
Hot-Pressing Furnace Current Monitoring and Predictive Maintenance System in Aerospace Applications


Abstract
:1. Introduction
2. Monitoring with Artificial Intelligence and Algorithm Description
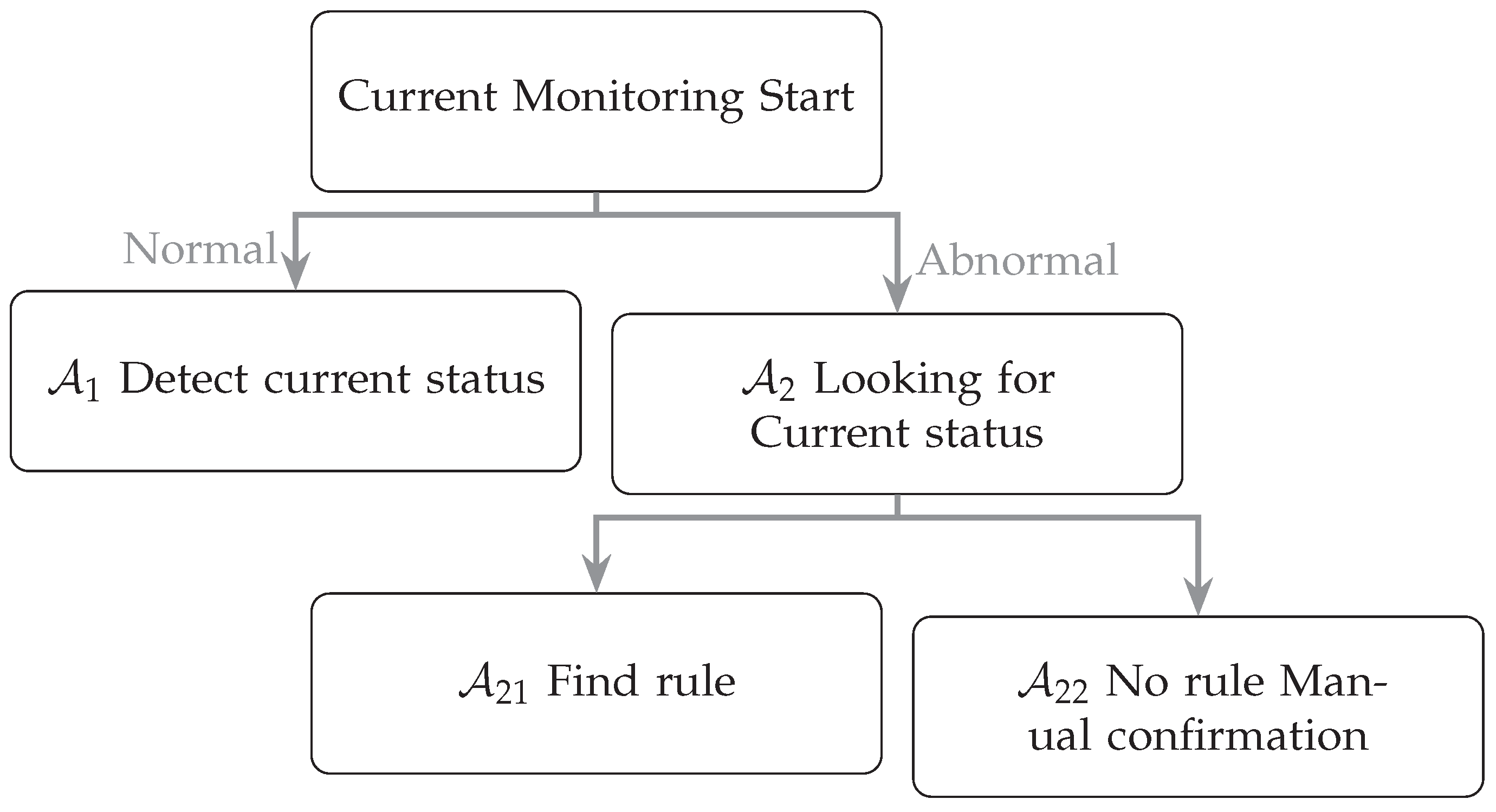
2.1. Detect Current Status
| Algorithm 1: Determine the fan current status |
Require: Set , if then It is judged that the current is in the starting state. Set a flag Continuously monitor for a period of time minutes. if then Send a warning message, set and continuously monitor the current. end if end if |
2.2. Looking for Current Status and Heater
2.2.1. Find Rule
| Algorithm 2: Looking for Current status | |
| Require: Set , | |
| Ensure: Load AI package and monitoring module. | |
| if then | |
| ▹ indicating abnormal status | |
| else | |
| to send a warning message | ▹ indicating abnormal status |
| It is judged that it belongs to with exceptions and rules | |
| It is judged that it belongs to with exceptions and rules | |
| end if | |
| Algorithm 3: Find rule | |
| Require: The voltage of the device , The voltage of the device , …, The voltage of the device . | |
| if then | |
| , | ▹ Normal standard |
| else if … then | |
| , | ▹ Normal standard |
| else ifthen | |
| , | ▹ Normal standard |
| else | |
| , | ▹ Normal standard |
| if , Conform to the rules then | |
| Abnormal but does not affect the status. For exceptions, use data to determine the category, and find exception rules among the exceptions. If it does not match, look for a classification method. | |
| , | |
| else | |
| Classify new anomalies. Use supervised or unsupervised learning, enhanced learning, use deep learning, new abnormal state, and at the same time conform to the abnormal state of historical data. To use classification methods, record them for later use or detection, and record the results. | |
| Set up , Judgment belongs to There are no rules for exceptions, and unsupervised learning is used to detect whether there are new classifications. | |
| end if | |
| end if | |
2.2.2. No Rule Manual Confirmation
2.3. Classification Models
| Algorithm 4: Manual confirmation |
ifthen Expert analysis and record. Use unsupervised learning to detect whether there are new classifications. Set , and confirm to return to the monitoring state to continuously monitor the current. end if |
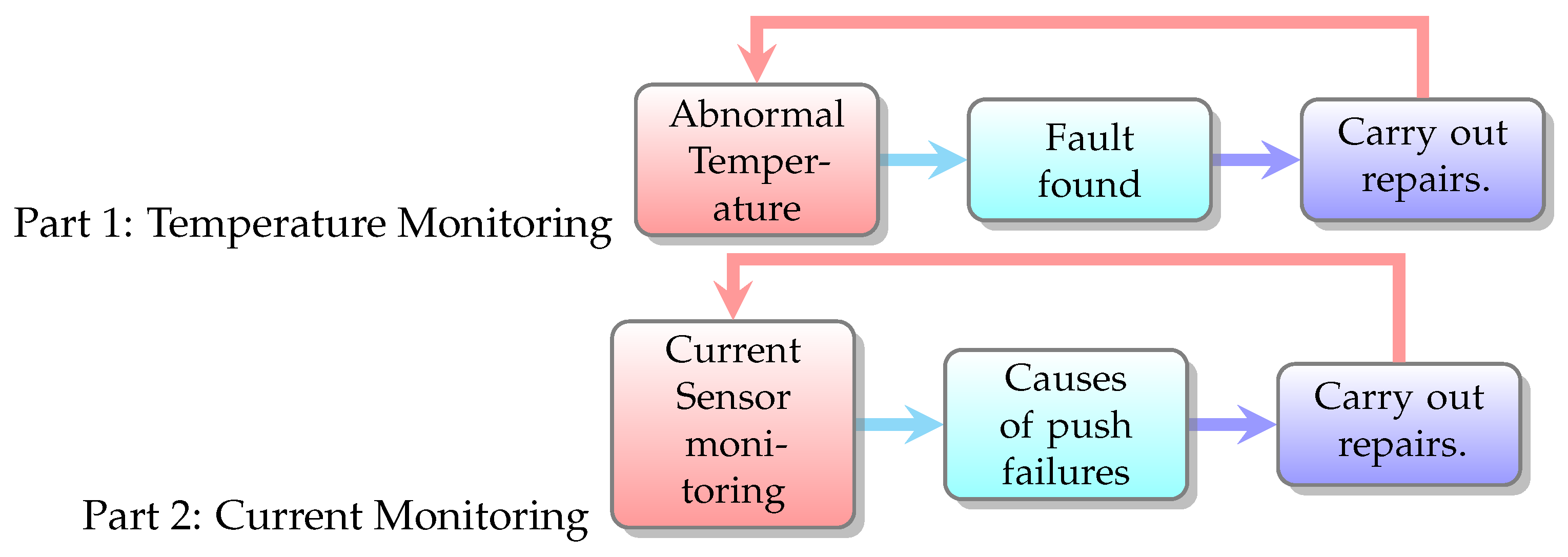
- Temperature abnormality monitoring:
- (a)
- Abnormal temperature: abnormal temperature of each part (Abnormal heating curve).
- (b)
- Find the fault: confirm the cause for repair.
- (c)
- Maintenance focused on fixing equipment after it broke.
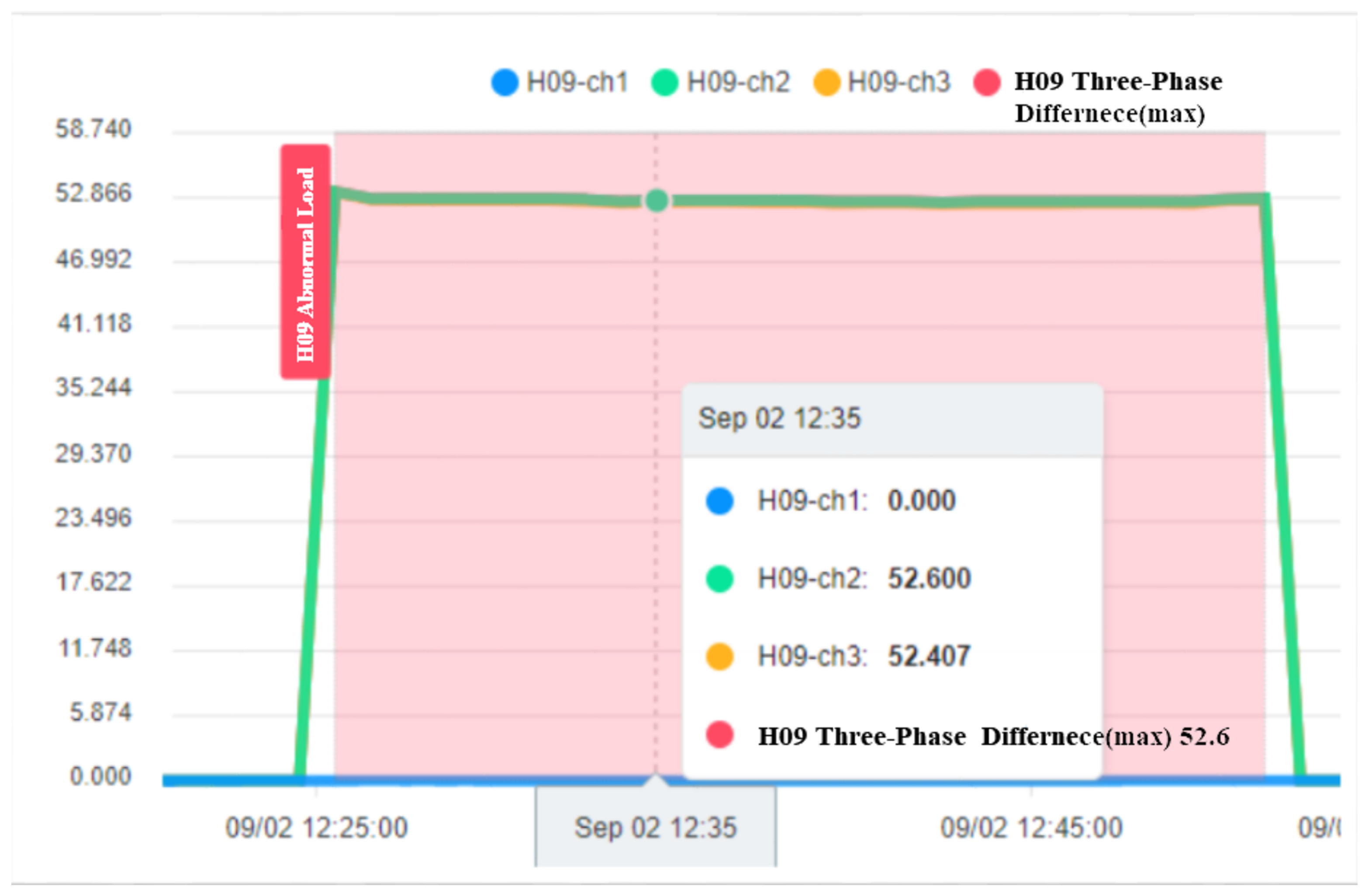
- Current abnormality monitoring:
- Power consumption status of each component.
- Warning conditions: abnormal conditions, abnormal features, feature extraction.
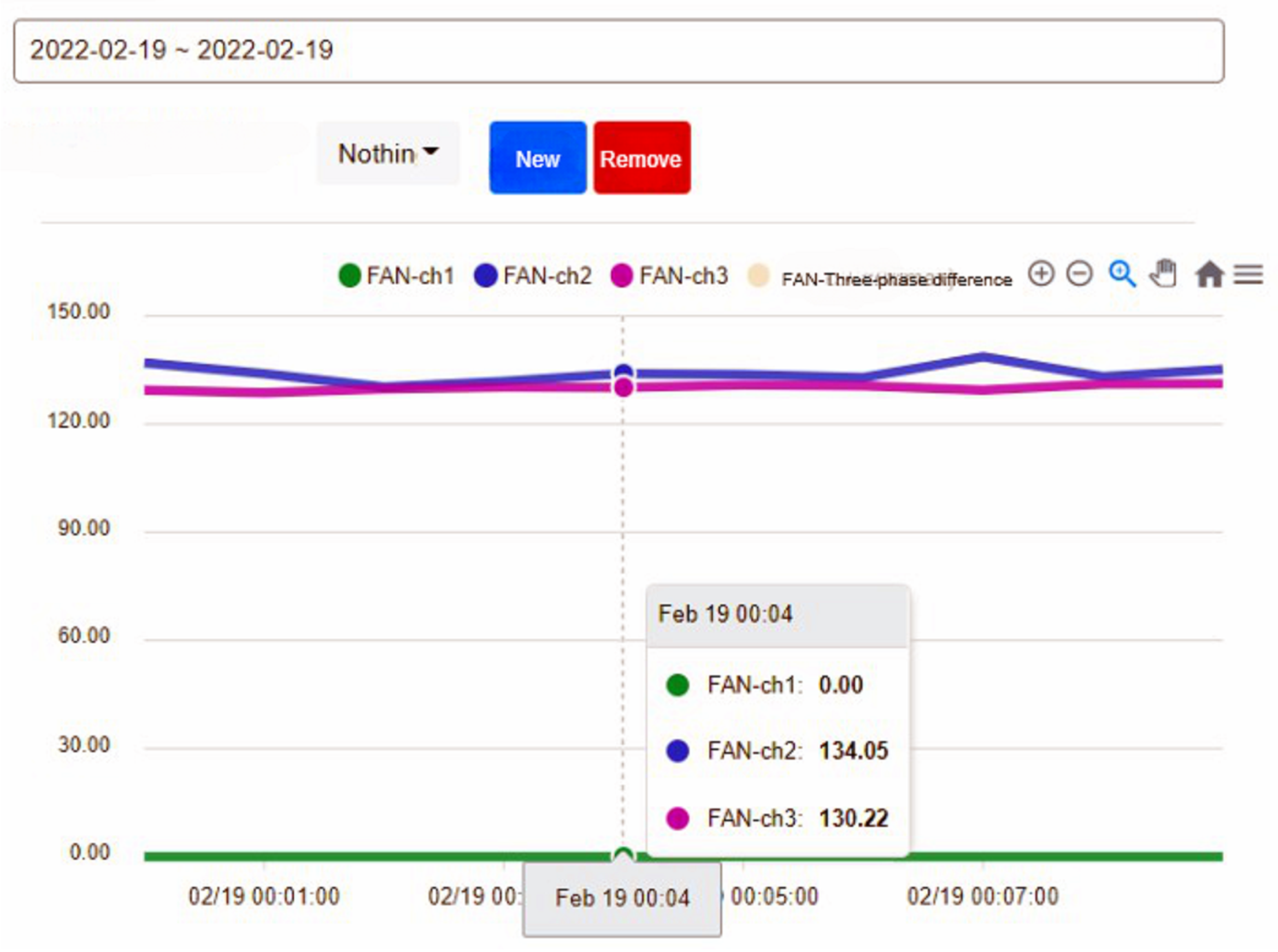
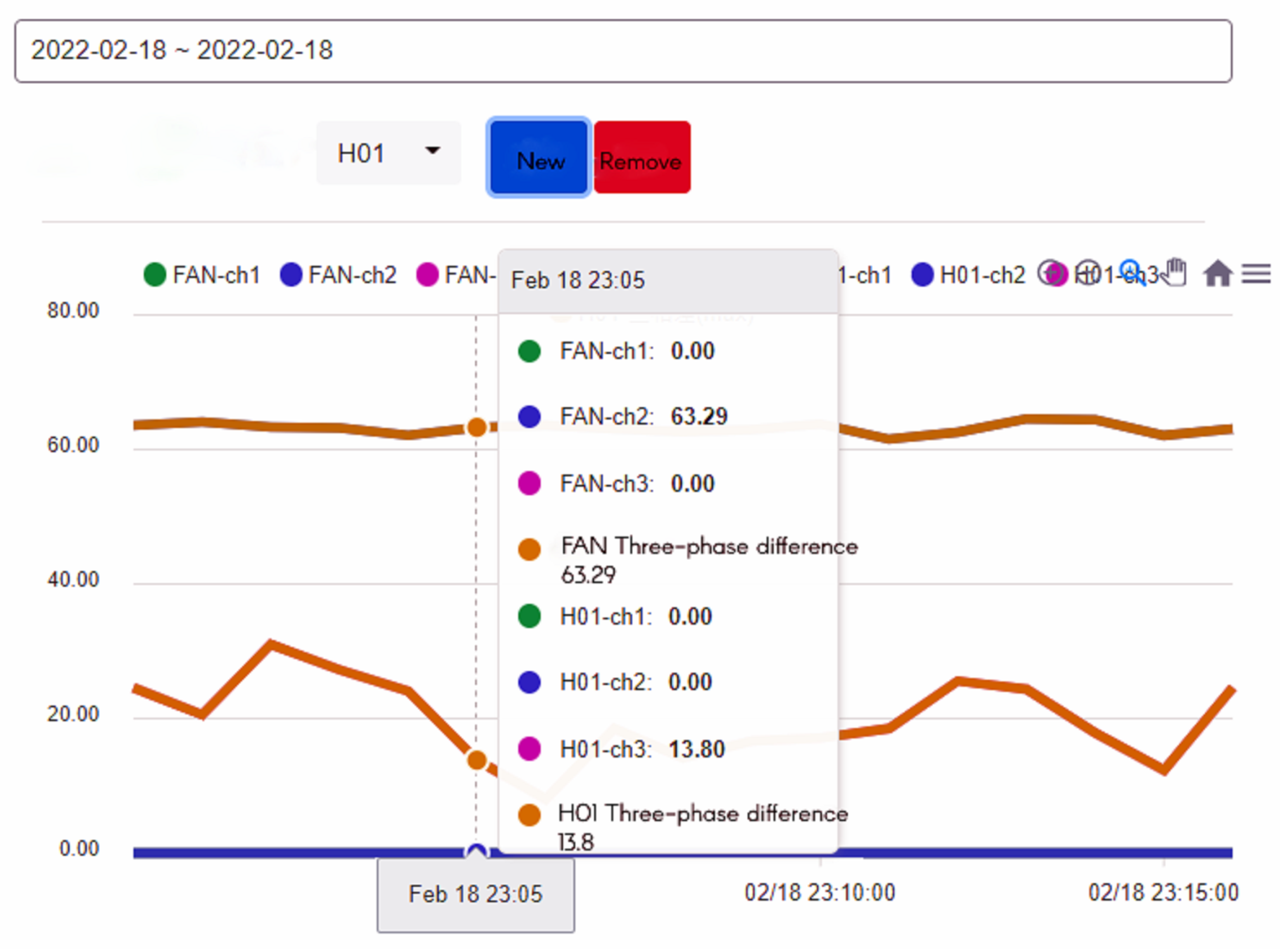
- Display the cause of the failure: by capturing the K% of the current difference as a judging feature, we can establish an early warning rule to monitor the power consumption of the equipment during the overall process, and give an early warning when an abnormality occurs.
- Find the fault: confirm the cause for repair.
2.4. Support Vector Machine
2.5. eXtreme Gradient Boosting
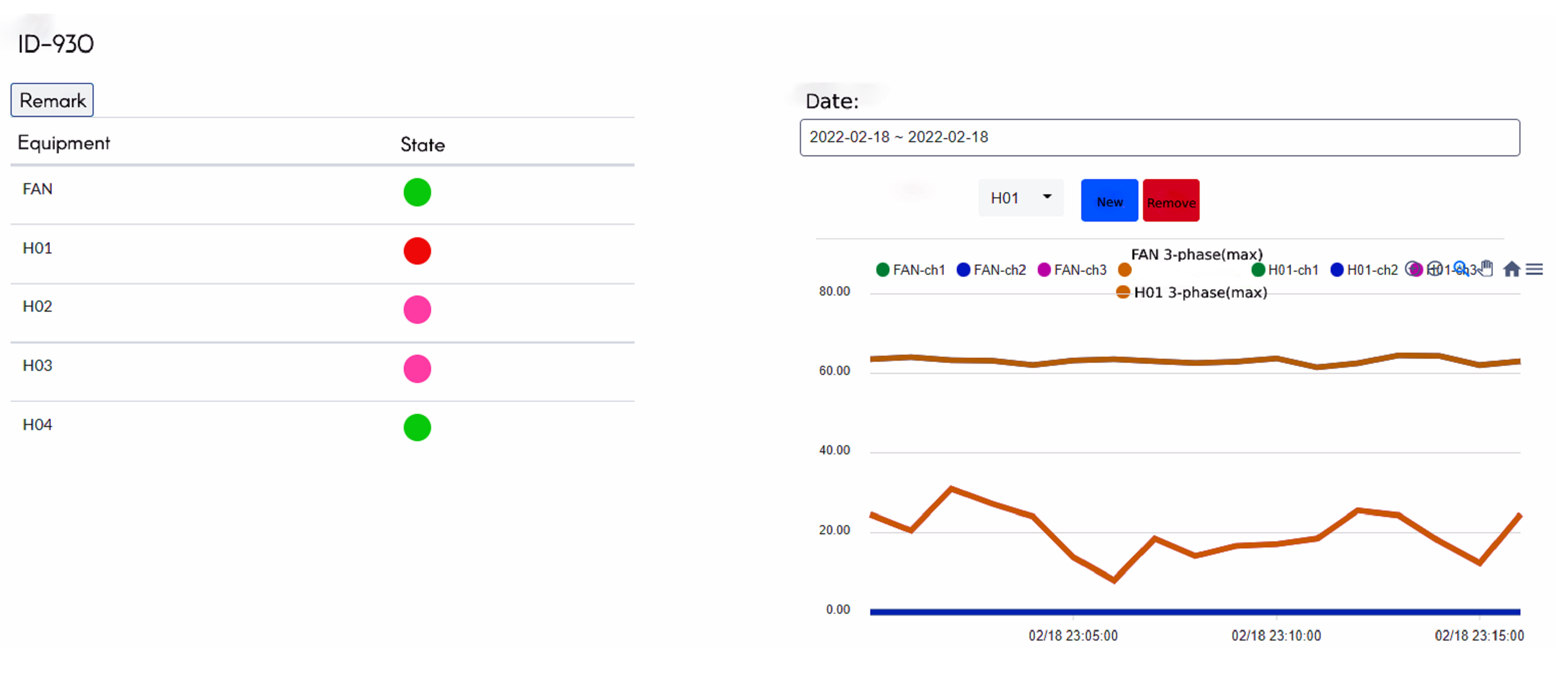
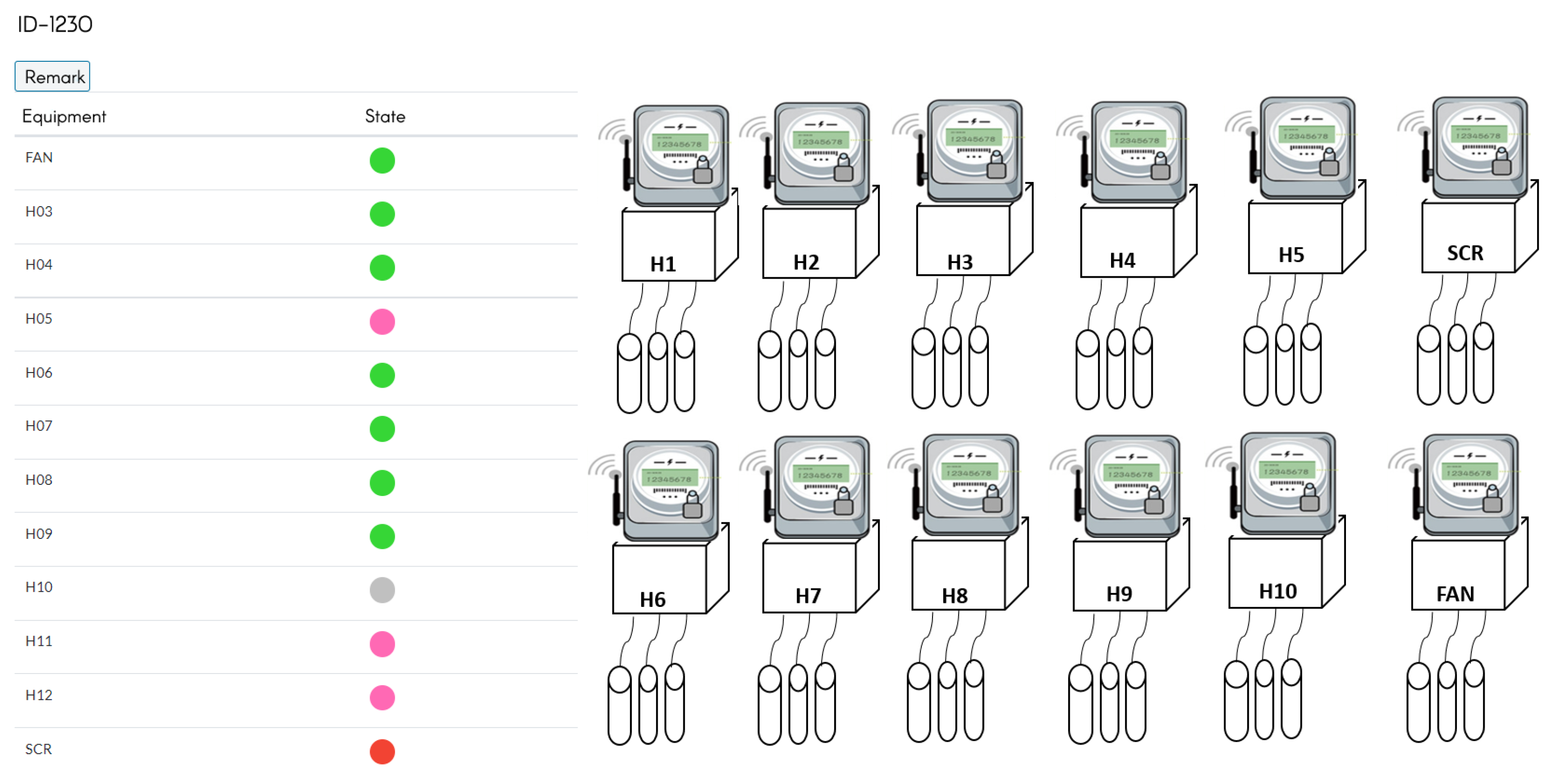
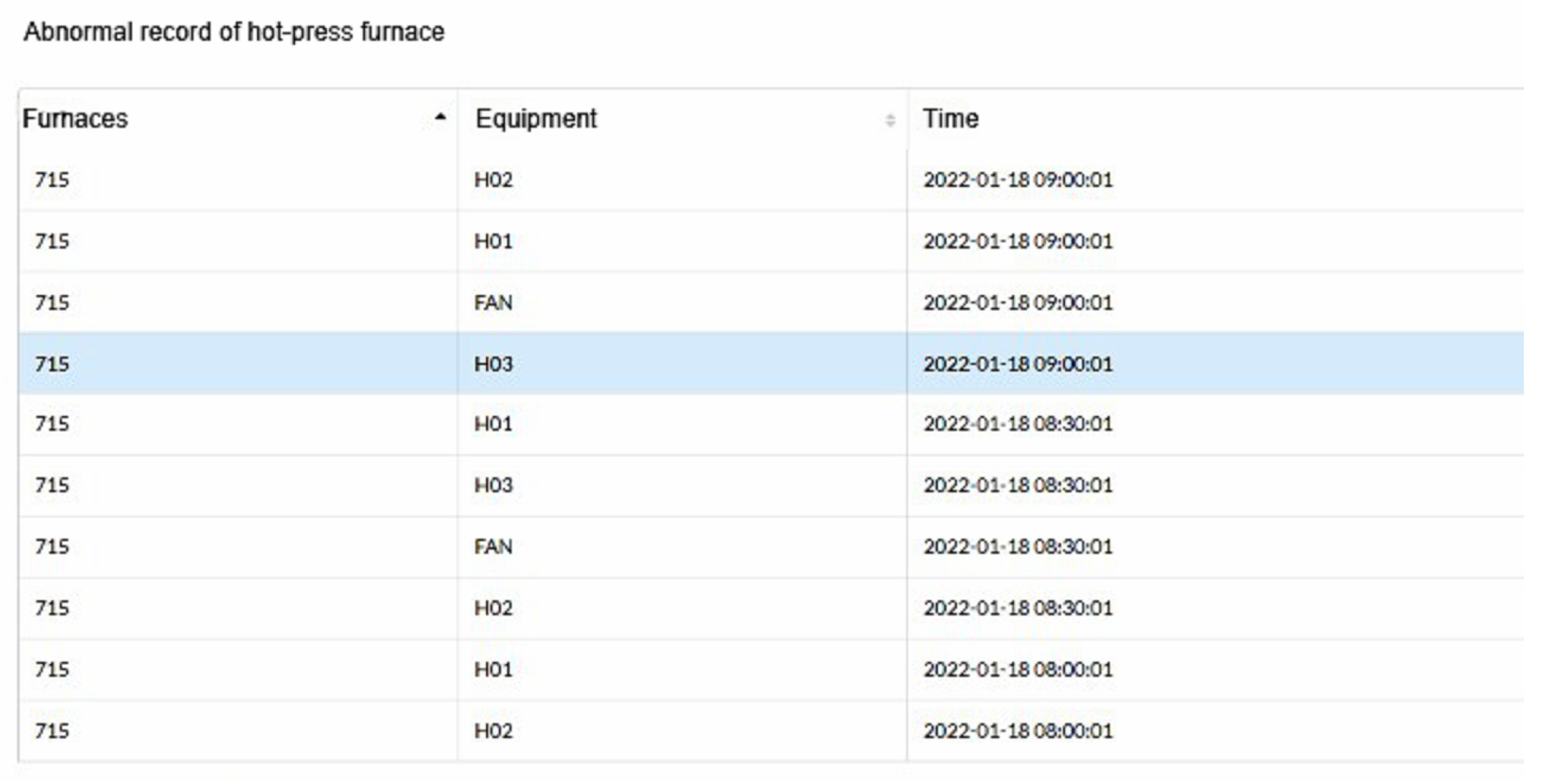
3. Current Monitoring System and Numerical Results
- .
- .
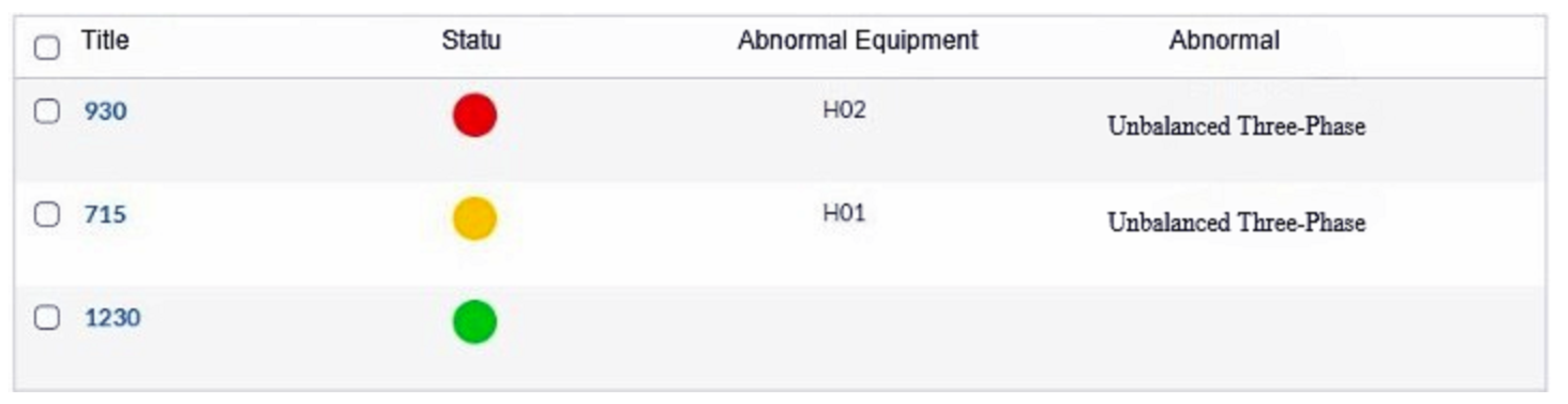
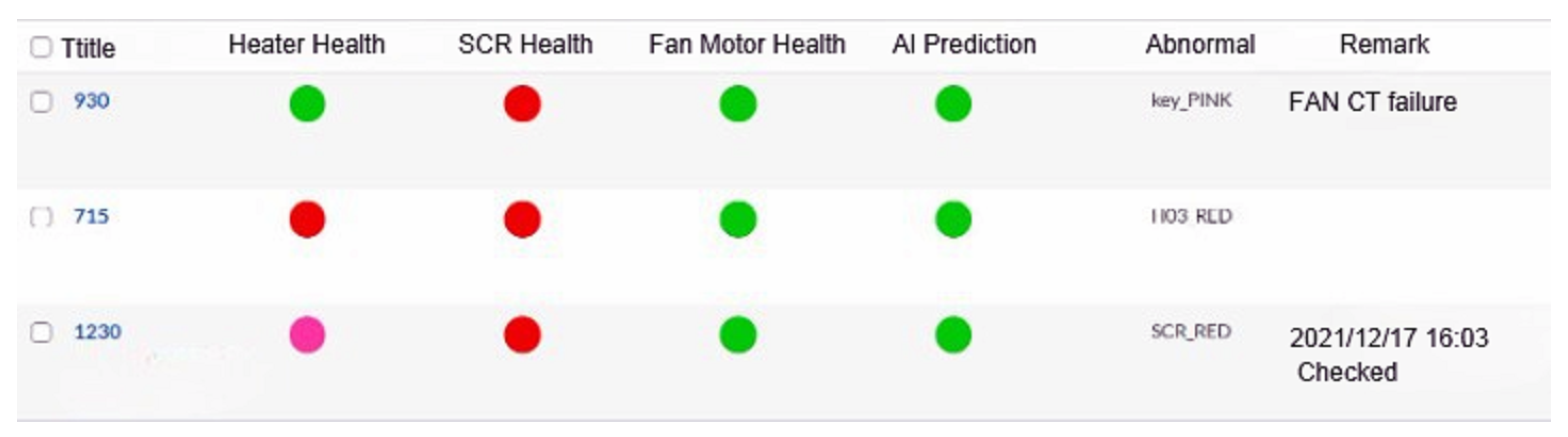
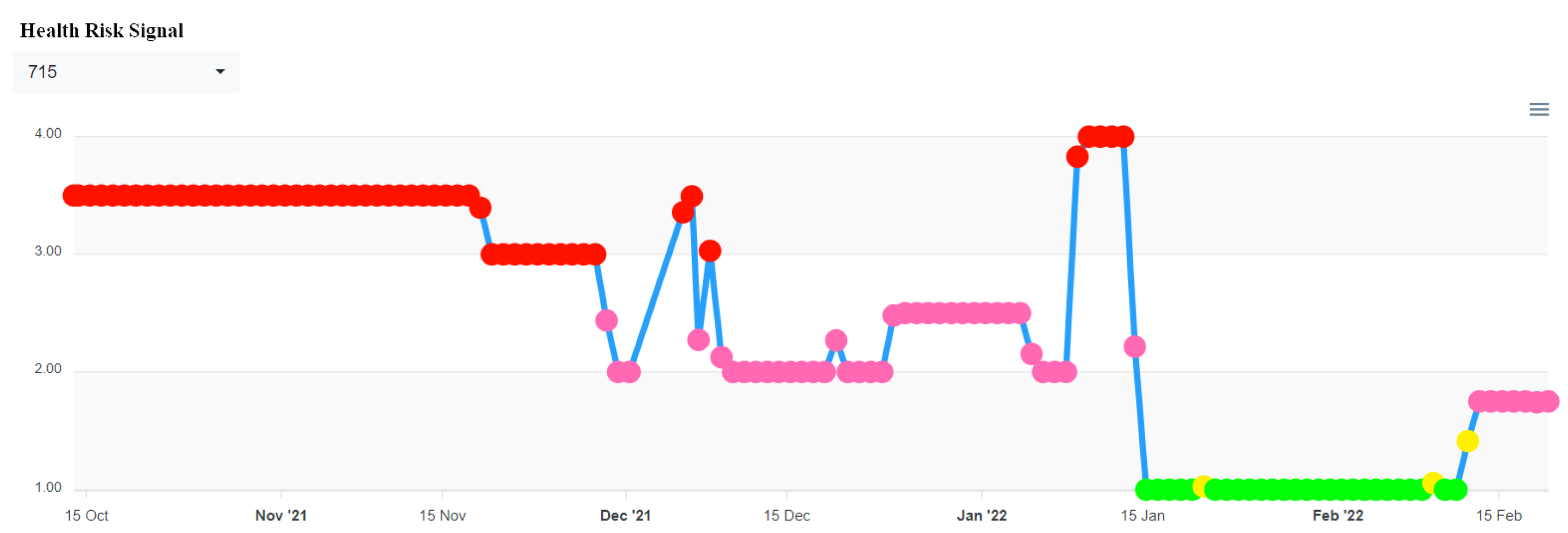
- Green Light
- , .
- Yellow Light
- , .
- Pink Light
- .
- Red Light
- A phase current of 715 A and the previous minute exceeds 200 A.
- At any one of the equivalent currents.
- The current exceeds 600 A between any equivalent current and the previous minute.
- .
- .
- Green Light
- .
- Yellow Light
- .
- Pink Light
- .
- Red Light
- 715: The difference from the previous minute when the phase currents are either equivalent or exceed 200 A.
- 930: When the difference between the phase currents and the previous minute exceed 150 A at an equivalent level.
Numerical Result
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Chen, H.M.; Yang, C.T.; Zhang, J.H.; Chen, Y.C.; King, J.K. Autoclave Molding Artificial Intelligence (AI) Method and Apparatus System of Composite Materials for Aerospace Applications. In Proceedings of the 2020 International Conference on Pervasive Artificial Intelligence (ICPAI), Taipei, Taiwan, 3–5 December 2020; pp. 276–280. [Google Scholar]
- Styvaktakis, E.; Bollen, M.H.; Gu, I.Y.H. Expert system for voltage dip classification and analysis. In Proceedings of the 2001 Power Engineering Society Summer Meeting, Vancouver, BC, Canada, 15–19 July 2001; Volume 1, pp. 671–676. [Google Scholar]
- Styvaktakis, E.; Bollen, M.H.; Gu, I.Y. Expert system for classification and analysis of power system events. IEEE Trans. Power Deliv. 2002, 17, 423–428. [Google Scholar] [CrossRef]
- Sacco, C.; Radwan, A.B.; Anderson, A.; Harik, R.; Gregory, E. Machine learning in composites manufacturing: A case study of Automated Fiber Placement inspection. Compos. Struct. 2020, 250, 112514. [Google Scholar] [CrossRef]
- Xiang, B.; Liu, Z.; Zhang, K. Flagging implausible inspection reports of distribution transformers via anomaly detection. IEEE Access 2020, 8, 75798–75808. [Google Scholar] [CrossRef]
- Balouji, E.; Gu, I.Y.; Bollen, M.H.; Bagheri, A.; Nazari, M. A LSTM-based deep learning method with application to voltage dip classification. In Proceedings of the 2018 18th International Conference on Harmonics and Quality of Power (ICHQP), Ljubljana, Slovenia, 13–16 May 2018; pp. 1–5. [Google Scholar]
- George, M. Artificial intelligence based three-phase unified power quality conditioner. J. Comput. Sci. 2007, 3, 465–477. [Google Scholar] [CrossRef] [Green Version]
- Subha, M.; Kumar, N.S.; Veni, K.K. Artificial Intelligence Based Stator Winding Fault Estimation in Three Phase Induction Motor. In Proceedings of the 2018 Second International Conference on Electronics, Communication and Aerospace Technology (ICECA), Coimbatore, India, 29–31 March 2018; pp. 1929–1933. [Google Scholar]
- Bouhoune, K.; Yazid, K.; Boucherit, M.S.; Chériti, A. Hybrid control of the three phase induction machine using artificial neural networks and fuzzy logic. Appl. Soft Comput. 2017, 55, 289–301. [Google Scholar] [CrossRef]
- Lin, Y.; Guan, Z. The Use of Machine Learning for the Prediction of the Uniformity of the Degree of Cure of a Composite in an Autoclave. Aerospace 2021, 8, 130. [Google Scholar] [CrossRef]
- Hadi Salih, I.; Babu Loganathan, G. Induction motor fault monitoring and fault classification using deep learning probablistic neural network. Solid State Technol. 2020, 63, 2196–2213. [Google Scholar]
- Liu, Y.; Yuan, R.; Zheng, S.; Yan, K.; Miao, H. An Abnormal Detection of Positive Active Total Power Based on Local Outlier Factor. In Proceedings of the 2021 IEEE International Conference on Power Electronics, Computer Applications (ICPECA), Shenyang, China, 22–24 January 2021; pp. 180–183. [Google Scholar]
- Zeng, Z.Q.; Yu, H.B.; Xu, H.R.; Xie, Y.Q.; Gao, J. Fast training support vector machines using parallel sequential minimal optimization. In Proceedings of the 2008 3rd International Conference on Intelligent System and Knowledge Engineering, Xiamen, China, 17–19 November 2008; Volume 1, pp. 997–1001. [Google Scholar]
- Wang, Z.; Fu, Y.; Song, C.; Zeng, P.; Qiao, L. Power system anomaly detection based on OCSVM optimized by improved particle swarm optimization. IEEE Access 2019, 7, 181580–181588. [Google Scholar] [CrossRef]
- Henning, S.; Hasselbring, W.; Burmester, H.; Möbius, A.; Wojcieszak, M. Goals and measures for analyzing power consumption data in manufacturing enterprises. J. Data Inf. Manag. 2021, 3, 65–82. [Google Scholar] [CrossRef]
- Chang, C.H.; Jiang, F.C.; Yang, C.T.; Chou, S.C. On construction of a big data warehouse accessing platform for campus power usages. J. Parallel Distrib. Comput. 2019, 133, 40–50. [Google Scholar] [CrossRef]
- Yang, C.T.; Chen, T.Y.; Kristiani, E.; Wu, S.F. The implementation of data storage and analytics platform for big data lake of electricity usage with spark. J. Supercomput. 2021, 77, 5934–5959. [Google Scholar] [CrossRef]
- Henning, S.; Hasselbring, W.; Möbius, A. A scalable architecture for power consumption monitoring in industrial production environments. In Proceedings of the 2019 IEEE International Conference on Fog Computing (ICFC), Prague, Czech Republic, 24–26 June 2019; pp. 124–133. [Google Scholar]
- Khanjani, M.; Ezoji, M. Electrical fault detection in three-phase induction motor using deep network-based features of thermograms. Measurement 2021, 173, 108622. [Google Scholar] [CrossRef]
- Zhu, R.; Peng, W.; Wang, D.; Huang, C.G. Bayesian transfer learning with active querying for intelligent cross-machine fault prognosis under limited data. Mech. Syst. Signal Process. 2023, 183, 109628. [Google Scholar] [CrossRef]
- Al-Musawi, A.K.; Anayi, F.; Packianather, M. Three-phase induction motor fault detection based on thermal image segmentation. Infrared Phys. Technol. 2020, 104, 103140. [Google Scholar] [CrossRef]
- Baltazar, M.; Ramírez, B.; Kemper, G. A Low-Complexity Algorithm for Diagnosis of Three-Phase Induction Motors. In Proceedings of the Brazilian Technology Symposium; Springer: Cham, Switzerland, 2020; pp. 929–948. [Google Scholar]
- Aydin, I.; Karakose, M.; Akin, E. Artificial immune based support vector machine algorithm for fault diagnosis of induction motors. In Proceedings of the 2007 International Aegean Conference on Electrical Machines and Power Electronics, Bodrum, Turkey, 10–12 September 2007; pp. 217–221. [Google Scholar]
- Axelberg, P.G.; Gu, I.Y.H.; Bollen, M.H. Support vector machine for classification of voltage disturbances. IEEE Trans. Power Deliv. 2007, 22, 1297–1303. [Google Scholar] [CrossRef]
- Bensaoucha, S.; Brik, Y.; Moreau, S.; Bessedik, S.A.; Ameur, A. Induction machine stator short-circuit fault detection using support vector machine. COMPEL- Int. J. Comput. Math. Electr. Electron. Eng. 2021. ahead of print. [Google Scholar]
- Cristianini, N.; Shawe-Taylor, J. An Introduction to Support Vector Machines and Other Kernel-Based Learning Methods; Cambridge University Press: Cambridge, UK, 2000. [Google Scholar]
- Yu, L.; Liu, W.; Si, R.; Xing, P.; Huang, M.; Wen, Y. Short-Term Voltage Stability Assessment of Multi-infeed HVDC Systems Based on JMIM and XGBoost. In Proceedings of the 2021 3rd Asia Energy and Electrical Engineering Symposium (AEEES), Chengdu, China, 26–29 March 2021; pp. 752–758. [Google Scholar]
- Chen, G.; Liu, X.; Xu, M.; Lu, Z.; Guo, J. Reliability Probability Evaluation Method of Electronic transformer based on Xgboost model. In Proceedings of the 2020 12th IEEE PES Asia-Pacific Power and Energy Engineering Conference (APPEEC), Nanjing, China, 20–23 September 2020; pp. 1–5. [Google Scholar]
- Patnaik, B.; Mishra, M.; Bansal, R.C.; Jena, R.K. MODWT-XGBoost based smart energy solution for fault detection and classification in a smart microgrid. Appl. Energy 2021, 285, 116457. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Confusion Matrix of SVM | Confusion Matrix of XGBoost | ||||
|---|---|---|---|---|---|
| True/Predict | Normal | Abnormal | True/Predict | Normal | Abnormal |
| Normal | 0.90 | 0.1 | Normal | 0.97 | 0.03 |
| Abnormal | 0 | 1 | Abnormal | 0.11 | 0.89 |
| Model | Accuracy |
|---|---|
| SVM | 0.9867 |
| XGBoost | 0.9996 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, H.-M.; Zhang, J.-H.; Wang, Y.-C.; Chang, H.-C.; King, J.-K.; Yang, C.-T. Hot-Pressing Furnace Current Monitoring and Predictive Maintenance System in Aerospace Applications. Sensors 2023, 23, 2230. https://doi.org/10.3390/s23042230
Chen H-M, Zhang J-H, Wang Y-C, Chang H-C, King J-K, Yang C-T. Hot-Pressing Furnace Current Monitoring and Predictive Maintenance System in Aerospace Applications. Sensors. 2023; 23(4):2230. https://doi.org/10.3390/s23042230
Chicago/Turabian StyleChen, Hong-Ming, Jia-Hao Zhang, Yu-Chieh Wang, Hsiang-Ching Chang, Jen-Kai King, and Chao-Tung Yang. 2023. "Hot-Pressing Furnace Current Monitoring and Predictive Maintenance System in Aerospace Applications" Sensors 23, no. 4: 2230. https://doi.org/10.3390/s23042230
APA StyleChen, H. -M., Zhang, J. -H., Wang, Y. -C., Chang, H. -C., King, J. -K., & Yang, C. -T. (2023). Hot-Pressing Furnace Current Monitoring and Predictive Maintenance System in Aerospace Applications. Sensors, 23(4), 2230. https://doi.org/10.3390/s23042230