Fabrication of Multimode-Single Mode Polymer Fiber Tweezers for Single Cell Trapping and Identification with Improved Performance

 , ,
, , 

Abstract
:1. Introduction
2. Methods
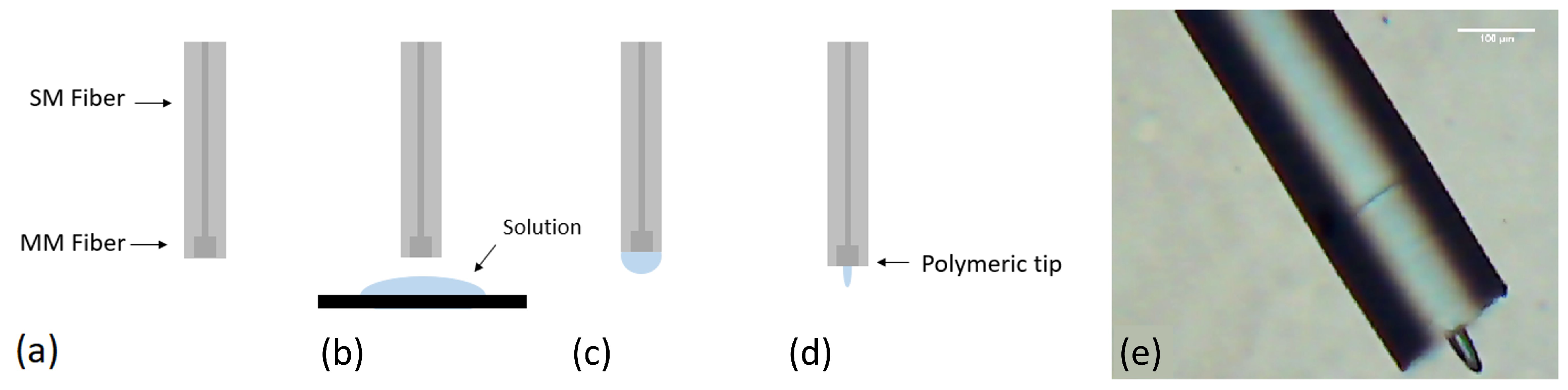
2.1. Fabrication Method of Micro-Lenses by Photo-Polymerization
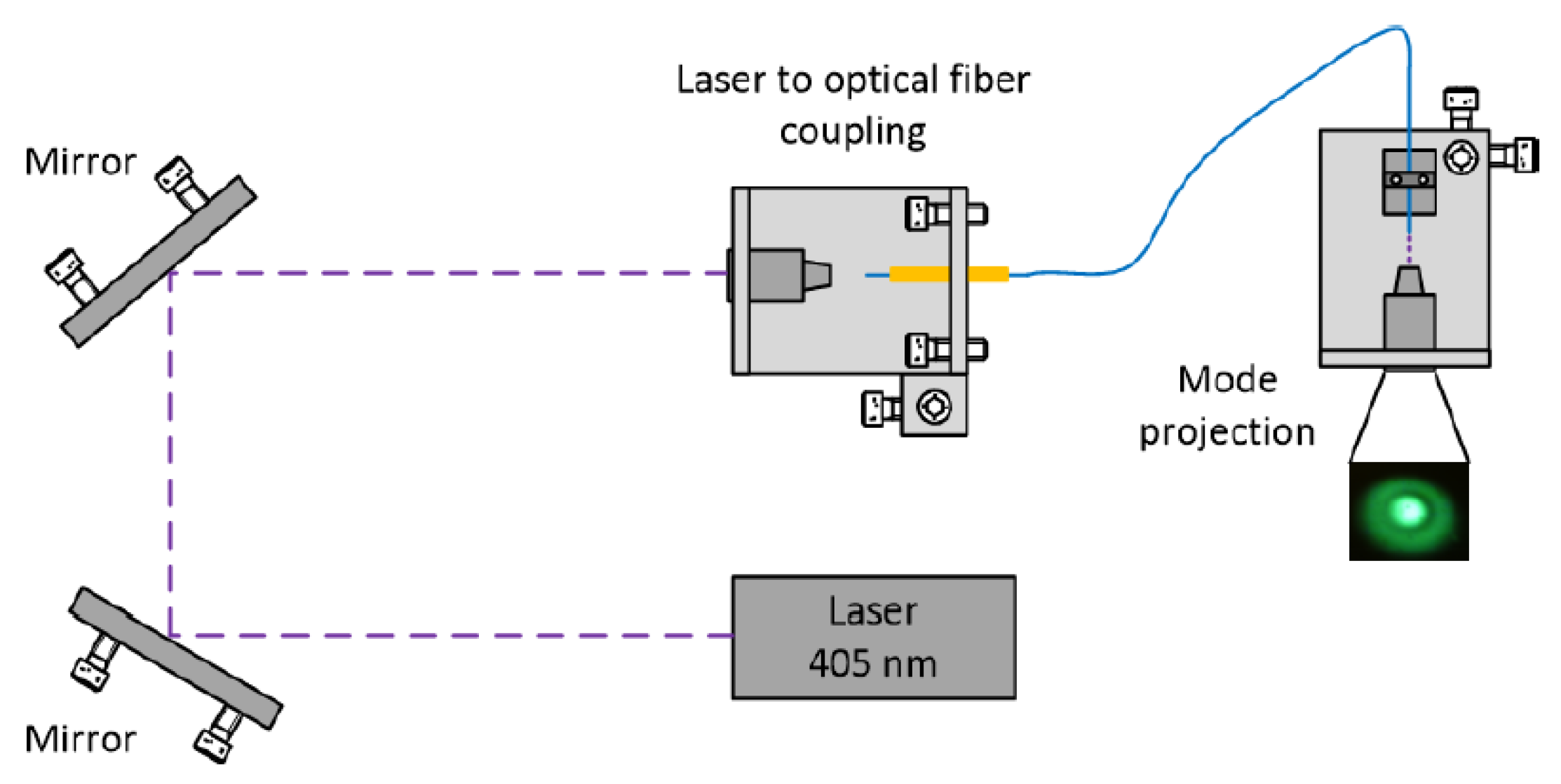
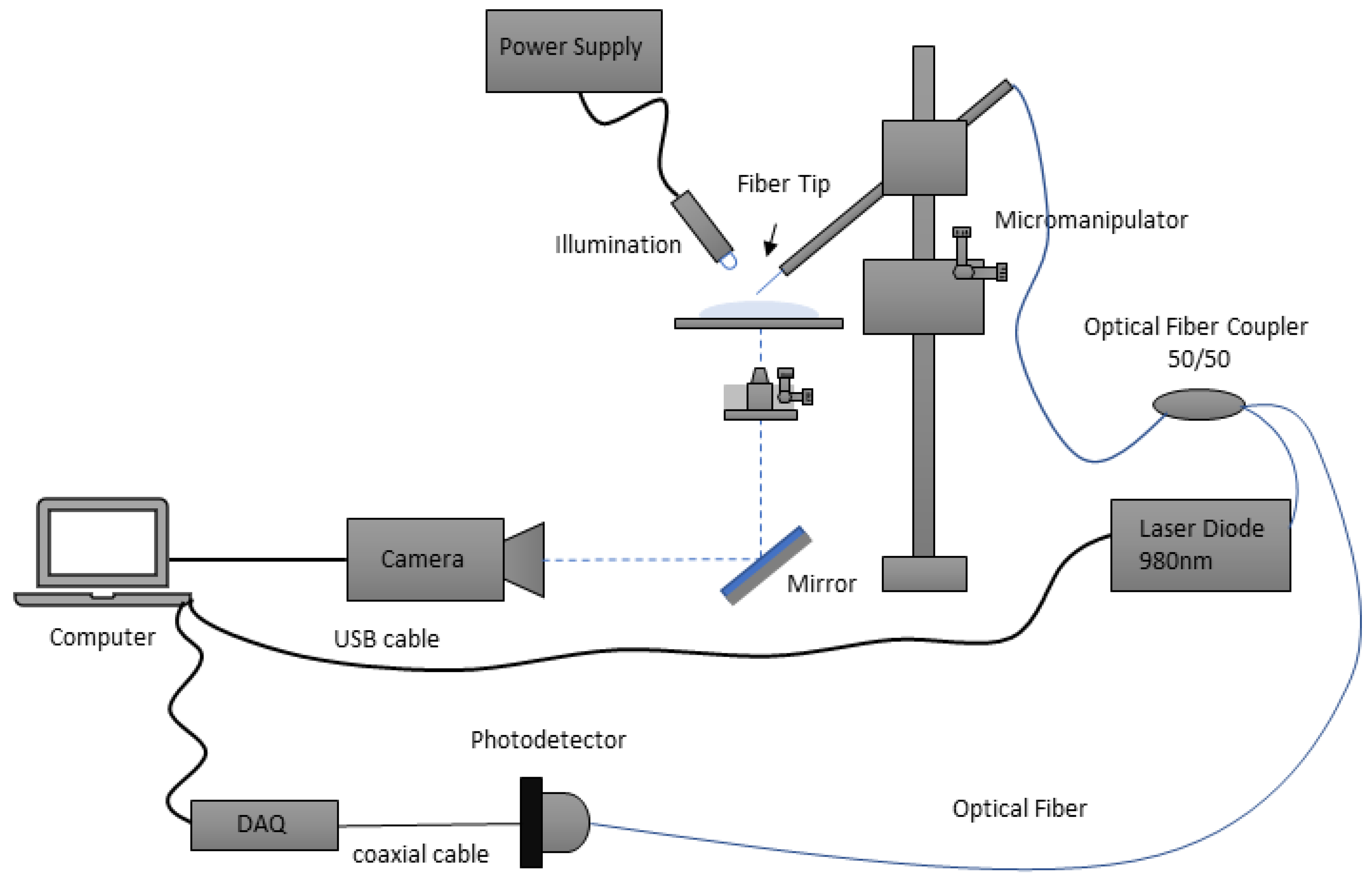
2.2. Optical Trapping and Back-Scattered Signal Acquisition Setup
2.3. Optical Trapping Forces Experimental Calculation
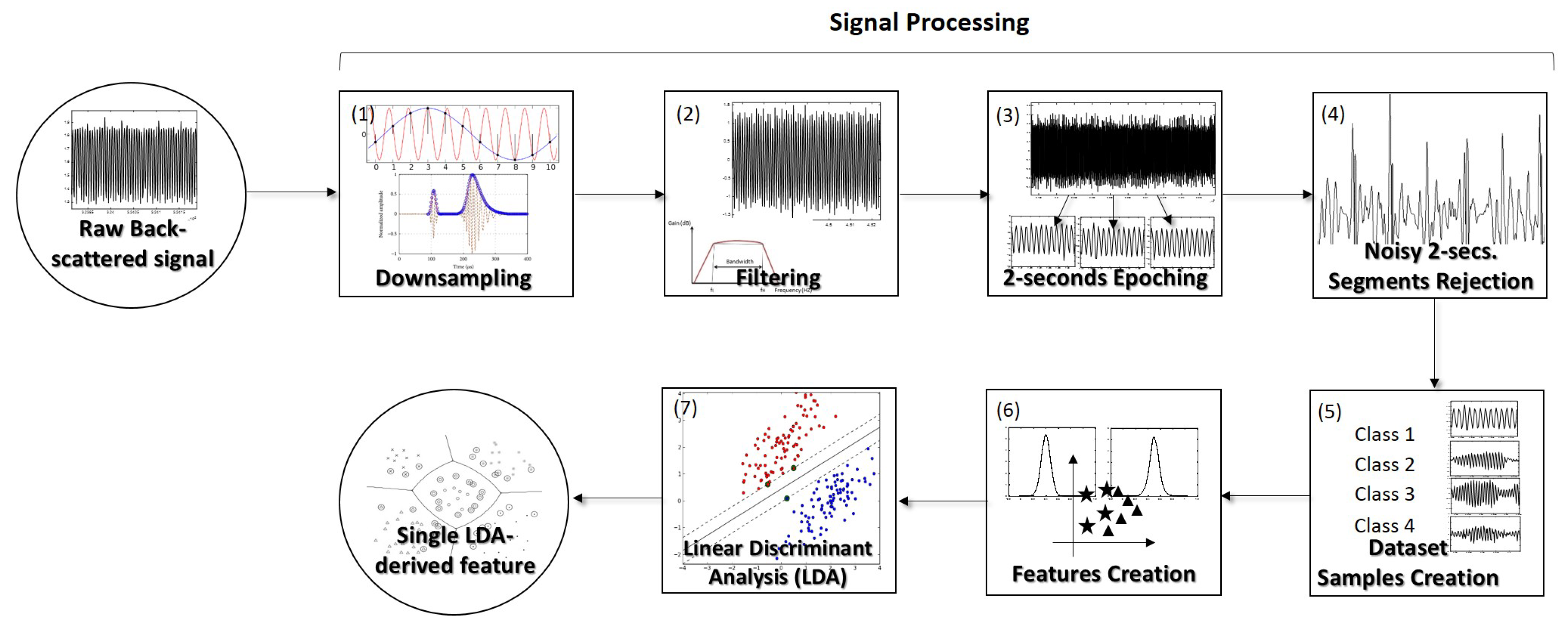
2.4. Back-Scattered Signal Acquisition and Processing
2.5. Microparticles Type Differentiation through Linear Discriminant Analysis (LDA)
2.5.1. Extracted Parameters/Features
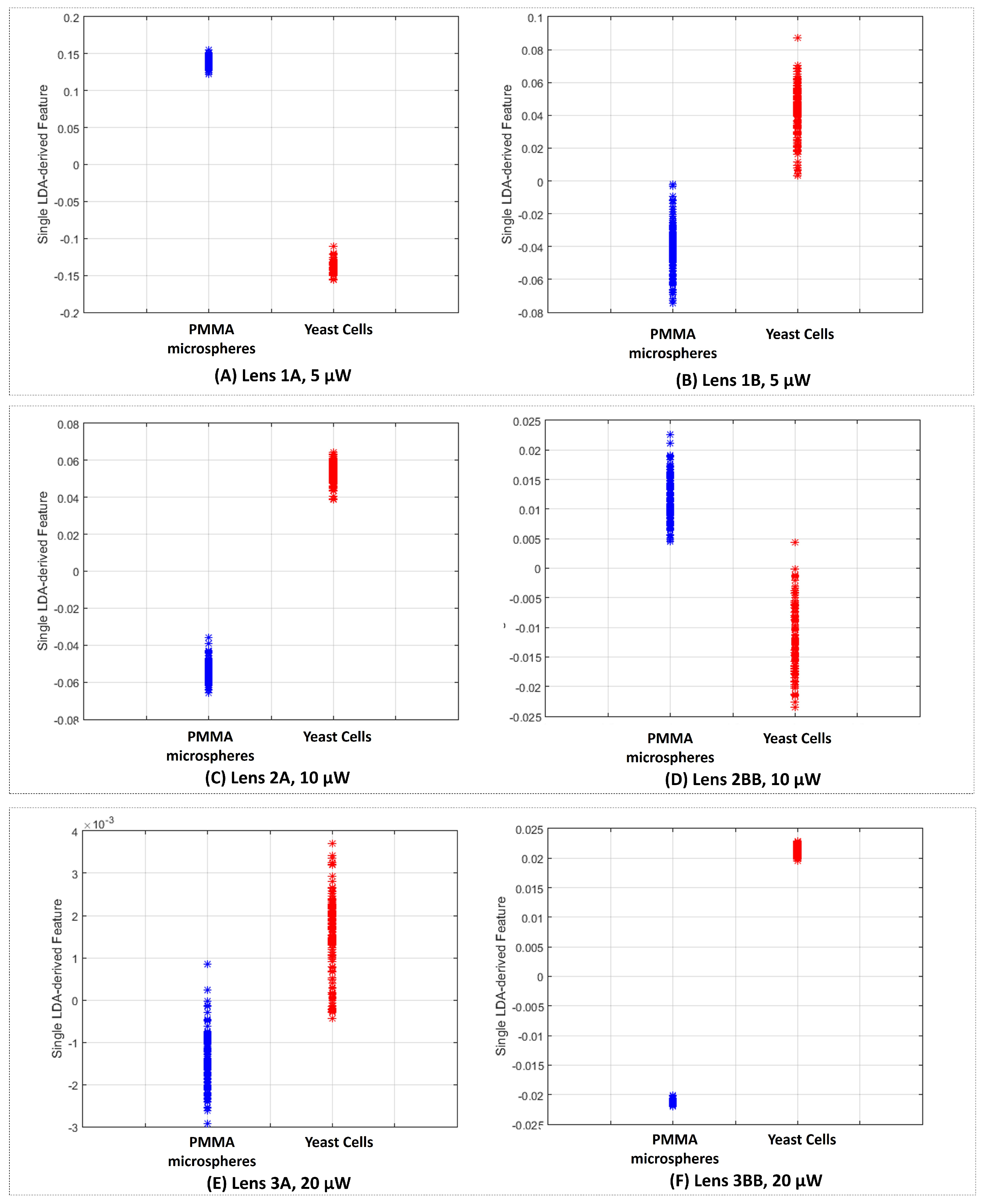
2.5.2. The Linear Discriminant Analsyis (LDA): Towards a Single Parameter for Particles Differentiation
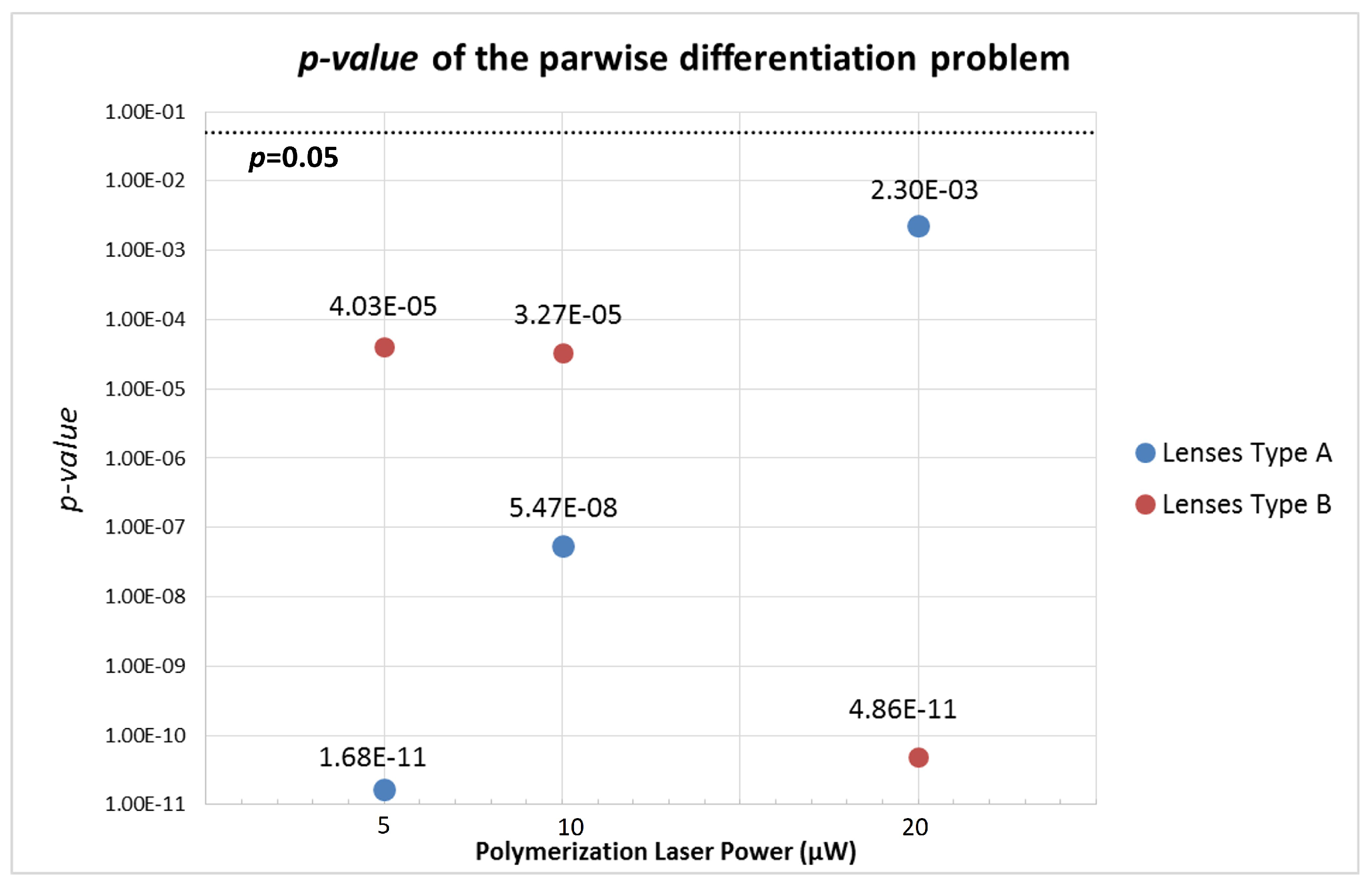
2.5.3. Statistical Analysis
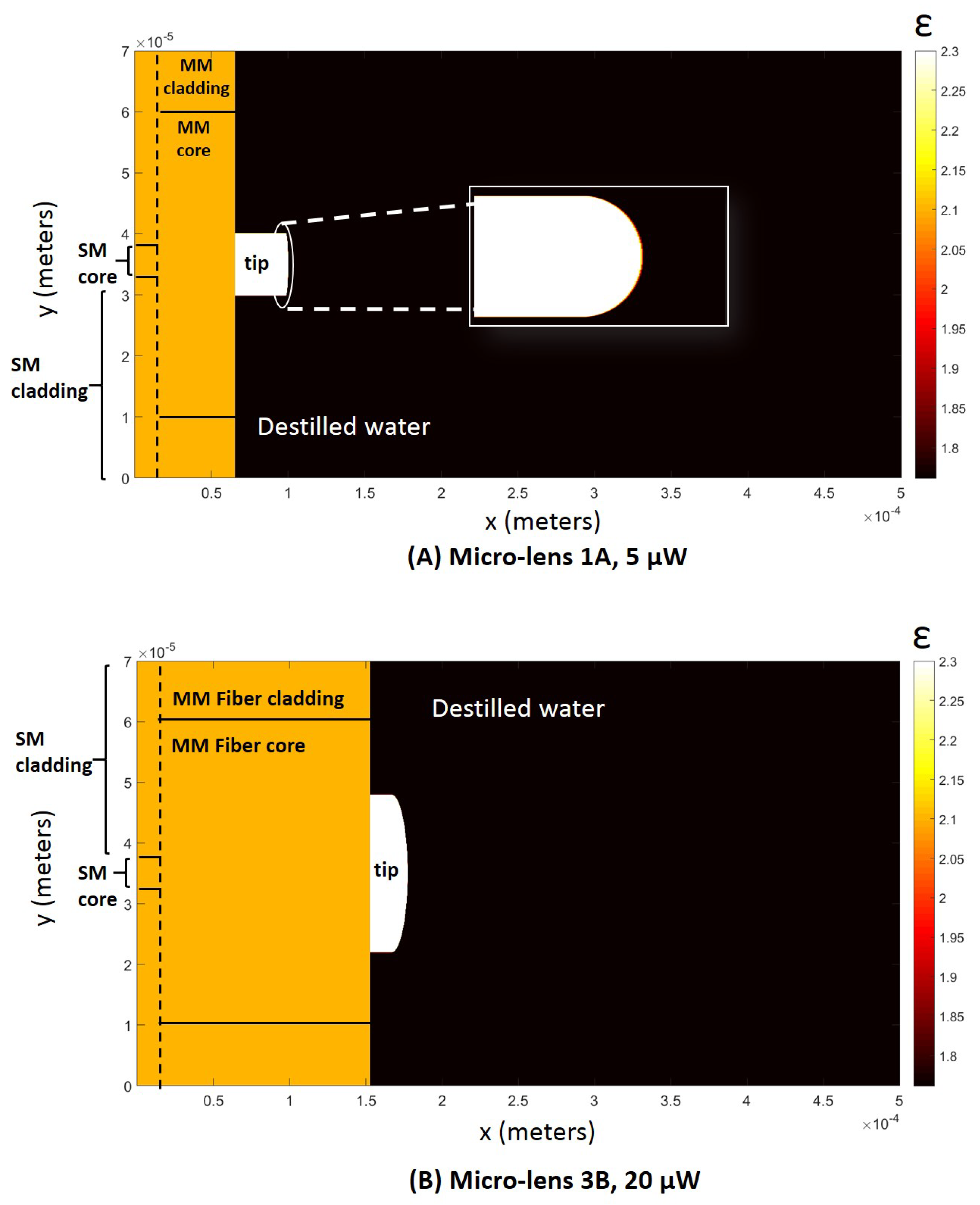
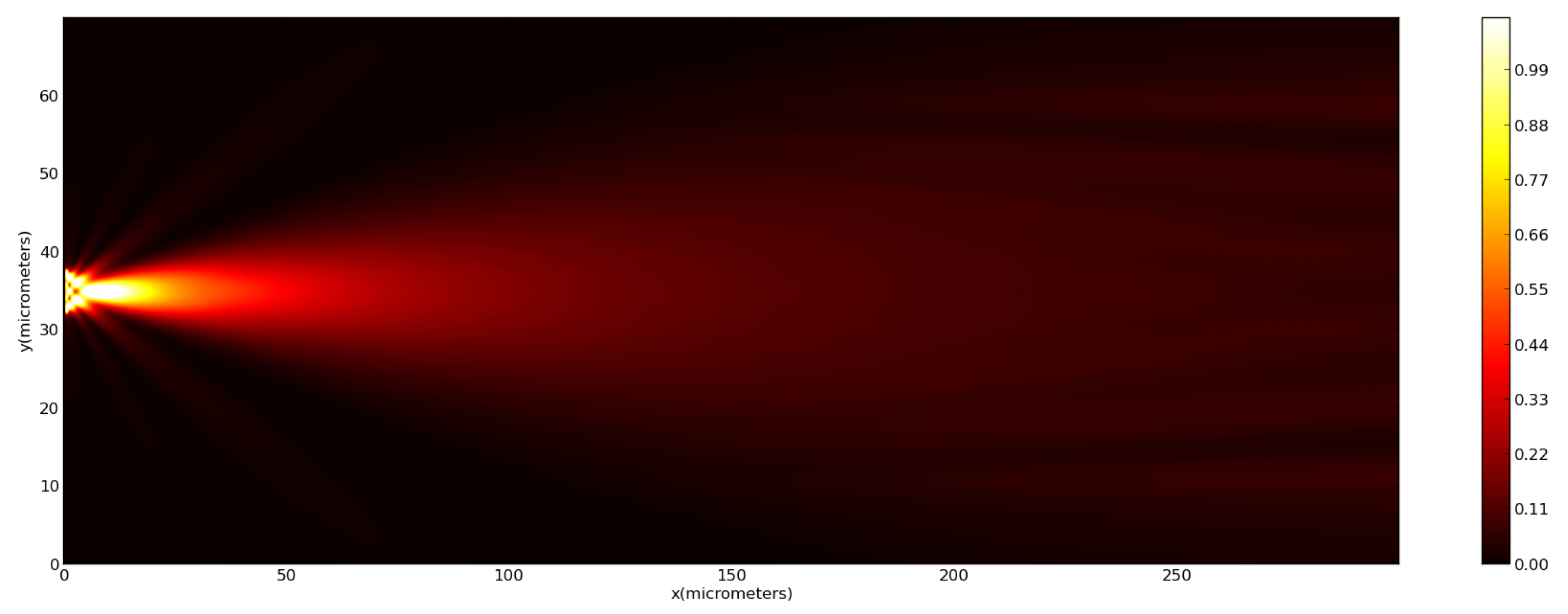
2.6. Computational Model and Theoretical Simulations
3. Results and Discussion
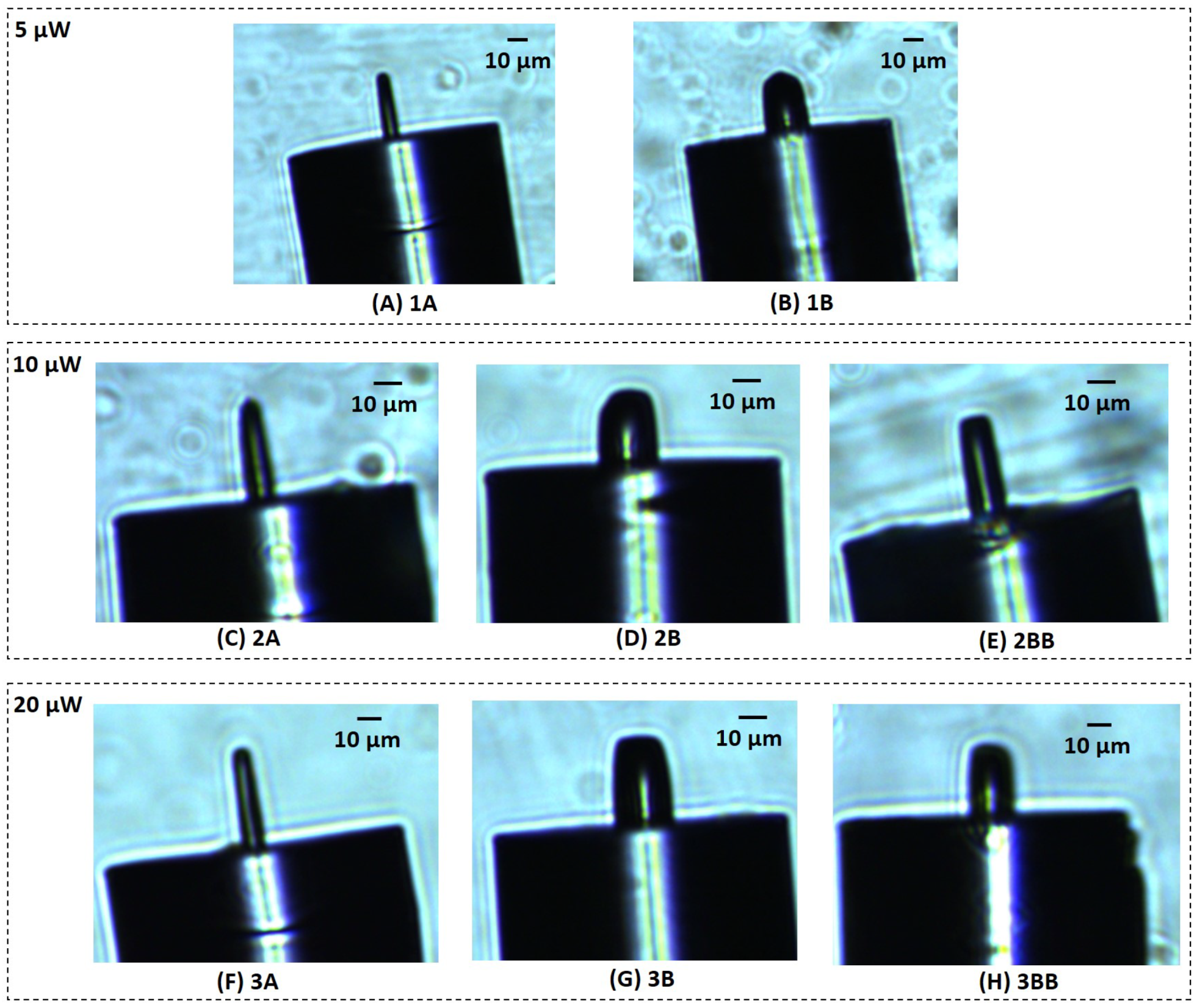
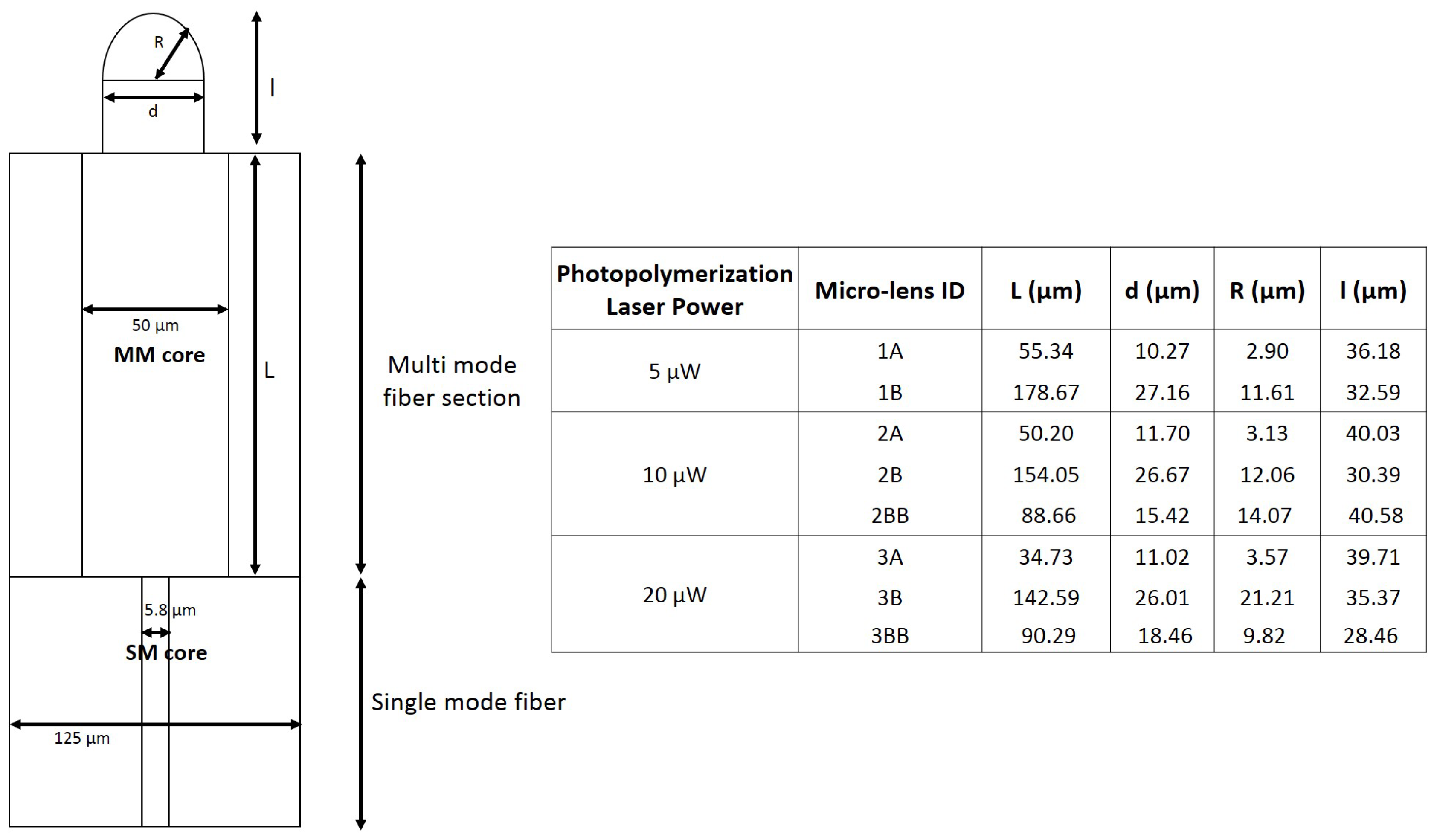
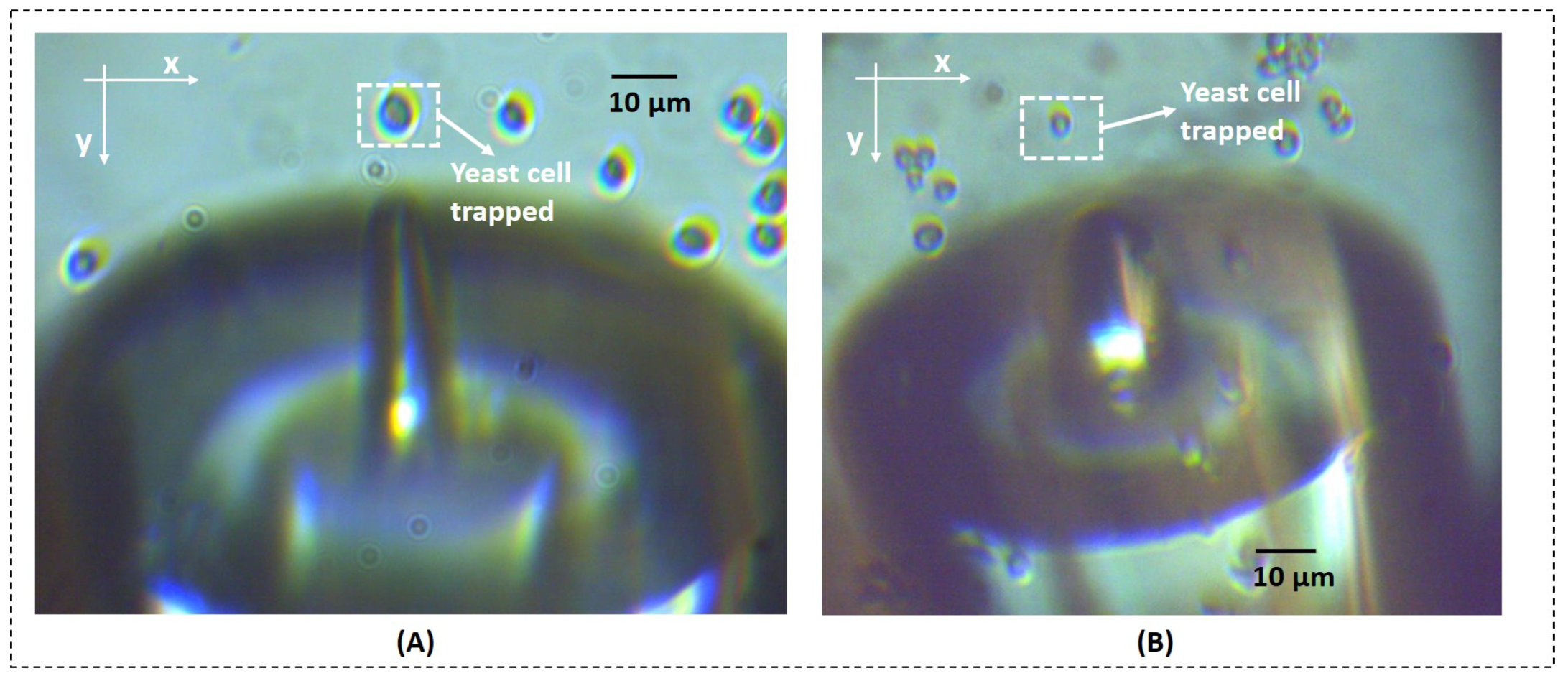
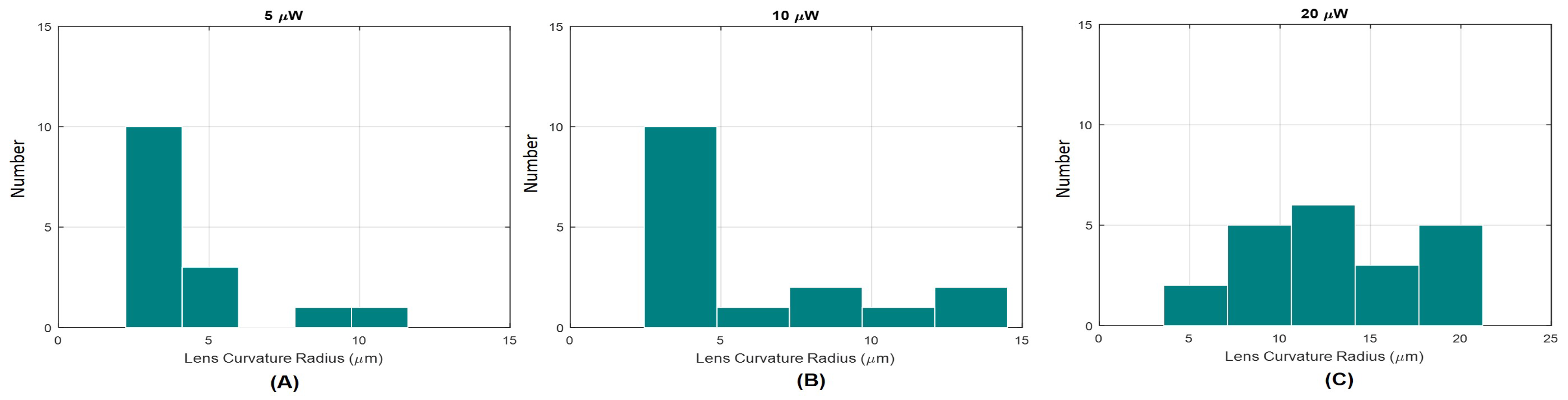
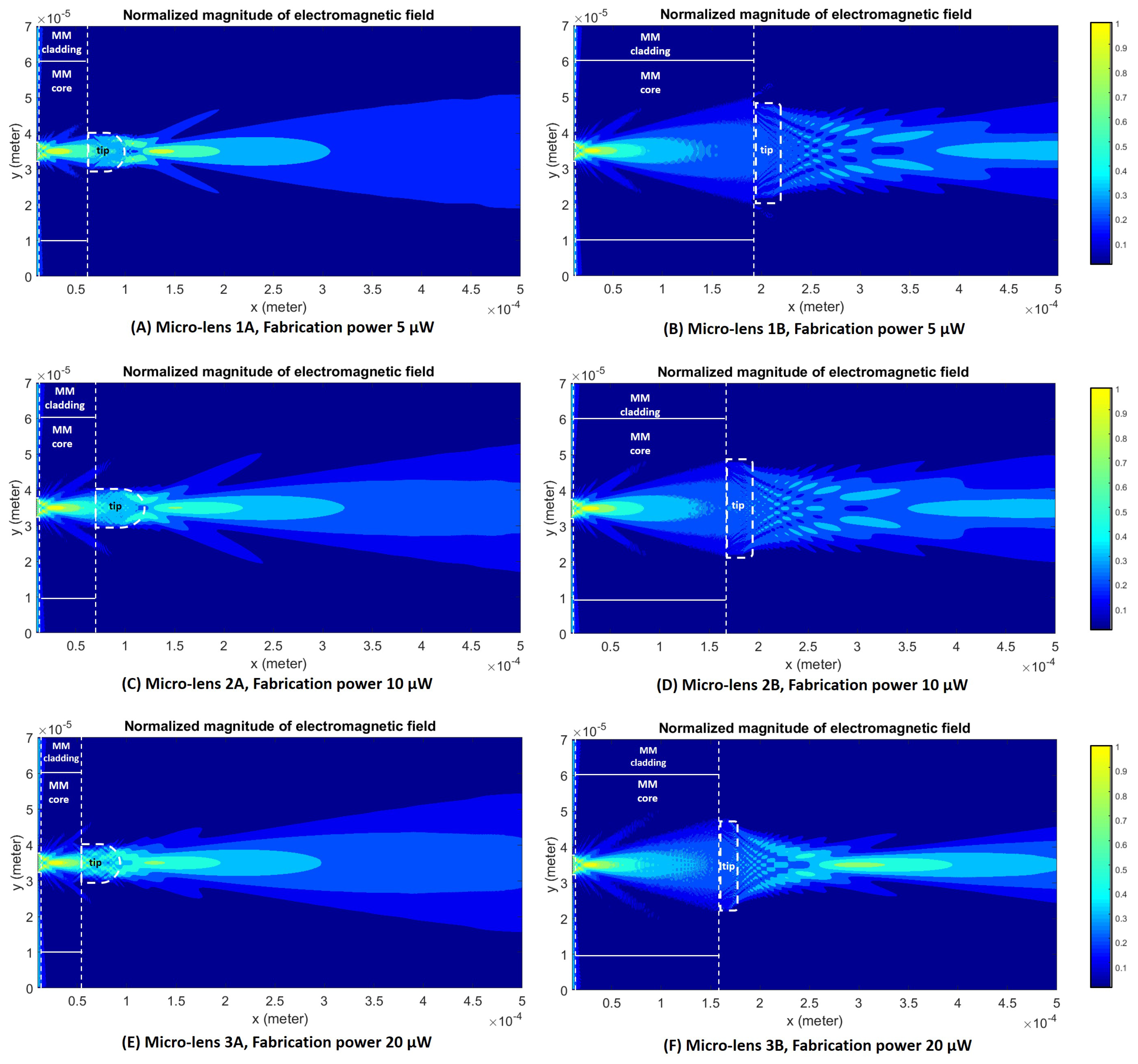
3.1. Characterization of the Polymeric Lensed Fiber Tweezers with Multi-Mode Section
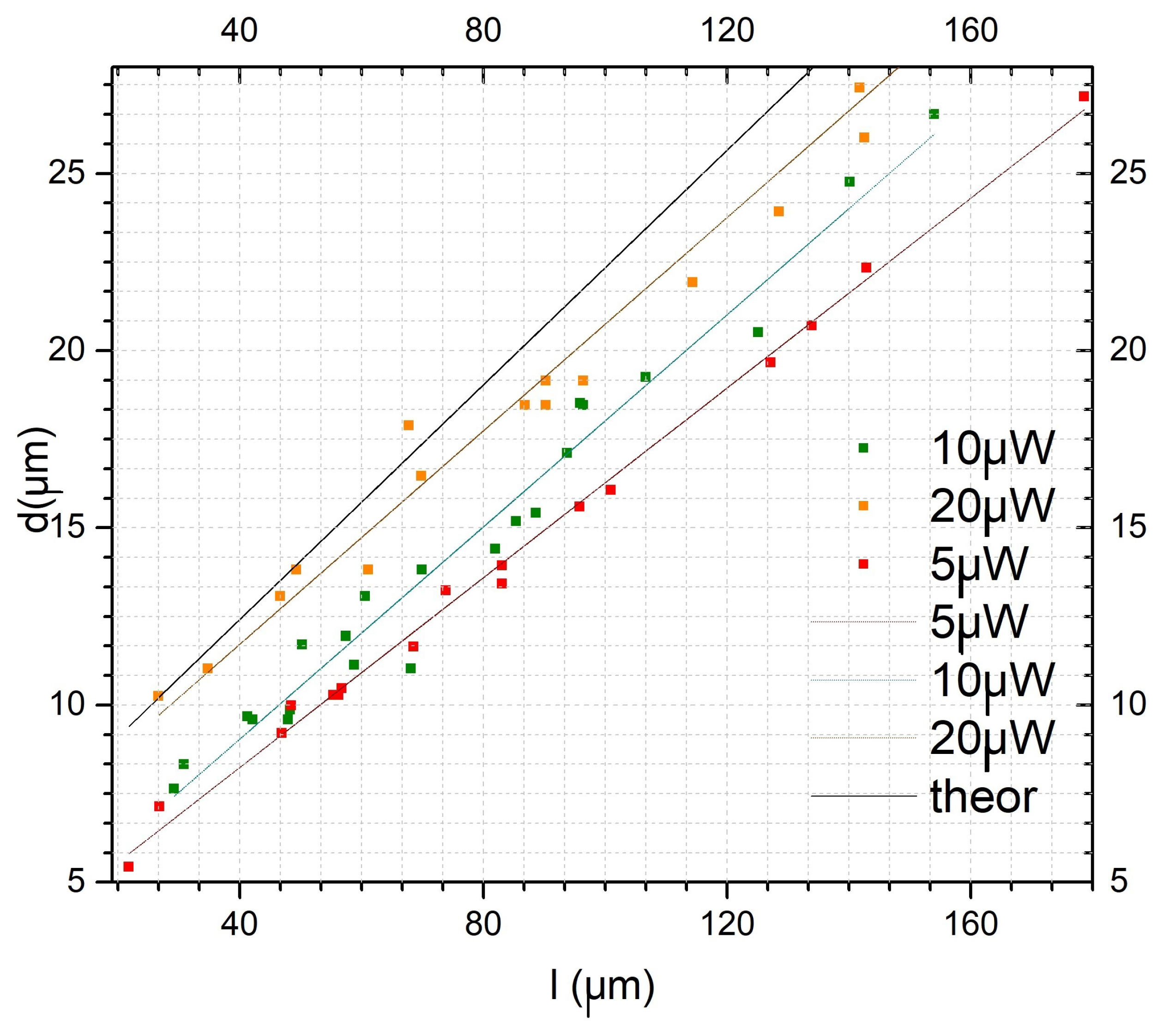
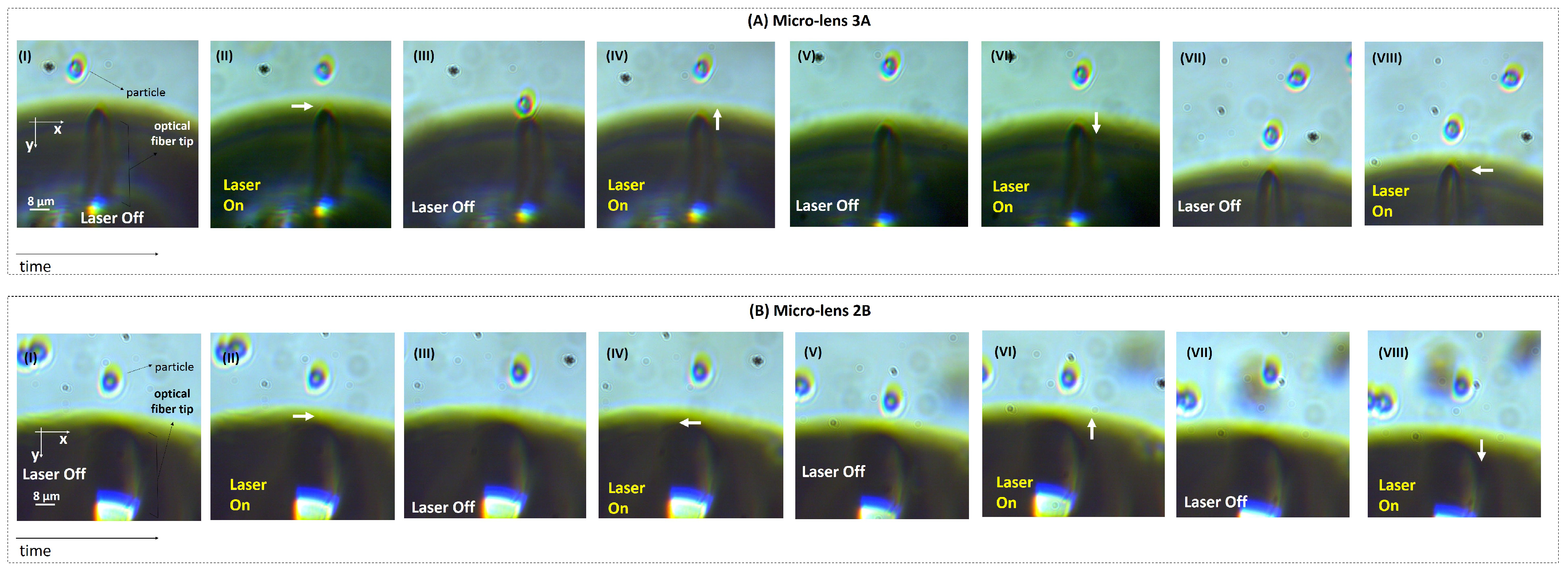
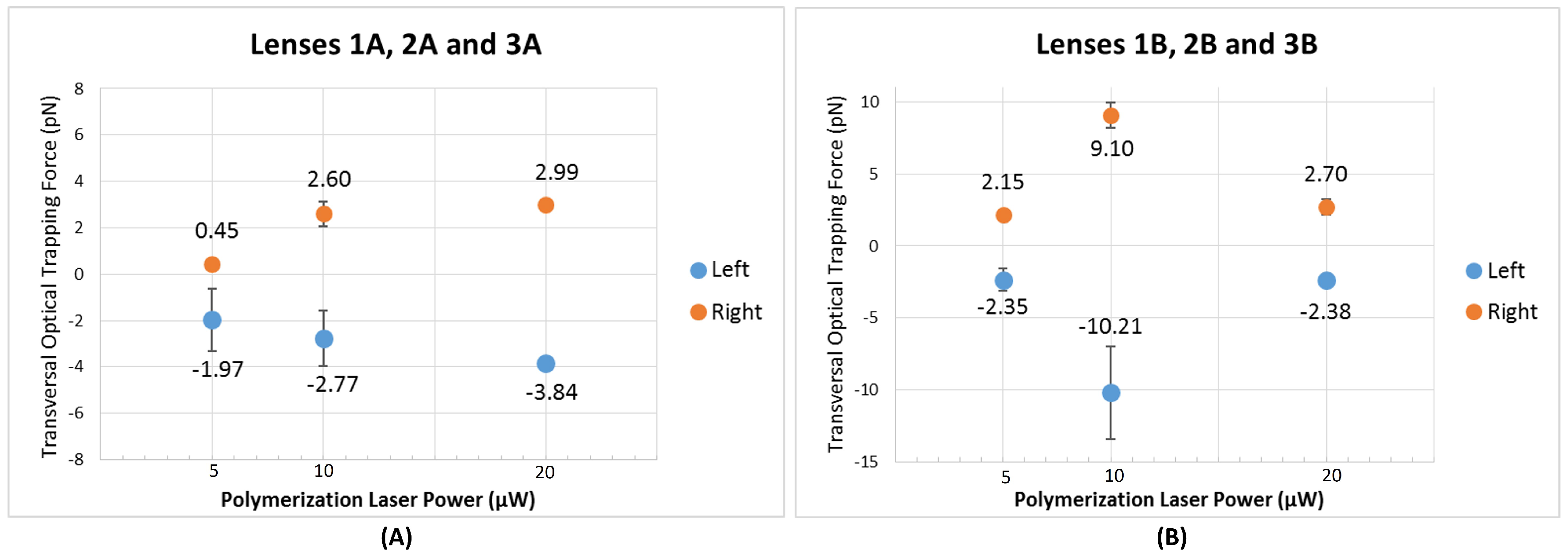
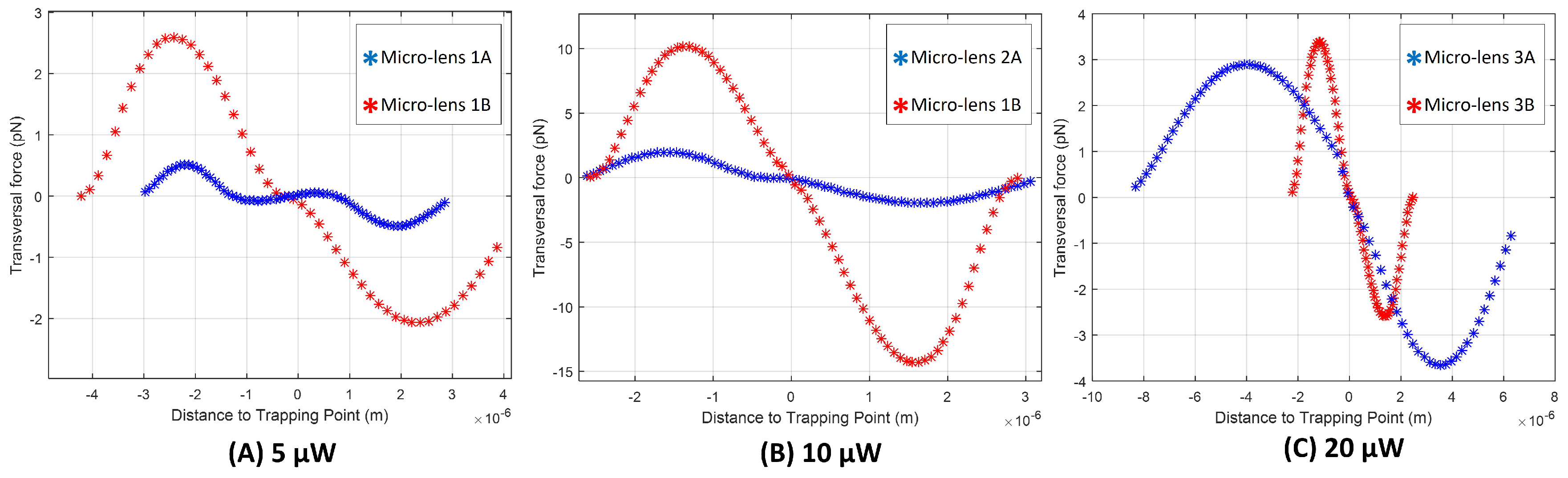
3.2. Optical Trapping Forces
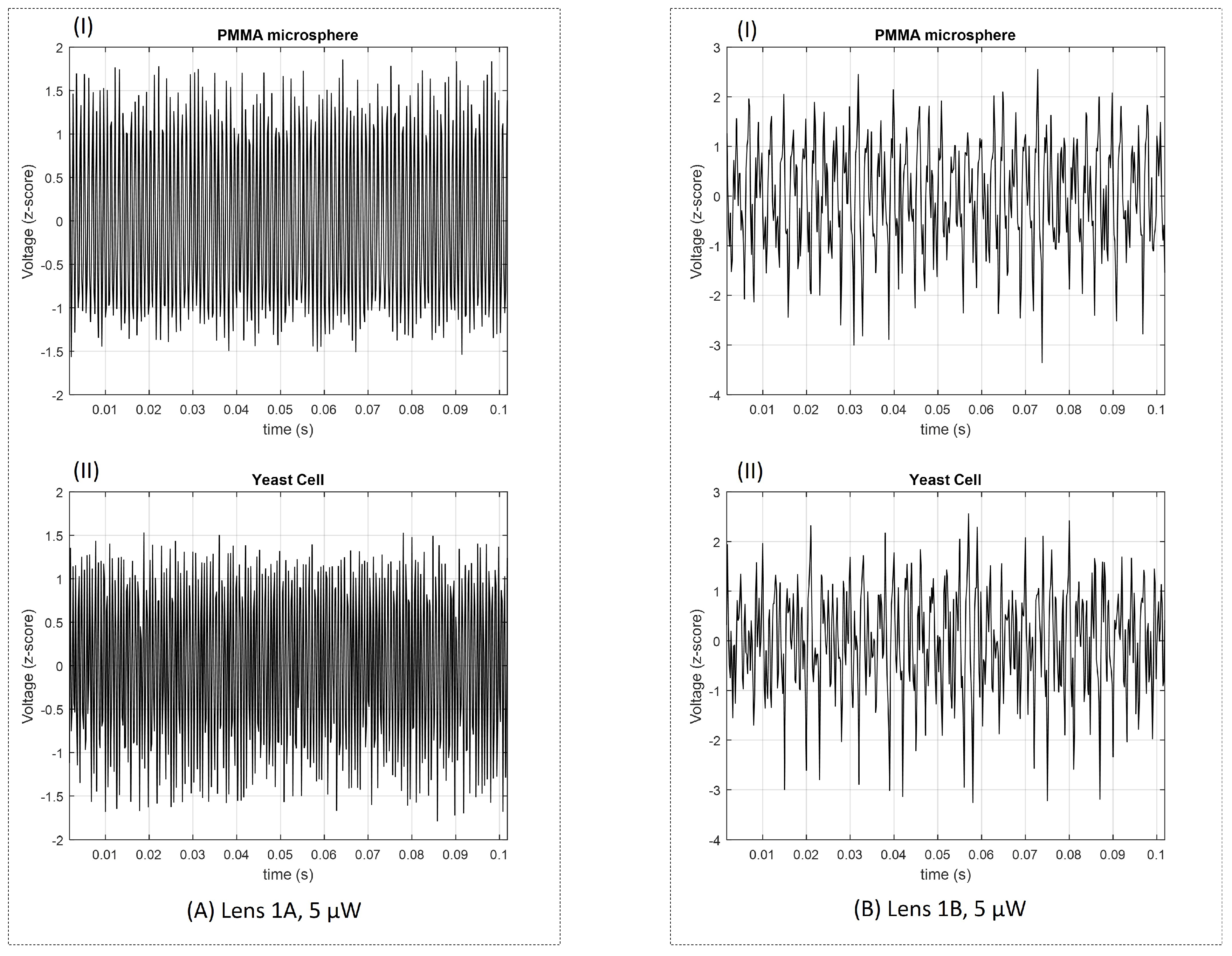
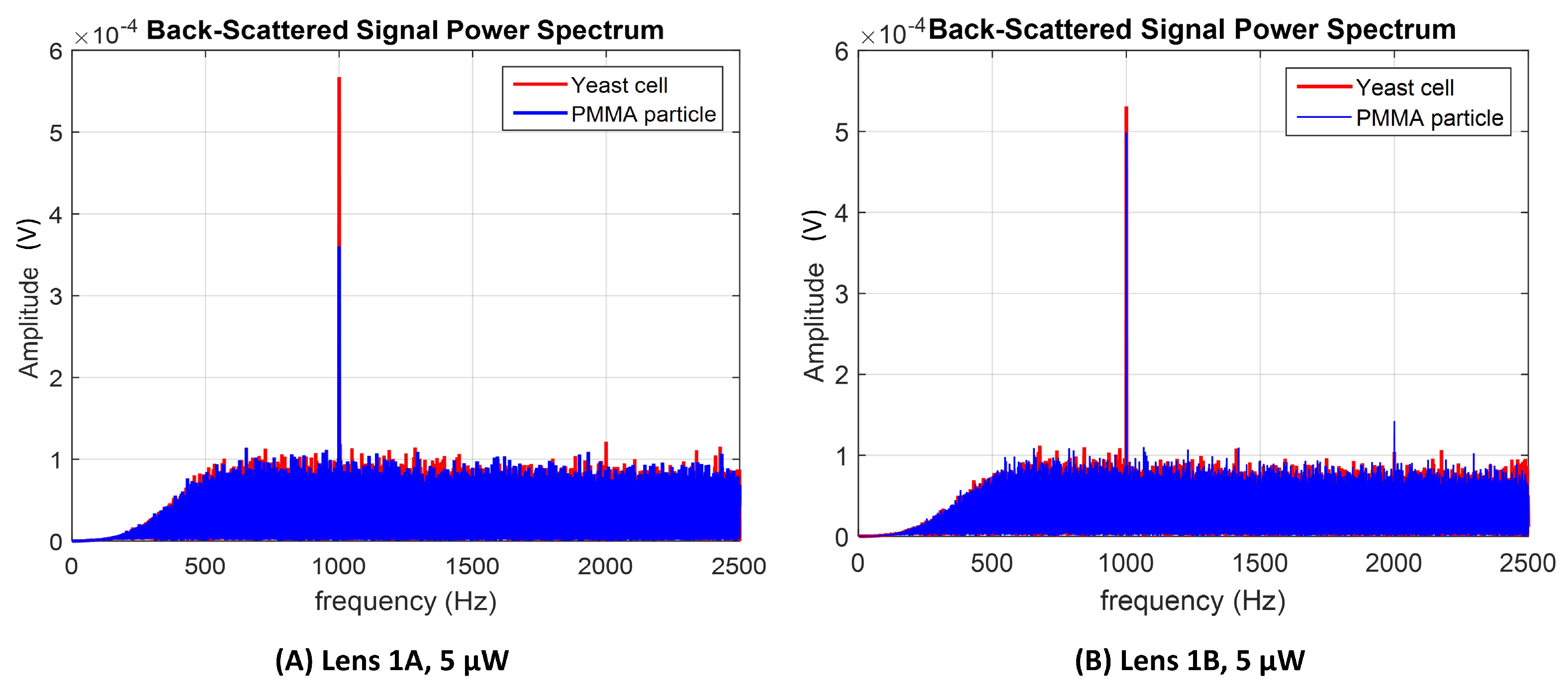
3.3. Trapped Microparticles Differentiation Ability Using the Back-Scattered Signal
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Abbreviations
| AUC | Area Under the Curve |
| DAQ | Data Acquisition Board |
| DCT | Discrete Cosine Transform |
| FDTD | Finite Differences Time Domain |
| FFT | Fast Fourier Transform |
| FIB | Focused Ion Beam |
| LDA | Linear Discriminant Analysis |
| MEEP | MIT Electromagnetic Equation Propagation |
| MM | Multi Mode |
| OT | Optical Tweezers |
| Probability Density Function | |
| PMMA | Poly(methyl methacrylate) |
| RI | Refractive Index |
| SM | Single Mode |
| SNR | Signal-to-noise Ratio |
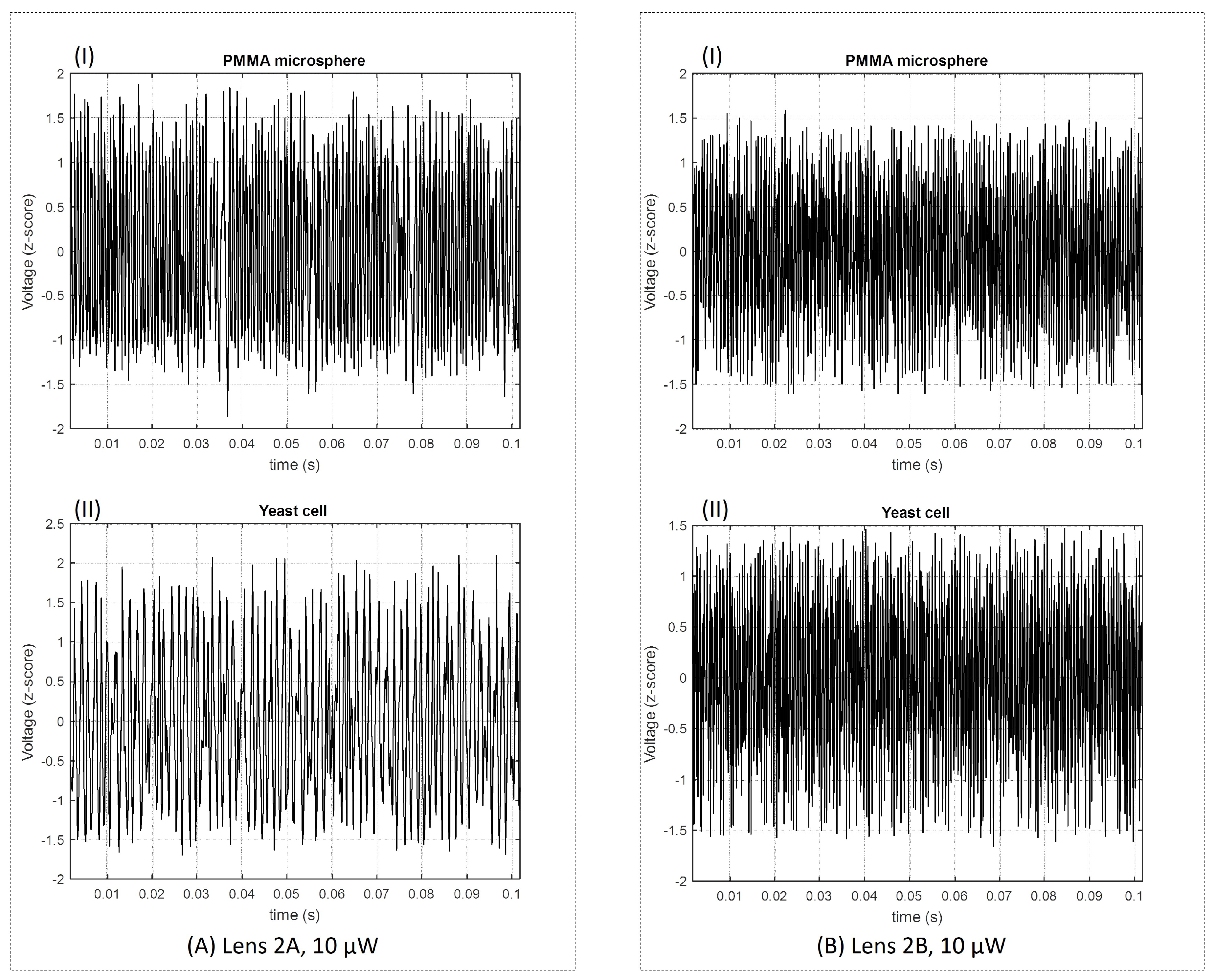
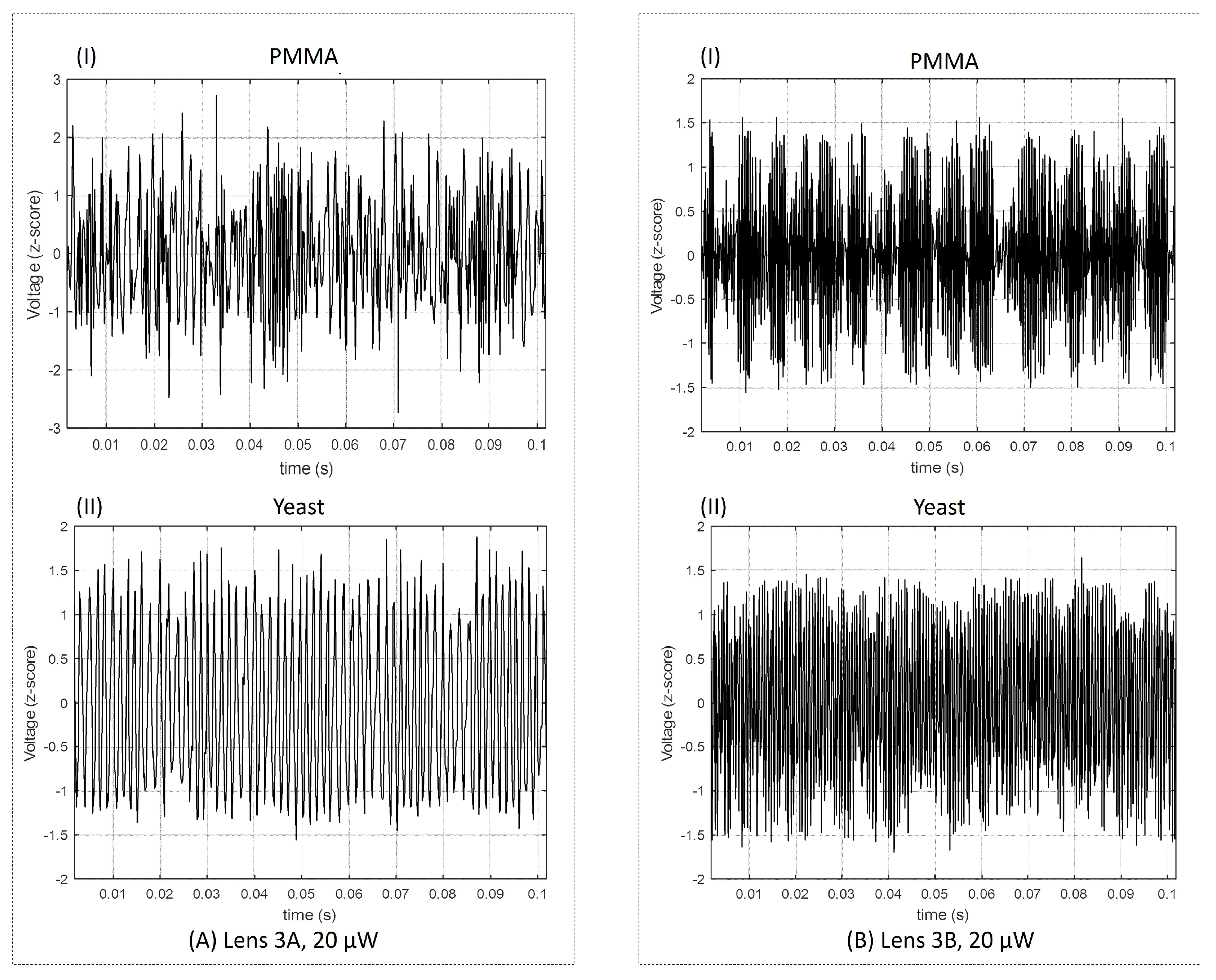
Appendix A. Back-Scattered Signal for Lenses 2A, 2B, 3A and 3B


References
- Ashkin, A. Acceleration and trapping of particles by radiation pressure. Phys. Rev. Lett. 1970, 24, 156. [Google Scholar] [CrossRef]
- Ashkin, A.; Dziedzic, J. Optical trapping and manipulation of viruses and bacteria. Science 1987, 235, 1517–1520. [Google Scholar] [CrossRef] [PubMed]
- Ashkin, A.; Dziedzic, J.; Bjorkholm, J.; Chu, S. Observation of a single-beam gradient force optical trap for dielectric particles. Opt. Lett. 1986, 11, 288–290. [Google Scholar] [CrossRef] [PubMed]
- Maragò, O.; Jones, P.; Gucciardi, P.; Volpe, G.; Ferrari, A. Optical trapping and manipulation of nanostructures. Nat. Nanotechnol. 2013, 8, 807–819. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhong, M.; Wei, X.; Zhou, J.; Wang, Z.; Li, Y. Trapping red blood cells in living animals using optical tweezers. Nat. Commun. 2013, 4, 1768. [Google Scholar] [CrossRef] [PubMed]
- Righini, M.; Ghenuche, P.; Cherukulappurath, S.; Myroshnychenko, V.; García de Abajo, F.; Quidant, R. Nano-optical trapping of Rayleigh particles and Escherichia coli bacteria with resonant optical antennas. Nano Lett. 2009, 9, 3387–3391. [Google Scholar] [CrossRef] [PubMed]
- Ribeiro, R.; Soppera, O.; Oliva, A.; Guerreiro, A.; Jorge, P. New Trends on Optical Fiber Tweezers. J. Lightwave Technol. 2015, 33, 3394–3405. [Google Scholar] [CrossRef]
- Neuman, K.; Block, S. Optical trapping. Rev. Sci. Instrum. 2004, 75, 2787–2809. [Google Scholar] [CrossRef] [PubMed]
- Paiva, J.; Jorge, P.; Rosa, C.; Cunha, J. Optical Fiber Tips for Biological Applications: From Light Confinement, Biosensing to Bioparticles Manipulation. Biochim. Biophys. Acta Gen. Subj. 2018, 1862, 1209–1246. [Google Scholar] [CrossRef] [PubMed]
- Soppera, O.; Jradi, S.; Lougnot, D. Photopolymerization with microscale resolution: Influence of the physico-chemical and photonic parameters. J. Polym. Sci. Part A 2008, 46, 3783–3794. [Google Scholar] [CrossRef]
- Ribeiro, R.; Queirós, R.; Soppera, O.; Guerreiro, A.; Jorge, P. Optical fiber tweezers fabricated by guided wave photo-polymerization. Photonics 2015, 2, 634–645. [Google Scholar] [CrossRef]
- Paiva, J.; Ribeiro, R.; Cunha, J.; Rosa, C.; Jorge, P. Single Particle Differentiation through 2D Optical Fiber Trapping and Back-Scattered Signal Statistical Analysis: An Exploratory Approach. Sensors 2018, 18, 710. [Google Scholar] [CrossRef] [PubMed]
- Paiva, J.; Ribeiro, R.; Jorge, P.; Rosa, C.; Azevedo, M.; Sampaio, P.; Cunha, J. Experimental and theoretical evaluation of the trapping performance of polymeric lensed optical fibers: Single biological cells versus synthetic structures. In Proceedings of the Biophotonics: Photonic Solutions for Better Health Care VI. International Society for Optics and Photonics, Strasbourg, France, 17 May 2018; Volume 10685, p. 106852W. [Google Scholar]
- Paiva, J.; Ribeiro, R.; Jorge, P.; Rosa, C.; Cunha, J. Towards a Single Parameter Sensing for Bacteria Sorting through Optical Fiber Trapping and Back-Scattered Signal Analysis. In Proceedings of the 26th International Conference on Optical Fibre Sensors (OFS-26)—OSA, Lausanne, Switzerland, 24–28 September 2018. [Google Scholar]
- Ribeiro, R.; Queirós, R.; Ecoffet, C.; Soppera, O.; Oliva, A.; Guerreiro, A.; Jorge, P. Rapid fabrication of polymeric micro lenses for optical fiber trapping and beam shaping. In Proceedings of the SPIE NanoScience+ Engineering International Society for Optics and Photonics, San Diego, CA, USA, 16 September 2014; p. 91642M. [Google Scholar]
- Ribeiro, R. Optical Fiber Tools for Single Cell Trapping and Manipulation. Ph.D. Thesis, University of Porto, Porto, Portugal, 2017. [Google Scholar]
- Paiva, J.; Ribeiro, R.; Jorge, P.; Rosa, C.; Cunha, J. Computational modeling of red blood cells trapping using Optical Fiber Tweezers. In Proceedings of the 2017 IEEE 5th Portuguese Meeting on Bioengineering (ENBENG), Coimbra, Portugal, 16–18 February 2017; pp. 1–4. [Google Scholar]
- Paiva, J.; Ribeiro, R.; Jorge, P.; Rosa, C.; Guerreiro, A.; Cunha, J. 2D Computational Modeling of Optical Trapping Effects on Malaria-infected Red Blood Cells. OSA Front. Opt. 2017. [Google Scholar] [CrossRef]
- Piccinini, F.; Kiss, A.; Horvath, P. CellTracker (not only) for dummies. Bioinformatics 2015, 32, 955–957. [Google Scholar] [CrossRef] [PubMed]
- Ribeiro, R.R.; Soppera, O.; Viegas, J.; Guerreiro, A.; Jorge, P. The efficiency of fiber optical tweezers for cell manipulation using distinct fabrication methods. In Proceedings of the Complex Light and Optical Forces IX. International Society for Optics and Photonics, San Francisco, CA, USA, 10 March 2015; Volume 9379, p. 93790N. [Google Scholar]
- Chin-Hsing, C.; Jiann-Der, L.; Ming-Chi, L. Classification of underwater signals using wavelet transforms and neural networks. Math. Comput. Model. 1998, 27, 47–60. [Google Scholar] [CrossRef]
- Roberts, P.; Jaffe, J.; Trivedi, M. Multiview, broadband acoustic classification of marine fish: A machine learning framework and comparative analysis. IEEE J. Ocean. Eng. 2011, 36, 90–104. [Google Scholar] [CrossRef]
- Aktas, M.; Akgun, T.; Demircin, M.; Buyukaydin, D. Deep learning based multi-threat classification for phase-OTDR fiber optic distributed acoustic sensing applications. In Proceedings of the Fiber Optic Sensors and Applications XIV International Society for Optics and Photonics, Anaheim, CA, USA, 27 April 2017; Volume 10208, p. 102080G. [Google Scholar]
- Shankar, P. A general statistical model for ultrasonic backscattering from tissues. IEEE Trans. Ultrason. Ferroelectr. Freq. Control 2000, 47, 727–736. [Google Scholar] [CrossRef] [PubMed]
- Chui, C. An Introduction to Wavelets; Elsevier: Amsterdam, The Netherlands, 2016. [Google Scholar]
- Ganapathi, S.; Kumar, S.; Deivasigamani, M. Noise reduction in underwater acoustic signals for tropical and subtropical coastal waters. In Proceedings of the 2016 IEEE/OES China Ocean Acoustics (COA), Harbin, China, 9–11 January 2016; pp. 1–6. [Google Scholar]
- Izenman, A. Modern Multivariate Statistical Techniques; Springer: New York, NY, USA, 2008; Volume 1. [Google Scholar]
- De Sa, J. Pattern Recognition: Concepts, Methods and Applications; Springer: New York, NY, USA, 2012. [Google Scholar]
- Xanthopoulos, P.; Pardalos, P.; Trafalis, T. Linear discriminant analysis. In Robust Data Mining; Springer: New York, NY, USA, 2013; pp. 27–33. [Google Scholar]
- Pallant, J. SPSS Survival Manual; McGraw-Hill Education: Berkshire, UK, 2013. [Google Scholar]
- Oskooi, A.; Roundy, D.; Ibanescu, M.; Bermel, P.; Joannopoulos, J.; Johnson, S. MEEP: A flexible free-software package for electromagnetic simulations by the FDTD method. Comput. Phys. Commun. 2010, 181, 687–702. [Google Scholar] [CrossRef]
- Barnett, S.; Loudon, R. On the electromagnetic force on a dielectric medium. J. Phys. B 2006, 39, S671. [Google Scholar] [CrossRef]
- Sultanova, N.; Kasarova, S.; Nikolov, I. Dispersion Properties of Optical Polymers. Acta Phys. Pol. Ser. A Gen. Phys. 2009, 116, 585. [Google Scholar] [CrossRef]
Sample Availability: The samples of 8 μm PMMA microparticles used in this study are commercially available upon purchasing from Phosphorex Inc. |




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Photopolymerization | Micro-Lens ID | Analysis Performed |
|---|---|---|
| Laser Power | ||
| 5 W | 1A | Trapping Forces Calculation, Back-scattered Signal-based |
| differentiation ability, Theoretical Simulations | ||
| 1B | Trapping Forces Calculation, Back-scattered Signal-based | |
| differentiation ability, Theoretical Simulations | ||
| 10 W | 2A | Trapping Forces Calculation, Back-scattered Signal-based |
| differentiation ability, Theoretical Simulations | ||
| 2B | Trapping Forces Calculation, Theoretical Simulations | |
| 2BB | Back-scattered Signal-based differentiation ability | |
| 20 W | 3A | Trapping Forces Calculation, Back-scattered Signal-based |
| differentiation ability, Theoretical Simulations | ||
| 3B | Trapping Forces Calculation, Theoretical Simulations | |
| 3BB | Back-scattered Signal-based differentiation ability |
| Type | Group | Number | Feature/Parameter |
|---|---|---|---|
| Time Domain | Time Domain Statistics | 1 | Mean (M) |
| 2 | Standard Deviation (SD) | ||
| 3 | Skewness (Skew) | ||
| 4 | Kurtosis (Kurt) | ||
| 5 | Interquartile Range (IQR) | ||
| 6 | Entropy (E) | ||
| Time Domain Histogram | 7 | ||
| Frequency Domain | Discrete Cosine Transform (DCT) | 8 … 27 | 1st … 20th Coefficient ( … ) |
| 28 | Number of coefficients that capture 98% of the original signal () | ||
| 29 | Total spectrum Area Under Curve (AUC) () | ||
| 30 | Maximum peak amplitude () | ||
| 31 | Total spectral power () | ||
| Wavelet Packet Decomposition | 32 … 37 | Haar Relative Power 1st … 6th level ( … ) | |
| 38 … 43 | Db10 Relative Power 1st … 6th level ( … ) |
| Simulation Parameters | |||
|---|---|---|---|
| Optical System | Computational Grid | Dimensions (length × width) | 500 m × 70 m |
| Spatial resolution (length × width) | 45.002 nm × 45.016 nm | ||
| Waveguide | Polymeric Micro-lens Geometry | see table of Figure 4 | |
| Polymeric Micro-lens RI | 1.5200 | ||
| Single Mode Cladding RI | 1.4510 | ||
| Single Mode Core RI | 1.4575 | ||
| Multi-mode Mode Section Cladding RI | 1.4510 | ||
| Multi-mode Mode Section Core RI | 1.4590 | ||
| Optical Source | Wavelength | 980 nm | |
| Duration | Continuous | ||
| Media (distilled water) | RI | 1.3270 | |
| Theoretical | 5 W | 10 W | 20 W | |
|---|---|---|---|---|
| slope | 0.165 | 0.134 | 0.150 | 0.151 |
| , for (m) | 5.800 | 2.892 | 3.056 | 5.701 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rodrigues, S.M.; Paiva, J.S.; Ribeiro, R.S.R.; Soppera, O.; Cunha, J.P.S.; Jorge, P.A.S. Fabrication of Multimode-Single Mode Polymer Fiber Tweezers for Single Cell Trapping and Identification with Improved Performance. Sensors 2018, 18, 2746. https://doi.org/10.3390/s18092746
Rodrigues SM, Paiva JS, Ribeiro RSR, Soppera O, Cunha JPS, Jorge PAS. Fabrication of Multimode-Single Mode Polymer Fiber Tweezers for Single Cell Trapping and Identification with Improved Performance. Sensors. 2018; 18(9):2746. https://doi.org/10.3390/s18092746
Chicago/Turabian StyleRodrigues, Sandra M., Joana S. Paiva, Rita S. R. Ribeiro, Olivier Soppera, João P. S. Cunha, and Pedro A. S. Jorge. 2018. "Fabrication of Multimode-Single Mode Polymer Fiber Tweezers for Single Cell Trapping and Identification with Improved Performance" Sensors 18, no. 9: 2746. https://doi.org/10.3390/s18092746
APA StyleRodrigues, S. M., Paiva, J. S., Ribeiro, R. S. R., Soppera, O., Cunha, J. P. S., & Jorge, P. A. S. (2018). Fabrication of Multimode-Single Mode Polymer Fiber Tweezers for Single Cell Trapping and Identification with Improved Performance. Sensors, 18(9), 2746. https://doi.org/10.3390/s18092746