Optimal Sub-Band Analysis Based on the Envelope Power Spectrum for Effective Fault Detection in Bearing under Variable, Low Speeds


Abstract
:1. Introduction
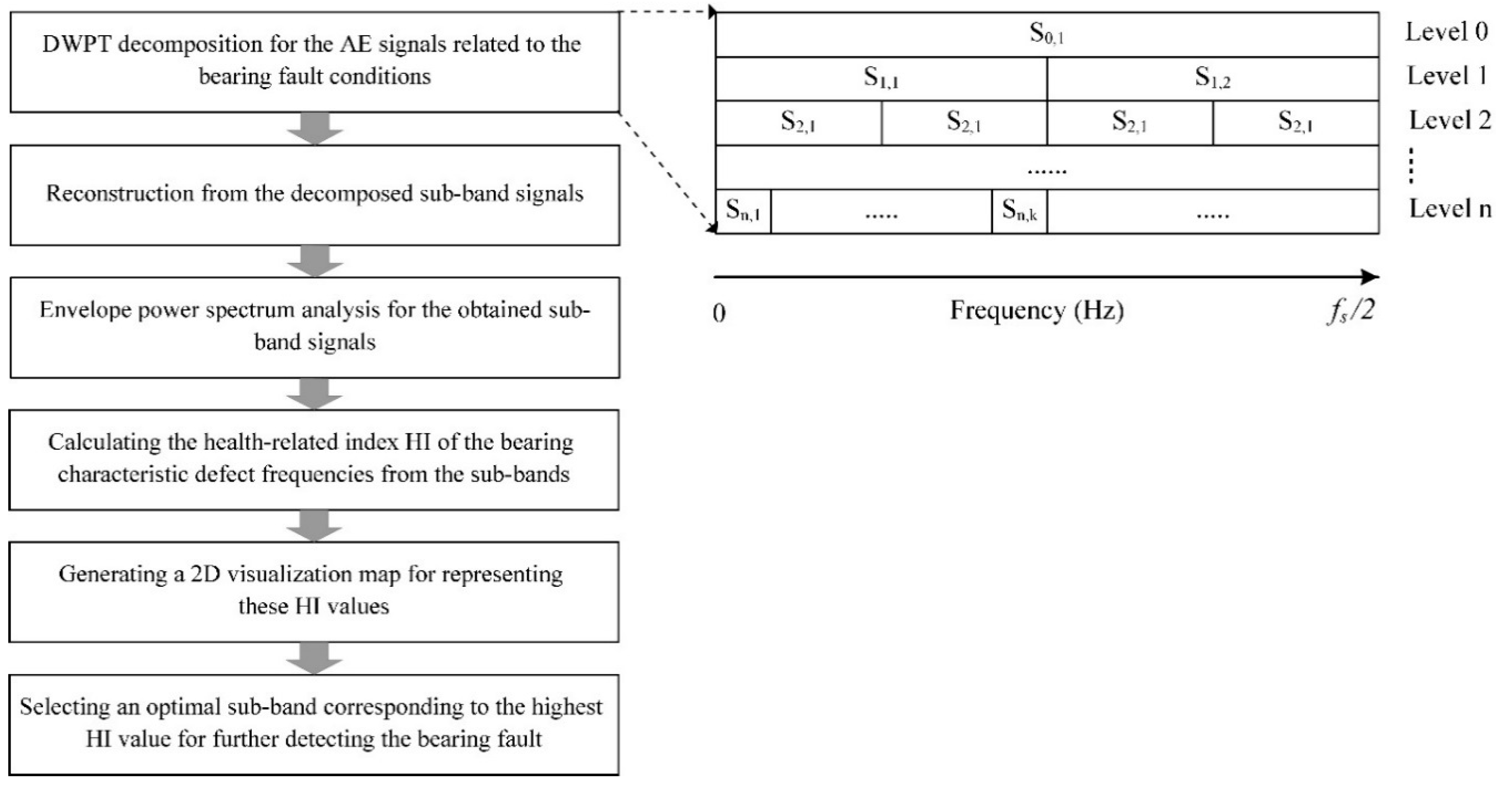
- A DWPT-based sub-band analysis is performed to extract the characteristic features of different bearing faults from the acquired AE signals. The symptoms of incipient bearing defects are detected by calculating the EPS of each sub-band signal at different decomposition levels. Furthermore, a GDM-based HI calculation is presented for quantifying the severity of defects.
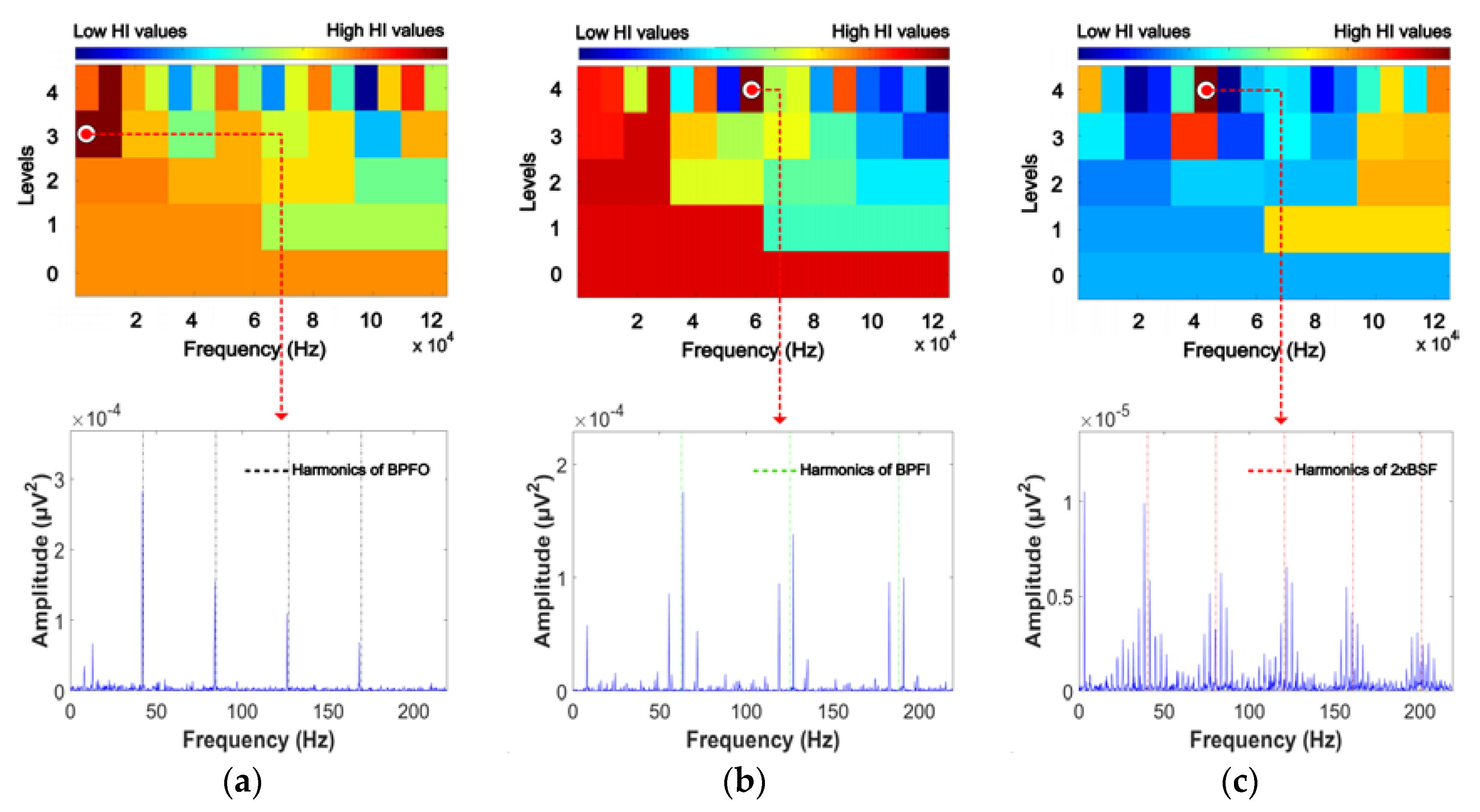
- The HI values of fault components are computed by determining the Gaussian windows around the characteristic defect frequencies and their harmonics. A 2D visualization tool, representing the HI values obtained from the EPS, is used to find the most informative sub-band with the highest HI value for fault detection.
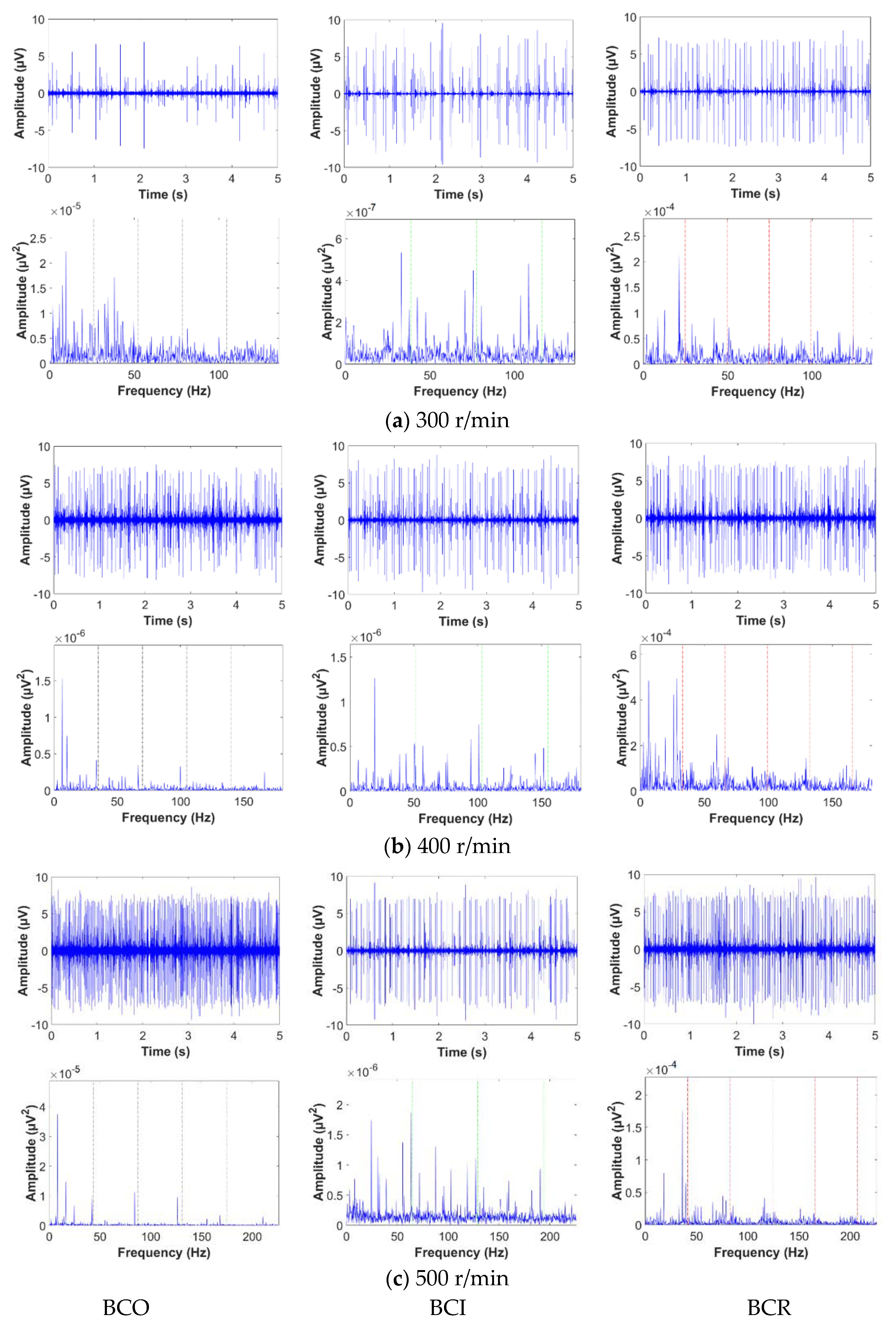
- The efficiency of the proposed bearing fault detection approach is validated using different defect conditions under low and variable rotational speeds.
2. Bearing Fault Data Acquisition System
3. The Proposed Methodology for Bearing Fault Detection
3.1. Envelope Analysis for DWPT-Based Sub-Band Signals
3.2. Gaussian Distribution Model-Based Calculation of Defect Components
4. Experimental Results
5. Conclusions
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Leite, V.C.M.N.; da Silva, J.G.B.; Torres, G.L.; Veloso, G.F.C.; da Silva, L.E.B.; Bonaldi, E.L.; de Oliveira, L.E.D.L. Bearing fault detection in induction machine using squared envelope analysis of stator current. In Bearing Technology; Darji, P.H., Ed.; InTech: Rijeka, Yugoslavia, 2017. [Google Scholar]
- Climente-Alarcon, V.; Antonino-Daviu, J.A.; Riera-Guasp, M.; Vlcek, M. Induction motor diagnosis by advanced notch fir filters and the wigner-ville distribution. IEEE Trans. Ind. Electron. 2014, 61, 4217–4227. [Google Scholar] [CrossRef]
- Immovilli, F.; Bianchini, C.; Cocconcelli, M.; Bellini, A.; Rubini, R. Bearing fault model for induction motor with externally induced vibration. IEEE Trans. Ind. Electron. 2013, 60, 3408–3418. [Google Scholar] [CrossRef]
- Seshadrinath, J.; Singh, B.; Panigrahi, B.K. Investigation of vibration signatures for multiple fault diagnosis in variable frequency drives using complex wavelets. IEEE Trans. Power Electron. 2014, 29, 936–945. [Google Scholar] [CrossRef]
- Tian, J.; Morillo, C.; Azarian, M.H.; Pecht, M. Motor bearing fault detection using spectral kurtosis-based feature extraction coupled with k-nearest neighbor distance analysis. IEEE Trans. Ind. Electron. 2016, 63, 1793–1803. [Google Scholar] [CrossRef]
- Blodt, M.; Granjon, P.; Raison, B.; Rostaing, G. Models for bearing damage detection in induction motors using stator current monitoring. IEEE Trans. Ind. Electron. 2008, 55, 1813–1822. [Google Scholar] [CrossRef]
- El Bouchikhi, E.H.; Choqueuse, V.; Benbouzid, M. Induction machine faults detection using stator current parametric spectral estimation. Mech. Syst. Signal Process. 2015, 52–53, 447–464. [Google Scholar] [CrossRef] [Green Version]
- Singh, S.; Kumar, N. Detection of bearing faults in mechanical systems using stator current monitoring. IEEE Trans. Ind. Inf. 2017, 13, 1341–1349. [Google Scholar] [CrossRef]
- Frosini, L.; Harlişca, C.; Szabó, L. Induction machine bearing fault detection by means of statistical processing of the stray flux measurement. IEEE Trans. Ind. Electron. 2015, 62, 1846–1854. [Google Scholar] [CrossRef]
- Pandya, D.H.; Upadhyay, S.H.; Harsha, S.P. Fault diagnosis of rolling element bearing with intrinsic mode function of acoustic emission data using APF-KNN. Expert Syst. Appl. 2013, 40, 4137–4145. [Google Scholar] [CrossRef]
- Kang, M.; Kim, J.; Wills, L.M.; Kim, J.M. Time-varying and multiresolution envelope analysis and discriminative feature analysis for bearing fault diagnosis. IEEE Trans. Ind. Electron. 2015, 62, 7749–7761. [Google Scholar] [CrossRef]
- Niknam, S.A.; Songmene, V.; Au, Y.H.J. The use of acoustic emission information to distinguish between dry and lubricated rolling element bearings in low-speed rotating machines. Int. J. Adv. Manuf. Technol. 2013, 69, 2679–2689. [Google Scholar] [CrossRef]
- Caesarendra, W.; Kosasih, P.B.; Tieu, A.K.; Moodie, C.A.S.; Choi, B.-K. Condition monitoring of naturally damaged slow speed slewing bearing based on ensemble empirical mode decomposition. J. Mech. Sci. Technol. 2013, 27, 2253–2262. [Google Scholar] [CrossRef]
- Dong, G.; Chen, J.; Zhao, F. A frequency-shifted bispectrum for rolling element bearing diagnosis. J. Sound Vib. 2015, 339, 396–418. [Google Scholar] [CrossRef]
- Bediaga, I.; Mendizabal, X.; Arnaiz, A.; Munoa, J. Ball bearing damage detection using traditional signal processing algorithms. IEEE Instrum. Meas. Mag. 2013, 16, 20–25. [Google Scholar] [CrossRef]
- Leite, V.C.M.N.; da Silva, J.G.B.; Veloso, G.F.C.; da Silva, L.E.B.; Lambert-Torres, G.; Bonaldi, E.L.; de Oliveira, L.E.D.L. Detection of localized bearing faults in induction machines by spectral kurtosis and envelope analysis of stator current. IEEE Trans. Ind. Electron. 2015, 62, 1855–1865. [Google Scholar] [CrossRef]
- Cabal-Yepez, E.; Garcia-Ramirez, A.G.; Romero-Troncoso, R.J.; Garcia-Perez, A.; Osornio-Rios, R.A. Reconfigurable monitoring system for time-frequency analysis on industrial equipment through STFT and DWT. IEEE Trans. Ind. Inf. 2013, 9, 760–771. [Google Scholar] [CrossRef]
- Antoni, J. Fast computation of the kurtogram for the detection of transient faults. Mech. Syst. Signal Process. 2007, 21, 108–124. [Google Scholar] [CrossRef]
- Wang, D.; Miao, Q.; Fan, X.; Huang, H.-Z. Rolling element bearing fault detection using an improved combination of Hilbert and wavelet transforms. J. Mech. Sci. Technol. 2009, 23, 3292–3301. [Google Scholar] [CrossRef]
- Kang, M.; Kim, J.; Choi, B.-K.; Kim, J.-M. Envelope analysis with a genetic algorithm-based adaptive filter bank for bearing fault detection. J. Acoust. Soc. Am. 2015, 138, EL65–EL70. [Google Scholar] [CrossRef] [PubMed]
- Yan, R.; Gao, R.X.; Chen, X. Wavelets for fault diagnosis of rotary machines: A review with applications. Signal Process. 2014, 96, 1–15. [Google Scholar] [CrossRef]
- Wang, D.; Tse, P.W.; Tsui, K.L. An enhanced Kurtogram method for fault diagnosis of rolling element bearings. Mech. Syst. Signal Process. 2013, 35, 176–199. [Google Scholar] [CrossRef]
- Chen, X.; Feng, F.; Zhang, B. Weak fault feature extraction of rolling bearings based on an improved kurtogram. Sensors 2016, 16, 1482. [Google Scholar] [CrossRef] [PubMed]
- Narendiranath Babu, T.; Himamshu, H.S.; Prabin Kumar, N.; Rama Prabha, D.; Nishant, C. Journal bearing fault detection based on daubechies wavelet. Arch. Acoust. 2017, 42, 401–414. [Google Scholar] [CrossRef]
- Yu, X.; Ding, E.; Chen, C.; Liu, X.; Li, L. A novel characteristic frequency bands extraction method for automatic bearing fault diagnosis based on hilbert huang transform. Sensors 2015, 15, 27869–27893. [Google Scholar] [CrossRef] [PubMed]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| AE sensor (WSα) |
|
| PCI 2-chanel AE board system |
|
| Crack Size (mm) | Shaft Speed (r/min) | Defect Frequencies (Hz) | |||||
|---|---|---|---|---|---|---|---|
| Length | Width | Depth | BPFO | BPFI | 2 × BSF | FTF | |
| 12 | 0.49 | 0.50 | 300 | 26.21 | 38.79 | 24.87 | 2.02 |
| 400 | 34.95 | 51.72 | 33.15 | 2.69 | |||
| 500 | 43.68 | 64.65 | 41.44 | 3.36 | |||
| Proposed | Kurtosis Analysis [22] | |||||
|---|---|---|---|---|---|---|
| Bearing Defects | BCO | BCI | BCR | BCO | BCI | BCR |
| 86 | 90 | 83 | 85 | 87 | 67 | |
| 4 | 0 | 7 | 5 | 3 | 23 | |
| 95.6 | 100 | 92.2 | 94.4 | 96.7 | 74.4 | |
| Proposed | Kurtosis Analysis [22] | |||||
|---|---|---|---|---|---|---|
| Bearing Defects | BCO | BCI | BCR | BCO | BCI | BCR |
| 90 | 90 | 85 | 87 | 87 | 75 | |
| 0 | 0 | 5 | 3 | 3 | 15 | |
| 100 | 100 | 94.4 | 96.7 | 96.7 | 83.3 | |
| Proposed | Kurtosis Analysis [22] | |||||
|---|---|---|---|---|---|---|
| Bearing Defects | BCO | BCI | BCR | BCO | BCI | BCR |
| 90 | 90 | 90 | 90 | 90 | 88 | |
| 0 | 0 | 0 | 0 | 0 | 2 | |
| 100 | 100 | 100 | 100 | 100 | 97.8 | |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nguyen, H.N.; Kim, J.; Kim, J.-M. Optimal Sub-Band Analysis Based on the Envelope Power Spectrum for Effective Fault Detection in Bearing under Variable, Low Speeds. Sensors 2018, 18, 1389. https://doi.org/10.3390/s18051389
Nguyen HN, Kim J, Kim J-M. Optimal Sub-Band Analysis Based on the Envelope Power Spectrum for Effective Fault Detection in Bearing under Variable, Low Speeds. Sensors. 2018; 18(5):1389. https://doi.org/10.3390/s18051389
Chicago/Turabian StyleNguyen, Hung Ngoc, Jaeyoung Kim, and Jong-Myon Kim. 2018. "Optimal Sub-Band Analysis Based on the Envelope Power Spectrum for Effective Fault Detection in Bearing under Variable, Low Speeds" Sensors 18, no. 5: 1389. https://doi.org/10.3390/s18051389
APA StyleNguyen, H. N., Kim, J., & Kim, J. -M. (2018). Optimal Sub-Band Analysis Based on the Envelope Power Spectrum for Effective Fault Detection in Bearing under Variable, Low Speeds. Sensors, 18(5), 1389. https://doi.org/10.3390/s18051389