properties [
6,
7]. Similarly, automated placement of individual silicon nanowires could be used on a micro electromechanical system device to investigate its nanowires’ electromechanical properties [
8]. Fatikow et. al, presented an automated nanohandling workstation for mechanical characterization of nanotubes by measuring Young’s modulus of multiwalled carbon nanotubes (MWCNTs) [
9]. Gong et.al implemented visual tracking and servoing control of nanoprobes to perform robust and precise nanoprobing tasks on integrated circuits (IC) [
10].
Besides the one or two end-effector nanomanipulation systems mentioned above, increasingly complicated nanomanipulation tasks inside a SEM with multi-manipulators [
11,
12,
13] require an operator to simultaneously manipulate more (more than two) joysticks and/or keypads. Such operations pose practical barriers, because it is difficult to synchronize the control of two manipulators using two hands. Under such circumstances, Yang et al., demonstrated a path planning method to achieve collaborative operation of four nanoprobes under both low and high magnification conditions [
14]. In another study, four-point probe measurement of individual nanowires was automatically performed via SEM visual feedback [
15].
In regard to target recognition and positioning, template matching [
16,
17] is a popularly applied visual tracking algorithm for object detection and tracking because of its great applicability. Yet, one major disadvantage of this algorithm is its high computational cost, which results in low update rates using conventional software-based systems. To solve this problem, an advanced method for high-speed template matching based on field programmable gate arrays (FPGA) has been proposed [
18,
19]. For collaborative operation tasks using multi-manipulators, the sum-of-squared differences (SSDs) algorithm is employed to automatically and simultaneously track four probe tips [
15]. Height control is also required to accurately position the delicate nanomanipulation tools but is difficult to achieve due to the lack of Z-direction depth information. To date, a common method of vision-based contact detection has been developed by monitoring the phenomenon that a downward-moving probe slides on the surface of the substrate after contact [
8,
15,
20]. This method has been applied in the detection of the contact between the probe and the nanoparticles [
6,
7]. However, this contact detection method could cause specimen damage during delicate operations; therefore, a non-contact detection method based on 3D imaging formation has been studied. The 3D images were generated by tilting an electron beam, followed by a stereo algorithm based on a biologically motivated energy model [
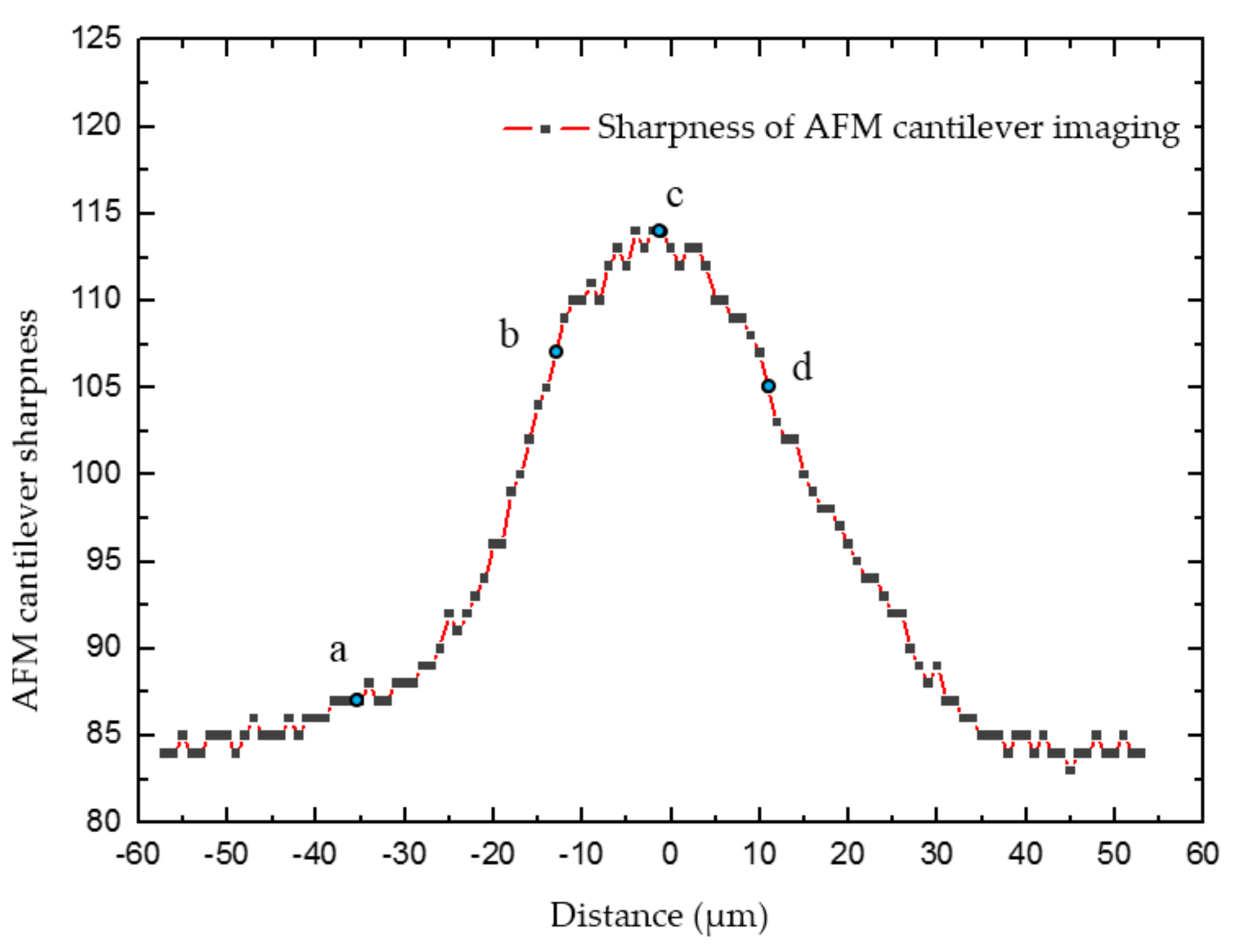
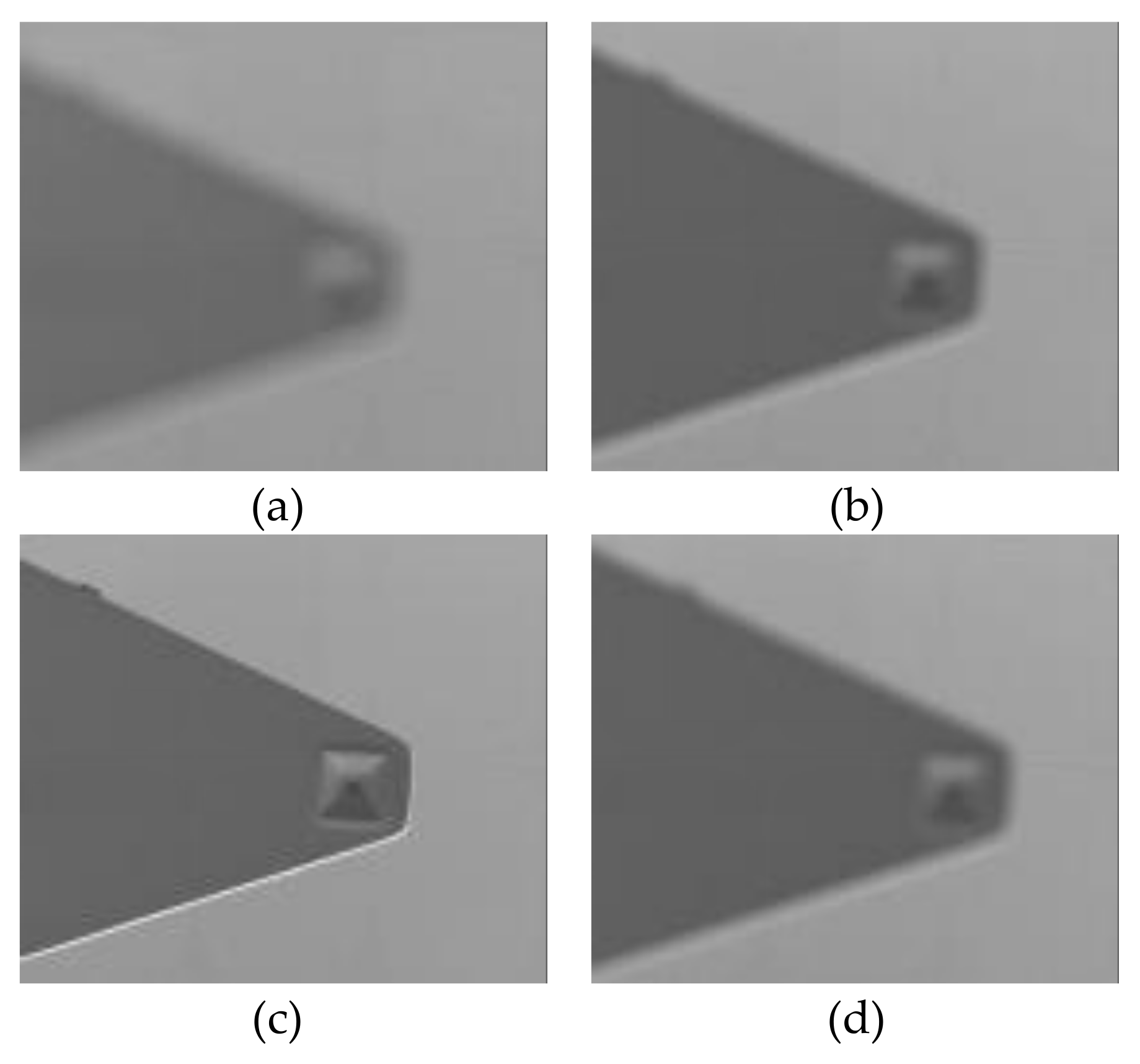
21]. Otherwise, objects positioned in the Z-direction can be estimated by image sharpness [
22,
23].
In this paper, we demonstrate a vision-based nanomanipulation system with two Atomic Force Microscope (AFM) cantilevers as the end effectors to perform electrical characterization of carbon nanotubes in a closed-loop control manner. The XY-positions of AFM cantilevers and CNTs are precisely measured via a series of image processing operations. A coarse-to-fine positioning strategy in the Z-direction is applied by the combination of a sharpness-based depth estimation method and a contact-detection method. The use of nanorobotic magnification-regulated speed adapting for automated centering operation of end-effectors is enabled to aid in improving working efficiency and reliability. In addition, we propose automated alignment of manipulator axes by visual tracking the movement trajectory of the end effector. The experiments for automated measurement electrical properties of an individual CNT are performed to validate the effectiveness the proposed algorithms as well as the feasibility of the developed system.
2. Automated Nanomanipulation System and Strategy
2.1. Nanomanipulation System
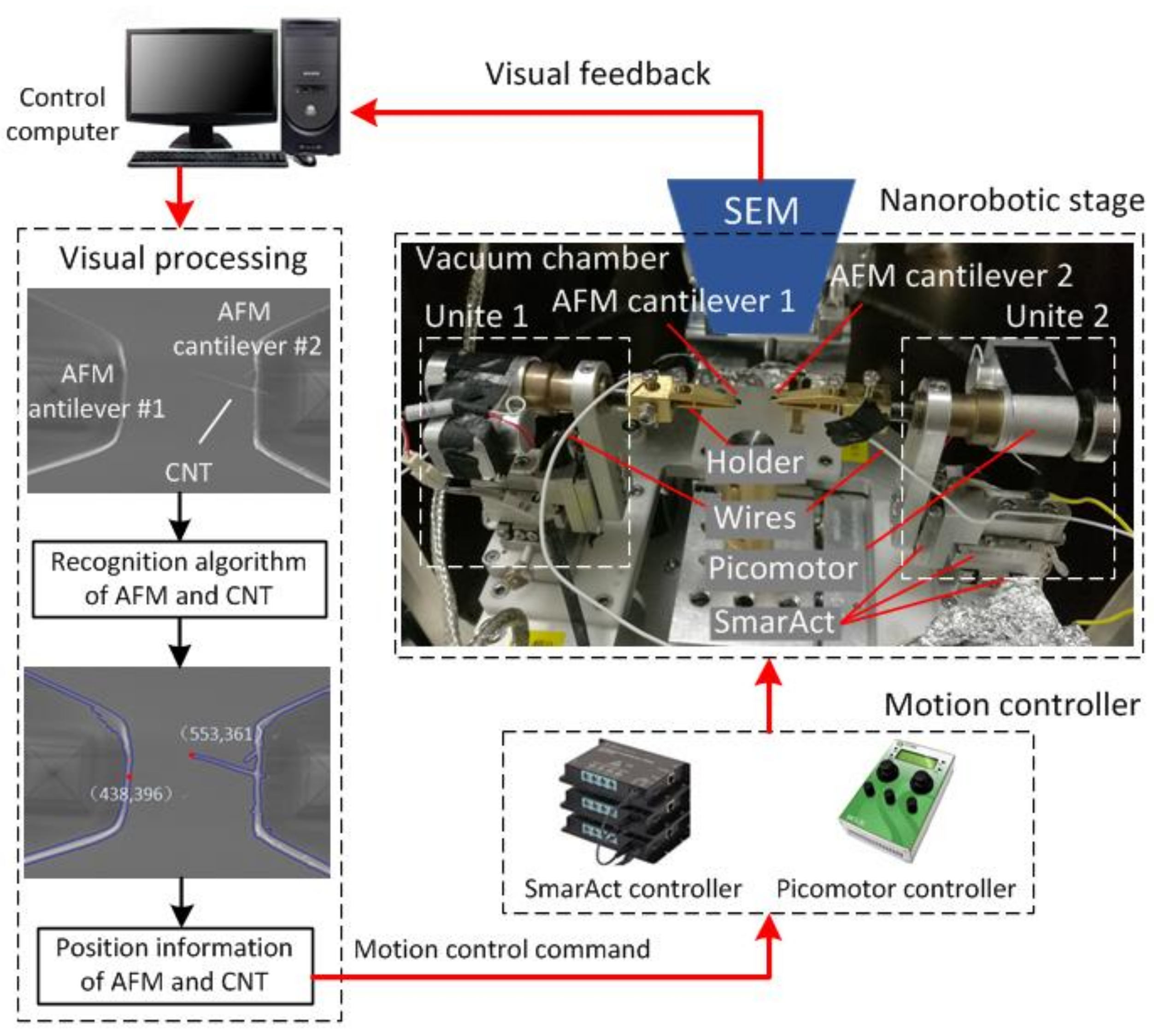
The nanorobotic manipulation hardware system and the proposed vision-based control scheme are illustrated in
Figure 1. This system consists of two nanomanipulator units installed on the specimen stage of an SEM (Merlin Compact, Zeiss, Oberkochen, Germany), two types of piezo motor drivers, an imaging-based guidance system, and a PC. The two nanomanipulator units share the same configuration with 4 degrees-of-freedom (DoFs). Each unit was assembled using three nanomanipulators (SLC-1720, SmarAct, Oldenburg, Germany) to execute linear motions along the X, Y and Z-directions (Size: 22
17
8.5
, travel range: 12 mm, resolution: <1 nm). Another Picomotor (8301-UHV, New Focus Inc., San Jose, CA, USA) was employed and assembled as a rotation actuator to drive the end-effector to rotate along the X axis (Size: 63.5
32.2
56.5
, rotate range: 360-degree, resolution: <1 micro-rad). Two standard silicon nitride AFM cantilevers were respectively attached on the two nanomanipulation units to work as the end effectors. These two cantilevers were utilized to perform the pick-and-place and soldering operations with the EBID technique to assemble a CNT sample, and a CNT adhered to one of two contilevers needed to be measured. Two measuring electrodes (wires) were respectively connected to the two holders of the end effectors to characterize the electrical properties of the CNTs.
The nanorobotic manipulators were controlled by a control PC through controllers (MCS-3D, SmarAct, Oldenburg, Germany and Model 8758, New Focus, CA, USA) to drive the two different types of piezo motors, respectively. The motion control commands for the nanorobot were determined by means of visual feedback based on SEM imaging. The position information of the AFM cantilevers and the CNT tip was detected via the proposed visual detection algorithm and then was sent to controllers to realize closed-loop control in real time.
2.2. Overall Strategy of Automated Nanomanipulation
The human operator used joysticks to move the two AFM cantilevers to the field of view (FOV) and then utilized a rotary knob to adjust SEM magnification. When both AFM cantilever tips could be detected in the same FOV with a reasonable magnification, this manual operation process was ended and automated nanomanipulation based on vision feedback commenced.
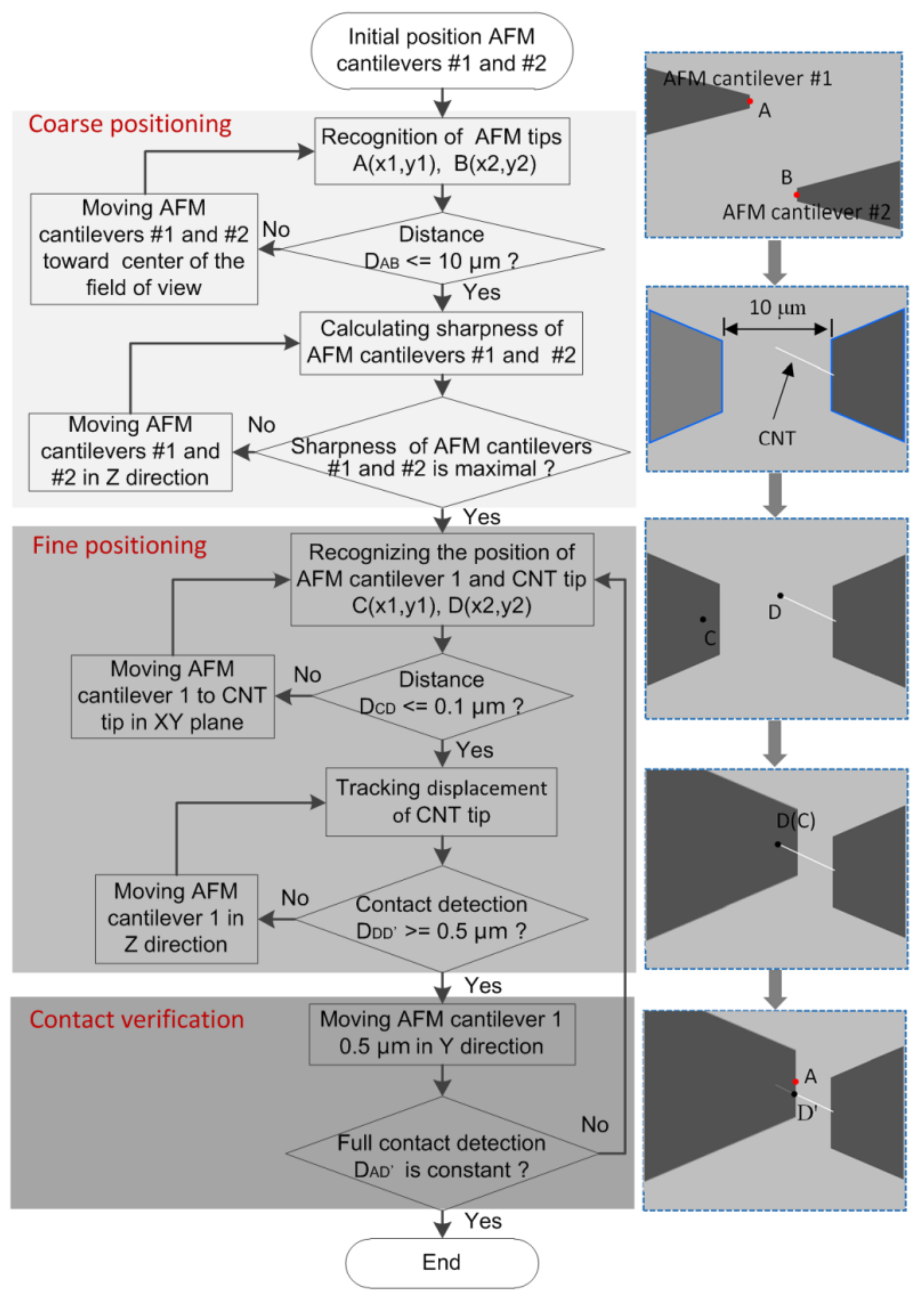
Because nanomanipulation under a SEM can be precisely performed at a high magnification of at least 3000×, end effectors (AFM cantilevers) needed to be gradually moved to the FOV from a low magnification to a high magnification. However, the process was time consuming, because the operator needed to manually switch the positioner’s speed many times to suit the increasing SEM magnification. Considering this issue, we proposed an efficient coarse-to-fine positioning strategy to automatically characterize the electrical properties of nanotubes. The detailed steps of the automated nanomanipulation process are illustrated in
Figure 2.
(1) Coarse positioning stage
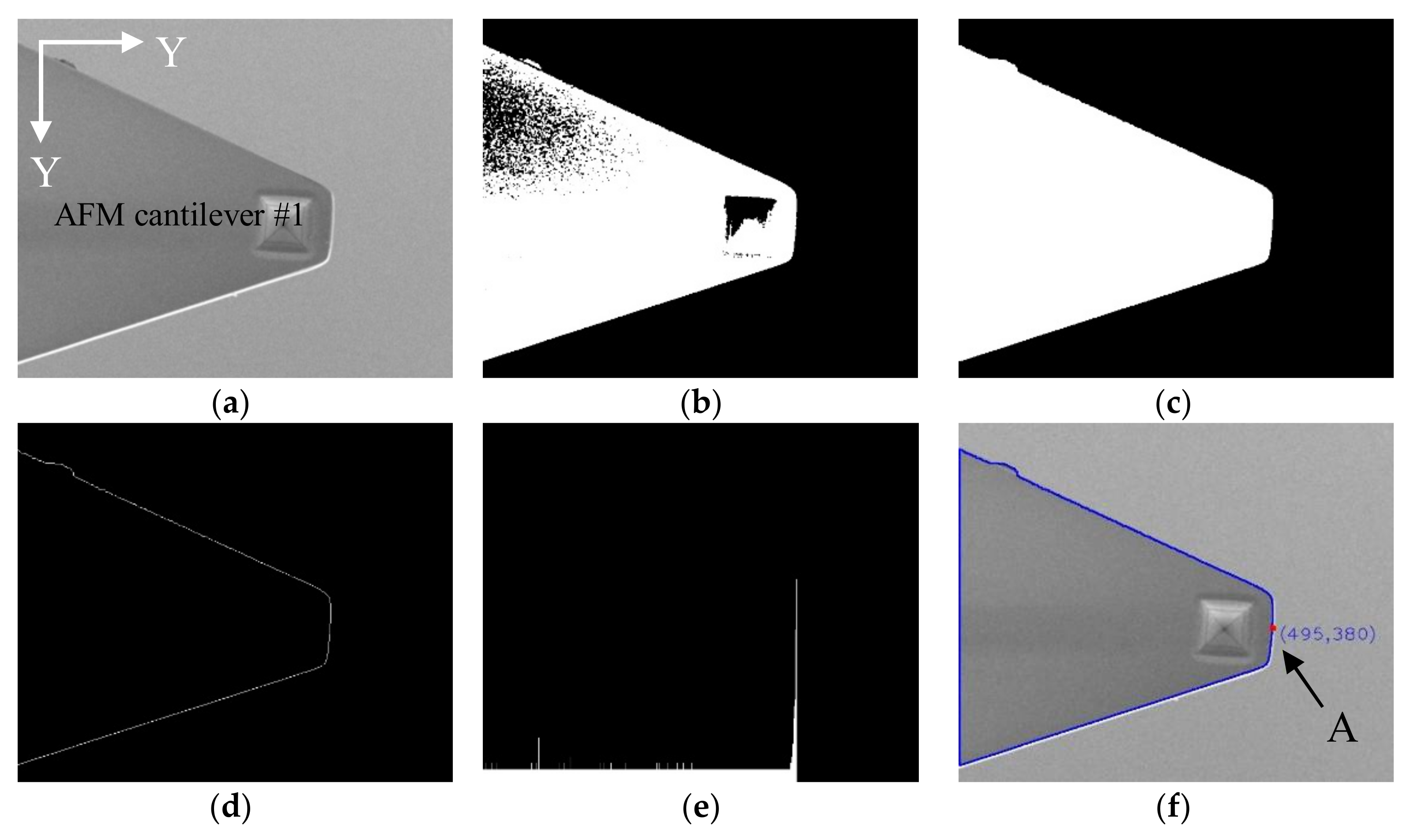
For positioning in the XY-plane, the two AFM cantilevers were automatically controlled to move toward the FOV center by visually tracking their tip positions. During the process, the motion speeds of the two AFM cantilevers were decreased with the increase in SEM magnification. When the distance between the center points of the tip positions, denoted as points A and B in
Figure 2, decreased to about 10 µm, the coarse positioning was complete.
For positioning in the Z-direction, an approach for sharpness-based depth estimation was developed. The basic idea of this approach was to measure the sharpness of the target object in an image while an observed object was moved in the Z-direction. By tracking the changes in the two cantilevers’ imaging sharpness values, their relative positions in the Z-direction could be roughly estimated.
(2) Fine positioning stage
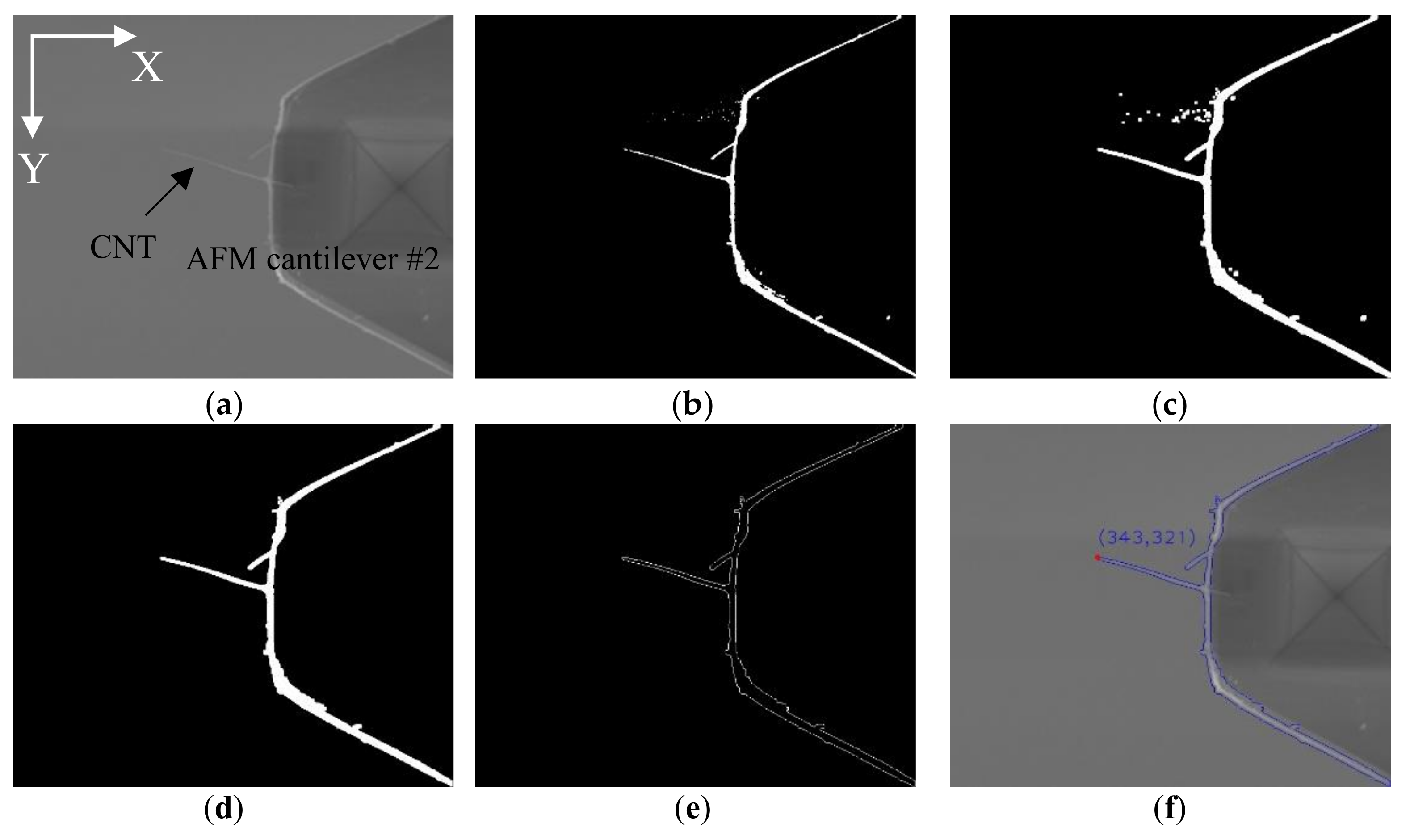
After completing coarse positioning, the individual CNT soldered onto AFM cantilever #2 could be recognized and localized by image processing. AFM cantilever #1 was visually detected and controlled in the XY-plane to approach the CNT tip from underneath. After point C on AFM #1 coincided with the CNT tip (point D), AFM cantilever #1 was driven along the Z-direction at a low speed to contact the CNT. When AFM cantilever #1 moved close to the CNT, the CNT abruptly deflected downward and adhered on the surface of AFM cantilever #1. This happens due to the increased van der Waals forces between them, and the downwards deflection can be easily detected based on vision feedback. According to this phenomenon, AFM cantilever #1 could be precisely positioned to complete the contact along the Z-direction.
(3) Contact verification
In order to ensure the complete and stable contact, the system automatically monitored whether the contact point (point D’) between AFM cantilever #1 and the CNT was constant. After completing stable contact, the CNT needed to be soldered and fixed on AFM cantilever #1 by electron-beam include deposition (EBID). When the above-mentioned steps were complete, the CNT could be sandwiched between two electrodes of a semiconductor characterization device for further measurement.
4. Experiments and Discussion
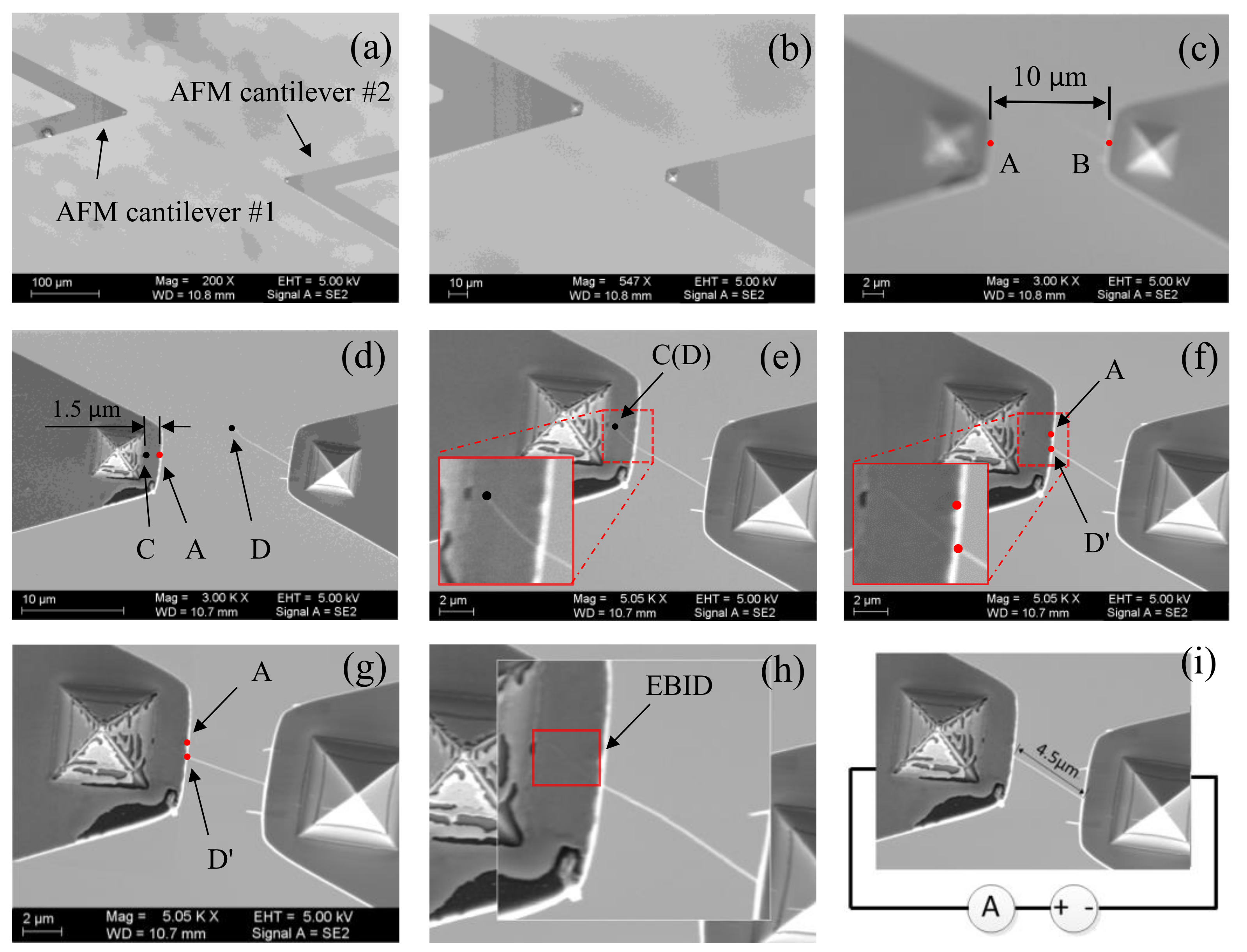
In order to verify the feasibility of the above-presented methods, an automated nanomanipulation experiment was implemented to perform electrical characterization of individual CNT based on visual feedback. The operational workflow is illustrated in
Figure 12.
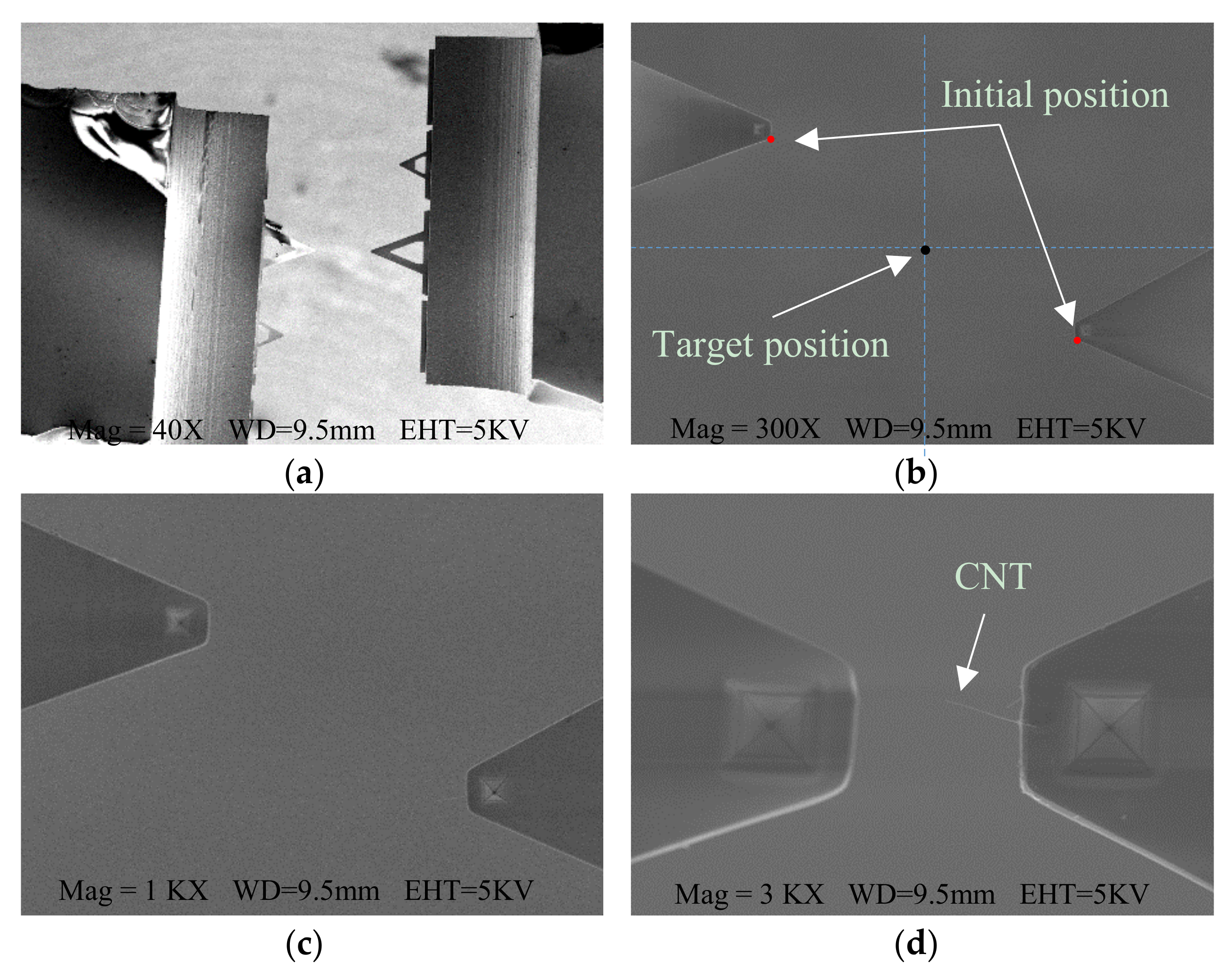
The two manipulators were firstly controlled to move AFM cantilever #1 and AFM cantilever #2 into the SEM FOV under a low magnification of 300× in a manual control manner, as shown in
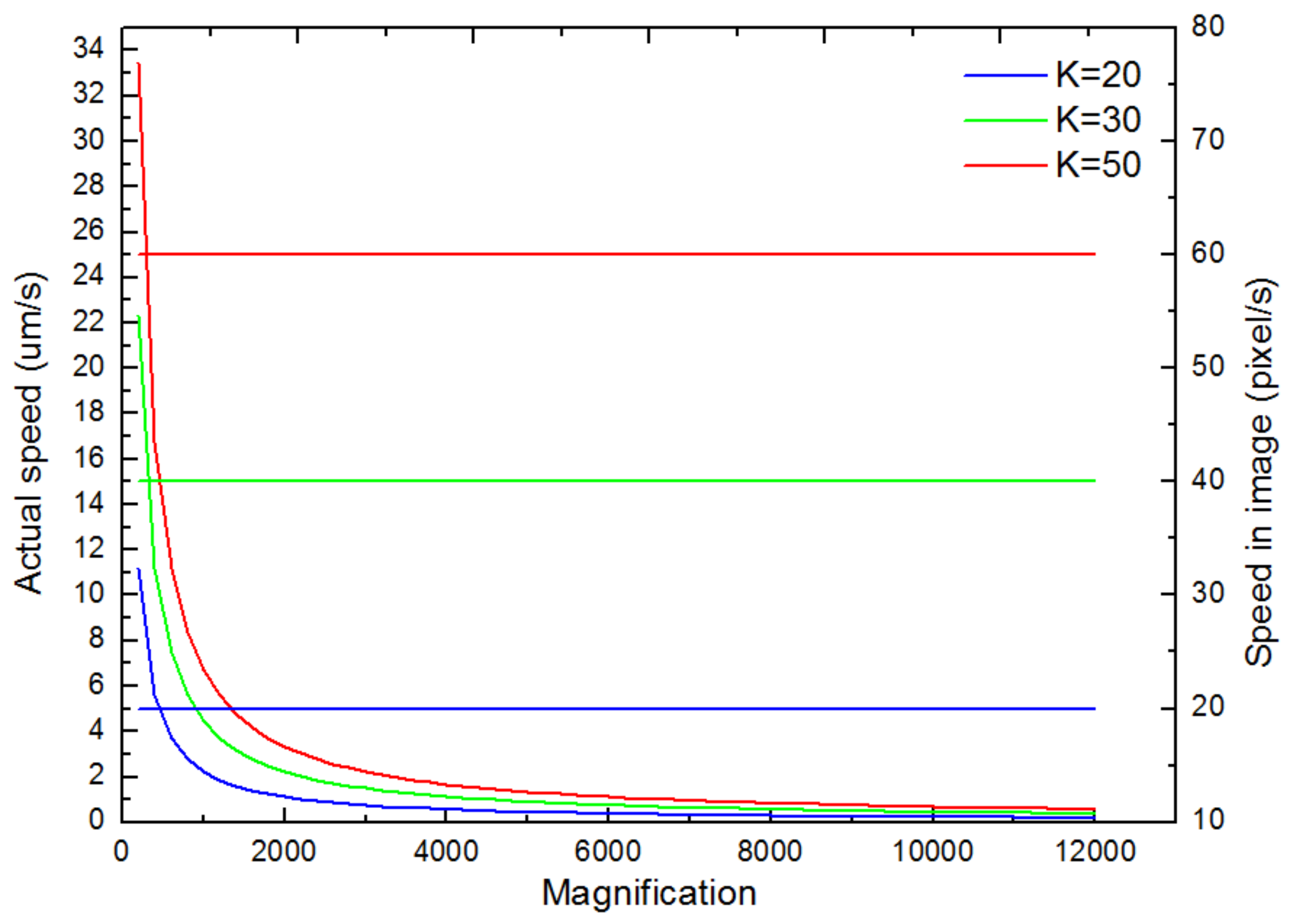
Figure 12a. By comparing the barycenter locations of the both AFM cantilevers contours, they were distinguished from each other. As the SEM magnification increased, the proposed visual feedback control, based on the magnification-regulated speed adapting approach proposed in
Section 3.3, was implemented to automatically move the two manipulators towards the FOV center. Once the distance between the two AFM cantilever tips was 10 μm, the CNT tip could be accurately recognized at a magnification of around 3000×, as shown in
Figure 12b,c. Then, both AFM cantilevers stopped moving, and the automated centering operation took about 18 s. Next, both cantilevers were placed in the focal plane based on the proposed sharpness-based depth estimation method, followed by moving AFM cantilever #1 downward 3μm along the Z-direction. This ensured that the used CNT was vertically above the AFM cantilever #1 for further contact detection, as shown in
Figure 12d. This procedure applied coarse positioning and took less than 25 s.
To complete the contact detection between AFM cantilever #1 and the CNT, AFM cantilever #1 was visually controlled in the XY-plane to approach the CNT tip from underneath, until point C coincided with the CNT tip (point D), as shown in
Figure 12e. This process took 5 s. Point C was selected on the left of point A with a distance of 1.5 μm to ensure an overlapping length of more than 1 μm between AFM cantilever #1 and the CNT. Then, AFM cantilever #1 was moved at a constant Z-direction speed of 100 nm/s to approach the CNT, taking about 45 s. During this ascending process, the visual system did not acquire or monitor the actual vertical distance between AFM cantilever #1 and the CNT in real-time. When AFM cantilever #1 moved close to the CNT at a distance of around 1.5 μm, the free end of the CNT abruptly deflected downward and adhered on the surface of AFM cantilever #1. This happened because of the van der Waals forces between AFM cantilever #1 and the CNT and caused the CNT tip (point D) to contact point D’, as shown in
Figure 12f. According to this phenomenon, visually tracking the CNT’s tip position can estimate the contact state between AFM cantilever #1 and the CNT. Until the displacement (D
DD’) between point D and point D’ surpassed a threshold value (~0.5 μm), the Z-direction movement of AFM cantilever #1 was halted.
To ensure complete and stable contact, AFM cantilever #1 was controlled to move 0.5 μm along the Y direction, as shown in
Figure 12g. If the relative position between point A and point D’ was constant, their contact status could be determined as stable. On the contrary, if their contact was not stable, the system would return to the position of AFM cantilever #1 and the CNT in the XY-plane and perform the contact detection in the Z-direction again. After completing stable contact, as shown in
Figure 12h, the CNT needed to be soldered and fixed on AFM cantilever #1 by electron-beam include deposition (EBID) [
25]. This soldering contributed to reducing the contact resistance between AFM cantilever #1 and the CNT dramatically. Finally, a semiconductor characterization system (Keithley 4200-SCS, Tektronix, OH, USA) was connected to the two AFM cantilevers for measuring the CNT’s electrical conductivity, as shown in
Figure 12i.
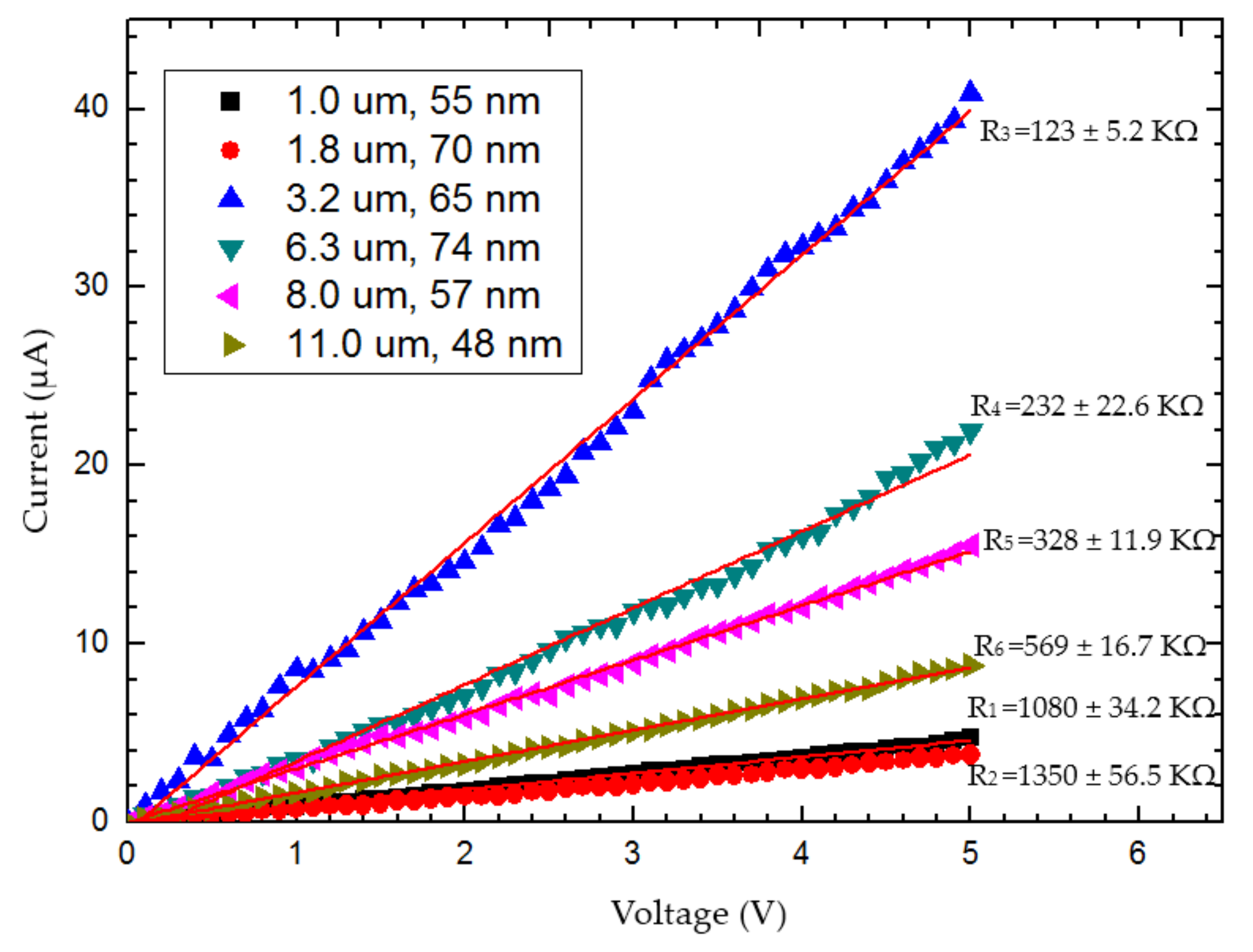
To quantify the repeatability of the above proposed technique, the entire automation contact procedure of the CNT was tried 30 times on six prepared CNTs that adhered to AFM cantilevers; the CNTs varied in protruding orientation, length (1–11 μm) and diameter (48–74 nm), thus representing different circumstances of automatic manipulation in terms of orientation and flexibility. For each of the six CNTs, the contact procedure was attempted five times on the CNT before the final EBID soldering. Each time after AFM cantilever #1 contacted the CNT from below and was ready for EBID, it was retracted and brought to a different starting XYZ position for the next trial. Once the fifth trial of contact operation had been accomplished, the CNT was fixed on AFM cantilever #1 by EBID-soldering, then electrified to measure its electrical characterization; the results of the six CNTs’ I-V data are shown in
Figure 13.
The system successfully completed 30 trials (process without EBID), resulting in a 100% repeatability that indicates the feasibility and reliability of the proposed methods in this paper. Assessment of the time taken for each trial showed that the shorter CNTs took more time (the 1 μm CNT took around 55 s) in regard to the CNT contact detection process than the longer CNTs (the 11 μm took cost around 35 s). In addition, the six CNTs’ resistance values can be calculated via their respective I-V data, and the results show that two of them (R
1 and R
2) were markedly greater than the other four CNTs resistance values, as shown in
Figure 13, which indicates that the measurement results of the shortest two CNTs included larger amounts of error. This issue may be related to the length of the CNTs. According to geometric features of AFM cantilevers and CNTs, the contact situations between AFM cantilever #1 and the CNTs were divided into two types: point (or extremely short lines) contact and linear contact. Point contact happened when only the CNT tip contacted AFM cantilever #1, whereas linear contact means that the overlapping portion between AFM cantilever #1 and the CNT was in full contact.
For the issues mentioned above, we speculate that longer CNTs are more likely to be drawn down and compliantly adhere to AFM cantilever #1 because of their greater flexibility. Hence, longer CNTs were more likely to show linear contact, and the contact occurred earlier, even though the distance between AFM cantilever #1 and the CNT in the Z-direction was still far. Conversely, shorter CNTs are more likely to show point contact and consume more time in the process of automatic contact detection. Compared with linear contact, point (or extremely short lines) contact generates a large contact resistance between AFM cantilever #1 and a CNT [
26]; this is why the shortest CNTs (the 1 μm CNT and the 1.8 μm CNT) had higher resistance values than the other four CNTs. In order to avoid the situation of point contact, a dynamic detection method has been proposed in the literature [
27,
28] that can recognize the two contact types and adjust point contact to linear contact automatically. Further research will involve the use of this method to solve the issue of CNT contact (this paper did not cover details of the method).
The CNT resistivity was determined by calculating the average value of the four resistivity values of CNT (linear contact) which was (1.19 ± 0.196) × Ω·m; the major error in this result resulted from the imprecise measurement of CNT length and diameter in the SEM image. The entire process of automated measurement took approximately 2 min on average (without considering the time for EBID), whereas a skilled human operation needs at least 8 min to observe the SEM imaging and adjust nanomanipulators. Compared with manual operation, automatically measuring the electrical characterization of a CNT is of great significance to nanorobotic techniques, because it not only saves time in the batch measurement of CNTs, but also reduces the operating difficulty and avoids undesired destruction of specimens and nanomanipulators due to man-made mistakes.


 ,
, 

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}












