Dry Coupling of Ultrasonic Transducer Components for High Temperature Applications


Abstract
:1. Introduction
- Thermal stresses, causing cracking of components and breakdown of acoustic coupling between transducer components;
- Failure of individual components due to phase transitions or melting;
- Depoling of the piezoelectric element in the transducer by exceeding its Curie temperature.
- Specimen ends must be flat, parallel, and perpendicular to the lateral surfaces.
- Diameters of the individual components should be constant throughout the component.
- Components should be concentrically aligned.
2. Materials and Methods
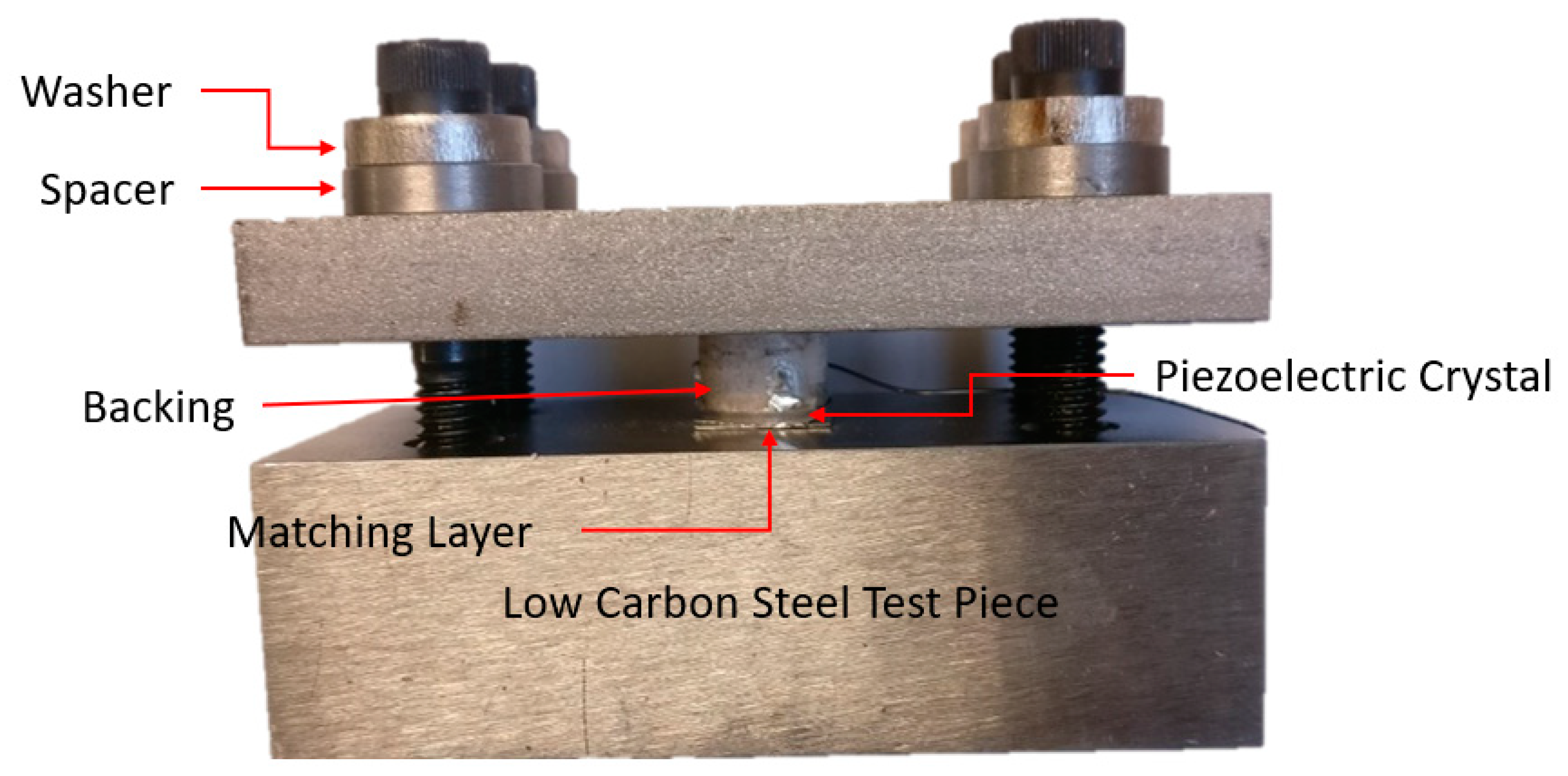
- Rhombohedral 36° Y-cut lithium niobate piezoelectric crystal: The discs were designed to resonate at 3 MHz and were obtained from Boston Piezo Optics Inc. in Bellingham, MA, USA. The surface of the LiNbO3 was fine-lapped and bare of any electrode material. The crystal had a diameter of 1 cm and a thickness of 1 mm.
- Porous zirconia mechanical backing: A novel process to create porous ceramic backings was reported in previous work, in which polyethylene beads of diameter 75–90 microns were mixed into yttria stabilized powder [5,7,17]. The powder was then mixed and pressed in a die to form a “green” body. During the subsequent sintering process, the beads vaporized and left behind spherical cavities (pores). The backing was 1 cm thick with a diameter of 15 mm.
- Stainless-steel 321 protective layer: Square matching layers (1.5 × 1.5 cm) were cut from shim stock of thickness 0.41 mm [7].
2.1. Alignment
- If possible, cylindrical test specimens should be used.
- Specimen surfaces should have a surface roughness of 1.6 μm (63 μin) Ra or better.
- Specimen ends must be flat and parallel 0.0005 mm/mm (in./in.) and perpendicular to the lateral surfaces to within 3’ of arc.
- Diameter of the specimen should not vary more than 1% of the specimen length or 0.05 mm (0.002 in).
- The centerlines of all lateral surfaces of the specimens shall be coaxial within 0.25 mm (0.01 in).
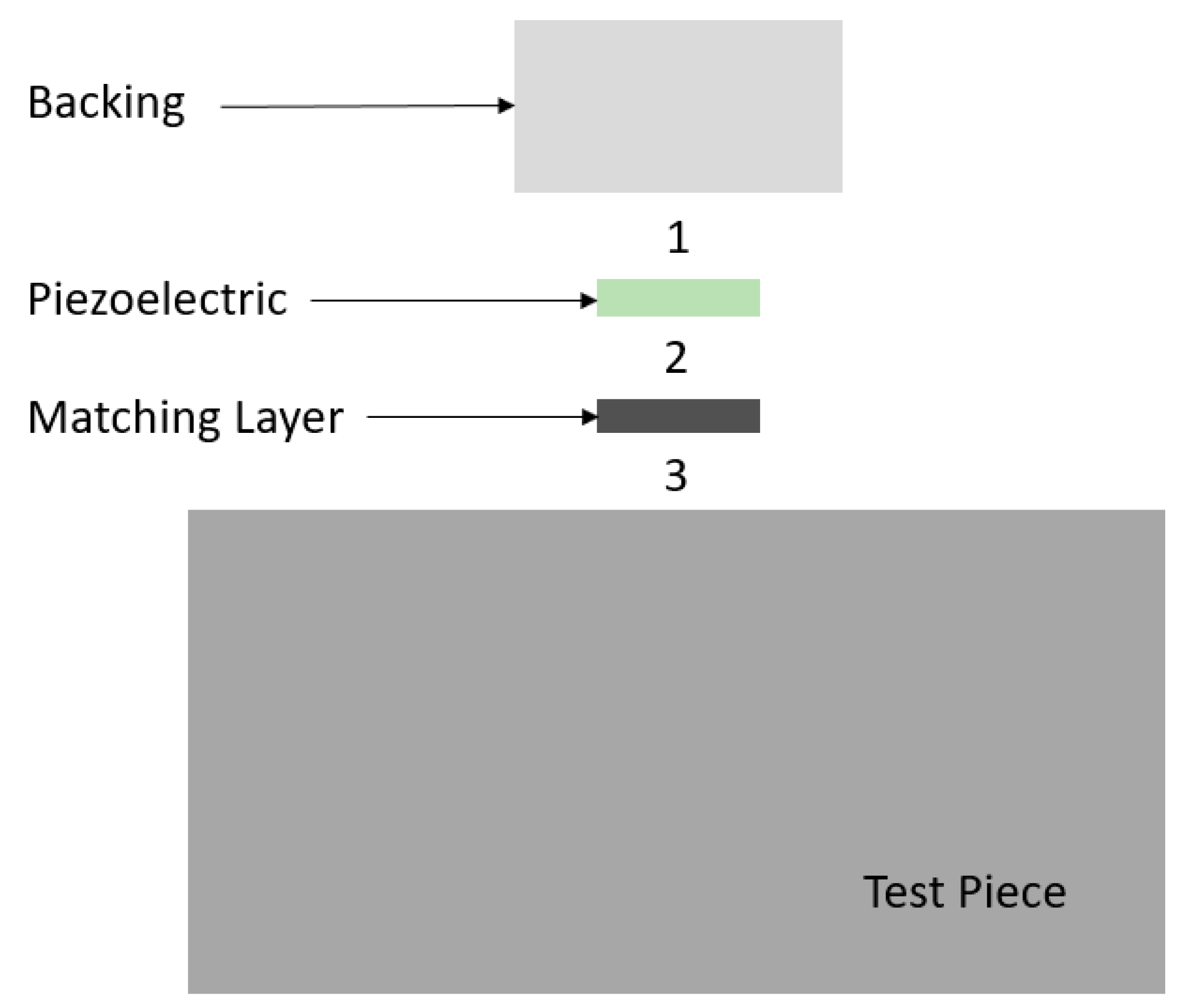
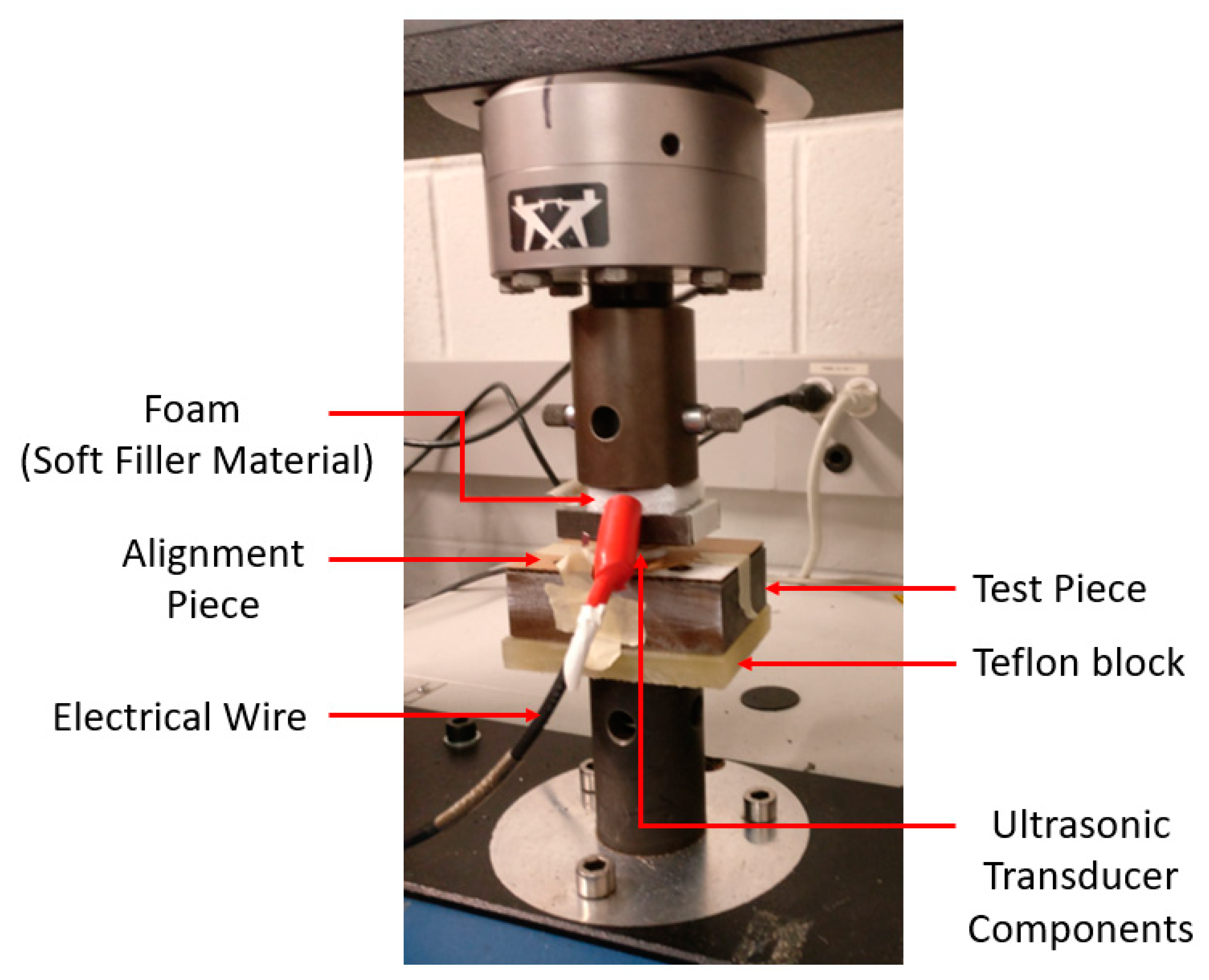
2.2. Setup of Dry Coupling Tests
- Must be softer than components being coupled together;
- Chemically and physically stable in the presence of the transducer components;
- Must be an electrical conductor to act as electrodes for the lithium niobate crystal.
3. Results
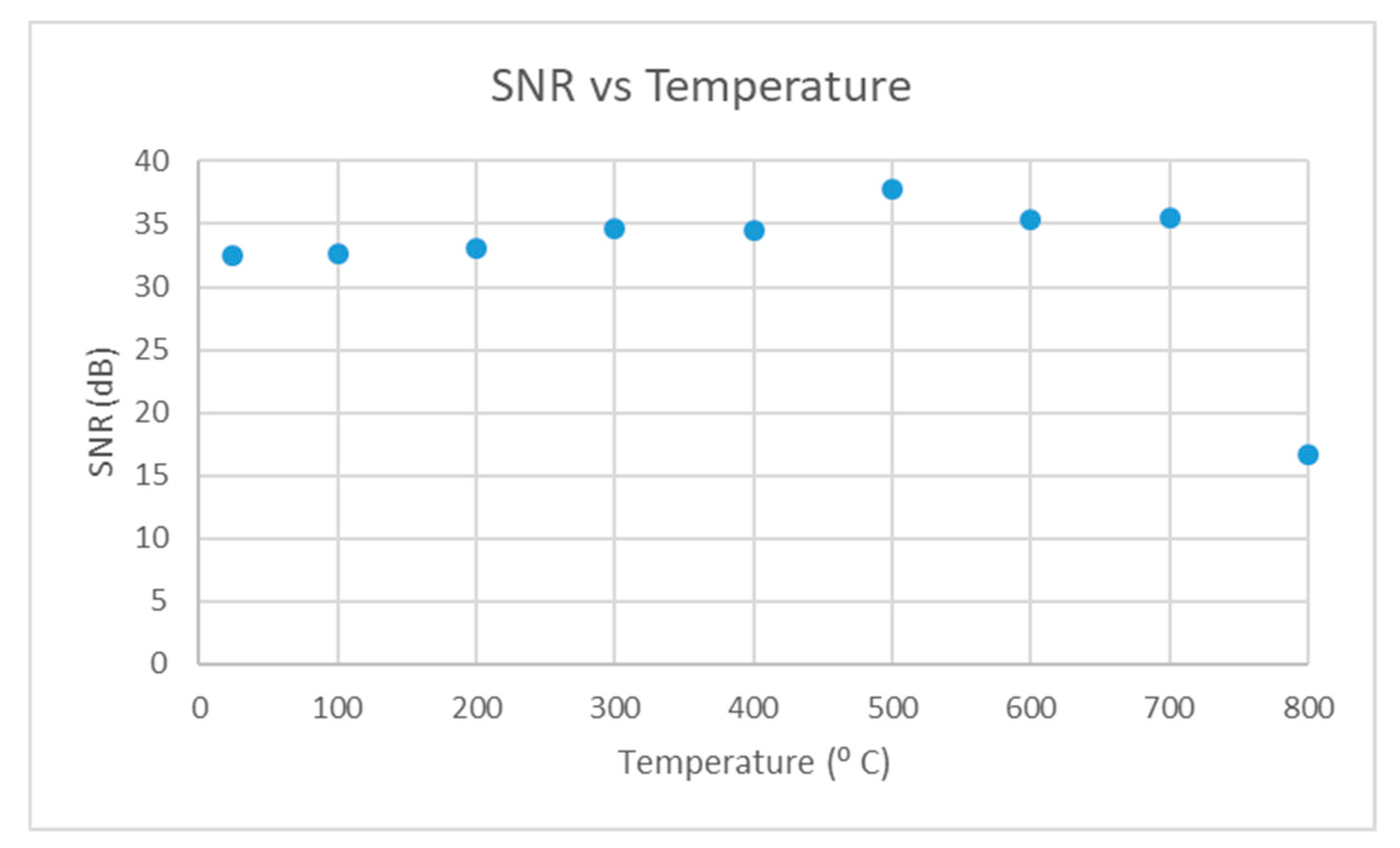
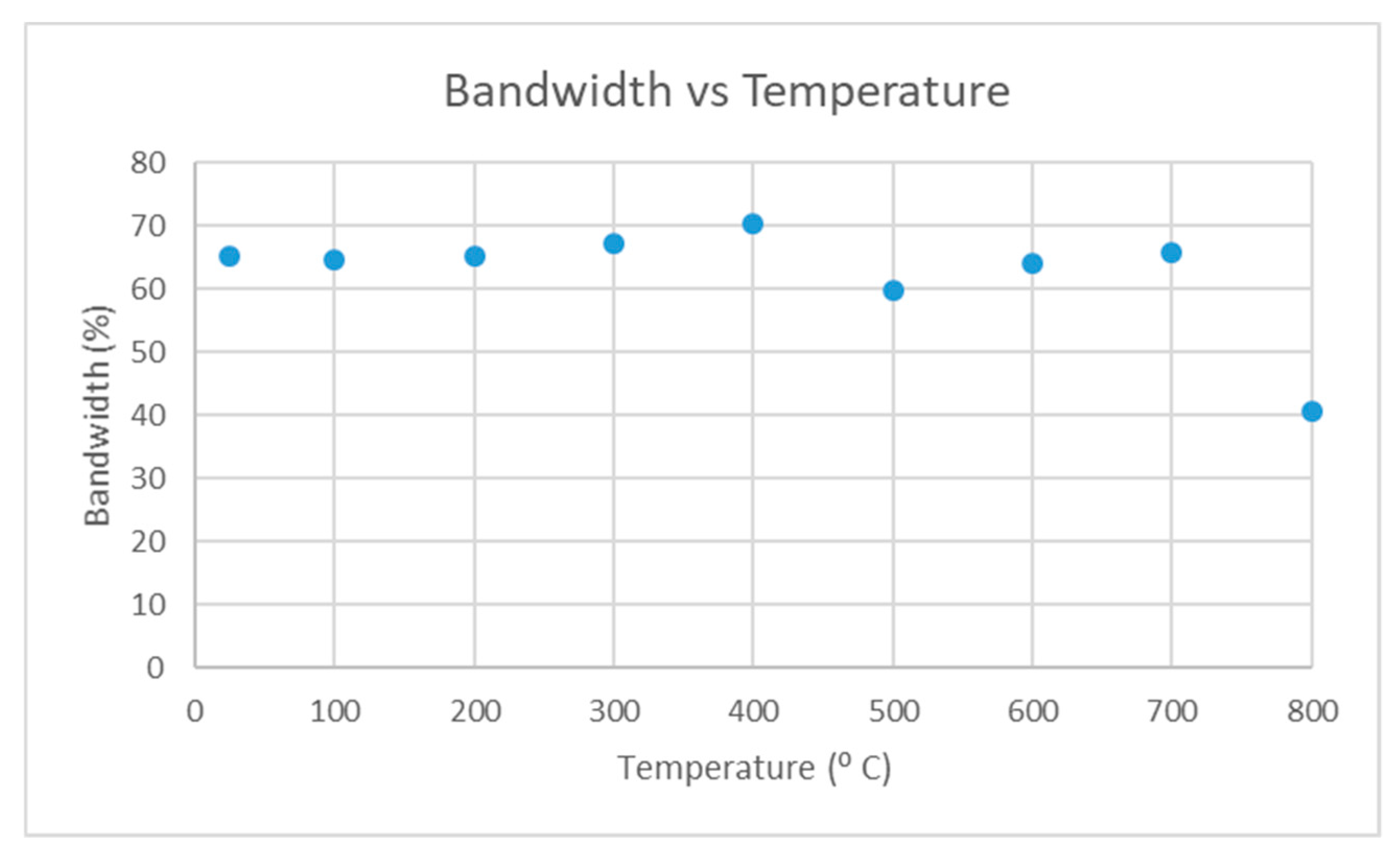
3.1. Maximum Performance Test
- SNR ~32 dB
- Echo signal bandwidth ~65%
3.2. As-Rolled Silver Foil Test
3.3. Annealed Silver Foil Test
Annealed Silver Foil Test Piece
3.4. High Temperature Coupling Test
4. Discussion
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Emerson. Rosemount™ Wireless Permasense WT210 Corrosion and Erosion Monitoring System. Available online: https://www.emerson.com/en-ca/catalog/rosemount-sku-permasense-wt210-corrosion-erosion-monitoring-system (accessed on 4 December 2019).
- High Temperature Ultrasonic Testing. Available online: https://www.olympus-ims.com/en/applications/high-temperature-ultrasonic-testing/ (accessed on 21 June 2019).
- Lunn, N.; Dixon, S.; Potter, M. High temperature EMAT design for scanning or fixed point operation on magnetite coated steel. NDT E Int. 2017, 89, 74–80. [Google Scholar] [CrossRef]
- Burrows, S.E.; Fan, Y.; Dixon, S. High temperature thickness measurements of stainless steel and low carbon steel using electromagnetic acoustic transducers. NDT E Int. 2014, 68, 73–77. [Google Scholar] [CrossRef] [Green Version]
- Amini, M.H. Design and Manufacture of an Ultrasonic Transducer for Long-term High Temperature Operation. Ph.D. Thesis, University of Toronto, Toronto, Canada, November 2016. [Google Scholar]
- Extreme Environment Permanent Monitoring Sensors & System Solutions. Available online: https://ionixadvancedtechnologies.co.uk/ (accessed on 21 November 2019).
- Bosyj, C. Advancements in the Design and Fabrication of Ultrasound Transducers for Extreme Temperatures. Ph.D. Thesis, University of Toronto, Toronto, Canada, November 2017. [Google Scholar]
- Bosyj, C.; Bhadwal, N.; Coyle, T.; Sinclair, A. Brazing Strategies for High Temperature Ultrasonic Transducers Based on LiNbO3 Piezoelectric Elements. Instruments 2019, 3, 2. [Google Scholar] [CrossRef] [Green Version]
- American Society for Testing and Materials. Standard Test Methods of Compression Testing of Metallic Materials at Room Temperature; E9-19; ASTM International: West Conshohocken, PA, USA, 2019. [Google Scholar]
- Drinkwater, B.; Dwyer-Joyce, R.; Cawley, P. A study of the interaction between ultrasound and a partially contacting solid—solid interface. Philos. Trans. R. Soc. Lond. Ser. A 1996, 452, 2613–2628. [Google Scholar]
- Drinkwater, B.; Dwyer-Joyce, R.; Cawley, P. A study of the transmission of ultrasound across solid–rubber interfaces. J. Acoust. Soc. Am. 1997, 101, 970–981. [Google Scholar] [CrossRef]
- Dwyer-Joyce, R.; Drinkwater, B.; Quinn, A. The use of ultrasound in the investigation of rough surface interfaces. J. Trib. 2000, 123, 8–16. [Google Scholar] [CrossRef]
- Kažys, R.J.; Voleišis, A.; Voleišienė, B. High temperature ultrasonic transducers. Ultragarsas 2008, 63, 7–17. [Google Scholar]
- Krolikowski, J.; Szczepek, J. Prediction of contact parameters using ultrasonic method. Wear 1991, 148, 181–195. [Google Scholar] [CrossRef]
- Arakawa, T. A study on the transmission and reflection of an ultrasonic beam at machined surfaces pressed against each other. Mater. Eval. 1983, 41, 714–719. [Google Scholar]
- Dwyer-Joyce, R. The application of ultrasonic NDT techniques in tribology. Inst. Mech. Eng. Part J J. Eng. Tribol. 2005, 219, 347–366. [Google Scholar] [CrossRef] [Green Version]
- Amini, M.H.; Sinclair, A.N.; Coyle, T.W. Development of a high temperature transducer backing element with porous ceramics. In Proceedings of the 2014 IEEE International Ultrasonics Symposium, Chicago, IL, USA, 3–6 September 2014; pp. 967–970. [Google Scholar]
- Specifications and Operational Environment. Available online: https://www.fujifilm.ca/products/measurement-films/prescale/film/#specifications (accessed on 23 May 2019).
- Huang, C.; Nie, L.; Schoonover, R.W.; Wang, L.V.; Anastasio, M.A. Photoacoustic computed tomography correcting for heterogeneity and attenuation. J. Biomed. Opt. 2012, 17, 061211. [Google Scholar] [CrossRef] [PubMed]
- Huang, C.; Wang, K.; Nie, L.; Wang, L.V.; Anastasio, M.A. Full-wave iterative image reconstruction in photoacoustic tomography with acoustically inhomogeneous media. IEEE Trans. Med. Imaging 2013, 32, 1097–1110. [Google Scholar] [CrossRef] [PubMed]
- Material Properties Tables–UT–Piezoelectrics. Available online: https://www.nde-ed.org/GeneralResources/MaterialProperties/UT/ut_matlprop_piezoelectrics.htm (accessed on 12 May 2019).
- MatWeb. 321 Stainless Steel, Annealed Sheet. Available online: http://www.matweb.com/search/datasheettext.aspx?matguid=303825a705054862bed3fe2dde947a5f (accessed on 2 August 2019).
- Accoustic Properties for Metals in Solid Form. Available online: https://www.nde-ed.org/GeneralResources/MaterialProperties/UT/ut_matlprop_metals.htm (accessed on 12 May 2019).
- Goodfellow. Silver–Foil (Thickness: 0.05mm Purity: 99.95+% Temper: As-rolled). Available online: http://www.goodfellow.com/catalogue/GFCat4I.php?ewd_token=6jqxOkVyyEJutto6GazISdgiM4WzY7&n=IecuSVeeCLGJu2wqitzi3o9IiMWFzD&ewd_urlNo=GFCat411&Catite=AG000300&CatSearNum=2 (accessed on 13 September 2019).
- Goodfellow. Silver–Foil (Thickness: 0.05mm Purity: 99.95+% Temper: Annealed). Available online: http://www.goodfellow.com/catalogue/GFCat4I.php?ewd_token=6jqxOkVyyEJutto6GazISdgiM4WzY7&n=IecuSVeeCLGJu2wqitzi3o9IiMWFzD&ewd_urlNo=GFCat411&Catite=AG000305&CatSearNum=2 (accessed on 13 September 2019).
- Goodfellow. Metal–Mechanical Properties. Available online: http://www.goodfellow.com/catalogue/GFCat2C.phpewd_token=p5dXczpXlb8bKNw8Jr5ELQuCaUZNRJ&n=ByIh4cJMPRbgwt4zEn6hKwYUbxxbRR&ewd_urlNo=GFCat26&type=00&prop=3 (accessed on 13 September 2019).









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | Roughness (Ra) nm | Waviness (Wa) nm |
|---|---|---|
| Lithium Niobate | 174 | 7 |
| Matching Layer | 198 | 1356 |
| Test Piece (100 grit sandpaper) | 798 | 1255 |
| Interface | Load (kN) | Pressure on Crystal (MPa) |
|---|---|---|
| (1) Backing–Crystal | 18 | 229.3 |
| (2) Crystal–Matching Layer | 6 | 76.4 |
| Interface | Load (kN) During 1st Loading Cycle | Pressure on Crystal (MPa) | Load (kN) During 3rd Loading Cycle | Pressure on Crystal (MPa) |
|---|---|---|---|---|
| (1) Backing–Crystal | 6 | 76.4 | 1 | 12.7 |
| (2) Crystal–Matching Layer | 3 | 38.2 | 1 | 12.7 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bhadwal, N.; Torabi Milani, M.; Coyle, T.; Sinclair, A. Dry Coupling of Ultrasonic Transducer Components for High Temperature Applications. Sensors 2019, 19, 5383. https://doi.org/10.3390/s19245383
Bhadwal N, Torabi Milani M, Coyle T, Sinclair A. Dry Coupling of Ultrasonic Transducer Components for High Temperature Applications. Sensors. 2019; 19(24):5383. https://doi.org/10.3390/s19245383
Chicago/Turabian StyleBhadwal, Neelesh, Mina Torabi Milani, Thomas Coyle, and Anthony Sinclair. 2019. "Dry Coupling of Ultrasonic Transducer Components for High Temperature Applications" Sensors 19, no. 24: 5383. https://doi.org/10.3390/s19245383
APA StyleBhadwal, N., Torabi Milani, M., Coyle, T., & Sinclair, A. (2019). Dry Coupling of Ultrasonic Transducer Components for High Temperature Applications. Sensors, 19(24), 5383. https://doi.org/10.3390/s19245383