A Multisensor Data Fusion Method Based on Gaussian Process Model for Precision Measurement of Complex Surfaces

Abstract
:1. Introduction
2. The Multisensor Data Fusion Method
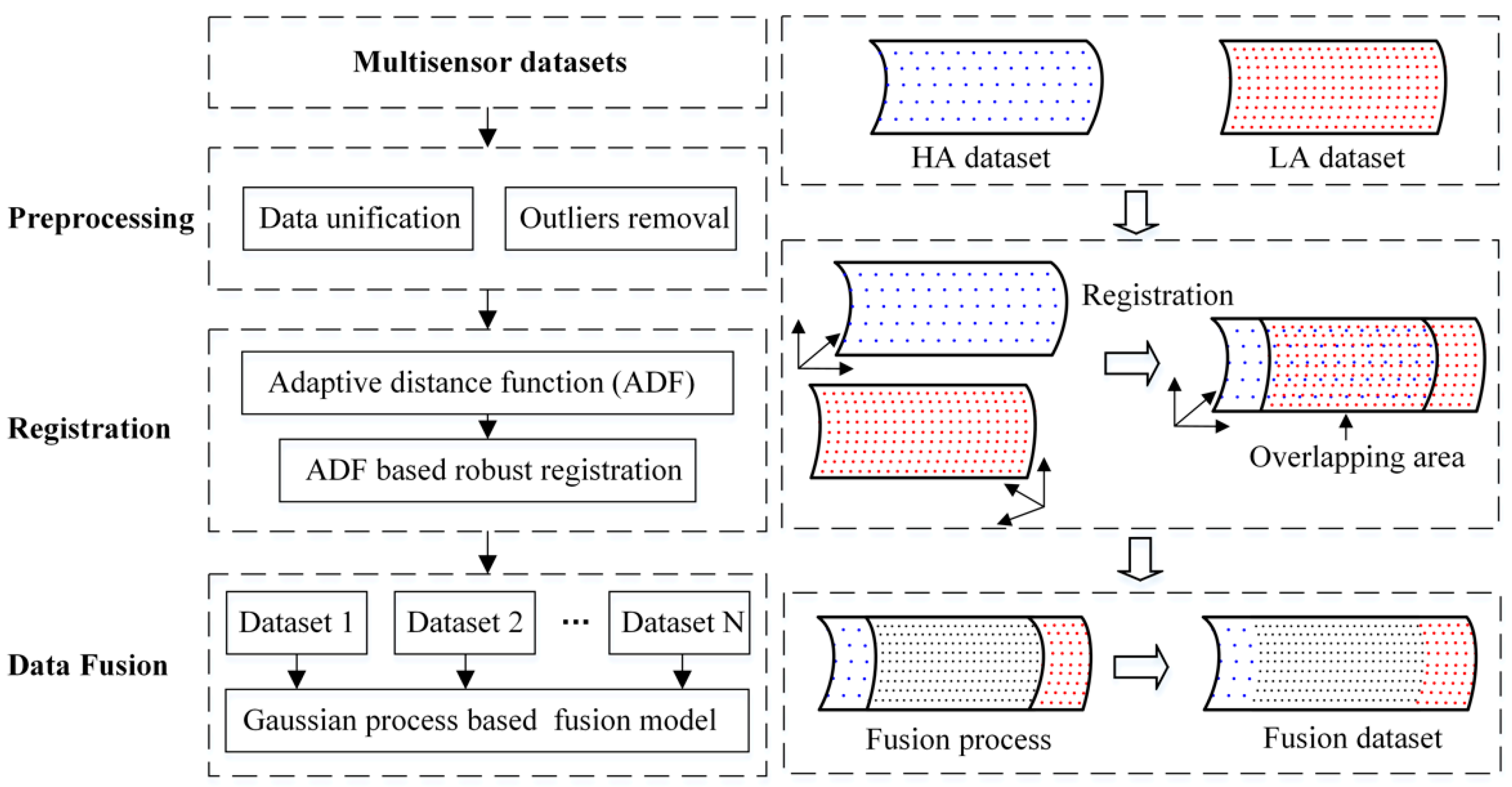
2.1. Summary of the Multisensor Fusion Method
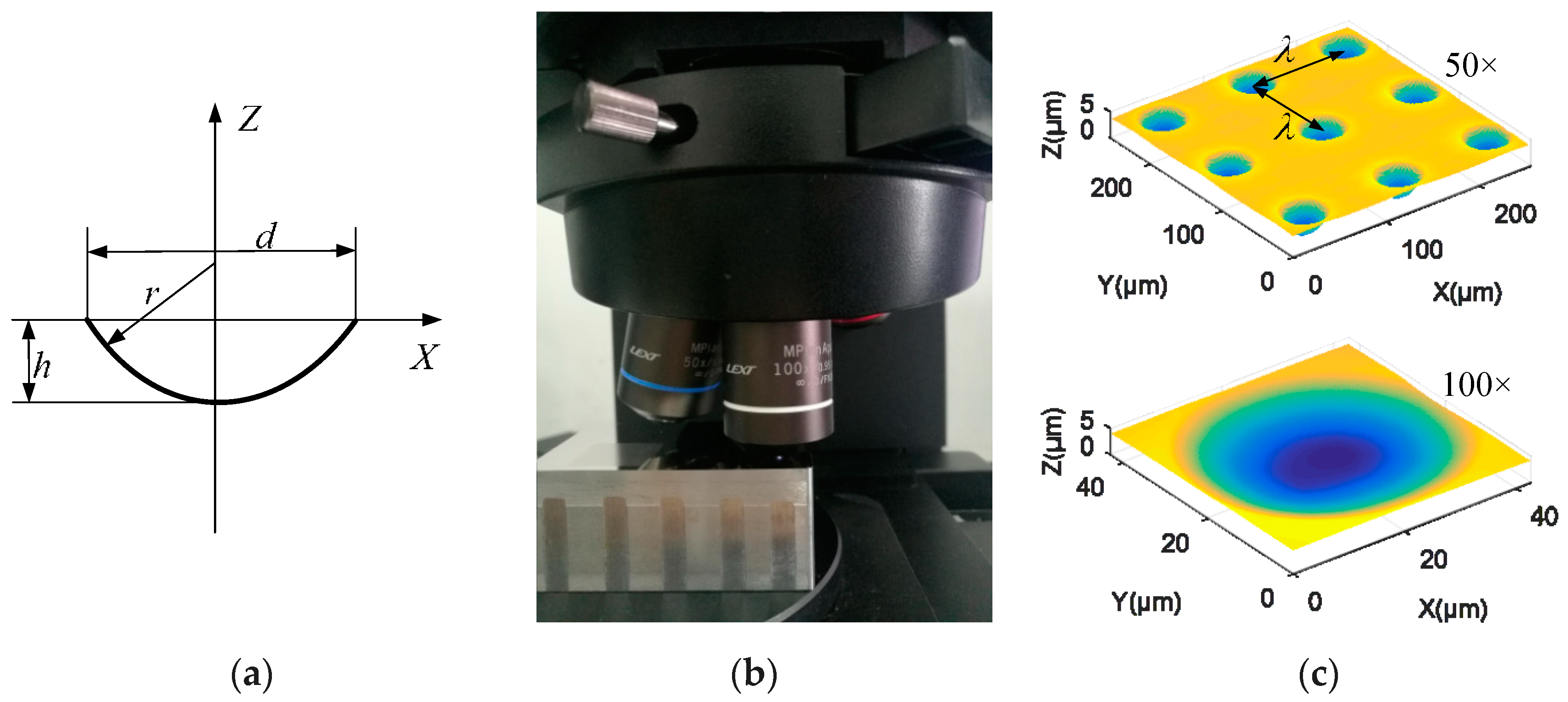
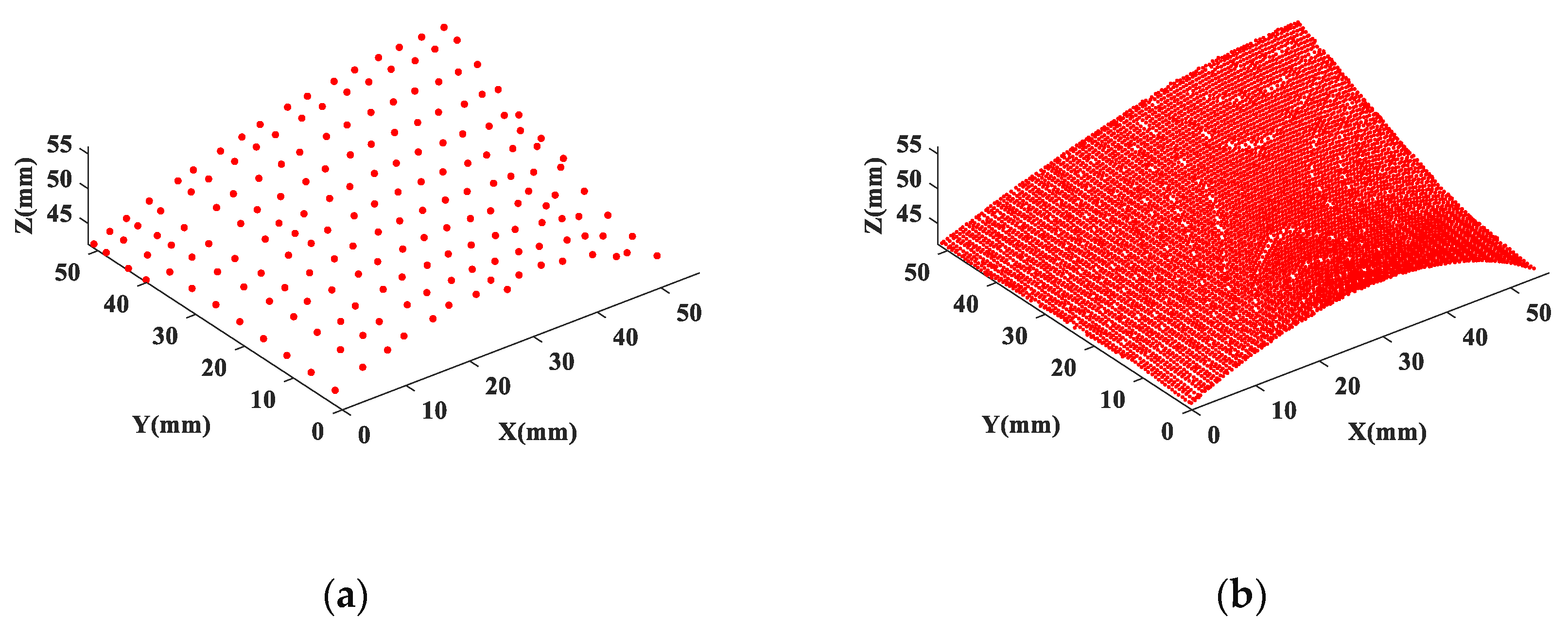
- one type of dataset with high accuracy, low density, which is generated by CMM or high-precision microscope. This high-accuracy dataset is called the HA set for short.
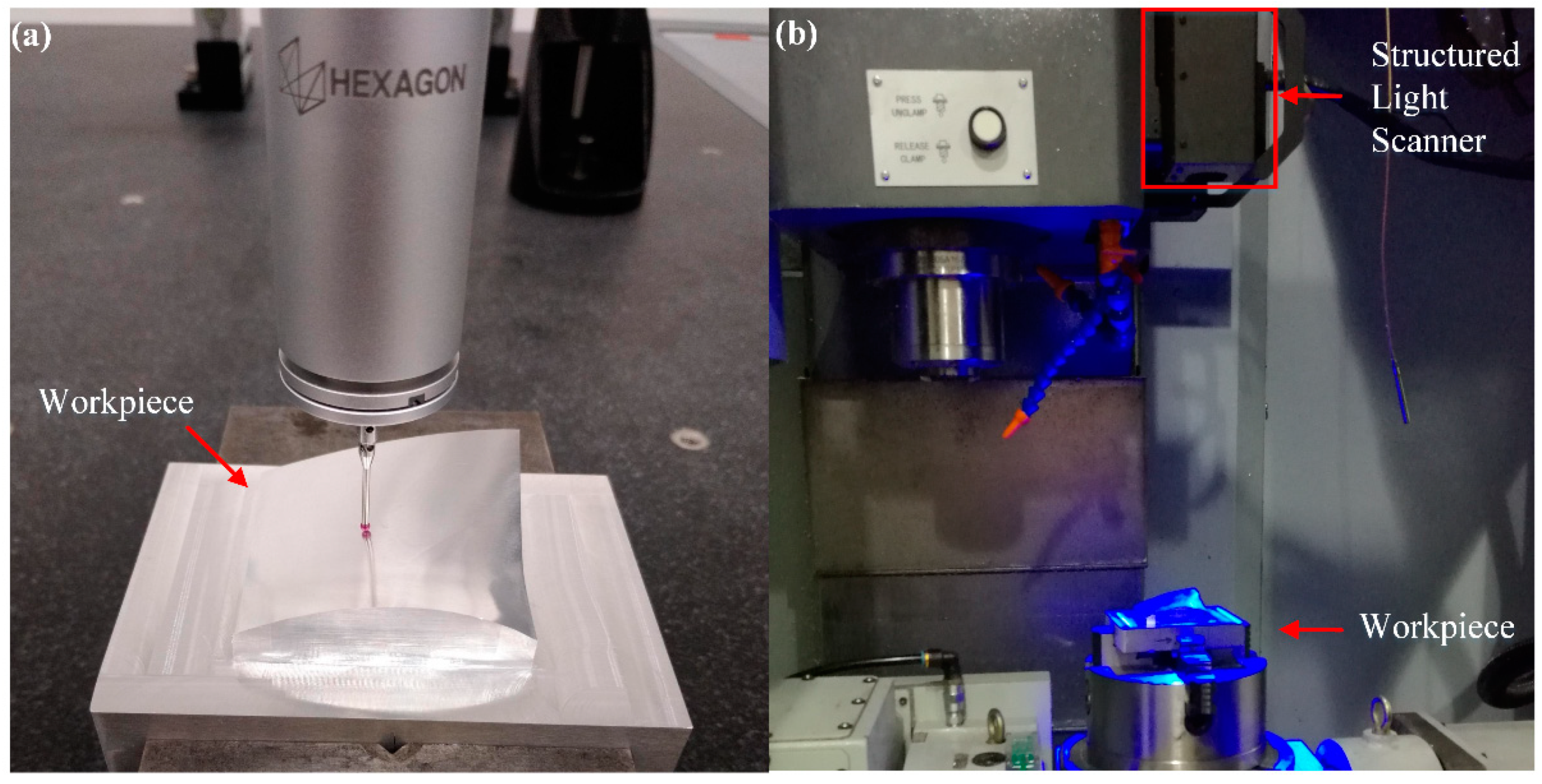
- another type of dataset with low accuracy, high density, generated by the structured light scanner, line scanner, or similar technology. This low-accuracy dataset is referred to as the LA set.
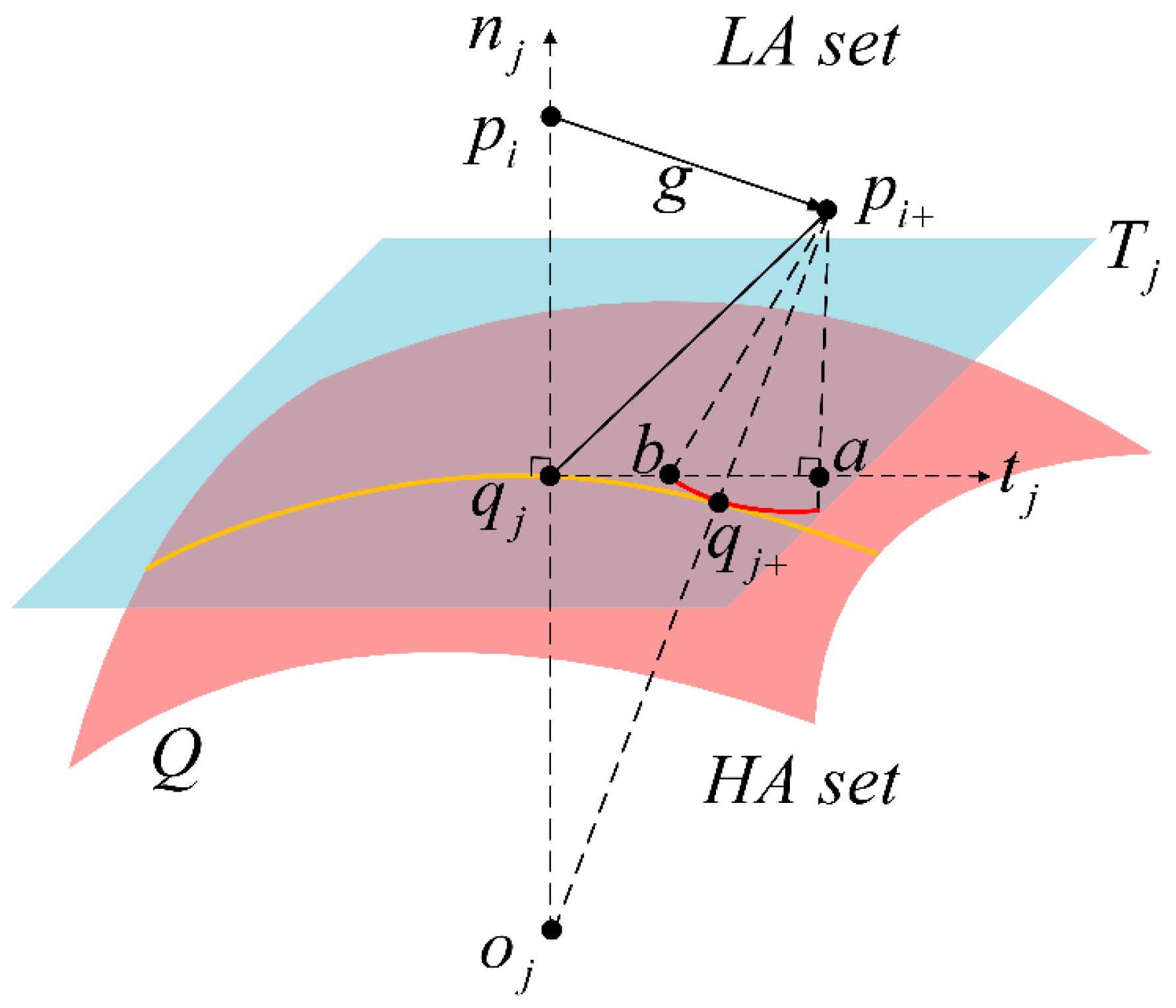
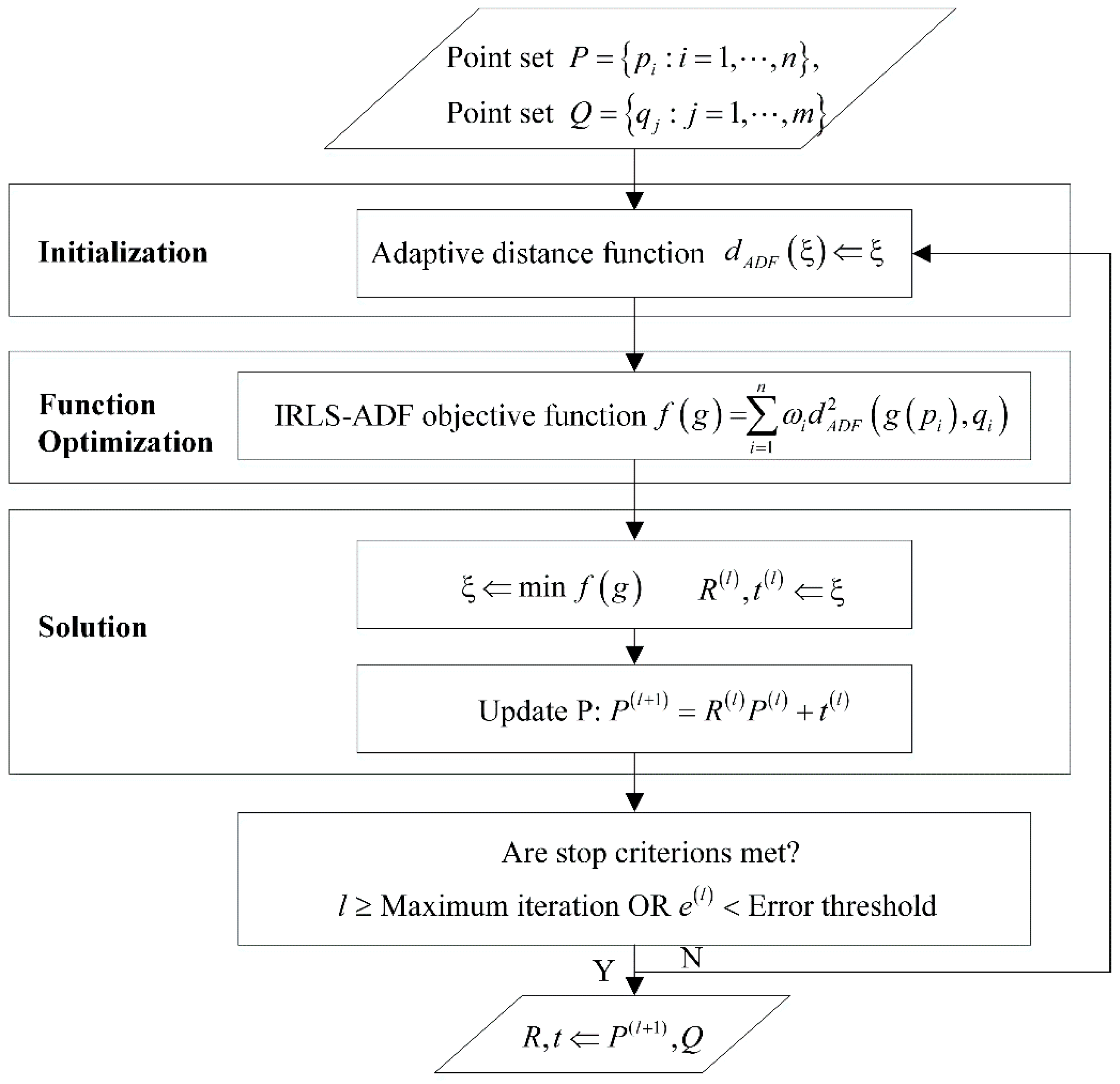
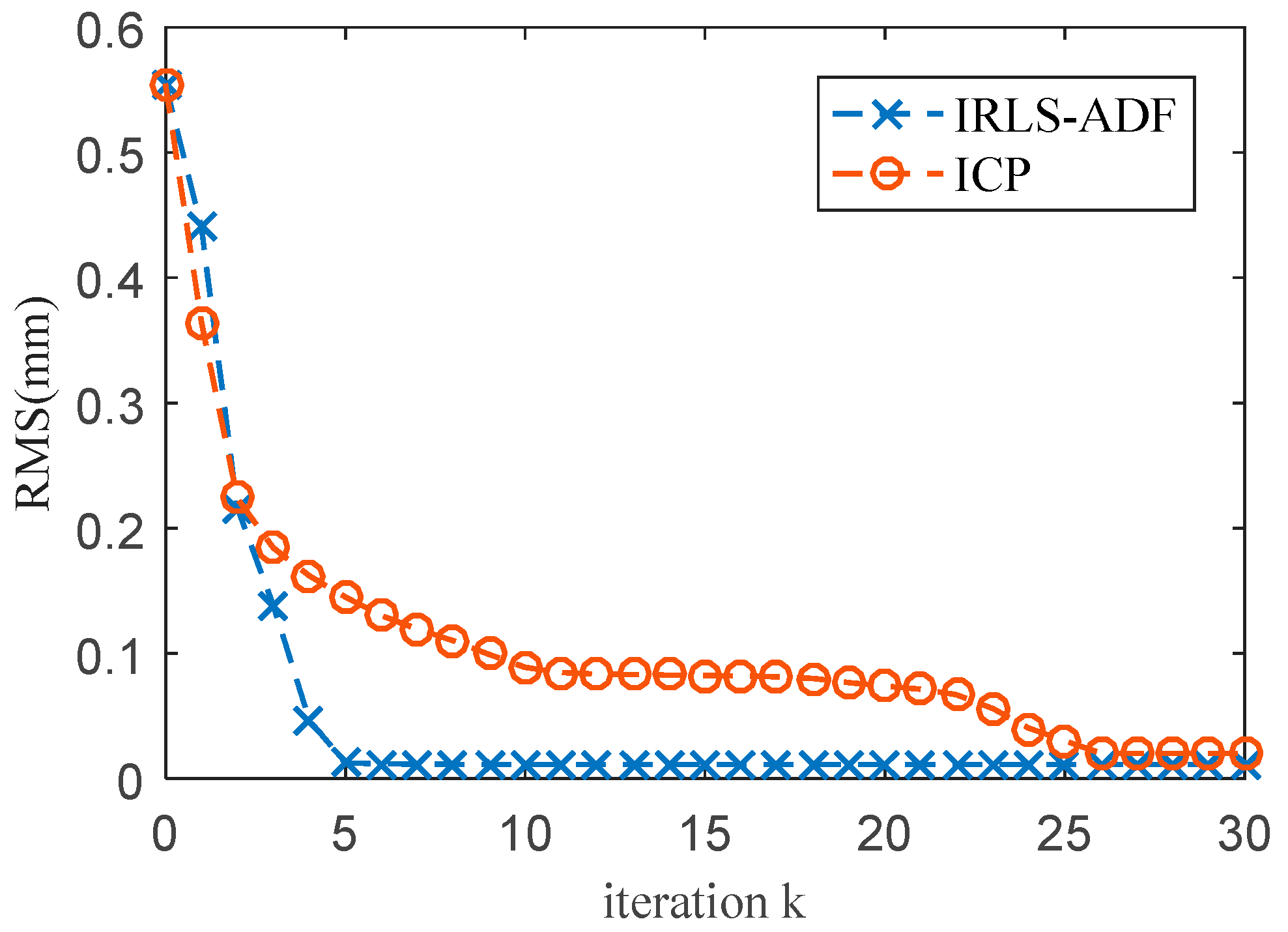
2.2. ADF-Based Robust Data Registration
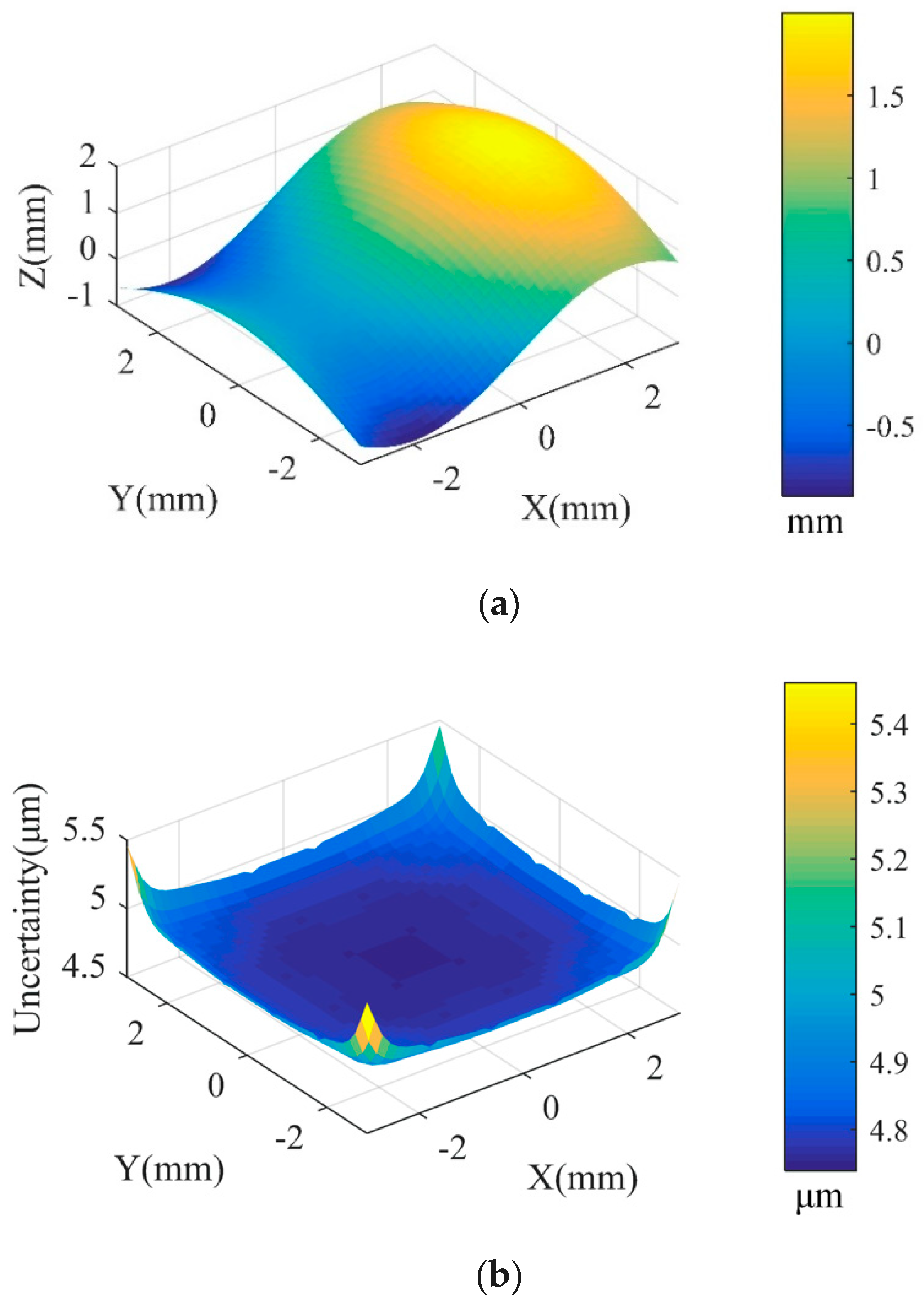
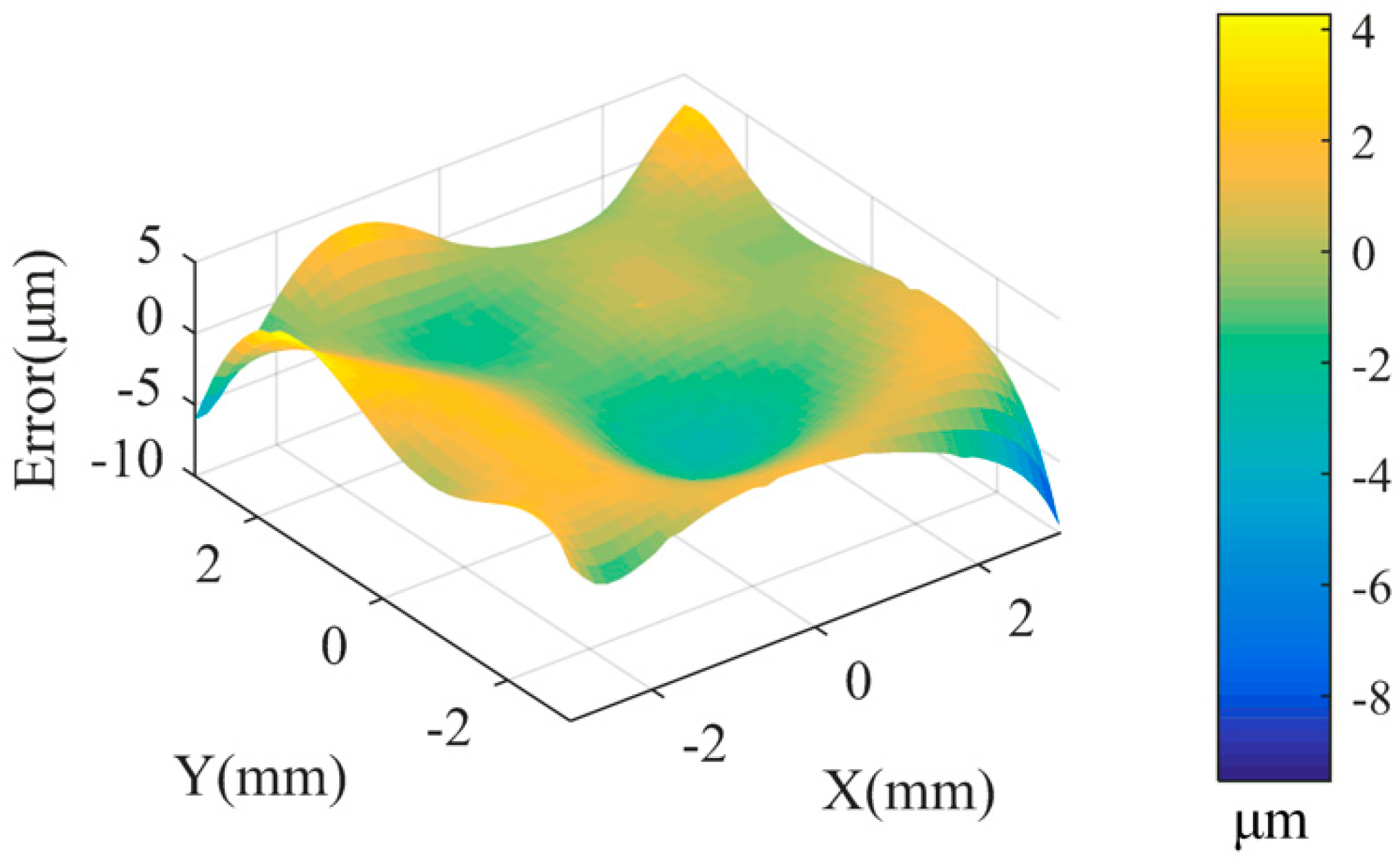
2.3. GP-Based Data Fusion Method
3. Experimental Verification
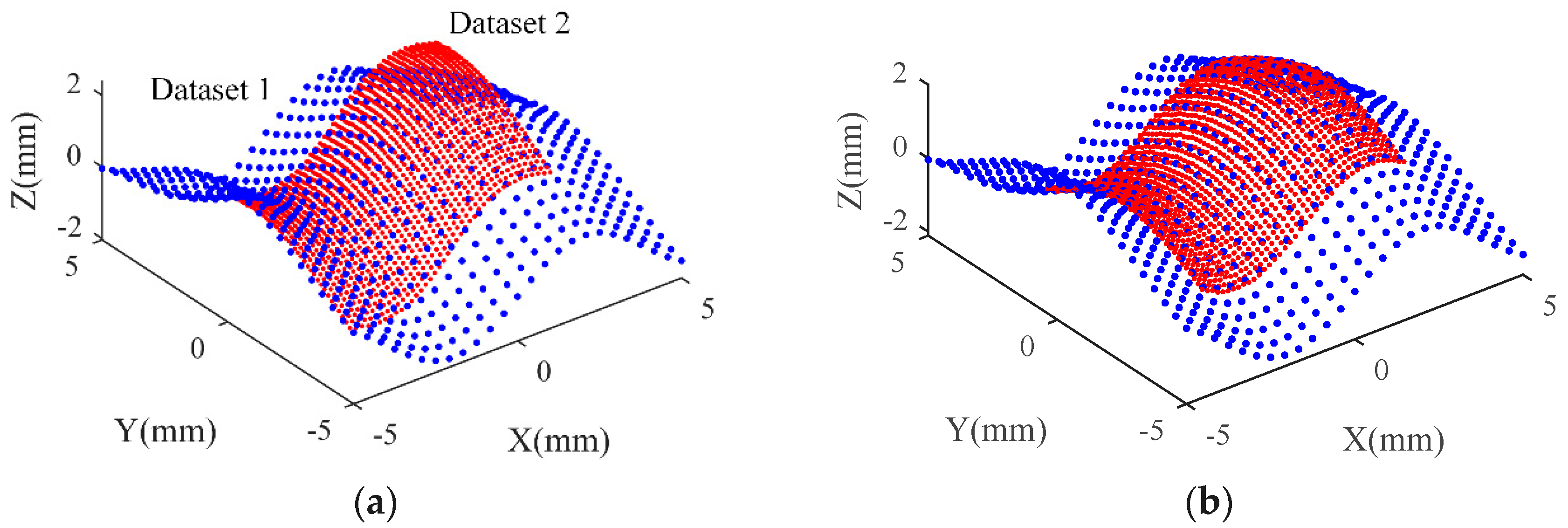
3.1. Simulation Verification
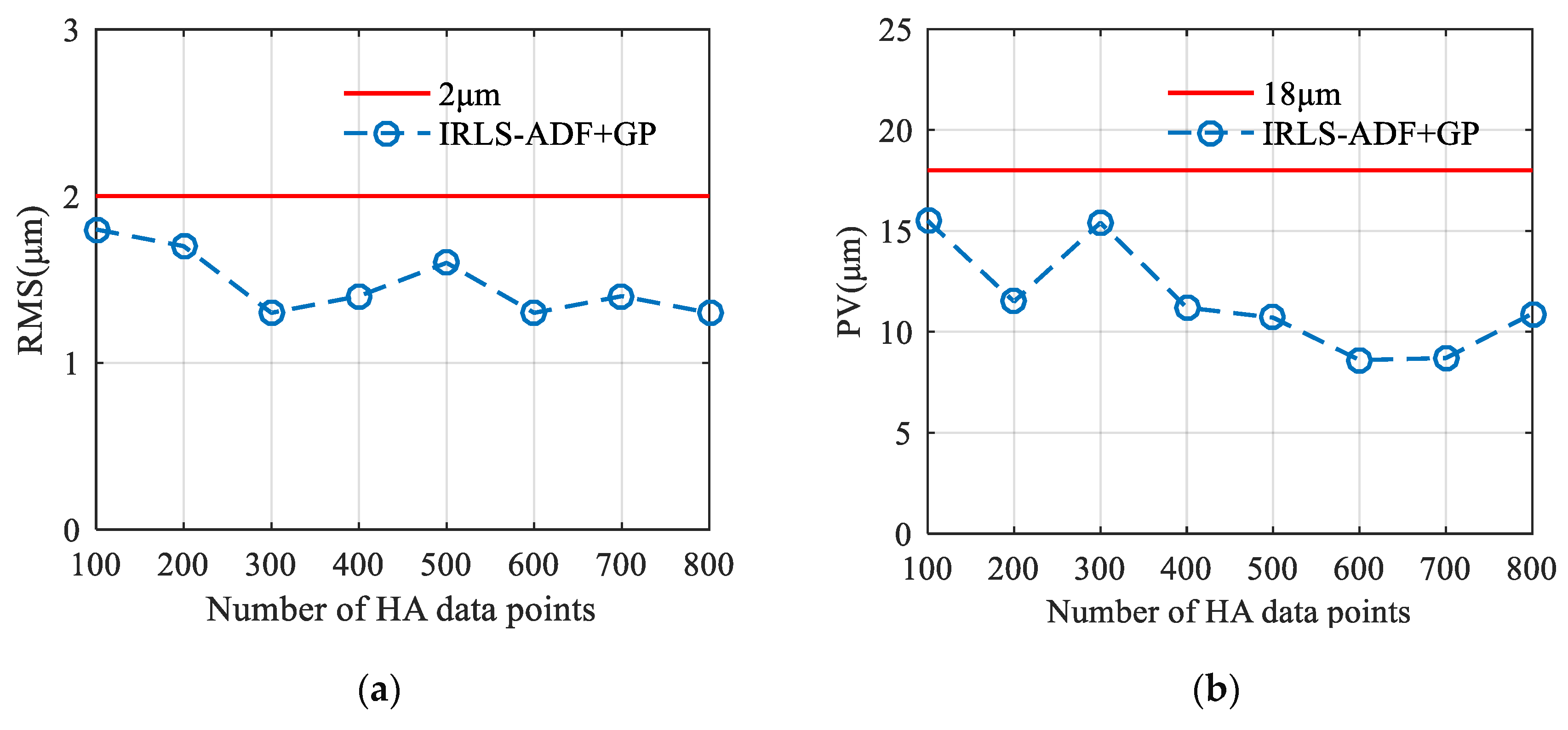
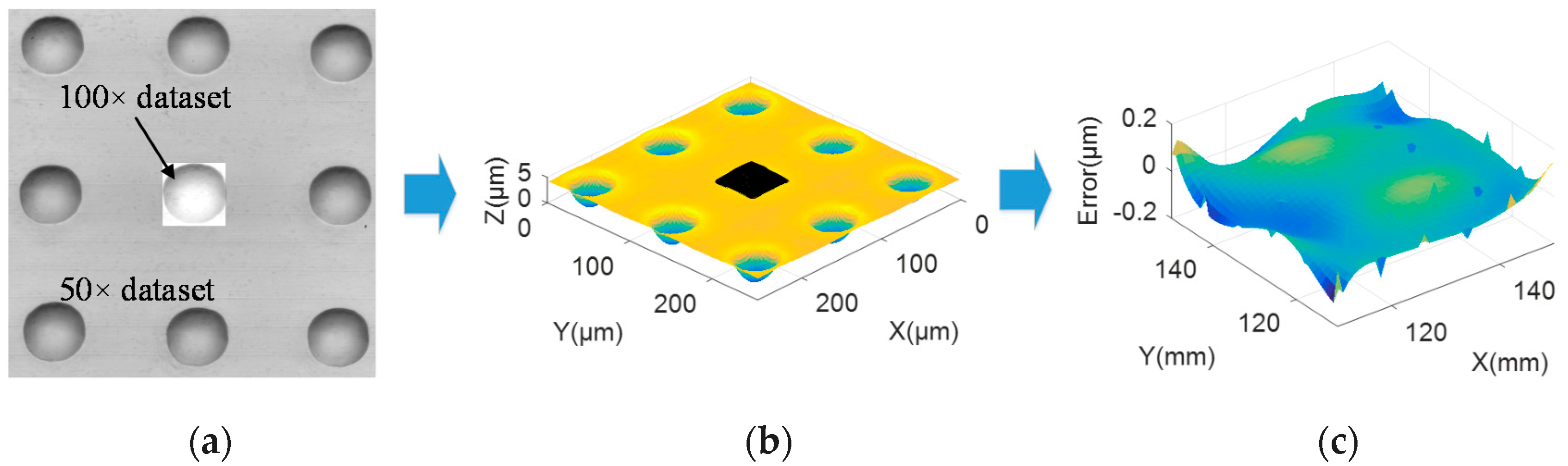
3.2. Verification in Actual Measurement
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Jiang, X.J.; Whitehouse, D.J. Technological shifts in surface metrology. CIRP Ann. 2012, 61, 815–836. [Google Scholar] [CrossRef]
- Fang, F.Z.; Zhang, X.D.; Weckenmann, A.; Zhang, G.X.; Evans, C. Manufacturing and measurement of freeform optics. CIRP Ann. 2013, 62, 823–846. [Google Scholar] [CrossRef]
- Wang, J.; Leach, R.K.; Jiang, X. Review of the mathematical foundations of data fusion techniques in surface metrology. Surf. Topogr. Metrol. Prop. 2015, 3, 023001. [Google Scholar] [CrossRef] [Green Version]
- Weckenmann, A.; Jiang, X.; Sommer, K.D.; Neuschaefer-Rube, U.; Seewig, J.; Shaw, L.; Estler, T. Multisensor data fusion in dimensional metrology. CIRP Ann. 2009, 58, 701–721. [Google Scholar] [CrossRef]
- Rak, M.B.; Wozniak, A.; Mayer, J.R.R. The use of low density high accuracy (LDHA) data for correction of high density low accuracy (HDLA) point cloud. Opt. Lasers Eng. 2016, 81, 140–150. [Google Scholar] [CrossRef]
- Peng, J.; Xu, W.; Yuan, H. An Efficient Pose Measurement Method of a Space Non-Cooperative Target Based on Stereo Vision. IEEE Access 2017, 5, 22344–22362. [Google Scholar] [CrossRef]
- Peng, J.; Xu, W.; Liang, B.; Wu, A. Virtual Stereovision Pose Measurement of Noncooperative Space Targets for a Dual-Arm Space Robot. IEEE Trans. Instrum. Meas. 2020, 69, 76–88. [Google Scholar] [CrossRef]
- Sładek, J.; Błaszczyk, P.M.; Kupiec, M.; Sitnik, R. The hybrid contact–optical coordinate measuring system. Measurement 2011, 44, 503–510. [Google Scholar] [CrossRef]
- Rak, M.B.; Mayer, R.; Wozniak, A. Proximity weighted correction of high density high uncertainty (HDHU) point cloud using low density low uncertainty (LDLU) reference point coordinates. Opt. Lasers Eng. 2015, 68, 160–165. [Google Scholar] [CrossRef]
- Peng, J.; Xu, W.; Liang, B.; Wu, A. Pose Measurement and Motion Estimation of Space Non-Cooperative Targets Based on Laser Radar and Stereo-Vision Fusion. IEEE Sens. J. 2019, 19, 3008–3019. [Google Scholar] [CrossRef]
- Qian, Z.; Seepersad, C.C.; Joseph, V.R.; Allen, J.K.; Wu, C.F.J. Building Surrogate Models Based on Detailed and Approximate Simulations. J. Mech. Des. 2006, 128, 668. [Google Scholar] [CrossRef]
- Zhao, Y.; Wang, Y.; Ye, X.; Wang, Z.; Fu, L.; Liu, C.; Wang, Z. Multi-Sensor Registration in High-Precision CMM Based on a Composite Standard. Sensors 2018, 18, 1220. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Besl, P.J.; McKay, N.D. A method for registration of 3-D shapes. IEEE Trans. Pattern Anal. Mach. Intell. 1992, 14, 239–256. [Google Scholar] [CrossRef]
- Pottmann, H.; Huang, Q.X.; Yang, Y.L.; Hu, S.M. Geometry and convergence analysis of algorithms for registration of 3D shapes. Int. J. Comput. Vis. 2006, 67, 277–296. [Google Scholar] [CrossRef]
- Pottmann, H.; Leopoldseder, S.; Hofer, M. Registration without ICP. Comput. Vis. Image Underst. 2004, 95, 54–71. [Google Scholar] [CrossRef]
- Wang, W.P.; Pottmann, H.; Liu, Y. Fitting B-spline curves to point clouds by curvature-based squared distance minimization. ACM Trans. Graph. 2006, 25, 214–238. [Google Scholar] [CrossRef]
- Li, W.L.; Yin, Z.P.; Huang, Y.A.; Xiong, Y.L. Three-dimensional point-based shape registration algorithm based on adaptive distance function. IET Comput. Vis. 2011, 5, 68. [Google Scholar] [CrossRef]
- Li, W.L.; Yin, Z.P.; Xiong, Y.L. Adaptive Distance Function and its Application in Free-form Surface Localization. In Proceedings of the Icia: 2009 International Conference on Information and Automation, Zhuhai, Macau, China, 22–24 June 2009; Volume 1–3, pp. 19–23. [Google Scholar]
- Jamshidi, J.; Owen, G.W.; Mileham, A.R. A New Data Fusion Method for Scanned Models. J. Comput. Inf. Sci. Eng. 2006, 6, 340. [Google Scholar] [CrossRef]
- Qian, P.Z.G.; Wu, C.F.J. Bayesian Hierarchical Modeling for Integrating Low-Accuracy and High-Accuracy Experiments. Technometrics 2008, 50, 192–204. [Google Scholar] [CrossRef]
- Xia, H.; Ding, Y.; Mallick, B.K. Bayesian hierarchical model for combining misaligned two-resolution metrology data. IIE Trans. 2011, 43, 242–258. [Google Scholar] [CrossRef]
- Kong, L.B.; Ren, M.J.; Xu, M. Development of Data Registration and Fusion Methods for Measurement of Ultra-Precision Freeform Surfaces. Sensors 2017, 17, 1110. [Google Scholar] [CrossRef] [Green Version]
- Gong, M.; Zhang, Z.; Zeng, D.; Peng, T. Three-Dimensional Measurement Method of Four-View Stereo Vision Based on Gaussian Process Regression. Sensors 2019, 19, 4486. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Senin, N.; Colosimo, B.M.; Pacella, M. Point set augmentation through fitting for enhanced ICP registration of point clouds in multisensor coordinate metrology. Robot. Comput. Integr. Manuf. 2013, 29, 39–52. [Google Scholar] [CrossRef]
- Ren, M.J.; Sun, L.J.; Liu, M.Y.; Cheung, C.F.; Yin, Y.H.; Cao, Y.L. A weighted least square based data fusion method for precision measurement of freeform surfaces. Precis. Eng. 2017, 48, 144–151. [Google Scholar] [CrossRef]
- Xia, H.; Ding, Y.; Wang, J. Gaussian process method for form error assessment using coordinate measurements. IIE Trans. 2008, 40, 931–946. [Google Scholar] [CrossRef]
- Colosimo, B.M.; Pacella, M.; Senin, N. Multisensor data fusion via Gaussian process models for dimensional and geometric verification. Precis. Eng. 2015, 40, 199–213. [Google Scholar] [CrossRef] [Green Version]
- del Castillo, E.; Colosimo, B.M.; Tajbakhsh, S.D. Geodesic Gaussian Processes for the Parametric Reconstruction of a Free-Form Surface. Technometrics 2015, 57, 87–99. [Google Scholar] [CrossRef] [Green Version]
- Colosimo, B.M.; Cicorella, P.; Pacella, M.; Blaco, M. From Profile to Surface Monitoring: SPC for Cylindrical Surfaces Via Gaussian Processes. J. Qual. Technol. 2014, 46, 95–113. [Google Scholar] [CrossRef]
- Ding, J.; Liu, Q.; Sun, P. A robust registration algorithm of point clouds based on adaptive distance function for surface inspection. Meas. Sci. Technol. 2019, 30, 075003. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Method | Error of Transformation Parameters | Computation Time (s) | |||||
|---|---|---|---|---|---|---|---|
| tx (μm) | ty (μm) | tz (μm) | rx (mrad) | ry (mrad) | rz (mrad) | ||
| IRLS-ADF | 1.8 | 3.7 | 2.5 | 0.5 | 0.2 | 0.7 | 1.1 |
| ICP | 3.7 | 5.3 | 5.2 | 1.4 | 5.0 | 2.1 | 3.2 |
| Dataset 1 | Dataset 2 | Fusion by IRLS-ADF+GP | Fusion by ICP+WM | |
|---|---|---|---|---|
| RMS (μm) | 4.3 | 14.9 | 1.9 | 3.4 |
| PV (μm) | 19.9 | 57.4 | 13.8 | 17 |
| Computation time (s) | - | - | 5.5 | 8.2 |
| Dataset | CMM | SL | Fusion | Reference |
|---|---|---|---|---|
| RMS (μm) | 13.2 | 17.6 | 14.1 | 13.9 |
| PV (μm) | 60.4 | 77.4 | 66.5 | 65.4 |
| Time (h) | ~0.4 | <0.1 | ~0.4 | >2 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ding, J.; Liu, Q.; Bai, M.; Sun, P. A Multisensor Data Fusion Method Based on Gaussian Process Model for Precision Measurement of Complex Surfaces. Sensors 2020, 20, 278. https://doi.org/10.3390/s20010278
Ding J, Liu Q, Bai M, Sun P. A Multisensor Data Fusion Method Based on Gaussian Process Model for Precision Measurement of Complex Surfaces. Sensors. 2020; 20(1):278. https://doi.org/10.3390/s20010278
Chicago/Turabian StyleDing, Ji, Qiang Liu, Mingxuan Bai, and Pengpeng Sun. 2020. "A Multisensor Data Fusion Method Based on Gaussian Process Model for Precision Measurement of Complex Surfaces" Sensors 20, no. 1: 278. https://doi.org/10.3390/s20010278
APA StyleDing, J., Liu, Q., Bai, M., & Sun, P. (2020). A Multisensor Data Fusion Method Based on Gaussian Process Model for Precision Measurement of Complex Surfaces. Sensors, 20(1), 278. https://doi.org/10.3390/s20010278