



Evaluation of Commercial Corrosion Sensors for Real-Time Monitoring of Pipe Wall Thickness under Various Operational Conditions


Abstract
:1. Introduction
2. Principle of Corrosion Sensor
2.1. Sensors for Piping System Condition and Wall-Thinning Monitoring
2.1.1. ER Sensor
2.1.2. LPR Sensor
- : Tafel constant of anodic reaction (slope of straight line in E–logI curve).
- : Tafel constant of cathodic reaction (slope of straight line in E–logI curve).
- : Tafel constant of anodic reaction (slope of straight line in E–logI curve).
- : Tafel constant of cathodic reaction (slope of straight line in E–logI curve).
- : Applied cathodic current density.
- : Current density of anodic oxidation reaction.
- : Current density of cathodic reduction reaction.
- : Anodic overpotential.
- : Cathodic overpotential.
3. Experimental Methods
3.1. Test Bed for Simulating Piping System
3.2. Data Acquisition from Sensors
3.3. Test Profile for Pipe Condition Monitoring
3.4. UT Sensor for Measuring Test Pipe Thickness
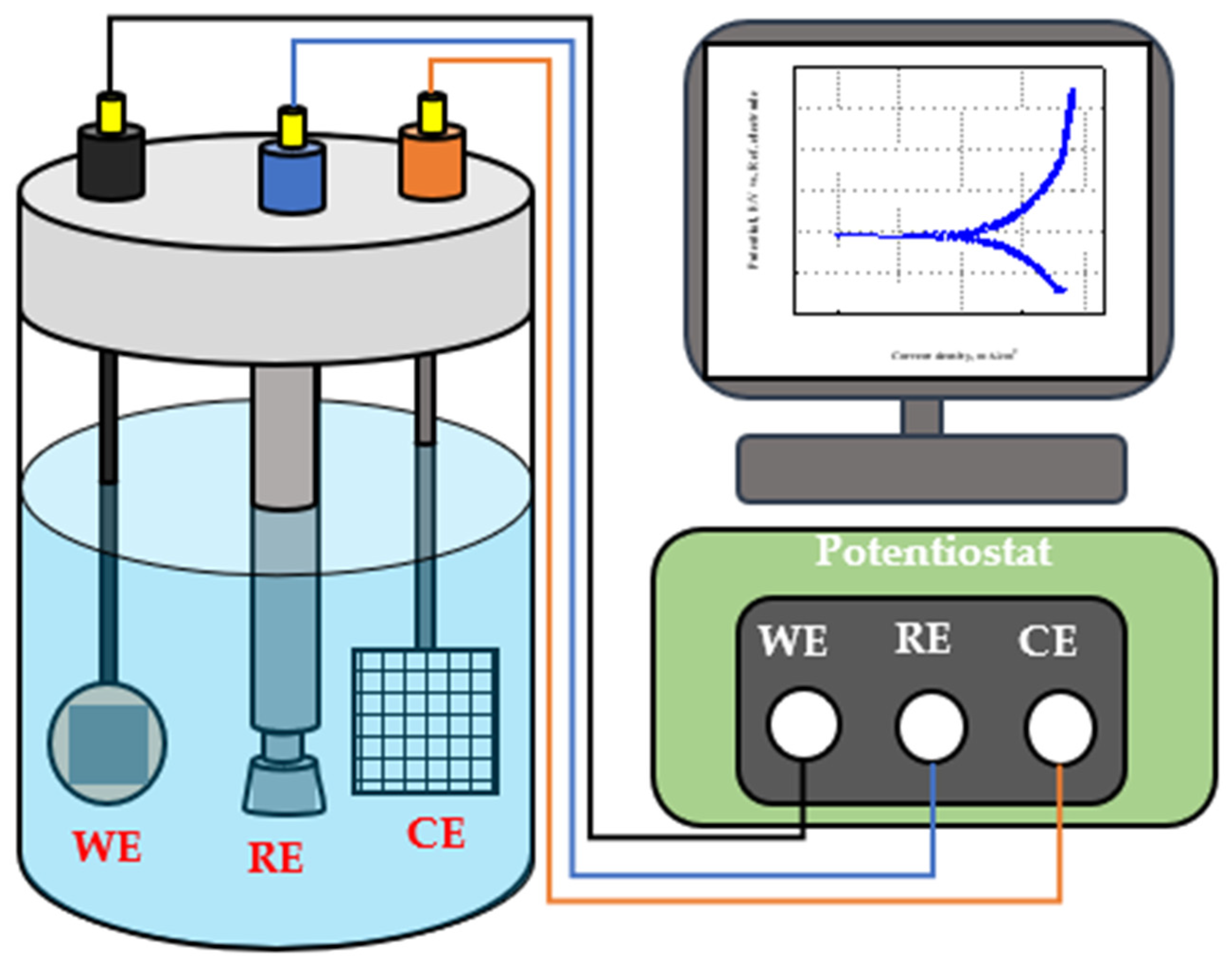
3.5. Electrochemical Test
4. Results and Discussion
4.1. ER Sensor and LPR Sensor
4.1.1. ER Sensor
Effect of NaCl Concentration
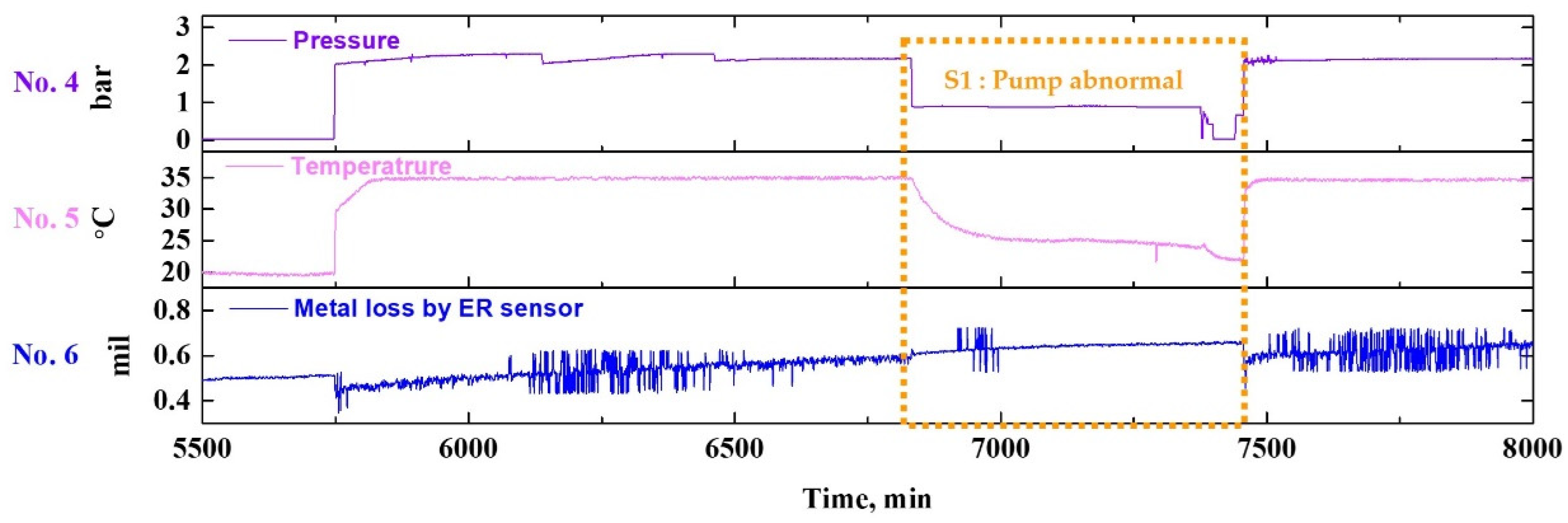
First Failure Scenario
Effect of Fluid Flow
Synergistic Effect of NaCl and Fluid Flow
Corrosion Rate with Test Parameters
Second Failure Scenario
Effect of Fluid Temperature
Determination of Corrosion Rate for Each Individual Test Condition
Comparison of Temperature and Chloride Concentration Effects
4.1.2. LPR Sensor
4.1.3. Comparison of Corrosion Rate by the Corrosion Sensor and the Electrochemical Experiment (Lab Scale)
4.2. UT Measurements
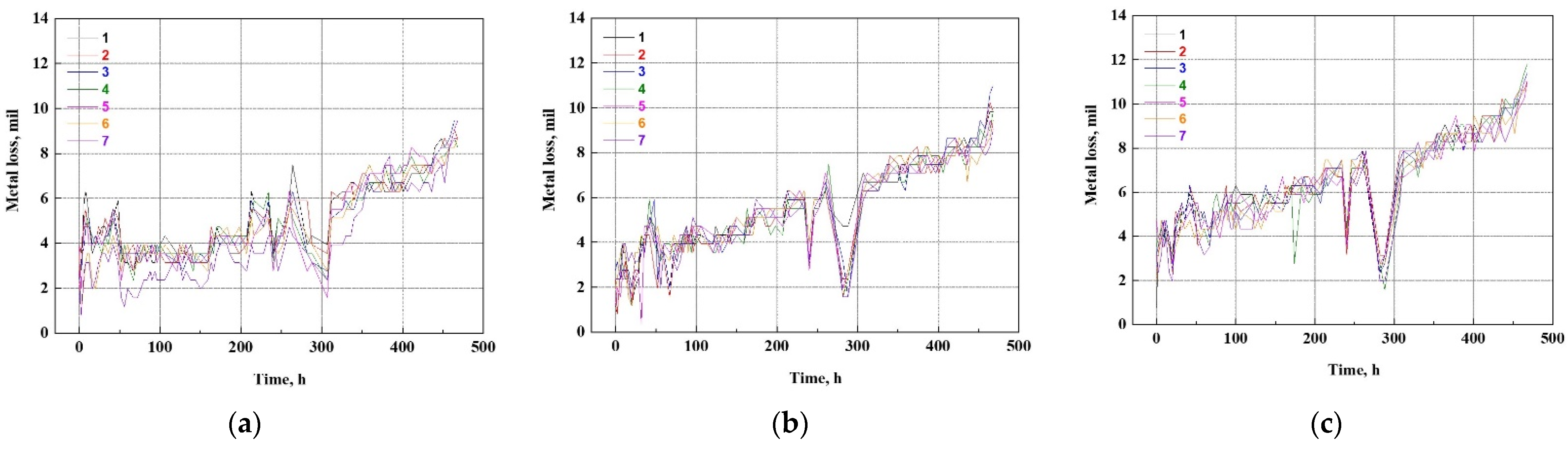
4.2.1. Result of UT Thickness Measurements of Test Pipe
4.2.2. Internal Surface Analysis of Test Pipe after the Corrosion Experiment
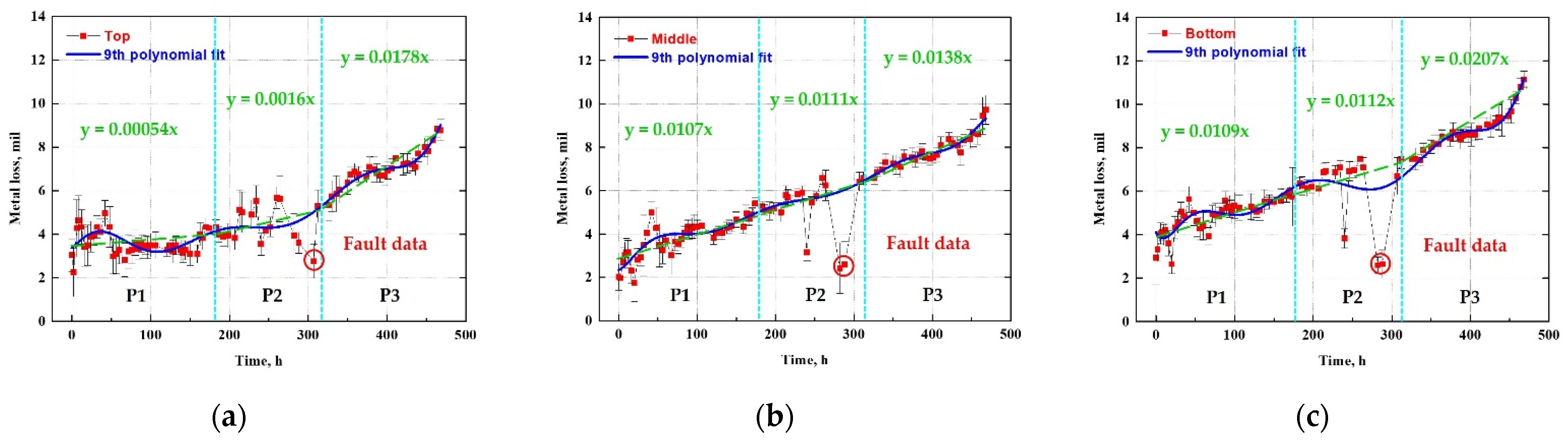
4.2.3. Statistical Analysis; Average, Standard Deviation, and Polynomial Regression
4.2.4. Linear Regression Analysis and Adjusted Coefficient of Determination
4.3. Correlation Coefficient Analysis of Metal Loss and CR Considering Various Factors
5. Discussion
5.1. Various Factors Affecting Corrosion and Wall-Thinning of Piping System
5.2. Reliability of ER Sensor
5.3. Correlation Coefficient Analysis
6. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Paolacci, F.; Reza, M.S.; Bursi, O.S.; Gresnigt, A.M.; Kumar, A. Main issues on the seismic design of industrial piping systems and components. In Proceedings of the ASME 2013 Pressure Vessels and Piping Conference, Paris, France, 14–18 July 2013; pp. 1–10. [Google Scholar]
- Khattak, M.A.; Zareen, N.; Mukhtar, A.; Kazi, S.; Jalil, A.; Ahmed, Z.; Jan, M.M. Root cause analysis (RCA) of fractured ASTM A53 carbon steel pipe at oil & gas company. Case Stud. Eng. Fail. Anal. 2016, 7, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Mpesha, W. Leak Detection in Pipes by Frequency Response Method; University of South Carolina: Columbia, SC, USA, 1999; pp. 1–5. [Google Scholar]
- Sereda, P.J. Weather Factors Affecting Corrosion of Metals; ASTM Special Technical Publication: Philadelphia, PA, USA, 1974; Volume 558, pp. 7–22. [Google Scholar]
- Mpesha, W.; Chaudhry, M.H.; Gassman, S.L. Leak detection in pipes by frequency response method using a step excitation. J. Hydraul. Res. 2002, 40, 55–62. [Google Scholar] [CrossRef]
- Korea Institute of Nuclear Safety. Reports of Accident and Breakdown in the Nuclear Power Plant; 080606K3; Korea Institute of Nuclear Safety: Daejeon, Korea, 2008. [Google Scholar]
- Korea Institute of Nuclear Safety. Reports of Accident and Breakdown in the Nuclear Power Plant; 170327K4; Korea Institute of Nuclear Safety: Daejeon, Korea, 2018. [Google Scholar]
- Lee, C.W.; Yoo, D.G. Development of leakage detection model and its application for water distribution networks using RNN-LSTM. Sustainability 2021, 13, 9262. [Google Scholar] [CrossRef]
- Diao, Y.; Yan, L.; Gao, K. Improvement of the machine learning-based corrosion rate prediction model through the optimization of input features. Mater. Des. 2021, 198, 109326. [Google Scholar] [CrossRef]
- El-Sayed, M.H. Flow enhanced corrosion of water injection pipelines. Eng. Fail. Anal. 2015, 50, 1–6. [Google Scholar] [CrossRef]
- Reddy, M.S.B.; Ponnamma, D.; Sadasivuni, K.K.; Aich, S.; Kailasa, S.; Parangusan, H.; Ibrahim, M.; Eldeib, S.; Shehata, O.; Ismail, M.; et al. Sensors in advancing the capabilities of corrosion detection: A review. Sens. Actuators A Phys. 2021, 332, 113086. [Google Scholar] [CrossRef]
- Agarwala, V.S.; Reed, P.L.; Ahmad, S. Corrosion detection and monitoring—A Review. In Proceedings of the CORROSION 2000 NACE-00271, Orlando, FL, USA, 26–31 March 2000. [Google Scholar]
- Cohn, M.J.; Norton, J.W. Case studies of pulsed eddy current to measure wall loss in feedwater piping and heater shells. In Proceedings of the ASME Pressure Vessels and Piping Conference, Chicago, IL, USA, 27–31 July 2008; pp. 721–731. [Google Scholar]
- Oh, S.B.; Cheong, Y.M.; Kim, D.J.; Kim, K.M. On-Line Monitoring of Pipe Wall Thinning by a High Temperature Ultrasonic Waveguide System at the Flow Accelerated Corrosion Proof Facility. Sensors. 2019, 19, 1762. [Google Scholar] [CrossRef] [Green Version]
- Calleja, T.V.; Su, D.; Bruijn, F.D.; Miro, J.V. Learning spatial correlations for Bayesian fusion in pipe thickness mapping. In Proceedings of the 2014 IEEE International Conference on Robotics and Automation (ICRA), Hong Kong, China, 31 May–7 June 2014. [Google Scholar]
- Kim, Y.H. Inspection of Pipeline. J. Korean Soc. Nondestruct. Test. 1998, 18, 121–132. [Google Scholar]
- Cheong, Y.M.; Kim, K.M.; Kim, D.J. High-temperature ultrasonic thickness monitoring for pipe thinning in a flow-accelerated corrosion proof test facility. Nucl. Eng. Technol. 2017, 49, 1463–1471. [Google Scholar] [CrossRef]
- Wright, R.F.; Lu, P.; Devkota, J.; Lu, F.; Ziomek, M.M.; Ohodnicki, P.R., Jr. Corrosion Sensors for Structural Health Monitoring of Oil and Natural Gas Infrastructure: A Review. Sensors 2019, 19, 3964. [Google Scholar] [CrossRef] [Green Version]
- Liu, Z.; Kleiner, Y. State-of-the-art review of technologies for pipe structural health monitoring. IEEE Sens. J. 2012, 12, 1987–1992. [Google Scholar] [CrossRef]
- Kouril, M.; Prosek, T.; Scheffel, B.; Dubois, F. High sensitivity electrical resistance sensors for indoor corrosion monitoring. Corros. Eng. Sci. Technol. 2013, 48, 282–287. [Google Scholar] [CrossRef]
- Prosek, T.; Le Bozec, N.; Thierry, D. Application of automated corrosion sensors for monitoring the rate of corrosion during accelerated corrosion tests. Mater. Corros. 2014, 65, 448–456. [Google Scholar] [CrossRef]
- Joosten, M.W.; Koks, J.; Humble, P.G.; Btakset, T.J.; Keilty, D.M. Internal corrosion monitoring of subsea production flowlines-Probe design and testing. In Proceedings of the CORROSION Conference, San Diego, CA, USA, 22–27 March 1998. [Google Scholar]
- Durrani, F.; Wesley, R.; Srikandarajah, V.; Eftekhari, M.; Munn, S. Predicting Corrosion rate in Chilled HVAC Pipe Network: Coupon vs Linear Polarisation Resistance method. Eng. Fail. Anal. 2020, 109, 104261. [Google Scholar] [CrossRef]
- Mckenzie, M.; Vassie, P.R. Use of weight loss coupons and electrical resistance probes in atmospheric corrosion tests. Br. Corros. J. 1985, 20, 117–124. [Google Scholar] [CrossRef]
- Boving, K.G. Chapter 8. ER Probe. In NDE Handbook: Non-Destructive Examination Methods for Condition Monitoring; Butterworth-Heinemann: Oxford, UK, 2014; pp. 81–87. [Google Scholar] [CrossRef]
- Jung, S.W. Characteristics of Thin Film Electric Resistance Sensors for Measurement of Corrosion Rates. Ph.D. Thesis, Kookmin University, Seoul, Korea, 2005. [Google Scholar]
- Yang, L.; Chiang, K.T. On-line and real-time corrosion monitoring techniques of metals and alloys in nuclear power plants and laboratories. In Understanding and Mitigating Ageing in Nuclear Power Plants. Materials and Operational Aspects of Plant Life Management (Plim); Woodhead Publishing: Sawston, UK, 2010; Volume 14, pp. 417–455. [Google Scholar] [CrossRef]
- Li, S.Y.; Kim, Y.G.; Jung, S.; Song, H.S.; Lee, S.M. Application of steel thin film electrical resistance sensor for in situ corrosion monitoring. Sens. Actuators B Chem. 2007, 120, 368–377. [Google Scholar] [CrossRef]
- Colony, C.H. An Evaluation of Corrosion Sensors for the Monitoring of the Main Cables of the Anthony Wayne Bridge. Master’s Thesis, The University of Toledo, Toledo, OH, USA, 2016. [Google Scholar]
- Agrawal, A.K. Corrosion monitoring. Encycl. Mater. Sci. 2000, 47, 26–29. [Google Scholar] [CrossRef]
- Nazir, M.H.; Saeed, A.; Khan, Z.A. Electrochemical corrosion failure analysis of large complex engineering structures by using micro-LPR sensors. Sens. Actuators B Chem. 2018, 268, 232–244. [Google Scholar] [CrossRef]
- Campos-Silva, I.E.; Rodríguez-Castro, G.A. 18-Boriding to improve the mechanical properties and corrosion resistance of steels. Thermochem. Surf. Eng. 2015, 28, 2399–2410. [Google Scholar] [CrossRef]
- Mansfeld, F. The Polarization Resistance Technique for Measuring Corrosion Currents. Adv. Corros. Sci. Technol. 1976, 6, 163–262. [Google Scholar] [CrossRef]
- Walter, G.W. Problems arising in the determination of accurate corrosion rates from polarization resistance measurements. Corros. Sci. 1977, 17, 983–993. [Google Scholar] [CrossRef]
- Jones, D.A. Principles and Prevention of Corrosion, 2nd ed.; Pearson-Prentice Hall: Upper Saddler River, NJ, USA, 1992; pp. 190–193. [Google Scholar]
- Nazir, M.H.; Khan, Z.A.; Saeed, A.; Stokes, K. A predictive model for life assessment of automotive exhaust mufflers subject to internal corrosion failure due to exhaust gas condensation. Eng. Fail. Anal. 2016, 63, 43–60. [Google Scholar] [CrossRef]
- Mikael, W.B.; Jan, B.A.; Lars, W.A.; Mads, B.; Curt, J.C.; Niels-Jorgen, R.N. Design and Installation of Marine Pipelines; Wiley-Blackwell: Hoboken, NJ, USA, 2009; pp. 27–35. [Google Scholar]
- Rahmani, K.; Jadidian, R.; Haghtalab, S. Evaluation of inhibitors and biocides on the corrosion, scaling and biofouling control of carbon steel and copper–nickel alloys in a power plant cooling water system. Desalination 2016, 393, 174–185. [Google Scholar] [CrossRef]
- Mingxuan, Y.; Suoying, H.; Ming, G.; Mengfei, X.; Jiayu, M.; Xiang, H.; Kamel, H. Comparative study on the cooling performance of evaporative cooling systems using seawater and freshwater. Int. J. Refrig. 2020, 121, 23–32. [Google Scholar] [CrossRef]
- ASTM G102-89; Standard Test Method for Calculation of Corrosion Rates and Related Information from Electrochemical Measurements. ASTM International: West Conshohocken, PA, USA, 2004.
- ASTM G59-97; Standard Test Method for Conducting Potentiodynamic Polarization Resistance Measurements. ASTM International: West Conshohocken, PA, USA, 2003.
- Ajmal, T.S.; Arya, S.B.; Udupa, K.R. Effect of hydrodynamics on the flow accelerated corrosion (FAC) and electrochemical impedance behavior of line pipe steel for petroleum industry. Int. J. Press. Vessel Pip. 2019, 174, 42–53. [Google Scholar] [CrossRef]
- Zhang, X.; Xiao, K.; Dong, C.; Wu, J.; Li, X.; Huang, Y. In situ Raman spectroscopy study of corrosion products on the surface of carbon steel in solution containing Cl− and SO42−. Eng. Fail. Anal. 2011, 18, 1981–1989. [Google Scholar] [CrossRef]
- Tamura, H. The role of rusts in corrosion and corrosion protection of iron and steel. Corros. Sci. 2008, 50, 1872–1883. [Google Scholar] [CrossRef] [Green Version]
- Sander, A.; Berghult, B.; Broo, A.E.; Johansson, E.L.; Hedberg, T.A. Iron corrosion in drinking water distribution systems—The effect of pH, calcium and hydrogen carbonate. Corros. Sci. 1996, 38, 443–455. [Google Scholar] [CrossRef]
- Hodgkiess, T.; Vassiliou, G. Complexities in the erosion corrosion of copper-nickel alloys in saline water. Desalination 2005, 183, 235–247. [Google Scholar] [CrossRef]
- Vasyliev, G.S. The influence of flow rate on corrosion of mild steel in hot tap water. Corros. Sci. 2015, 98, 33–39. [Google Scholar] [CrossRef]
- Gogtay, N.J.; Thatte, U.M. Principles of Correlation Analysis. J. Assoc. Phys. India 2017, 65, 78–81. [Google Scholar]
- Yan, L.; Diao, Y.; Lang, Z.; Gao, K. Corrosion rate prediction and influencing factors evaluation of low-alloy steels in marine atmosphere using machine learning approach. Sci. Technol. Adv. Mater. 2020, 21, 359–370. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- De Winter, J.C.F.; Gosling, S.D.; Potter, J. Comparing the Pearson and Spearman Correlation Coefficients Across Distributions and Sample Sizes: A Tutorial Using Simulations and Empirical Data. Psychol. Methods 2016, 21, 273–290. [Google Scholar] [CrossRef] [PubMed]
- Totten, G.E. ASM Handbook: Volume 18 Friction, Lubrication, and Wear Technology; ASM International Handbook Committee: West Conshohocken, PA, USA, 2017; pp. 381–382. [Google Scholar]
- Crokett, H.M.; Horowitz, J.S. Erosion in Nuclear Piping Systems. J. Press. Vessel Technol. 2010, 132, 024051. [Google Scholar] [CrossRef]
- Chexal, B.; Horowitz, J.; Dooley, B. Flow-Accelerated Corrosion in Power Plants; Revision 1. No. EPRI-TR-106611-R1; Electric Power Research Inst.: Palo Alto, CA, USA; Electricite de France: Paris, France; Siemens AG Power Generation: Munich, Germany, 1998. [Google Scholar]
- Giddey, S.; Cherry, B.; Lawson, F.; Forsyth, M. Stability of oxide films formed on mild steel in turbulent flow conditions of alkaline solutions at elevated temperatures. Corros. Sci. 2001, 43, 1497–1517. [Google Scholar] [CrossRef]
- Kain, V. Flow accelerated corrosion: Forms, mechanisms and case studies. Procedia Eng. 2014, 86, 576–588. [Google Scholar] [CrossRef] [Green Version]
- Denpo, K.; Ohawa, H. Fluid Flow Effects on CO2 Corrosion Resistance of Oil Well Materials. Corrosion 1993, 49, 442–449. [Google Scholar] [CrossRef]
- Xu, Y.; Zhang, Q.; Zhou, Q.; Gao, S.; Wang, B.; Wang, X.; Huang, Y. Flow accelerated corrosion and erosion-corrosion behavior of marine carbon steel in natural seawater. NPJ Mater. Degrad. 2021, 56, 1–13. [Google Scholar] [CrossRef]
- Wael, H.A.; Mufaiu, M.B.; Meamer, E.N.; Abdelsalam, A.S.; Hassan, M.B. Experimental investigation of flow accelerated corrosion under two-phase flow conditions. Nucl. Eng. Des. 2014, 267, 34–43. [Google Scholar] [CrossRef]
- Muhammadu, M.M.; Sheriff, J.M.; Hamzahb, E. Effect of flow pattern at pipe bends on corrosion behaviour of low carbon steek and its challenges. J. Teknol. Sci. Eng. 2013, 63, 55–65. [Google Scholar] [CrossRef]
- Gurten, A.A.; Keles, H.; Bayol, E.; Kandemirli, F. The effect of temperature and concentration on the inhibition of acid corrosion of carbon steel by newly synthesized Schiff base. J. Ind. Eng. Chem. 2015, 27, 68–78. [Google Scholar] [CrossRef]
- Levy, A.V.; Yan, J.; Patterson, J. Elevated Temperature Erosion of Steels. Wear 1986, 108, 43–60. [Google Scholar] [CrossRef] [Green Version]
- Wellman, R.G.; Nicholls, J.R. High temperature erosion–oxidation mechanisms, maps and models. Wear 2004, 256, 907–917. [Google Scholar] [CrossRef] [Green Version]
- Melchers, R.E. Effect of Temperature on the Marine Immersion Corrosion of Carbon Steels. Corrosion 2002, 58, 768–782. [Google Scholar] [CrossRef]
- Dougall, B.M. Effect of Chloride Ion on the Localized Breakdown of Nickel Oxide Films. J. Electrochem. Soc. 1979, 126, 919–925. [Google Scholar] [CrossRef]
- Clayton, C.R.; Lu, Y.C. A Bipolar Model of the Passivity of Stainless Steel: The Role of Mo Addition. J. Electrochem. Soc. 1986, 133, 2465–2473. [Google Scholar] [CrossRef]
- ASTM G1-03; Standard Test Method for Preparing, Cleaning, and Evaluating Corrosion Test Specimens. ASTM International: West Conshohocken, PA, USA, 2003.



























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name of Sensor | Measuring Range | Output Signal |
|---|---|---|
| Pressure sensor for strainer inlet | 0–100 kPa | 4–20 mA |
| Pressure sensor for strainer outlet | 0–100 kPa | |
| Pressure sensor for pump outlet | 0–1 MPa | |
| Differential pressure sensor for strainer | 0–100 kPa | |
| Temperature sensor for fluid | −50–250 °C | |
| Current transmitter for pump | 0–5 A | |
| LPR sensor | 0–200 MPY | |
| ER sensor | 0–10 mils |
| No. | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
|---|---|---|---|---|---|---|---|---|---|
| NaCl (%) | 0 | 1.75 | 3.5 | ||||||
| Temp. (°C) | 25 | 30 | 35 | 25 | 30 | 35 | 25 | 30 | 35 |
| Time (min) | 0–10,407 | 10,408–19,023 | 19,024–28,127 | ||||||
|---|---|---|---|---|---|---|---|---|---|
| NaCl (%) | 0 | 1.75 | 3.5 | ||||||
| Temp. (°C) | 25 | 30 | 35 | 25 | 30 | 35 | 25 | 30 | 35 |
| Wall thinning (mil) | 0.037 | 0.239 | 0.424 | 0.816 | 1.092 | 1.271 | 1.581 | 2.001 | 2.539 |
| Sum of Wall thinning (mil) | 0.7 | 3.179 | 6.121 | ||||||
| MPY | 7.653 | 49.691 | 62.424 | 179.301 | 232.277 | 255.366 | 314.644 | 419.014 | 526.845 |
| Average of MPY | 42.588 | 223.409 | 418.688 | ||||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shin, D.-H.; Hwang, H.-K.; Kim, H.-H.; Lee, J.-H. Evaluation of Commercial Corrosion Sensors for Real-Time Monitoring of Pipe Wall Thickness under Various Operational Conditions. Sensors 2022, 22, 7562. https://doi.org/10.3390/s22197562
Shin D-H, Hwang H-K, Kim H-H, Lee J-H. Evaluation of Commercial Corrosion Sensors for Real-Time Monitoring of Pipe Wall Thickness under Various Operational Conditions. Sensors. 2022; 22(19):7562. https://doi.org/10.3390/s22197562
Chicago/Turabian StyleShin, Dong-Ho, Hyun-Kyu Hwang, Heon-Hui Kim, and Jung-Hyung Lee. 2022. "Evaluation of Commercial Corrosion Sensors for Real-Time Monitoring of Pipe Wall Thickness under Various Operational Conditions" Sensors 22, no. 19: 7562. https://doi.org/10.3390/s22197562
APA StyleShin, D. -H., Hwang, H. -K., Kim, H. -H., & Lee, J. -H. (2022). Evaluation of Commercial Corrosion Sensors for Real-Time Monitoring of Pipe Wall Thickness under Various Operational Conditions. Sensors, 22(19), 7562. https://doi.org/10.3390/s22197562