
Development of an Integrated Virtual Reality System with Wearable Sensors for Ergonomic Evaluation of Human–Robot Cooperative Workplaces



Abstract
:1. Introduction
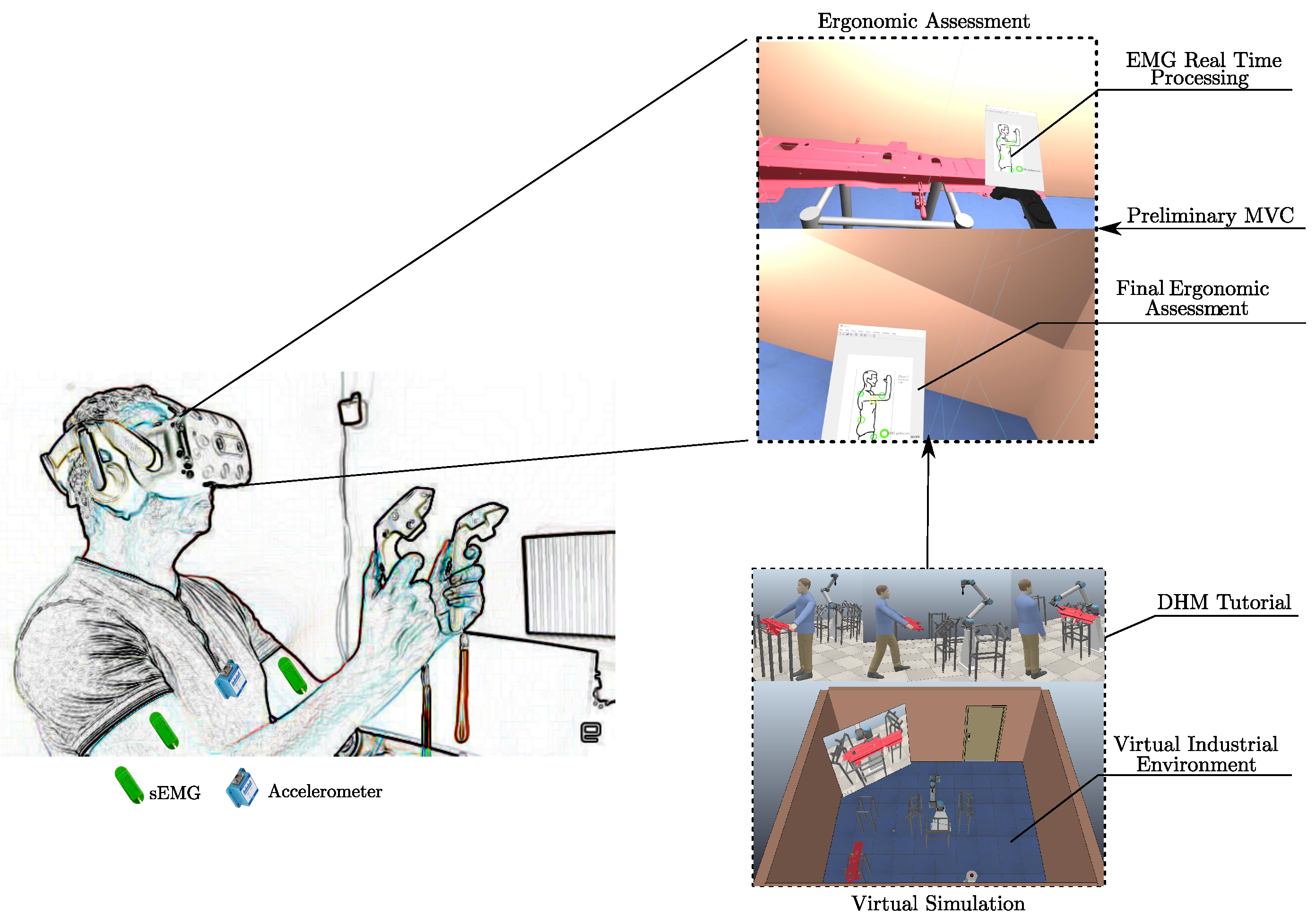
2. System Architecture
3. Virtual Reality Simulations
3.1. Virtual Environment
3.2. DHM Tutorial
4. Ergonomic Assessment
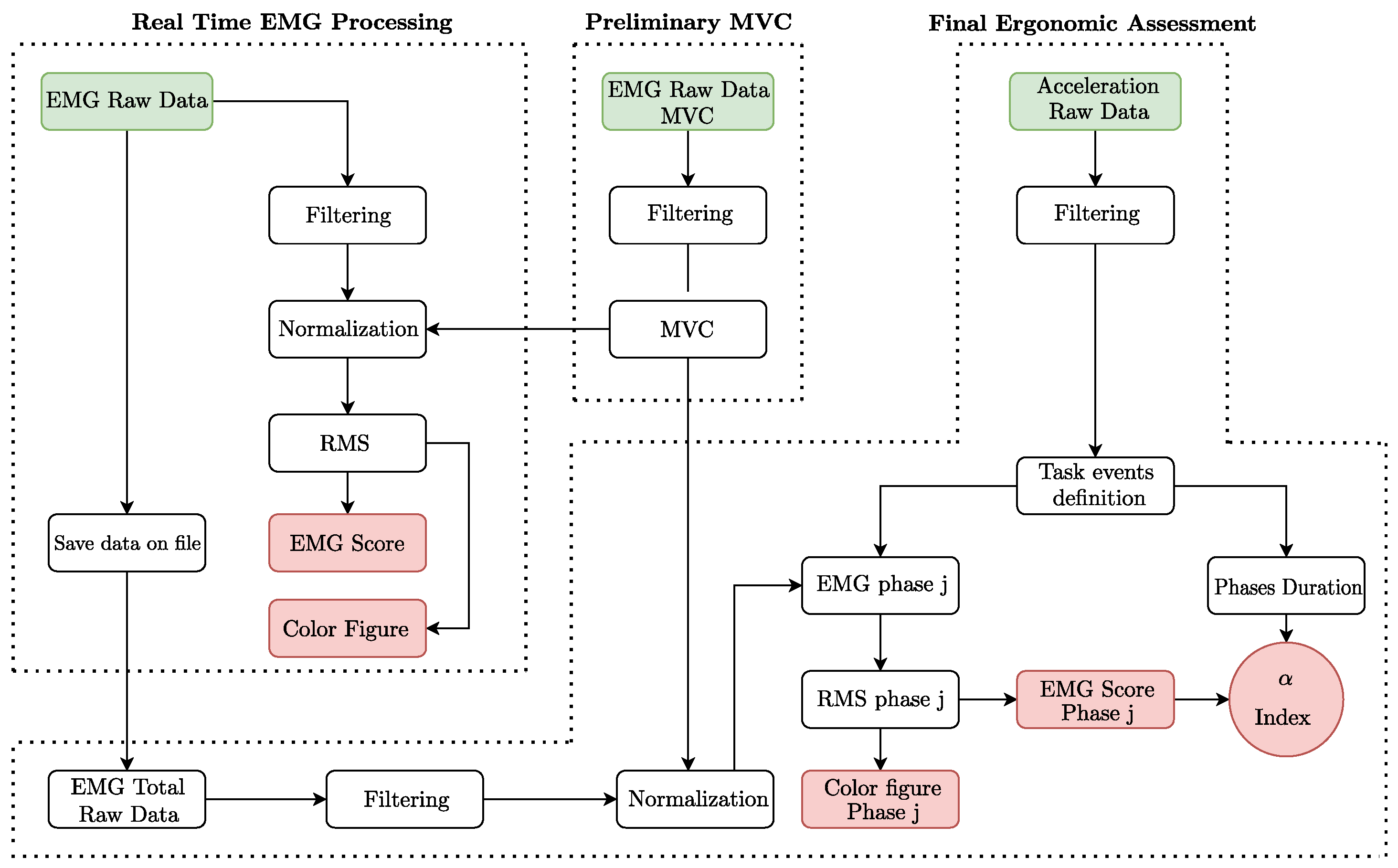
4.1. Preliminary MVC
4.2. Real Time EMG Processing
4.3. Final Ergonomic Assessment
5. Experiments
5.1. Use Case Description and Implementation
- Pickup of a metal component from the load stand. The component is an assembly of metal parts that arrives to the control spot already assembled. It weighs 3.4 kg.
- Manual transport of the component to the robot stand.
- Wait until the robot analyzes each one of the 50 welding points on the component.
5.2. Experimental Setup
5.3. Experimental Results
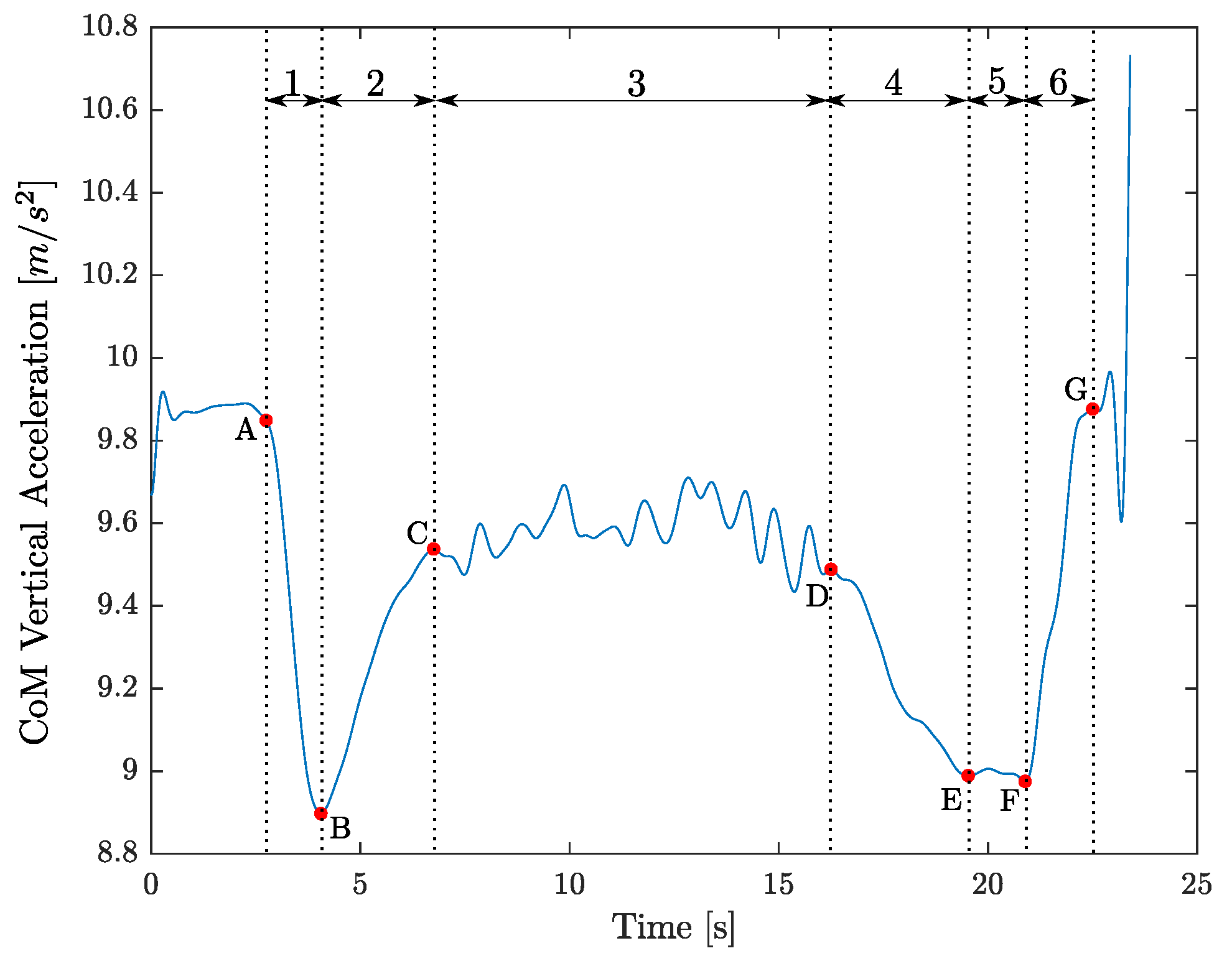
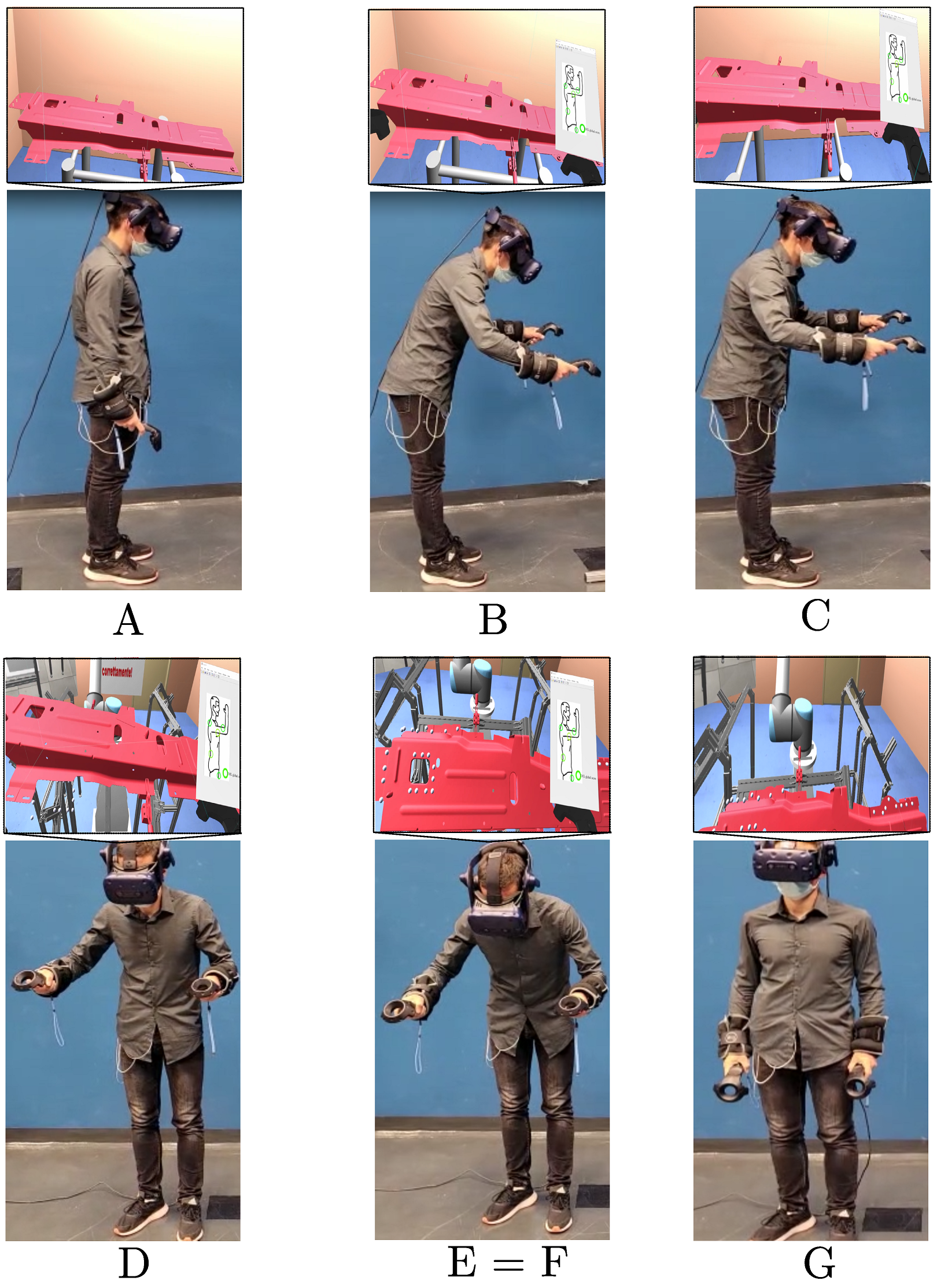
- BRG: The phase is defined as the time that elapses between the first instant of the worker bending in front of the load stand, called event A, and the instant in which the worker grasps the metal component (called event B). The timing is so expressed equal towhere is the first temporal instant of the minimum of the vertical CoM acceleration under a threshold (fixed equal to = 0.9 g); is assessed starting from the point B, coming back as the previous first temporal instant of the maximum.
- ABG: The phase is defined as the time that elapses between the event B and the instant in which the worker returns to standing up straight (called event C). The timing is so expressed equal towhere is assessed starting from the point B as the following first temporal instant of the maximum.
- TBW: The phase is defined as the time that elapses between the event C and the first instant of the worker bending in front of the robot (called event D). The timing is so expressed equal towhere is assessed starting coming back from the point E (related to , that is the first temporal instant of the minimum of the vertical CoM acceleration under the threshold after the point C) as the previous first temporal instant of the maximum.
- BR: The phase is defined as the time that elapses between the event D and the event E (the instant in which the worker starts the positioning of the metal component on the robot stand). The timing is so expressed equal to
- P: The P phase is defined as the time that elapses between the event E and the instant in which the worker ends the positioning of the metal component on the robot stand (called event F). The P timing is so expressed equal towhere is assessed starting from the point E as the last temporal instant of the minimum under the threshold .
- ABP: The phase is defined as the time that elapses between the event F and the instant in which the worker returns to standing up straight (called event G). The timing is so expressed equal towhere is assessed starting from the point F as the following first temporal instant of the maximum.
6. Discussion
Limitations
7. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| VR | Virtual Reality |
| DHM | Digital Human Model |
| MVC | Maximum Voluntary Contraction |
| IMU | Inertial Measurement Units |
| RMS | Root Mean Square |
| RULA | Rapid Upper Limb Assessment |
| REBA | Rapid Entire Body Assessment |
| PEI | Posture Evaluation Index |
| WEI | Workcell Evaluation Index |
| OWAS | Ovako Working posture Analysing System |
| EWAS | European Assembly Work-Sheet |
| Time duration of the generic phase | |
| Total time of the whole task | |
| sEMG | Surface electromyography |
| ICOSAF | Integrated and COllaborative Systems for the smArt Factory |
| Bend and Reach plus Grasp | |
| Arise from Bend, Get | |
| Turn Body and Walk | |
| Bend and Reach | |
| P | Positioning |
| Arise from Bend, Put | |
| Biceps Brachii | |
| long head of the Triceps Brachii | |
| Anterior Deltoid | |
| Erector Spinae at L3 level | |
| Rectus Femoris | |
| SUS | System Usability Scale |
| NASA TLI | NASA Task Load Index |
References
- Bonci, A.; Cen Cheng, P.D.; Indri, M.; Nabissi, G.; Sibona, F. Human–robot perception in industrial environments: A survey. Sensors 2021, 21, 1571. [Google Scholar] [CrossRef] [PubMed]
- Salmi, T.; Marstio, I.; Malm, T.; Montonen, J. Advanced safety solutions for human–robot-cooperation. In Proceedings of the ISR 2016: 47st International Symposium on Robotics, Munich, Germany, 21–22 June 2016; pp. 1–6. [Google Scholar]
- Pedrocchi, N.; Vicentini, F.; Matteo, M.; Tosatti, L.M. Safe human–robot cooperation in an industrial environment. Int. J. Adv. Robot. Syst. 2013, 10, 27. [Google Scholar] [CrossRef]
- Fusaro, F.; Lamon, E.; De Momi, E.; Ajoudani, A. A human-aware method to plan complex cooperative and autonomous tasks using behavior trees. In Proceedings of the 2020 IEEE-RAS 20th International Conference on Humanoid Robots (Humanoids), Munich, Germany, 19–21 July 2021; pp. 522–529. [Google Scholar]
- Shin, H.J.; Kim, J.Y. Measurement of trunk muscle fatigue during dynamic lifting and lowering as recovery time changes. Int. J. Ind. Ergon. 2007, 37, 545–551. [Google Scholar] [CrossRef]
- Battini, D.; Persona, A.; Sgarbossa, F. Innovative real-time system to integrate ergonomic evaluations into warehouse design and management. Comput. Ind. Eng. 2014, 77, 1–10. [Google Scholar] [CrossRef]
- Tarallo, A.; Di Gironimo, G.; Gerbino, S.; Vanacore, A.; Lanzotti, A. Robust interactive design for ergonomics and safety: R-IDEaS procedure and applications. Int. J. Interact. Des. Manuf. (IJIDeM) 2019, 13, 1259–1268. [Google Scholar] [CrossRef]
- Panariello, D.; Grazioso, S.; Caporaso, T.; Palomba, A.; Di Gironimo, G.; Lanzotti, A. Biomechanical analysis of the upper body during overhead industrial tasks using electromyography and motion capture integrated with digital human models. Int. J. Interact. Des. Manuf. (IJIDeM) 2022, in press. [Google Scholar]
- Caputo, F.; Greco, A.; D’Amato, E.; Notaro, I.; Spada, S. Imu-based motion capture wearable system for ergonomic assessment in industrial environment. In Proceedings of the International Conference on Applied Human Factors and Ergonomics, Orlando, FL, USA, 21–25 July 2018; Springer: Berlin/Heidelberg, Germany, 2018; pp. 215–225. [Google Scholar]
- Akhmad, S.; Arendra, A.; Findiastuti, W.; Lumintu, I.; Pramudita, Y.D. Wearable IMU Wireless Sensors Network for Smart Instrument of Ergonomic Risk Assessment. In Proceedings of the 2020 6th Information Technology International Seminar (ITIS), Surabaya, Indonesia, 14–16 October 2020; pp. 213–218. [Google Scholar]
- Lorenzini, M.; Kim, W.; De Momi, E.; Ajoudani, A. A new overloading fatigue model for ergonomic risk assessment with application to human–robot collaboration. In Proceedings of the 2019 International Conference on Robotics and Automation (ICRA), Montreal, QC, Canada, 20–24 May 2019; pp. 1962–1968. [Google Scholar]
- Peppoloni, L.; Filippeschi, A.; Ruffaldi, E.; Avizzano, C. A novel wearable system for the online assessment of risk for biomechanical load in repetitive efforts. Int. J. Ind. Ergon. 2016, 52, 1–11. [Google Scholar] [CrossRef]
- Hasan, M.; Perez, D.; Shen, Y.; Yang, H. Distributed Microscopic Traffic Simulation with Human-in-the-Loop Enabled by Virtual Reality Technologies. Adv. Eng. Softw. 2021, 154, 102985. [Google Scholar] [CrossRef]
- Feick, M.; Kleer, N.; Tang, A.; Krüger, A. The Virtual Reality Questionnaire Toolkit. In Proceedings of the Adjunct Publication of the 33rd Annual ACM Symposium on User Interface Software and Technology, Minneapolis, MN, USA, 20–23 October 2020; pp. 68–69. [Google Scholar]
- Hurtado, C.V.; Flores, A.R.; Elizondo, V.; Palacios, P.; Zamora, G. Work-in-Progress: Virtual Reality System for training on the operation and programing of a Collaborative Robot. In Proceedings of the 2021 IEEE Global Engineering Education Conference (EDUCON), Vienna, Austria, 21–23 April 2021; pp. 1650–1653. [Google Scholar]
- Bogaerts, B.; Sels, S.; Vanlanduit, S.; Penne, R. Connecting the CoppeliaSim robotics simulator to virtual reality. SoftwareX 2020, 11, 100426. [Google Scholar] [CrossRef]
- Vosniakos, G.C.; Deville, J.; Matsas, E. On immersive virtual environments for assessing human-driven assembly of large mechanical parts. Procedia Manuf. 2017, 11, 1263–1270. [Google Scholar] [CrossRef]
- Daria, B.; Martina, C.; Alessandro, P.; Fabio, S.; Valentina, V.; Zennaro, I. Integrating mocap system and immersive reality for efficient human-centred workstation design. IFAC-PapersOnLine 2018, 51, 188–193. [Google Scholar] [CrossRef]
- Haslegrave, C.; Corlett, E. Work Condition and the Risk of Injuries; Wilson, J.R., Corlett, N., Eds.; CRC Press: Boca Raton, FL, USA, 2005; pp. 892–920. [Google Scholar]
- Ahmed, S.; Irshad, L.; Demirel, H.O.; Tumer, I.Y. A comparison between virtual reality and digital human modeling for proactive ergonomic design. In Proceedings of the International Conference on Human-Computer Interaction, Orlando, FL, USA, 26–31 July 2019; Springer: Berlin/Heidelberg, Germany, 2019; pp. 3–21. [Google Scholar]
- Bordegoni, M.; Cugini, U.; Caruso, G.; Polistina, S. Mixed prototyping for product assessment: A reference framework. Int. J. Interact. Des. Manuf. (IJIDeM) 2009, 3, 177–187. [Google Scholar] [CrossRef]
- Grazioso, S.; Caporaso, T.; Palomba, A.; Nardella, S.; Ostuni, B.; Panariello, D.; Di Gironimo, G.; Lanzotti, A. Assessment of upper limb muscle synergies for industrial overhead tasks: A preliminary study. In Proceedings of the 2019 II Workshop on Metrology for Industry 4.0 and IoT (MetroInd4.0&IoT), Naples, Italy, 4–6 June 2019; pp. 89–92. [Google Scholar]
- Merletti, R.; Rau, G.; Disselhorst-Klug, C.; Stegeman, D.; Hagg, G. SENIAM Project. Available online: http://www.seniam.org/ (accessed on 22 February 2022).
- Kirtley, C. Clinical Gait Analysis: Theory and Practice; Elsevier Health Sciences: Amsterdam, The Netherlands, 2006. [Google Scholar]
- Hancock, P.A.; Meshkati, N. Human Mental Workload; North-Holland Amsterdam: Amsterdam, The Netherlands, 1988. [Google Scholar]
- Lawson, G.; Salanitri, D.; Waterfield, B. Future directions for the development of virtual reality within an automotive manufacturer. Appl. Ergon. 2016, 53, 323–330. [Google Scholar] [CrossRef] [PubMed]
- Caporaso, T.; Grazioso, S.; Gironimo, G.D.; Lanzotti, A. Design of Wearables for Biosignal Acquisition: A User Centered Approach for Concept Generation and Selection. In Proceedings of the International Conference on Design, Simulation, Manufacturing: The Innovation Exchange, Rome, Italy, 9–10 September 2021; pp. 818–826. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Phase | Time [s] | BB [%] | TB [%] | AD [%] | ES [%] | RF [%] | EMGScore |
|---|---|---|---|---|---|---|---|
| BRG | 1.31 | 10.9 | 9.1 | 3.5 | 18.4 | 1.9 | 8.8 |
| ABG | 2.69 | 7.5 | 9.1 | 3.5 | 21.6 | 1.9 | 8.7 |
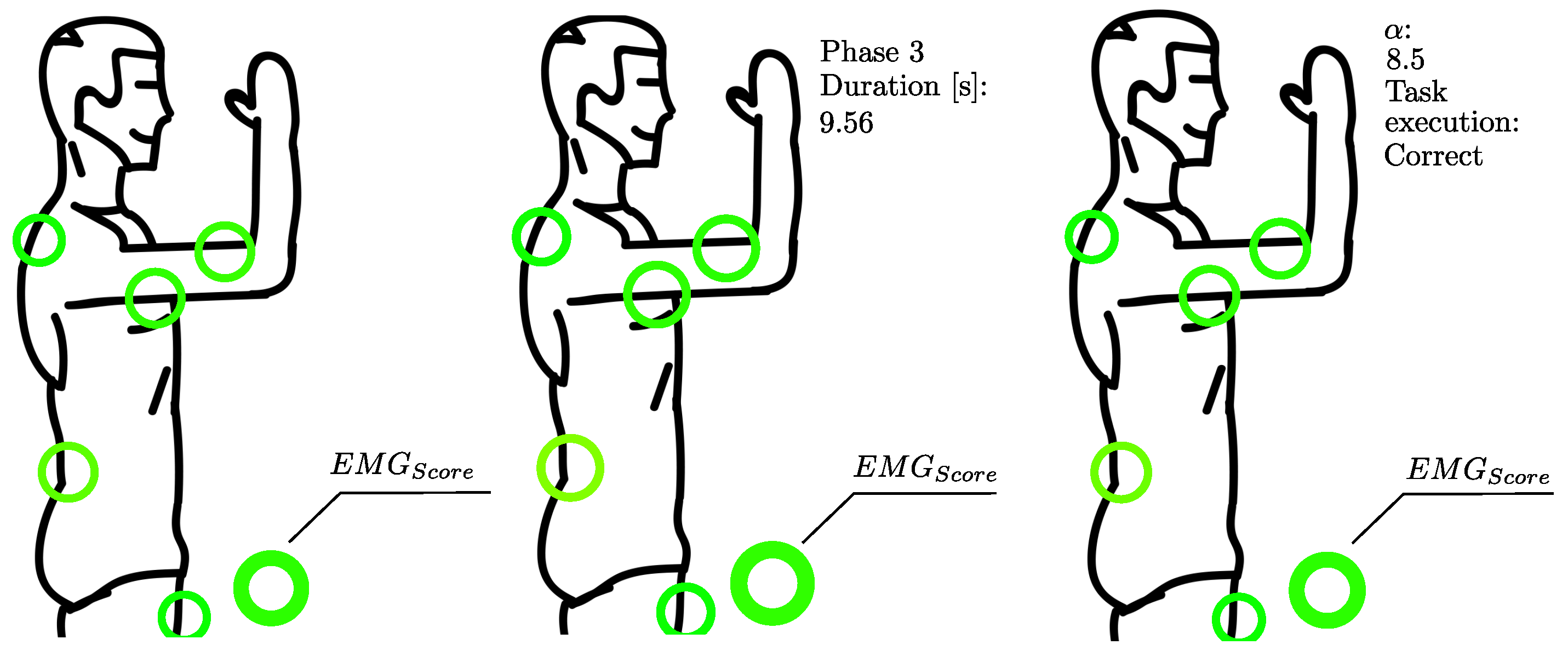
| TBW | 9.56 | 8.3 | 8.9 | 2.9 | 25.9 | 2.9 | 9.6 |
| BR | 3.28 | 8.0 | 9.0 | 3.3 | 21.3 | 3.3 | 9.0 |
| P | 1.36 | 6.5 | 9.6 | 3.8 | 19.0 | 2.2 | 8.2 |
| ABP | 1.61 | 5.2 | 9.7 | 3.2 | 12.4 | 2.7 | 6.7 |
| Overall | 19.81 | 7.5 | 9.0 | 3.1 | 21.5 | 2.3 | 8.7 |
| Phase | RULA [-] | REBA [-] | PEI [-] |
|---|---|---|---|
| 3 | 2 | 1.03 | |
| 2 | 1 | 0.80 | |
| 2 | 2 | 1.12 | |
| +P | 3 | 3 | 1.31 |
| 2 | 1 | 0.66 |
| Demand | Rating | Weight |
|---|---|---|
| Mental demand | 30 | 4 |
| Physical demand | 25 | 2 |
| Effort | 25 | 2 |
| Performance | 6 | 4 |
| Temporal demand | 10 | 1 |
| Frustration | 15 | 2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Caporaso, T.; Grazioso, S.; Di Gironimo, G. Development of an Integrated Virtual Reality System with Wearable Sensors for Ergonomic Evaluation of Human–Robot Cooperative Workplaces. Sensors 2022, 22, 2413. https://doi.org/10.3390/s22062413
Caporaso T, Grazioso S, Di Gironimo G. Development of an Integrated Virtual Reality System with Wearable Sensors for Ergonomic Evaluation of Human–Robot Cooperative Workplaces. Sensors. 2022; 22(6):2413. https://doi.org/10.3390/s22062413
Chicago/Turabian StyleCaporaso, Teodorico, Stanislao Grazioso, and Giuseppe Di Gironimo. 2022. "Development of an Integrated Virtual Reality System with Wearable Sensors for Ergonomic Evaluation of Human–Robot Cooperative Workplaces" Sensors 22, no. 6: 2413. https://doi.org/10.3390/s22062413
APA StyleCaporaso, T., Grazioso, S., & Di Gironimo, G. (2022). Development of an Integrated Virtual Reality System with Wearable Sensors for Ergonomic Evaluation of Human–Robot Cooperative Workplaces. Sensors, 22(6), 2413. https://doi.org/10.3390/s22062413