Online Monitoring and Prediction of Thermo-Mechanics of AFP Based Thermoplastic Composites



Abstract
:1. Introduction
2. Implemented Methods
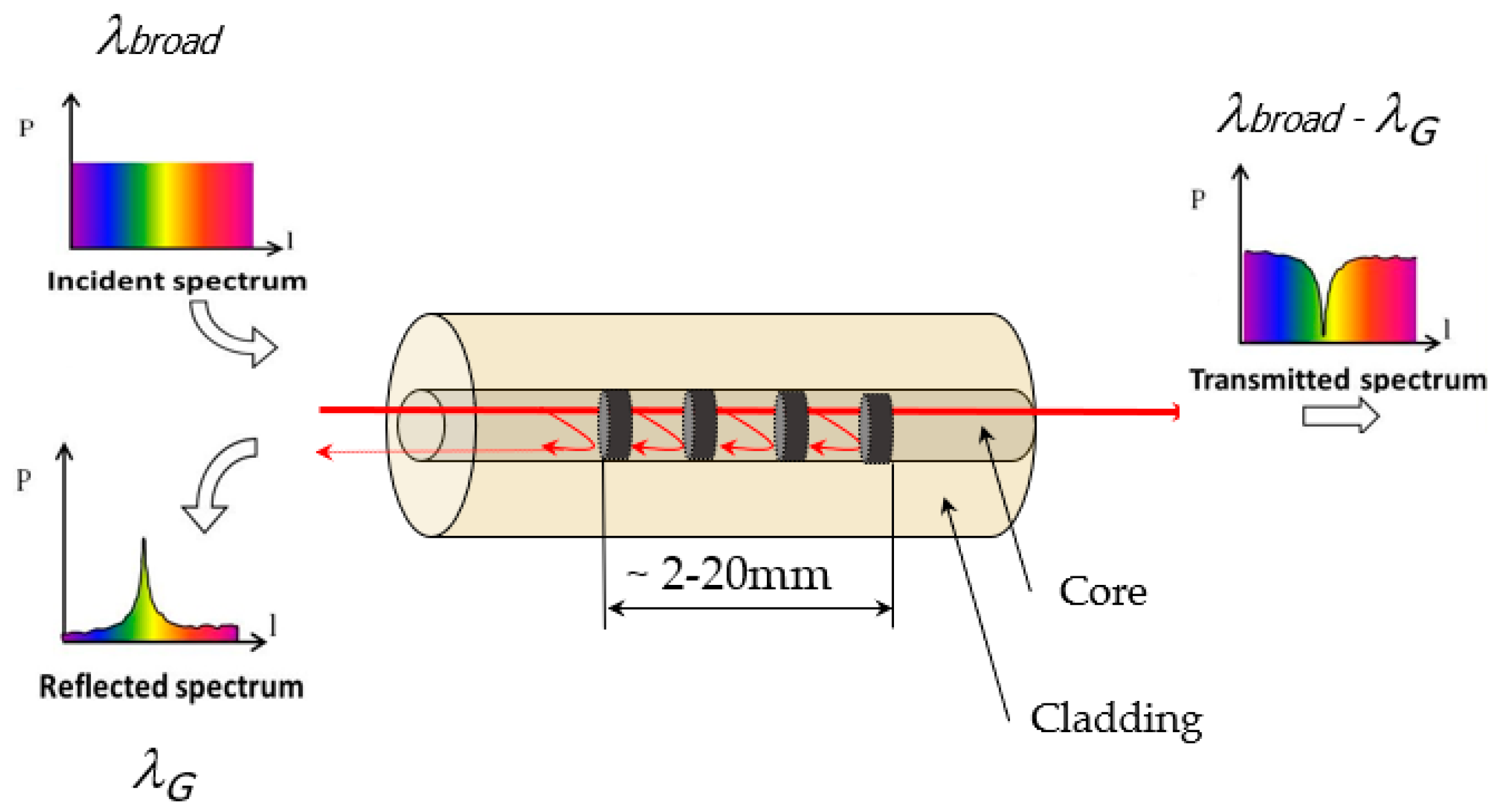
2.1. Optical FBG Sensors
2.2. Automated Fibre Placement (AFP) Methodology
3. Experiments
3.1. Specimen Preparation
3.2. Strain and Temperature Measurement
4. Numerical Simulation
4.1. Coupled Temperature-Displacement Analysis
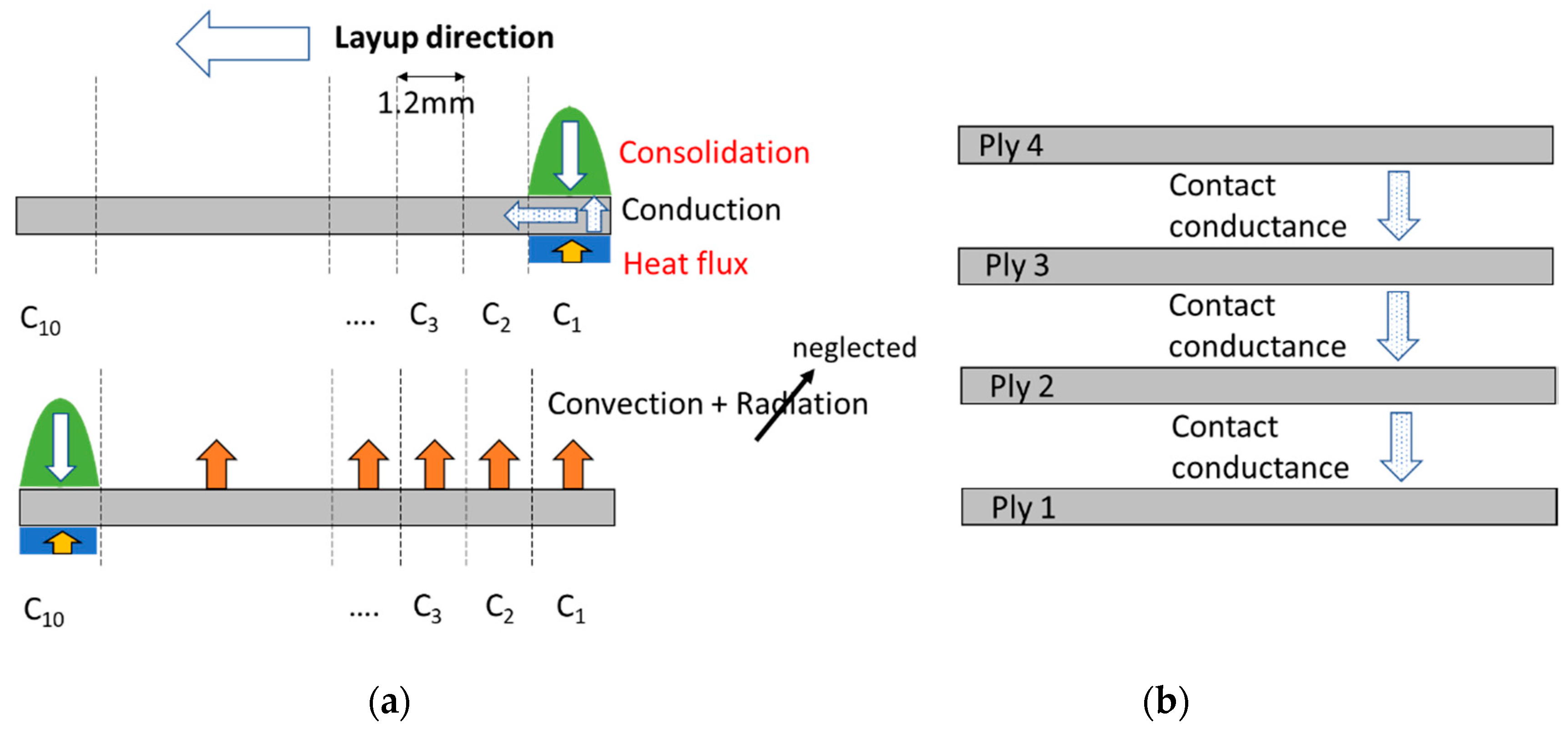
4.2. Modelling Strategy
4.3. Finite Element Methodology
5. Results and Discussion
5.1. Mesh Sensitivity
5.2. Effects of Heat Flux
5.3. Effects of Thermal Contact Conductance
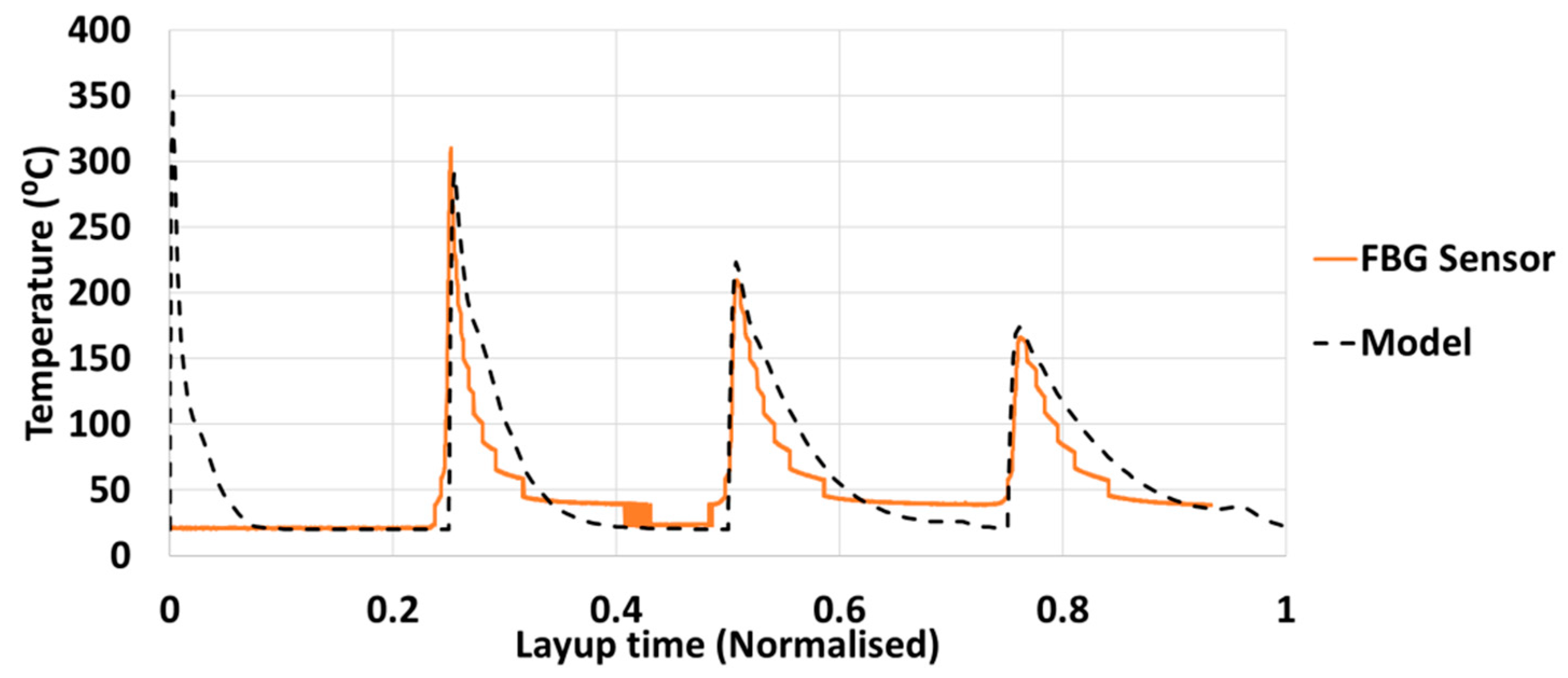
5.4. Numerical vs Experimental Thermal History
5.5. Overall Thermal History
6. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temperature T (°C) | Density ρ (kg/m3) | Specific Heat Cp (J/kgK) |
|---|---|---|
| 0 | 1601 | 800 |
| 50 | 1598 | 930 |
| 100 | 1593 | 1040 |
| 150 | 1586 | 1260 |
| 200 | 1575 | 1300 |
| 250 | 1563 | 1400 |
| 300 | 1551 | 1550 |
| 350 | 1537 | 1650 |
| 400 | 1524 | 1700 |
| Temperature T (°C) | Elastic Modulus E11 (GPa) | Elastic Modulus E22 = E33 (GPa) | Poisson’s Ratio υ12 = υ13 = υ23 | Shear Modulus G12 = G13 (GPa) | Shear Modulus G23 (GPa) |
|---|---|---|---|---|---|
| 23 | 130 | 10.3 | 0.32 | 6.00 | 4.8 |
| 65 | 130 | 9.6 | 0.33 | 5.43 | 4.34 |
| 121 | 130 | 8.3 | 0.32 | 4.86 | 3.89 |
| 168 | 127 | 4.3 | 0.34 | 2.51 | 2.01 |
| 182 | 126 | 4.3 | 0.34 | 2.16 | 1.73 |
| 232 | 125 | 3.6 | 0.4 | 0.951 | 0.761 |
| 288 | 125 | 1.7 | 0.4 | 0.531 | 0.425 |
| 315 | 124 | 0.63 | 0.4 | 0.233 | 0.186 |
| Temperature T (°C) | Thermal Conductivity k11 (W/mK) | Thermal Conductivity k22 = k33 (W/mK) | Coefficient of Expansion α11 (10−7 K−1) | Coefficient of Expansion α22 = α33 (10−5 K−1) |
|---|---|---|---|---|
| 0 | 3.5 | 0.42 | 1.5 | 2.82 |
| 50 | 4.6 | 0.52 | 3.0 | 2.96 |
| 100 | 5.1 | 0.6 | 5.0 | 3.16 |
| 150 | 5.9 | 0.7 | 2.0 | 3.69 |
| 200 | 5.9 | 0.7 | 0 | 7.3 |
| 250 | 6.1 | 0.7 | 0 | 7.7 |
| 300 | 6.7 | 0.75 | 0 | 8.4 |
| 350 | 6.8 | 0.68 | 0 | 8.8 |
| 400 | 7 | 0.65 | 0 | 8.2 |
| Density ρ, (kg/m3) | Specific Heat Cp, (J/kgK) | Elastic Modulus E, (GPa) | Poisson’s Ratio | Thermal Conductivity k, (W/mK) | Coefficient of Expansion α, (10−6 K−1) |
|---|---|---|---|---|---|
| 7760 | 502 | 208 | 0.3 | 16 | 7.2 |
References
- Lukaszewicz, D.H.J.A.; Ward, C.; Potter, K.D. The engineering aspects of automated prepreg layup: History, present and future. Compos. Part B Eng. 2012, 43, 997–1009. [Google Scholar] [CrossRef]
- Shokrieh, M.M.; Ghanei Mohammadi, A.R. Non-destructive testing (NDT) techniques in the measurement of residual stresses in composite materials: An overview. In Residual Stresses in Composite Materials; Woodhead Publishing: Sawston, UK, 2014; pp. 58–75. [Google Scholar]
- Rendler, N.J.; Vigness, I. Hole-drilling strain-gage method of measuring residual stresses. Exp. Mech. 1966, 6, 577–586. [Google Scholar] [CrossRef]
- Parlevliet, P.P.; Bersee, E.N.; Beukers, A. Residual stresses in thermoplastic composites—A study of the literature. Part II: Experimental techniques. Compos. Part A Appl. Sci. Manuf. 2007, 38, 651–665. [Google Scholar] [CrossRef]
- Daniel, I.M.; Liber, T. Effect of laminate construction on residual stresses in graphite/polyimide composites. Exp. Mech. 1977, 17, 21–25. [Google Scholar] [CrossRef]
- Tsouvalis, N.; Margelis, G.; Dellis, D. Residual Stresses in Composite Materials: A Review. Part I: Experimental investigation and analytical model. Compos. Part A 2009, 35, 121–133. [Google Scholar]
- Myers, D.G. Method for Measurement of Residual Stress and Coefficient of Thermal Expansion of Laminated Composites. Master’s Thesis, Graduate School, University of Florida, Gainesville, FL, USA, 2004. [Google Scholar]
- Du, W.; Tao, X.M.; Tam, H.Y.; Choy, C.L. Fundamentals and applications of optical fibre Bragg grating sensors to textile structural composites. Compos. Struct. 1998, 42, 217–229. [Google Scholar] [CrossRef]
- Méndez, A.; Graver, T. Overview of fibre optic sensors for NDT applications. In Proceedings of the IV NDT Panamerican Conferance Buenos Aires, Buenos Aires, Argentina, 22–26 October 2007. [Google Scholar]
- Gros, X.E. Current and future trends in non-destructive testing of composite materials. Ann. Chim. Sci. Matér. 2000, 25, 539–544. [Google Scholar] [CrossRef]
- Oromiehie, E.; Rajan, G.; Compston, P.; Prusty, B.G. Performance characterization of sandwich composite laminates embedded with fibre Bragg grating sensors. In Proceedings of the 8th Australasian Congress on Applied Mechanics: ACAM, Melbourne, Australia, 25–26 November 2014; pp. 904–911. [Google Scholar]
- Błażejewski, W.; Gąsior, P.; Kaleta, J. Application of Optical Fibre Sensors to Measuring the Mechanical Properties of Composite Materials and Structures. In Advances in Composite Materials-Ecodesign and Analysis; IntechOpen: London, UK, 2011; p. 654. [Google Scholar]
- Oromiehie, E.; Prusty, B.G.; Compston, P.; Rajan, G. Structural Health Monitoring and Processing of Composites using Photonic Sensing Technology. In Proceedings of the 20th International Conference on Composite Materials, Copenhagen, Denmark, 19–24 July 2015. [Google Scholar]
- Oromiehie, E.; Prusty, B.G.; Compston, P.; Rajan, G. In-situ process monitoring for automated fibre placement using fibre Bragg grating sensors. Struct. Health Monit. 2016, 15, 706–714. [Google Scholar] [CrossRef]
- Oromiehie, E.; Prusty, B.G.; Compston, P.; Rajan, G. Characterisation of process-induced defects in automated tape placement (ATP) manufacturing of composites using fibre Bragg grating sensors. Struct. Health Monit. 2018, 17, 108–117. [Google Scholar] [CrossRef]
- Oromiehie, E.; Prusty, B.G.; Compston, P.; Rajan, G. Optical fibre Bragg grating sensors for process monitoring in advanced composites. In Proceedings of the International Sensors Applications Symposium (SAS), Catania, Italy, 20–22 April 2016. [Google Scholar]
- Oromiehie, E.; Prusty, B.G.; Compston, P.; Rajan, G. In-situ simultaneous measurement of strain and temperature in automated fibre placement (AFP) using optical fibre Bragg grating (FBG) sensors. Adv. Manuf. Polym. Compos. Sci. 2017, 3, 56–61. [Google Scholar]
- Rao, Y.J. In-fibre Bragg grating sensors. Meas. Sci. Technol. 1997, 8, 355. [Google Scholar] [CrossRef]
- Mantell, S.C.; Springer, G.S. Manufacturing process models for thermoplastic composites. J. Compos. Mater. 1992, 26, 2348–2377. [Google Scholar] [CrossRef]
- Tierney, J. Modeling of in situ strength development for the thermoplastic composite tow placement process. J. Compos. Mater. 2006, 40, 1487–1506. [Google Scholar] [CrossRef]
- Sonmez, F.O.; Hahn, H.T. Modeling of heat transfer and crystallization in thermoplastic composite tape placement process. J. Thermoplast. Compos. Mater. 1997, 10, 198–240. [Google Scholar] [CrossRef]
- Stokes-Griffin, C.M.; Matuszyk, T.I.; Compston, P.; Cardew-Hall, M.J. Modelling the Automated Tape Placement of Thermoplastic Composites with In-Situ Consolidation; Springer: Berlin/Heidelberg, Germany, 2015; Chapter 9; pp. 61–68. [Google Scholar]
- Beyeler, E.P.; Guceri, S.I. Thermal analysis of laser-assisted thermoplastic-matrix composite tape consolidation. J. Heat Transf. 1988, 110, 424–430. [Google Scholar] [CrossRef]
- Dara, P.; Loos, A. Thermoplastic Matrix Composite Processing Model; Technical Report; Virginia Polytechnic Institute and State University: Blacksburg, VA, USA, 1985. [Google Scholar]
- Ghasemi Nejhad, M.; Cope, R.; Guceri, S. Thermal analysis of in-situ thermoplastic composite tape laying. J. Thermoplast. Compos. Mater. 1991, 4, 20–45. [Google Scholar] [CrossRef]
- Ranganathan, S.; Advani, S.G.; Lamontia, M.A. A non-isothermal process model for consolidation and void reduction during in-situ tow placement of thermoplastic composites. J. Compos. Mater. 1995, 29, 1040–1062. [Google Scholar] [CrossRef]
- Sarrazin, H.; Springer, G.S. Thermochemical and mechanical aspects of composite tape laying. J. Compos. Mater. 1995, 1908–1943. [Google Scholar] [CrossRef]
- Grove, S.M. Thermal modelling of tape laying with continuous carbon fibre-reinforced thermoplastic. Composites 1988, 19, 367–375. [Google Scholar] [CrossRef]
- Stokes-Griffin, C.M.; Compston, P.; Matuszyk, T.I.; Cardew-Hall, M.J. Thermal modelling of the laser-assisted thermoplastic tape placement process. J. Thermoplast. Compos. Mater. 2013, 28, 1445–1462. [Google Scholar] [CrossRef]
- Beakou, A.; Cano, M.; Le Cam, J.B.; Verney, V. Modelling slit tape buckling during automated prepreg manufacturing: A local approach. Compos. Struct. 2011, 93, 2628–2635. [Google Scholar] [CrossRef] [Green Version]
- Tierney, J.; Gillespie, J.W. Modeling of heat transfer and void dynamics for the thermoplastic composite tow-placement process. J. Compos. Mater. 2003, 37, 1745–1768. [Google Scholar] [CrossRef]
- Sonmez, F.O.; Hahn, H.T. Analysis of the on-line consolidation process in thermoplastic composite tape placement. J. Thermoplast. Compos. Mater. 1997, 10, 543–572. [Google Scholar] [CrossRef]
- Sonmez, F.O.; Hahn, H.T. Thermoviscoelastic analysis of the thermoplastic composite tape placement process. J. Thermoplast. Compos. Mater. 1997, 10, 381–414. [Google Scholar] [CrossRef]
- Sonmez, F.O.; Hahn, H.T.; Akbulut, M. Analysis of process-induced residual stresses in tape placement. J. Thermoplast. Compos. Mater. 2002, 15, 525–544. [Google Scholar] [CrossRef]
- Chakladar, N.D. Multi-Scale Modelling of Fibre Bundles. Ph.D. Thesis, University of Manchester, Manchester, UK, 2014. [Google Scholar]
- Chakladar, N.D.; Mandal, P.; Potluri, P. Effects of inter-tow angle and tow size on carbon fibre friction. Comp. Part A Appl. Sci. Manuf. 2014, 65, 115–124. [Google Scholar] [CrossRef]
- Narnhofer, M.; Schledjewski, R.; Mitschang, P.; Perko, L. Simulation of the tape-laying process for thermoplastic matrix composites. Adv. Polym. Technol. 2013, 32, E705–E713. [Google Scholar] [CrossRef]
- Mantell, S.C.; Wang, Q.; Springer, G.S. Processing thermoplastic composites in a press and by tape laying—Experimental Results. J. Compos. Mater. 1992, 26, 2378–2401. [Google Scholar] [CrossRef]
- Sonmez, F.O.; Akbulut, M. Process optimization of tape placement for thermoplastic composites. Compos. Part A Appl. Sci. Manuf. 2007, 38, 2013–2023. [Google Scholar] [CrossRef]
- Chapman, T.; Gillespie, J.; Pipes, R.; Manson, J.A.; Seferis, J. Prediction of process-induced residual stresses in thermoplastic composites. J. Compos. Mater. 1990, 24, 616–643. [Google Scholar] [CrossRef]
- Pitchumani, R.; Ranganathan, S.; Don, R.C.; Gillespie, J.W., Jr.; Lamontia, M.A. Analysis of transport phenomena governing interfacial bonding and void dynamics during thermoplastic tow-placement. Int. J. Heat Mass Transf. 1996, 39, 1883–1897. [Google Scholar] [CrossRef]
- Sun, W.C.; Mantell, S.C.; Stelson, K.A. Demonstration of bond quality improvement for closed loop control of thermoplastic tape-laying. J. Compos. Mater. 2001, 35, 57–76. [Google Scholar] [CrossRef]
- Hassan, N. A heat transfer analysis of the fiber placement composite manufacturing process. J. Reinf. Plast. Compos. 2005, 24, 869–888. [Google Scholar] [CrossRef]
- Li, Z.; Yang, T.; Du, Y. Dynamic finite element simulation and transient temperature field analysis in thermoplastic composite tape lay-up process. J. Thermoplast. Compos. Mater. 2015, 28, 558–573. [Google Scholar] [CrossRef]
- Hilber, H.M.; Hughes, T.J.R.; Taylor, R.L. Improved numerical dissipation for time integration algorithms in structural dynamics. Earthq. Eng. Struct. Dyn. 1977, 5, 283–292. [Google Scholar] [CrossRef]
- Hertz, H.R. On Contact between Elastic Bodies; Gesammelte Werke: Leipzig, Germany, 1895; p. 1. [Google Scholar]












© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Oromiehie, E.; Chakladar, N.D.; Rajan, G.; Prusty, B.G. Online Monitoring and Prediction of Thermo-Mechanics of AFP Based Thermoplastic Composites. Sensors 2019, 19, 1310. https://doi.org/10.3390/s19061310
Oromiehie E, Chakladar ND, Rajan G, Prusty BG. Online Monitoring and Prediction of Thermo-Mechanics of AFP Based Thermoplastic Composites. Sensors. 2019; 19(6):1310. https://doi.org/10.3390/s19061310
Chicago/Turabian StyleOromiehie, Ebrahim, Nilanjan Das Chakladar, Ginu Rajan, and B. Gangadhara Prusty. 2019. "Online Monitoring and Prediction of Thermo-Mechanics of AFP Based Thermoplastic Composites" Sensors 19, no. 6: 1310. https://doi.org/10.3390/s19061310
APA StyleOromiehie, E., Chakladar, N. D., Rajan, G., & Prusty, B. G. (2019). Online Monitoring and Prediction of Thermo-Mechanics of AFP Based Thermoplastic Composites. Sensors, 19(6), 1310. https://doi.org/10.3390/s19061310