
Additive Manufacturing of Miniaturized Peak Temperature Monitors for In-Pile Applications

 , ,
, , 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Ink Synthesis
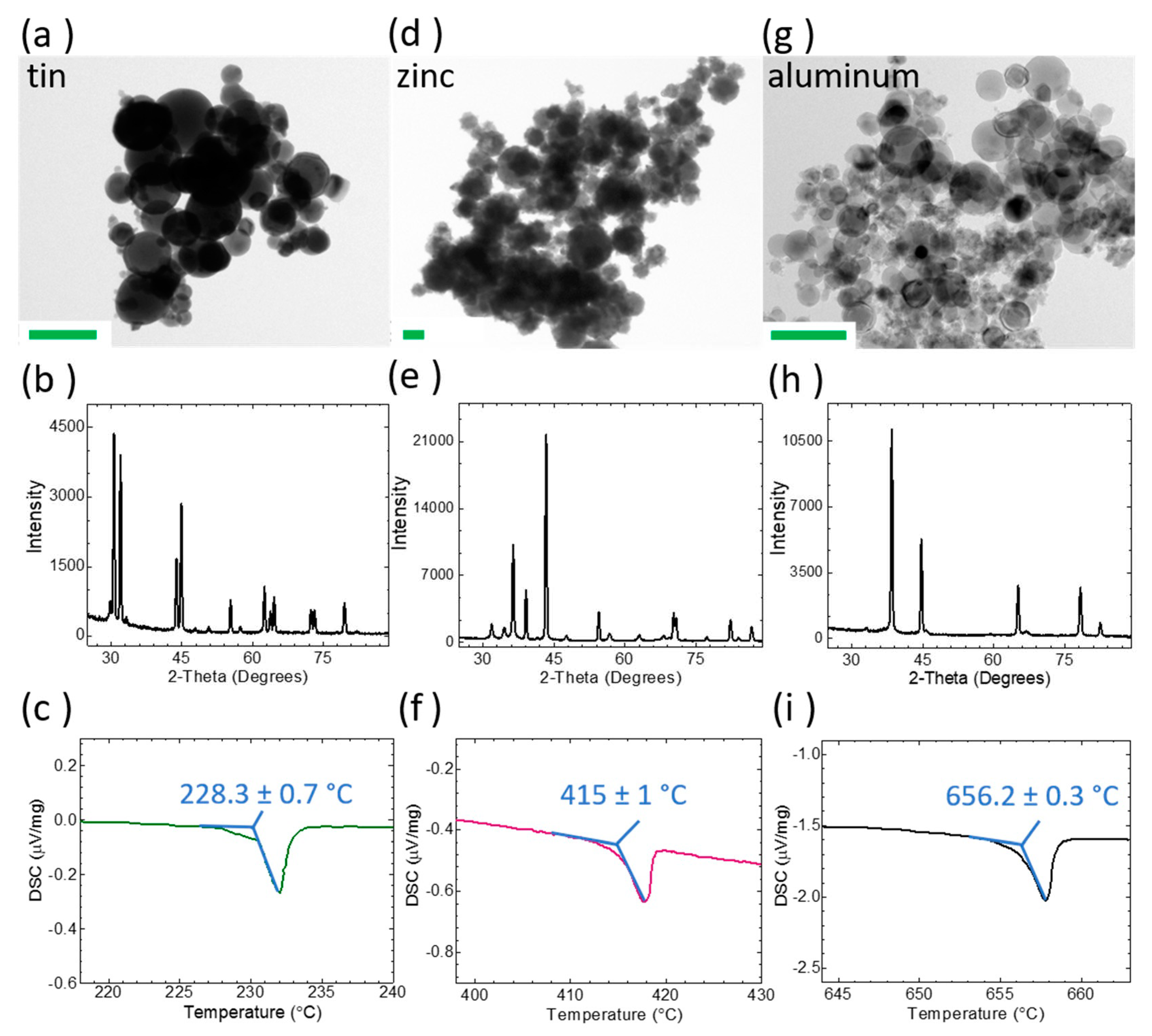
2.2.2. Powder Feedstock Particle Size and Composition Analysis
2.2.3. Differential Scanning Calorimetry (DSC)
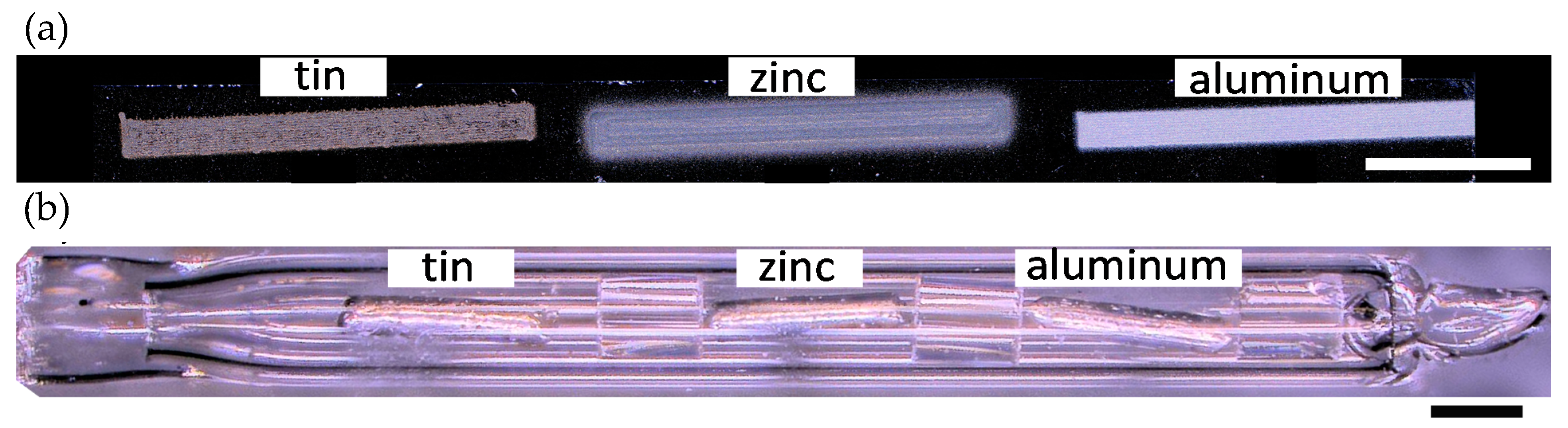
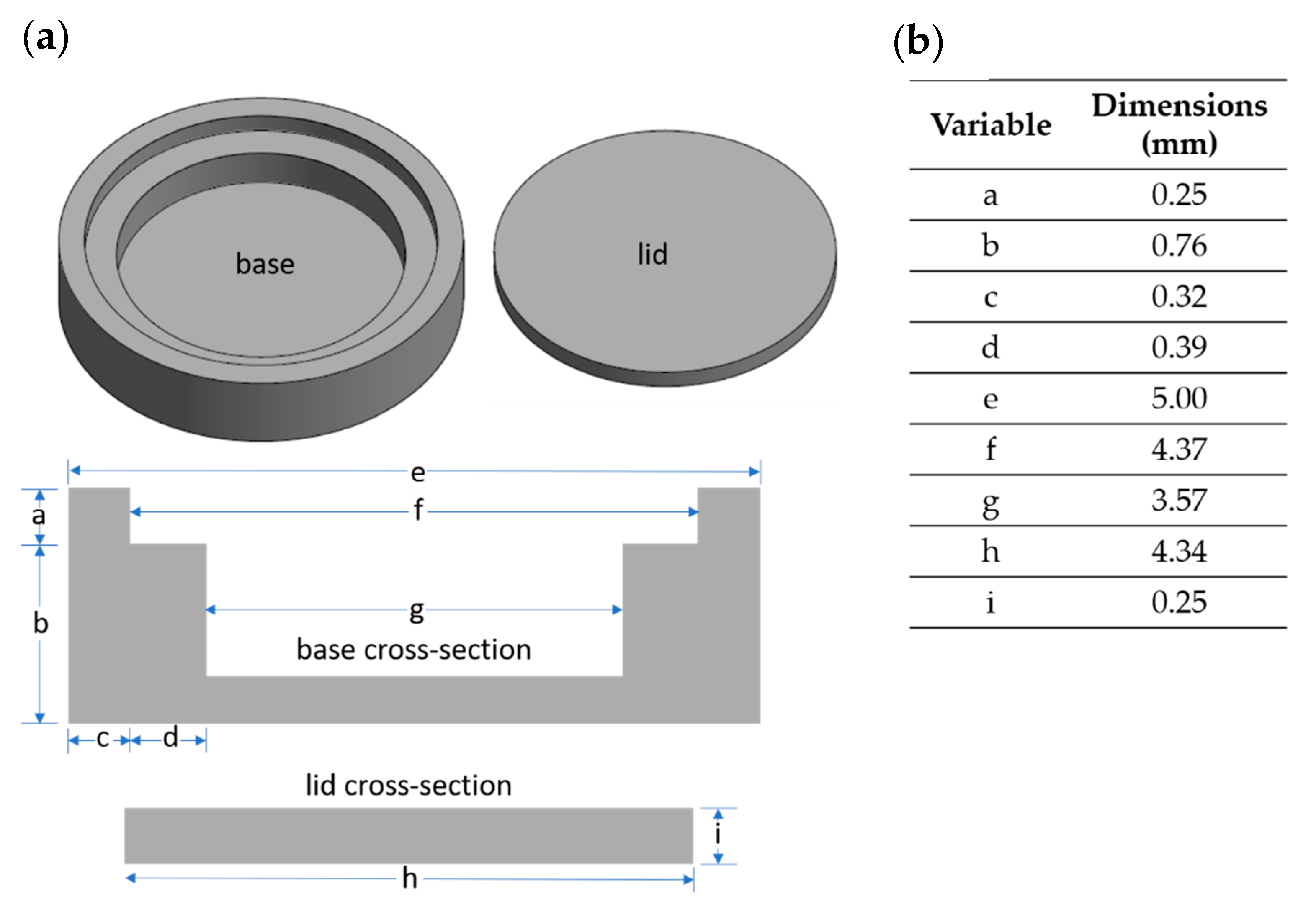
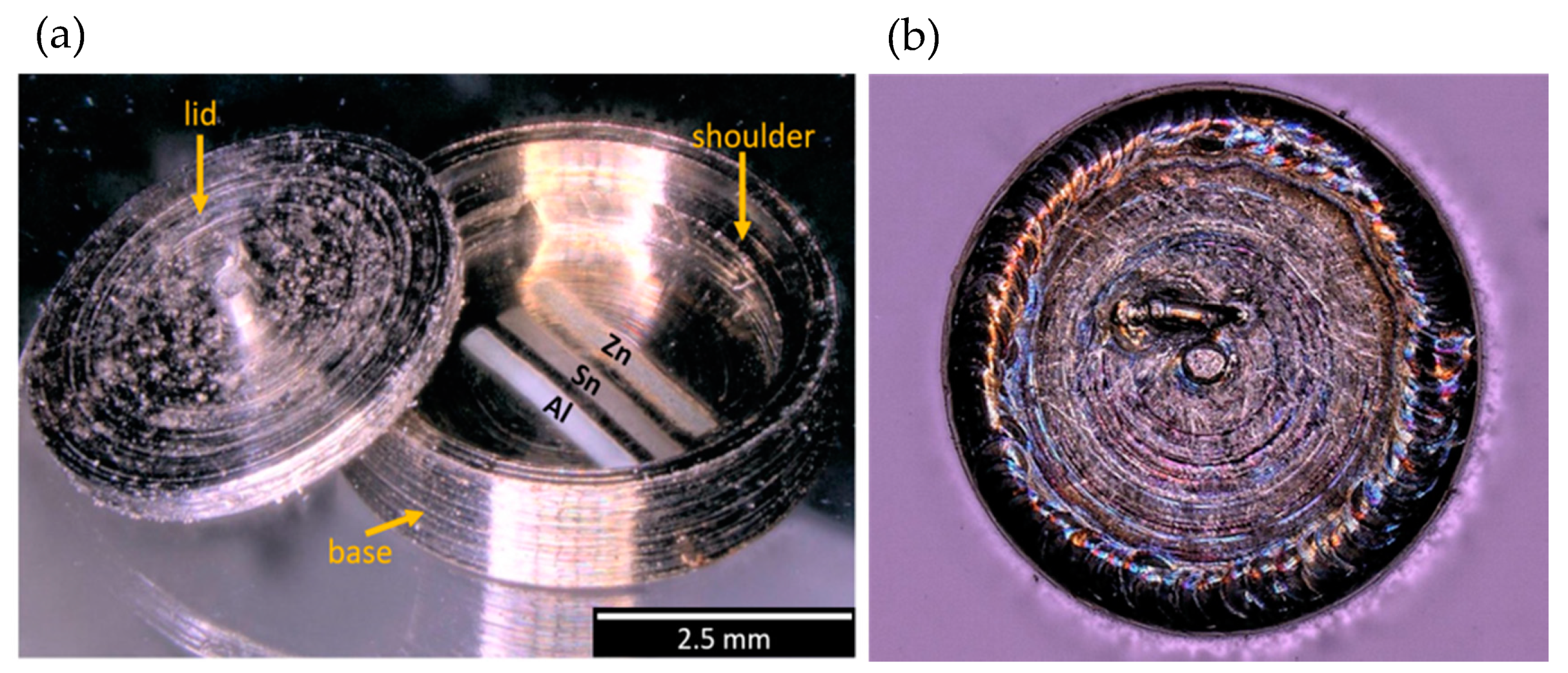
2.2.4. Additive Manufacturing of Melt Wires
2.2.5. Classical Melt Wire Fabrication
2.2.6. Furnace Testing
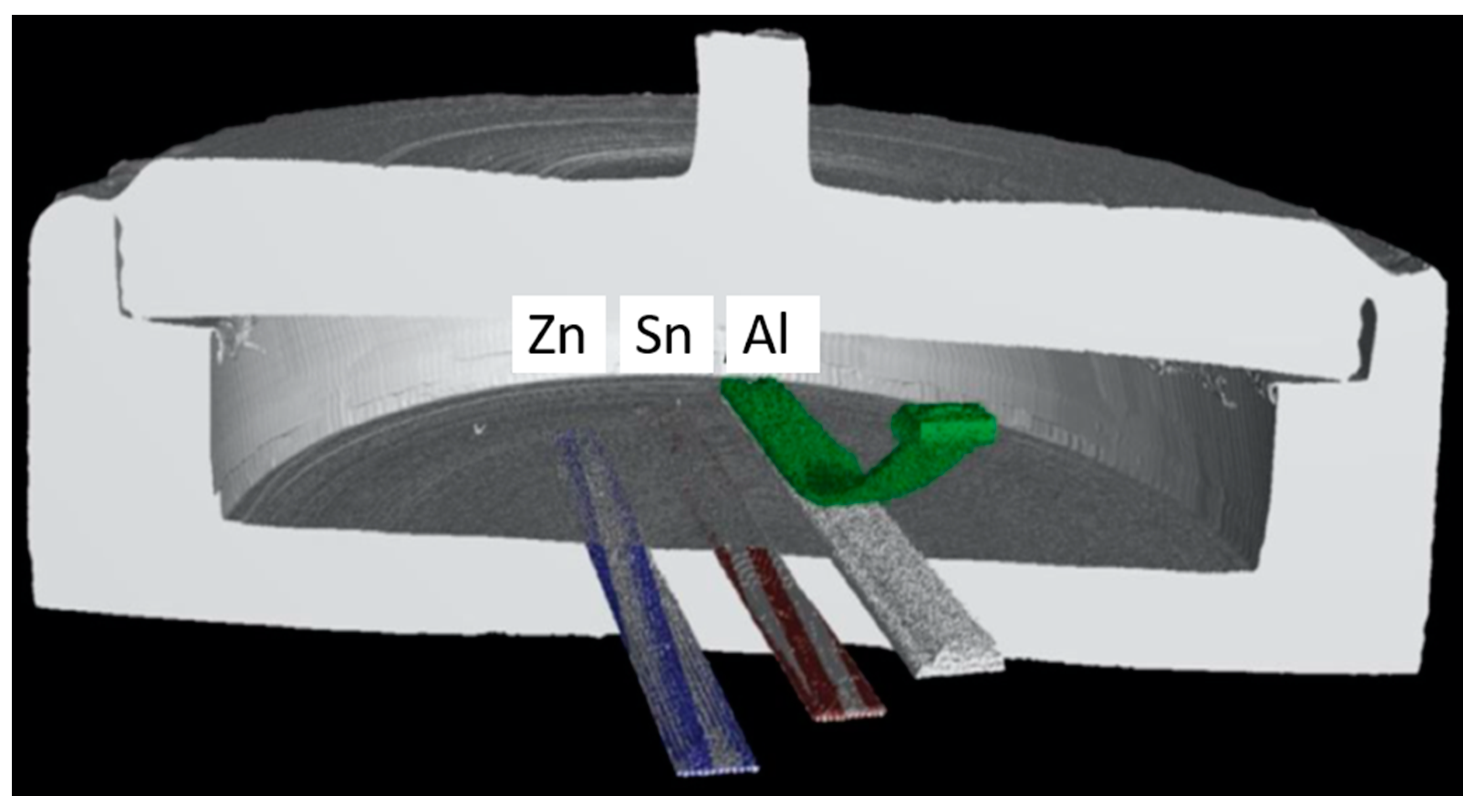
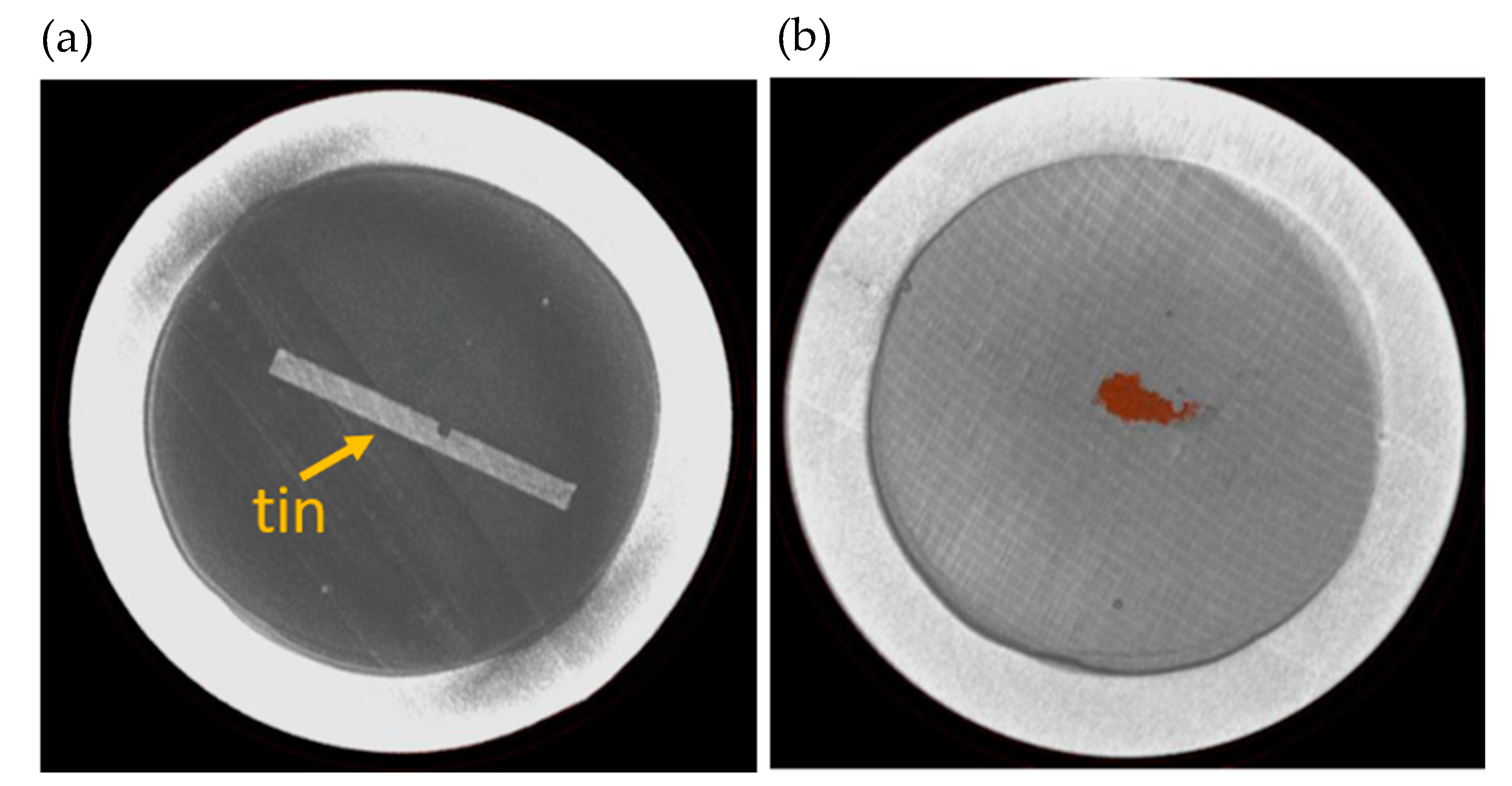
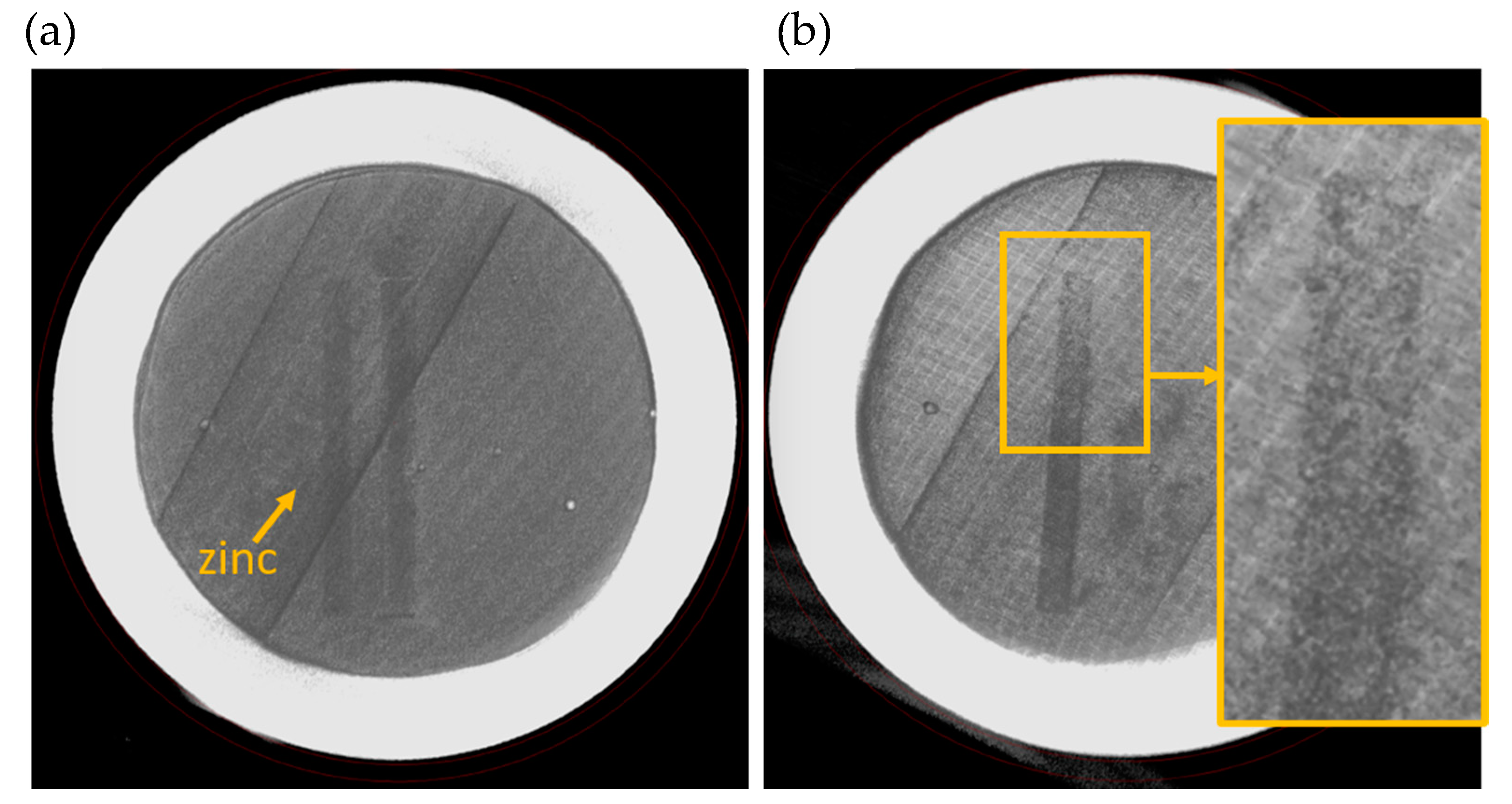
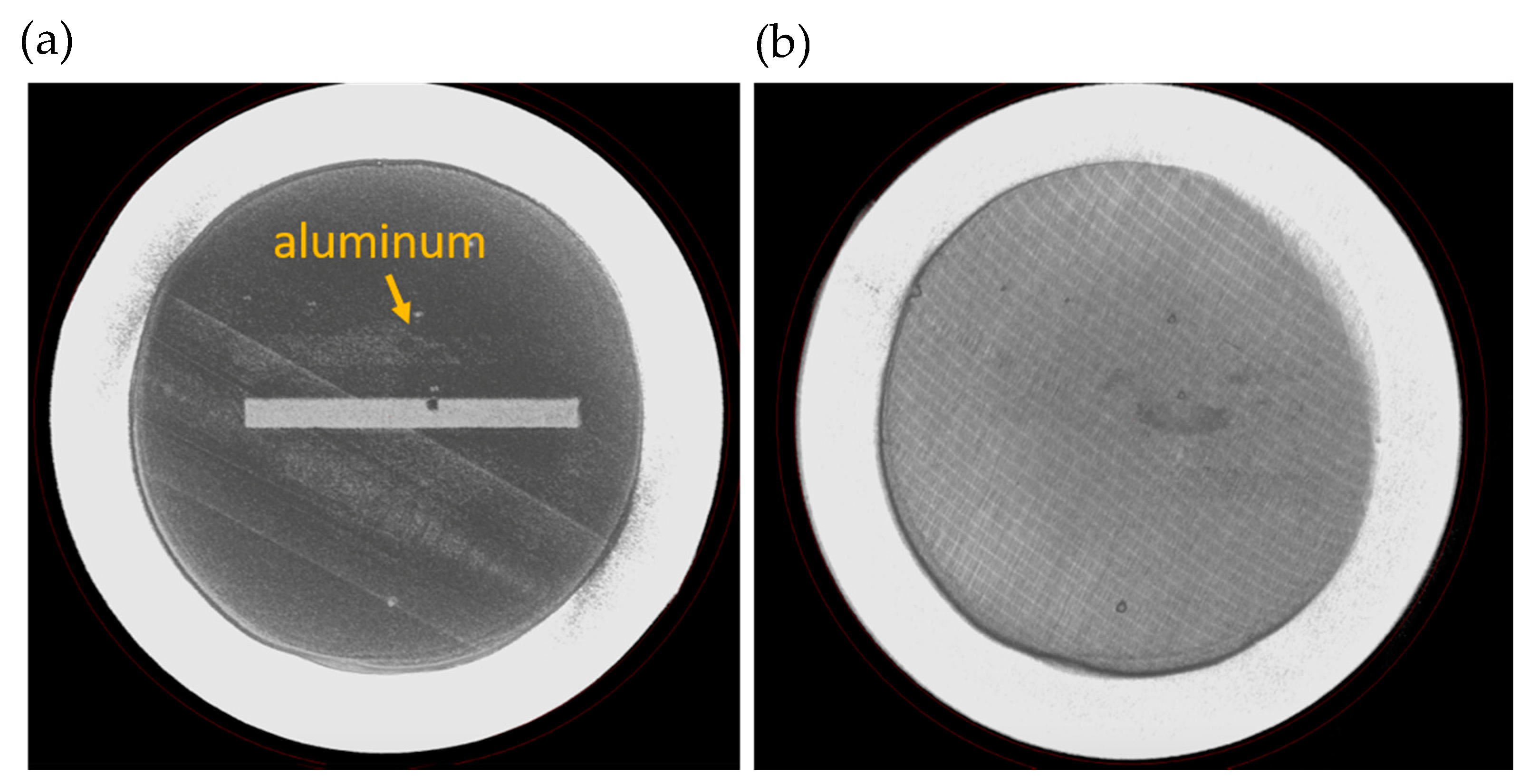
2.2.7. X-ray Computed Tomography
3. Results
3.1. Powder Feedstock Characterization
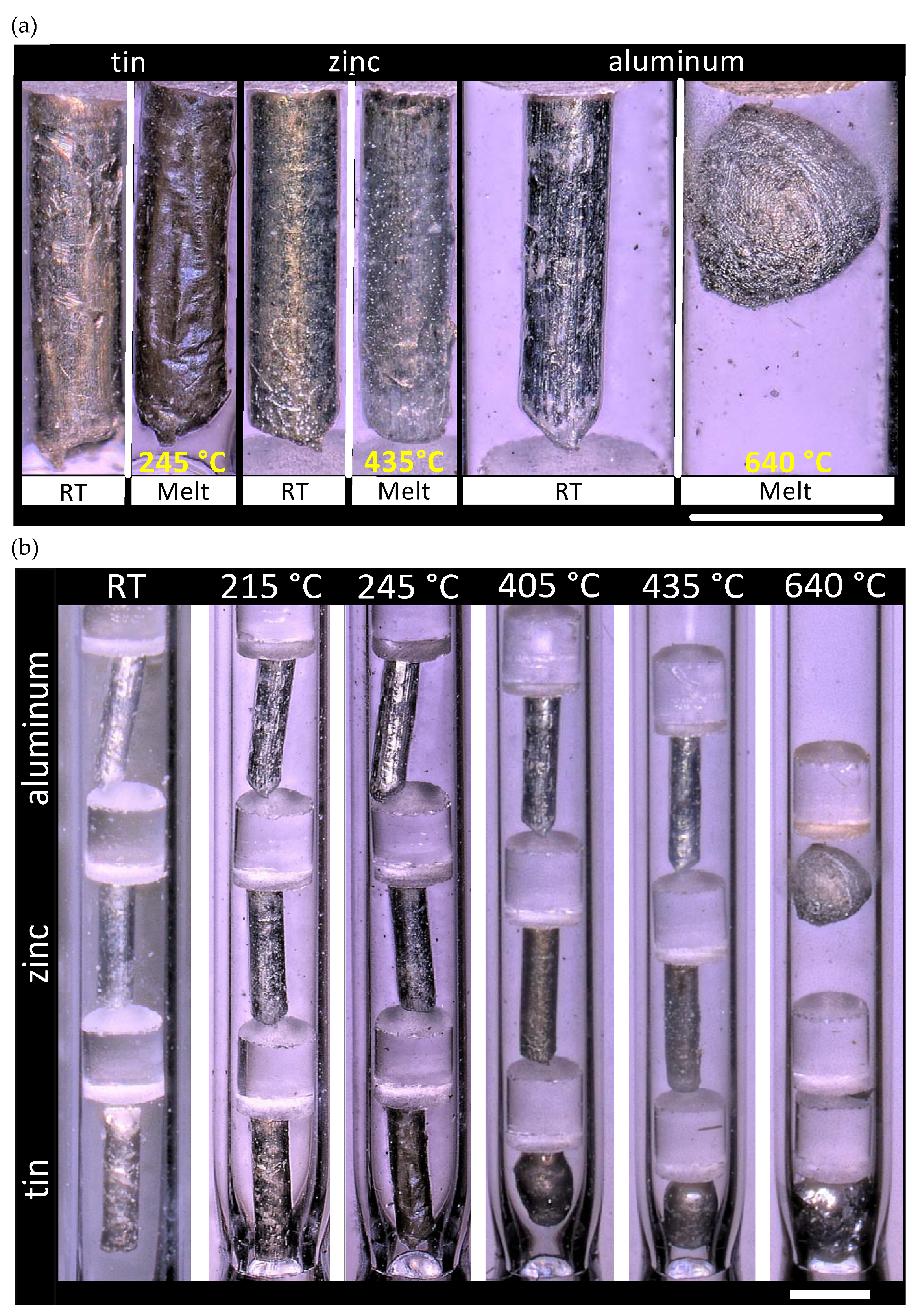
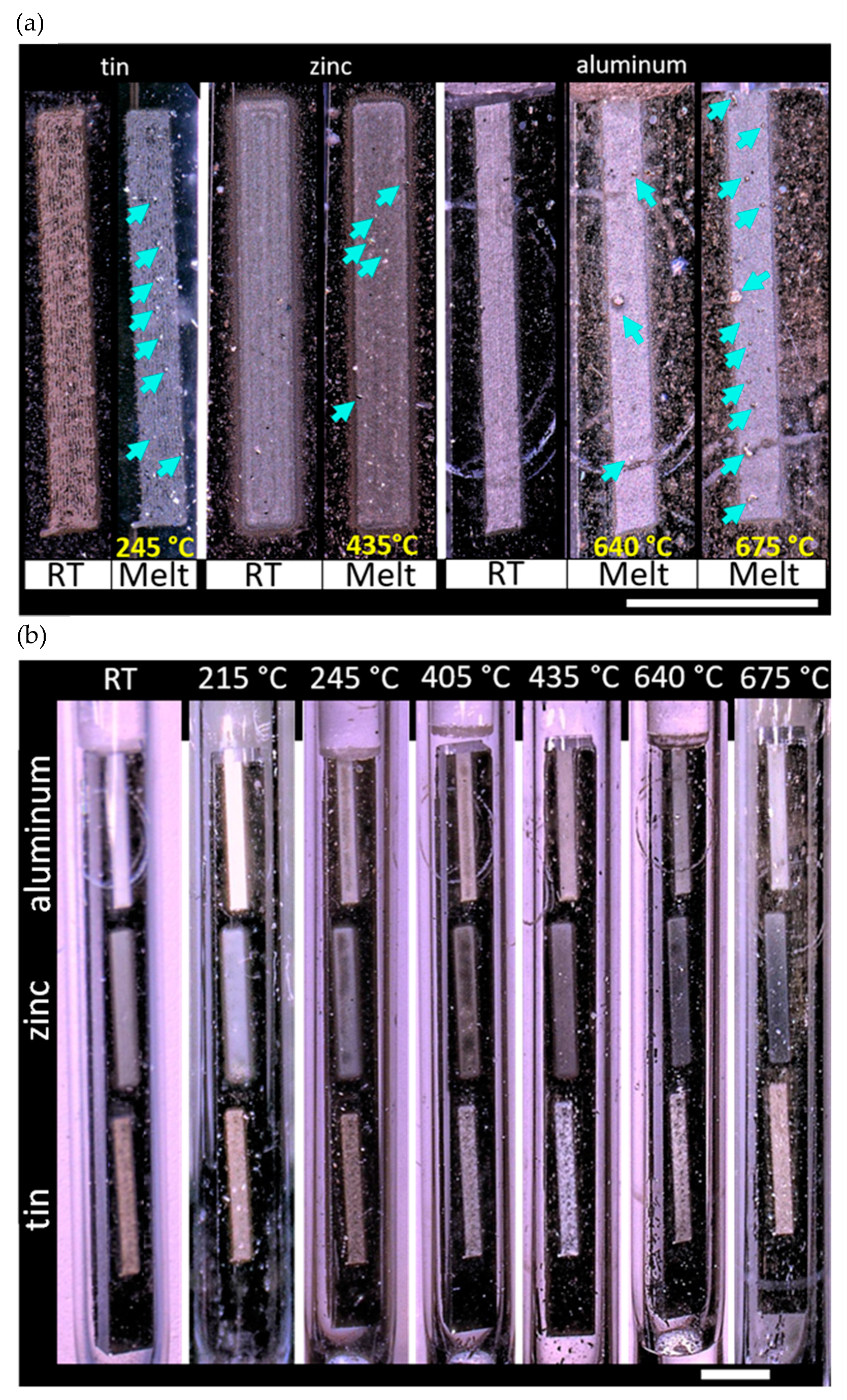
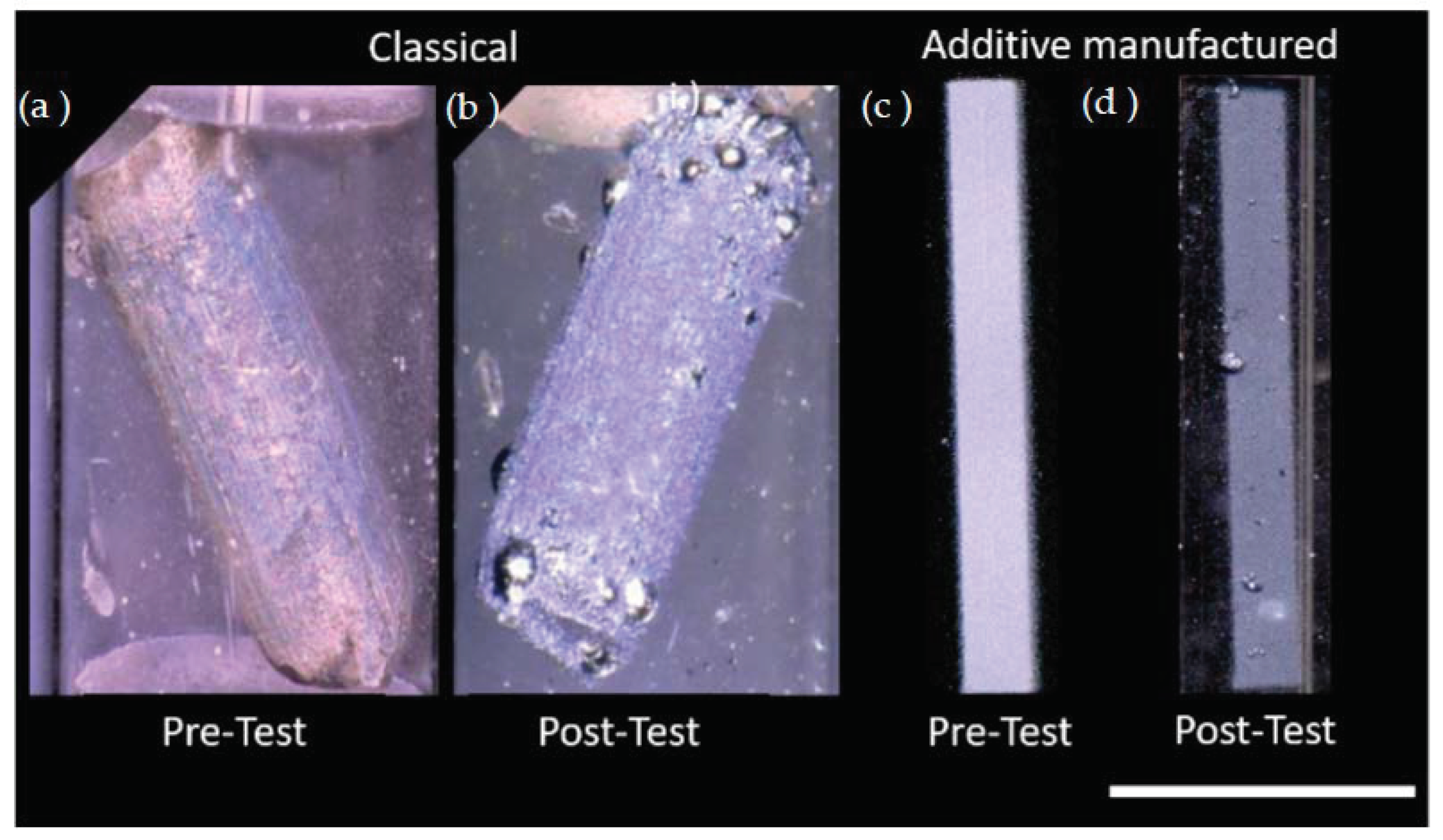
3.2. AM and Standard Melt Wire Performance Evaluation
4. Discussion
4.1. Powder Feedstock Characterization
4.2. AM and Standard Melt Wire Performance Evaluation
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Chu, S.; Cui, Y.; Liu, N. The Path towards Sustainable Energy. Nat. Mater. 2016, 16, 16–22. [Google Scholar] [CrossRef] [PubMed]
- Solomon, B.D.; Krishna, K. The Coming Sustainable Energy Transition: History, Strategies, and Outlook. Energy Policy 2011, 39, 7422–7431. [Google Scholar] [CrossRef]
- Brook, B.W.; Alonso, A.; Meneley, D.A.; Misak, J.; Blees, T.; van Erp, J.B. Why Nuclear Energy Is Sustainable and Has to Be Part of the Energy Mix. Sustain. Mater. Technol. 2014, 1, 8–16. [Google Scholar] [CrossRef] [Green Version]
- Locatelli, G.; Mancini, M.; Todeschini, N. Generation IV Nuclear Reactors: Current Status and Future Prospects. Energy Policy 2013, 61, 1503–1520. [Google Scholar] [CrossRef]
- Zinkle, S.J.; Was, G.S. Materials Challenges in Nuclear Energy. Acta Mater. 2013, 61, 735–758. [Google Scholar] [CrossRef]
- Was, G.S.; Petti, D.; Ukai, S.; Zinkle, S. Materials for Future Nuclear Energy Systems. J. Nucl. Mater. 2019, 527, 151837. [Google Scholar] [CrossRef]
- Bong Goo, K.; Rempe, J.L.; Villard, J.F.; Solstad, S. Review of Instrumentation for Irradiation Testing of Nuclear Fuels and Materials. Nucl. Technol. 2011, 176, 155–187. [Google Scholar] [CrossRef]
- Calderoni, P.; Hurley, D.; Daw, J.; Fleming, A.; McCary, K. Innovative Sensing Technologies for Nuclear Instrumentation. In Proceedings of the 2019 IEEE International Instrumentation and Measurement Technology Conference (I2MTC), Auckland, New Zealand, 20–23 May 2019. [Google Scholar]
- Pope, C.L.; Jensen, C.B.; Gerstner, D.M.; Parry, J.R. Transient Reactor Test (TREAT) Facility Design and Experiment Capability. Nucl. Technol. 2019, 205, 1378–1386. [Google Scholar] [CrossRef]
- Marshall, F.M. Advanced Test Reactor Capabilities and Future Operating Plans; Idaho National Laboratory (INL): Idaho Falls, ID, USA, 2005; pp. 1–8.
- Marshall, F.M.; Allen, T.R.; Benson, J.B.; Thelen, M.C. Advanced Test Reactor National Scientific User Facility Partnerships. Trans. Am. Nucl. Soc. 2011, 105, 121–122. [Google Scholar]
- Rempe, J.L.; Knudson, D.L.; Daw, J.E.; Condie, K.G.; Curtis Wilkins, S. New Sensors for In-Pile Temperature Measurement at the Advanced Test Reactor National Scientific User Facility. Nucl. Technol. 2011, 175, 681–691. [Google Scholar] [CrossRef]
- Fujimoto, K.T.; Watkins, J.K.; Phero, T.; Litteken, D.; Tsai, K.; Bingham, T.; Ranganatha, K.L.; Johnson, B.C.; Deng, Z.; Jaques, B.; et al. Aerosol Jet Printed Capacitive Strain Gauge for Soft Structural Materials. NPJ Flex. Electron. 2020, 4, 32. [Google Scholar] [CrossRef]
- Daw, J.E.; Rempe, J.L.; Knudson, D.L.; Unruh, T.C.; Chase, B.M.; Davis, K.L.; Palmer, A.J. Temperature Monitoring Options Available at the Idaho National Laboratory Advanced Test Reactor. AIP Conf. Proc. 2013, 1552, 970–975. [Google Scholar] [CrossRef]
- Davis, K.L.; Knudson, D.L.; Daw, J.E.; Rempe, J.L.; Palmer, A.J. Melt Wire Sensors Available to Determine Peak Temperatures in ATR Irradiation Testing. In Proceedings of the 8th American Nuclear Society International Topical Meeting on Nuclear Plant Instrumentation, Control and Human-Machine Interface Technologies, San Diego, CA, USA, 23–26 July 2012; pp. 427–434. [Google Scholar]
- Mahajan, A.; Frisbie, C.D.; Francis, L.F. Optimization of Aerosol Jet Printing for High-Resolution, High-Aspect Ratio Silver Lines. ACS Appl. Mater. Interfaces 2013, 5, 4856–4864. [Google Scholar] [CrossRef] [PubMed]
- Seifert, T.; Sowade, E.; Roscher, F.; Wiemer, M.; Gessner, T.; Baumann, R.R. Additive Manufacturing Technologies Compared: Morphology of Deposits of Silver Ink Using Inkjet and Aerosol Jet Printing. Ind. Eng. Chem. Res. 2015, 54, 769–779. [Google Scholar] [CrossRef]
- Pandhi, T.; Cornwell, C.; Fujimoto, K.; Barnes, P.; Cox, J.; Xiong, H.; Davis, P.H.; Subbaraman, H.; Koehne, J.E.; Estrada, D. Fully Inkjet-Printed Multilayered Graphene-Based Flexible Electrodes for Repeatable Electrochemical Response. RSC Adv. 2020, 10, 38205–38219. [Google Scholar] [CrossRef]
- Paulsen, J.A.; Renn, M.; Christenson, K.; Plourde, R. Printing Conformal Electronics on 3D Structures with Aerosol Jet Technology. In Proceedings of the 2012 Future of Instrumentation International Workshop (FIIW) Proceedings, Gatlinburg, TN, USA, 8–9 October 2012; pp. 47–50. [Google Scholar] [CrossRef]
- Rahman, M.T.; Rahimi, A.; Gupta, S.; Panat, R. Microscale Additive Manufacturing and Modeling of Interdigitated Capacitive Touch Sensors. Sens. Actuators A Phys. 2016, 248, 94–103. [Google Scholar] [CrossRef]
- Rahman, T.; Renaud, L.; Heo, D.; Renn, M.; Panat, R. Aerosol Based Direct-Write Micro-Additive Fabrication Method for Sub-Mm 3D Metal-Dielectric Structures. J. Micromech. Microeng. 2015, 25, 107002. [Google Scholar] [CrossRef] [Green Version]
- Mondal, K.; Fujimoto, K.; McMurtrey, M.D. Advanced Manufacturing of Printed Melt Wire Chips for Cheap, Compact Passive In-Pile Temperature Sensors. JOM 2020, 72, 4196–4201. [Google Scholar] [CrossRef]
- Allen, T.; Busby, J.; Meyer, M.; Petti, D. Materials Challenges for Nuclear Systems. Mater. Today 2010, 13, 14–23. [Google Scholar] [CrossRef]
- Yvon, P.; Carré, F. Structural Materials Challenges for Advanced Reactor Systems. J. Nucl. Mater. 2009, 385, 217–222. [Google Scholar] [CrossRef]
- Mondal, K.; Fujimoto, K.; McMurtrey, M. Non-Visual Analysis of Miniaturized Melt Wire Arrays for In-Pile Measurement of Peak Irradiation Temperature; Technical Report; Idaho National Lab: Idaho Falls, ID, USA, 2020. Available online: https://www.osti.gov/servlets/purl/1668675 (accessed on 17 September 2021).












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Theoretical Melting Point | Melting Point Derived from DSC Powder Feedstock | Meling Point Derived from DSC Bulk Wire |
|---|---|---|---|
| Tin | 231.9 °C | 228.3 ± 0.7 °C | 231.8 °C |
| Zinc | 419.5 °C | 415 ± 1 °C | 419.3 °C |
| Aluminum | 660.3 °C | 656.5 ± 0.3 °C | 660.5 °C |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fujimoto, K.T.; Hone, L.A.; Manning, K.D.; Seifert, R.D.; Davis, K.L.; Milloway, J.N.; Skifton, R.S.; Wu, Y.; Wilding, M.; Estrada, D. Additive Manufacturing of Miniaturized Peak Temperature Monitors for In-Pile Applications. Sensors 2021, 21, 7688. https://doi.org/10.3390/s21227688
Fujimoto KT, Hone LA, Manning KD, Seifert RD, Davis KL, Milloway JN, Skifton RS, Wu Y, Wilding M, Estrada D. Additive Manufacturing of Miniaturized Peak Temperature Monitors for In-Pile Applications. Sensors. 2021; 21(22):7688. https://doi.org/10.3390/s21227688
Chicago/Turabian StyleFujimoto, Kiyo T., Lance A. Hone, Kory D. Manning, Robert D. Seifert, Kurt L. Davis, James N. Milloway, Richard S. Skifton, Yaqiao Wu, Malwina Wilding, and David Estrada. 2021. "Additive Manufacturing of Miniaturized Peak Temperature Monitors for In-Pile Applications" Sensors 21, no. 22: 7688. https://doi.org/10.3390/s21227688
APA StyleFujimoto, K. T., Hone, L. A., Manning, K. D., Seifert, R. D., Davis, K. L., Milloway, J. N., Skifton, R. S., Wu, Y., Wilding, M., & Estrada, D. (2021). Additive Manufacturing of Miniaturized Peak Temperature Monitors for In-Pile Applications. Sensors, 21(22), 7688. https://doi.org/10.3390/s21227688