


_Chen.png)

Adapting the Time-Domain Synthetic Aperture Focusing Technique (T-SAFT) to Laser Ultrasonics for Imaging the Subsurface Defects
Abstract
:1. Introduction
2. Materials and Methods
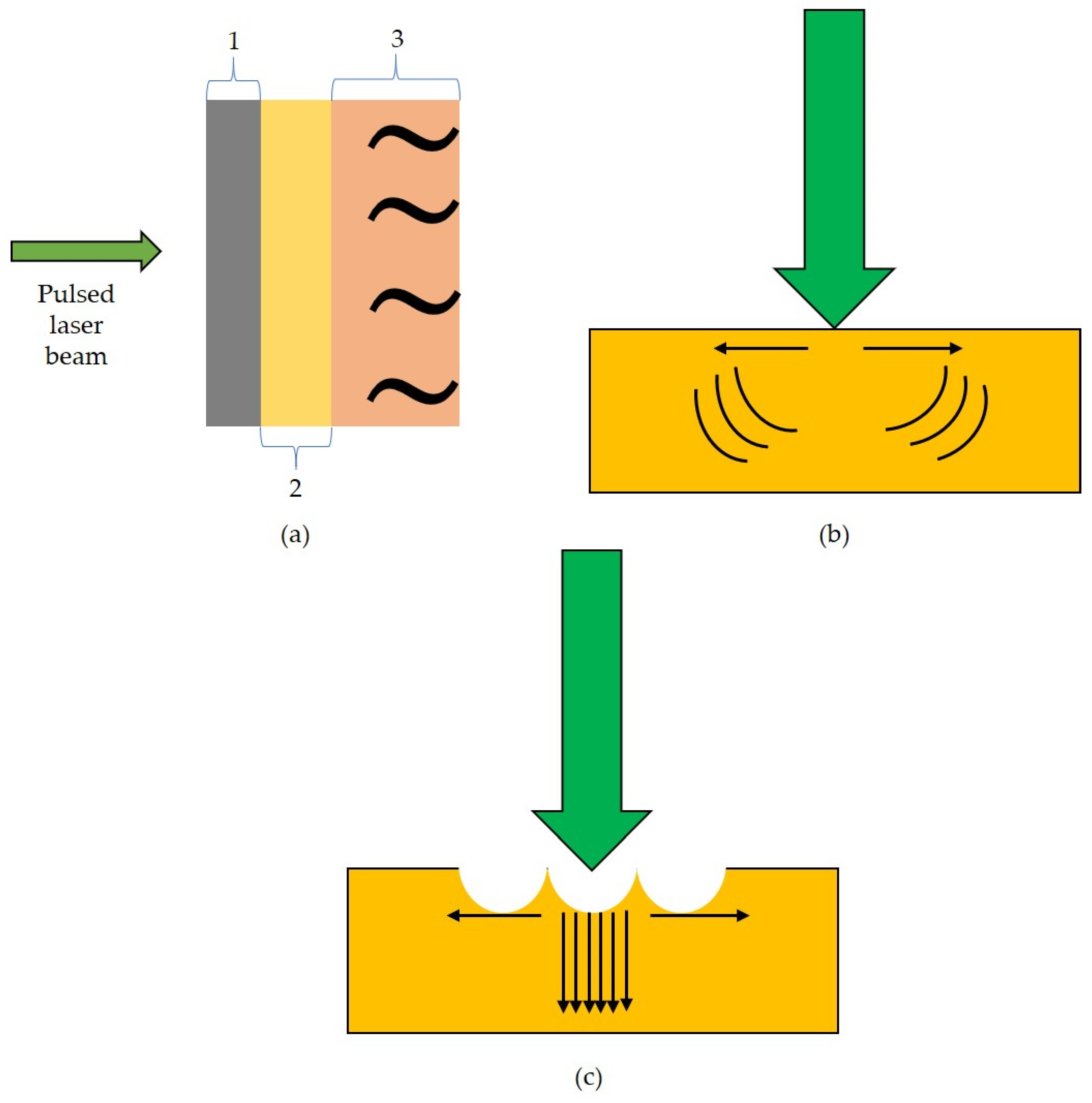
2.1. Laser Ultrasound Generation
2.1.1. Thermoelastic Regime
2.1.2. Ablation Regime
2.2. Laser Ultrasound Detection

2.3. Time-Domain Synthetic Aperture Focusing Technique (T-SAFT)
2.4. Experimental Setup
3. Results
3.1. Calculation of Maximum and Minimum ToF
- (i)
- 12,221 pixels (121 × 101): x-axis—0.5 mm/pixel and z-axis—0.25 mm/pixel.
- (ii)
- 96,681 pixels (481 × 201): x-axis—0.125 mm/pixel and z-axis—0.125 mm/pixel.
- (iii)
- 150,553 pixels (481 × 313): x-axis—0.125 mm/pixel and z-axis—0.08 mm/pixel.
- (iv)
- 376,251 pixels (751 × 501): x-axis—0.08 mm/pixel and z-axis—0.05 mm/pixel.
3.2. Imaging in Thermoelastic Regime (Ø 8 mm Hole)
3.3. Imaging in Ablation Regime
3.3.1. Hole of 10 mm Diameter
3.3.2. Hole of 2 mm Diameter
4. Discussion
5. Conclusions
- (i)
- In the thermoelastic regime (8 mm hole), A-scan signals with lower amplitudes were obtained, which was observed in the reconstructed T-SAFT images.
- (ii)
- The visibility of the defects was further improved in the ablation regime (10 mm hole). In this regime, much enhanced longitudinal waves (higher-amplitude signals) were obtained. These higher-amplitude signals increased the pixel intensity of each grid, thereby providing better visibility.
- (iii)
- The ablation regime is effective for imaging small defects (2 mm hole). Minute reflections from the defects could be seen in the reconstructed images. The hole in the center of the aperture had better visibility than other two 2 mm holes.
- (iv)
- The 5 mm distance between the pulsed laser and the laser Doppler vibrometer was observed in the reconstruction process as the SAW dead zone in all the grid sizes.
- (v)
- Hilbert transform aids in extracting the signal’s envelope, which improved the pixel intensity values of each grid in all grid sizes. The Hilbert-transformed inspection images were dominated by highly intense bottom reflections. These reflections might have suppressed the defect reflections in the inspection images, thereby reducing the visibility of the defects.
- (vi)
- Compared to the thermoelastic regime, the ablation regime is more effective for imaging defects, with the grid size having lateral and vertical resolutions of 0.08 mm/pixel and 0.05 mm/pixel. For small defects, the T-SAFT reconstructions at the desired region of interest had better visibility.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Georgantzia, E.; Gkantou, M.; Kamaris, G.S. Aluminium alloys as structural material: A review of research. Eng. Struct. 2021, 227, 111372. [Google Scholar] [CrossRef]
- Polmear, I.J. Aluminium Alloys—A Century of Age Hardening. Mater. Forum 2004, 28, 13. [Google Scholar]
- Soren, T.R.; Kumar, R.; Panigrahi, I.; Sahoo, A.K.; Panda, A.; Das, R.K. Machinability behavior of aluminium alloys: A brief study. Mater. Today Proc. 2019, 18, 5069–5075. [Google Scholar] [CrossRef]
- Cornacchia, G.; Cecchel, S. Study and Characterization of EN AW 6181/6082-T6 and EN AC 42100-T6 Aluminum Alloy Welding of Structural Applications: Metal Inert Gas (MIG), Cold Metal Transfer (CMT), and Fiber Laser-MIG Hybrid Comparison. Metals 2020, 10, 441. [Google Scholar] [CrossRef]
- Yujin, W.A.; Feng, F.A.; Hongliang, Q.I.; Ximei, Z.H. Experimental study on constitutive model of high-strength aluminum alloy 6082-T6. J. Build. Struct. 2013, 34, 113. [Google Scholar]
- Hellier, C.J. Handbook of Nondestructive Evaluation; McGraw-Hill Education: New York, NY, USA, 2013. [Google Scholar]
- Gupta, M.; Khan, M.A.; Butola, R.; Singari, R.M. Advances in applications of Non-Destructive Testing (NDT): A review. Adv. Mater. Process. Technol. 2022, 8, 2286–2307. [Google Scholar] [CrossRef]
- Taheri, H.; Hassen, A.A. Nondestructive ultrasonic inspection of composite materials: A comparative advantage of phased array ultrasonic. Appl. Sci. 2019, 9, 1628. [Google Scholar] [CrossRef]
- Gholizadeh, S. A review of non-destructive testing methods of composite materials. Procedia Struct. Integr. 2016, 1, 50–57. [Google Scholar] [CrossRef]
- Wilcox, P.D.; Holmes, C.; Drinkwater, B.W. Advanced reflector characterization with ultrasonic phased arrays in NDE applications. IEEE Trans. Ultrason. Ferroelectr. Freq. Control 2007, 54, 1541–1550. [Google Scholar] [CrossRef] [PubMed]
- Manthey, W.; Kroemer, N.; Magori, V. Ultrasonic transducers and transducer arrays for applications in air. Meas. Sci. Technol. 1992, 3, 249. [Google Scholar] [CrossRef]
- Michaels, J.E.; Michaels, T.E. Enhanced differential methods for guided wave phased array imaging using spatially distributed piezoelectric transducers. AIP Conf. Proc. 2006, 820, 837–844. [Google Scholar]
- Konstantinidis, G.; Drinkwater, B.W.; Wilcox, P.D. The temperature stability of guided wave structural health monitoring systems. Smart Mater. Struct. 2006, 15, 967. [Google Scholar] [CrossRef]
- Hall, J.S.; Michaels, J.E. Multipath ultrasonic guided wave imaging in complex structures. Struct. Health Monit. 2015, 14, 345–358. [Google Scholar] [CrossRef]
- Tang, F.; Yu, Y. Nondestructive Testing Method for Welding Quality in Key Parts of Ocean-going Ships. J. Coast. Res. 2020, 110, 91–94. [Google Scholar] [CrossRef]
- Poguet, J.; Marguet, J.; Pichonnat, F.; Chupin, L. Phased array technology: Concepts, probes and applications. J. Nondestruct. Test. Ultrason. 2002, 7, 1–6. [Google Scholar]
- Giridhara, G.; Rathod, V.T.; Naik, S.; Mahapatra, D.R.; Gopalakrishnan, S. Rapid localization of damage using a circular sensor array and Lamb wave based triangulation. Mech. Syst. Signal Process. 2010, 24, 2929–2946. [Google Scholar] [CrossRef]
- Lissenden, C.J.; Rose, J.L. Structural health monitoring of composite laminates through ultrasonic guided wave beam forming. In Proceedings of the NATO Applied Vehicle Technology Symposium on Military Platform, RTO-MP-AVT-157, Montreal, QC, Canada, 13–16 October 2008; pp. 1–14. [Google Scholar]
- Muller, A.; Robertson-Welsh, B.; Gaydecki, P.; Gresil, M.; Soutis, C. Structural health monitoring using lamb wave reflections and total focusing method for image reconstruction. Appl. Compos. Mater. 2017, 24, 553–573. [Google Scholar] [CrossRef]
- Chahbaz, A.; Sicard, R. Comparitive evaluation between ultrasonic phased array and synthetic aperture focusing techniques. AIP Conf. Proc. 2003, 657, 769–776. [Google Scholar]
- Spies, M.; Jager, W. Synthetic aperture focusing for defect reconstruction in anisotropic media. Ultrasonics 2003, 41, 125–131. [Google Scholar] [CrossRef]
- Schickert, M.; Krause, M.; Müller, W. Ultrasonic imaging of concrete elements using reconstruction by synthetic aperture focusing technique. J. Mater. Civ. Eng. 2003, 15, 235–246. [Google Scholar] [CrossRef]
- Wu, Z.; Chong, S.Y.; Todd, M.D. Laser ultrasonic imaging of wavefield spatial gradients for damage detection. Struct. Health Monit. 2021, 20, 960–977. [Google Scholar] [CrossRef]
- Zhang, E.; Zhang, J.; Chen, B.; Liu, C.; Zhan, Y. Finite element analysis of laser ultrasonic in functionally graded material. Appl. Acoust. 2023, 204, 109243. [Google Scholar] [CrossRef]
- Scruby, C.B. Some applications of laser ultrasound. Ultrasonics 1989, 27, 195–209. [Google Scholar] [CrossRef]
- Zhang, X.; Fincke, J.R.; Wynn, C.M.; Johnson, M.R.; Haupt, R.W.; Anthony, B.W. Full noncontact laser ultrasound: First human data. Light Sci. Appl. 2019, 8, 119. [Google Scholar] [CrossRef] [PubMed]
- Selim, H.; Delgado-Prieto, M.; Trull, J.; Pico, R.; Romeral, L.; Cojocaru, C. Defect reconstruction by non-destructive testing with laser induced ultrasonic detection. Ultrasonics 2020, 101, 106000. [Google Scholar] [CrossRef]
- Yoon, T.; Kim, Y.; Awais, M.; Lee, B. Acoustic Velocity Measurement for Enhancing Laser UltraSound Imaging Based on Time Domain Synthetic Aperture Focusing Technique. Sensors 2023, 23, 2635. [Google Scholar] [CrossRef] [PubMed]
- Ying, K.N.; Ni, C.Y.; Dai, L.N.; Yuan, L.; Kan, W.W.; Shen, Z.H. Multi-mode laser-ultrasound imaging using Time-domain Synthetic Aperture Focusing Technique (T-SAFT). Photoacoustics 2022, 27, 100370. [Google Scholar] [CrossRef]
- Pei, C.; Yi, D.; Liu, T.; Kou, X.; Chen, Z. Fully noncontact measurement of inner cracks in thick specimen with fiber-phased-array laser ultrasonic technique. NDT E Int. 2020, 113, 102273. [Google Scholar] [CrossRef]
- Hopko, S.N.; Ume, I.C. Laser ultrasonics: Simultaneous generation by means of thermoelastic expansion and material ablation. J. Nondestruct. Eval. 1999, 18, 91–98. [Google Scholar] [CrossRef]
- Arias, I.; Achenbach, J.D. Thermoelastic generation of ultrasound by line-focused laser irradiation. Int. J. Solids Struct. 2003, 40, 6917–6935. [Google Scholar] [CrossRef]
- Monchalin, J.P. Laser-ultrasonics: From the laboratory to industry. AIP Conf. Proc. 2004, 700, 3–31. [Google Scholar]
- Wang, X.; Huang, Y.; Li, C.; Xu, B. Numerical simulation and experimental study on picosecond laser ablation of stainless steel. Opt. Laser Technol. 2020, 127, 106150. [Google Scholar] [CrossRef]
- Rothberg, S.J.; Allen, M.S.; Castellini, P.; Di Maio, D.; Dirckx, J.J.; Ewins, D.J.; Halkon, B.J.; Muyshondt, P.; Paone, N.; Ryan, T.; et al. An international review of laser Doppler vibrometry: Making light work of vibration measurement. Opt. Lasers Eng. 2017, 99, 11–22. [Google Scholar] [CrossRef]
- Kundu, T. Ultrasonic Nondestructive Evaluation: Engineering and Biological Material Characterization; CRC Press: Boca Raton, FL, USA, 2003. [Google Scholar]
- Spies, M.; Rieder, H.; Dillhöfer, A.; Schmitz, V.; Müller, W. Synthetic aperture focusing and time-of-flight diffraction ultrasonic imaging—Past and present. J. Nondestruct. Eval. 2012, 31, 310–323. [Google Scholar] [CrossRef]
- Stepinski, T.; Lingvall, F. Synthetic aperture focusing techniques for ultrasonic imaging of solid objects. In Proceedings of the 8th European Conference on Synthetic Aperture Radar, Aachen, Germany, 7–10 June 2010; pp. 1–4. [Google Scholar]
- Peloquin, E. The Hilbert Transform’s Role in Transforming TFM. Quality 2022, 61, 40. [Google Scholar]
- Holmes, C.; Drinkwater, B.; Wilcox, P. The post-processing of ultrasonic array data using the total focusing method. Insight-Non-Destr. Test. Cond. Monit. 2004, 46, 677–680. [Google Scholar] [CrossRef]
- Holmes, C.; Drinkwater, B.W.; Wilcox, P.D. Post-processing of the full matrix of ultrasonic transmit–receive array data for non-destructive evaluation. NDT E Int. 2005, 38, 701–711. [Google Scholar] [CrossRef]
- Köhler, B.; Blackshire, J.L. Laser vibrometric study of plate waves for structural health monitoring (SHM). AIP Conf. Proc. 2006, 820, 1672–1679. [Google Scholar]
- Drain, L.E. Laser Ultrasonics: Techniques and Applications; Routledge: Abingdon-on-Thames, UK, 2019. [Google Scholar]
- Zhang, K.; Chen, D.; Wang, S.; Yao, Z.; Feng, W.; Guo, S. Flexible and high-intensity photoacoustic transducer with PDMS/CSNPs nanocomposite for inspecting thick structure using laser ultrasonics. Compos. Sci. Technol. 2022, 228, 109667. [Google Scholar] [CrossRef]
- Lukacs, P. Laser Induced Phased Arrays for Volumetric Imaging. Ph.D. Thesis, University of Strathclyde, Glasgow, Scotland, 2023. [Google Scholar]
- Mangaiyarkarasi, D.; Vinuthashri, T.Z.; Keng, K.; Long, C.; Wei, S.; Yali, S.; Lianwei, C.; Hong, M. Characterization of Laser Ultrasonic in Ablation Regime Using Filter and Hilbert Transform. Peen. Sci. Technol. 2019, 1, 183. [Google Scholar]
- Mi, B.; Ume, I.C. Parametric studies of laser generated ultrasonic signals in ablative regime: Time and frequency domains. J. Nondestruct. Eval. 2002, 21, 23–33. [Google Scholar] [CrossRef]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Value |
|---|---|
| Young’s modulus | 71 GPa |
| Poisson’s ratio | 0.33 |
| Density | 2.71 g/cm3 |
| Dimension | 60 × 60 × 25 mm |
| Parameter | Value |
|---|---|
| Cycle rate | 5 Hz |
| Flash delay | 360 µs |
| Aperture size | 20.5 mm |
| Aperture elements | 41 elements |
| Number of samples | 1600 |
| Sample rate | 100 MHz |
| Parameter | Value |
|---|---|
| Cycle rate | 5 Hz |
| Flash delay | 320 µs |
| Aperture size | 20.5 mm |
| Aperture elements | 41 elements |
| Number of samples | 1600 |
| Sample rate | 100 MHz |
| Parameter | Value |
|---|---|
| Cycle rate | 5 Hz |
| Flash delay | 320 µs |
| Aperture size | 21.5 mm |
| Aperture elements | 43 elements |
| Number of samples | 1600 |
| Sample rate | 100 MHz |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Karuppasamy, S.S.; Yang, C.-H. Adapting the Time-Domain Synthetic Aperture Focusing Technique (T-SAFT) to Laser Ultrasonics for Imaging the Subsurface Defects. Sensors 2023, 23, 8036. https://doi.org/10.3390/s23198036
Karuppasamy SS, Yang C-H. Adapting the Time-Domain Synthetic Aperture Focusing Technique (T-SAFT) to Laser Ultrasonics for Imaging the Subsurface Defects. Sensors. 2023; 23(19):8036. https://doi.org/10.3390/s23198036
Chicago/Turabian StyleKaruppasamy, Sundara Subramanian, and Che-Hua Yang. 2023. "Adapting the Time-Domain Synthetic Aperture Focusing Technique (T-SAFT) to Laser Ultrasonics for Imaging the Subsurface Defects" Sensors 23, no. 19: 8036. https://doi.org/10.3390/s23198036
APA StyleKaruppasamy, S. S., & Yang, C. -H. (2023). Adapting the Time-Domain Synthetic Aperture Focusing Technique (T-SAFT) to Laser Ultrasonics for Imaging the Subsurface Defects. Sensors, 23(19), 8036. https://doi.org/10.3390/s23198036