1. Introduction
In general, optical sensors have many advantages over conventional electronic sensors. These include: immunity to electromagnetic interference (EMI), avoidance of ground loops, high sensitivity, large bandwidth, capability of remote operation, small size and light weight [
1], thus optical sensors have been widely investigated to measure almost every aspect of physical parameters, chemical agents and biological species, especially in harsh environments, where extreme physical conditions often prevent conventional electrical sensors from being used or make them difficult to use. Many of the modern industrial processes involve those harsh environments, such as high temperature, high pressure, chemical corrosion, toxicity, strong electromagnetic interference, and high-energy radiation exposure. These environments require that novel sensor systems not only provide accurate and reliable measurements, but also survive the harsh environments through proper material selection and mechanical design. Optical sensing techniques are very promising to meet these requirements.
Temperature is one of the most critical physical parameters for the safe and efficient operation and control of high temperature processes, such as coal-based or nuclear-based power industries, glass and metal manufacturing and processing industries. Besides bulk optics based optical sensors, a wide variety of temperature sensors using fiber optics have been developed for these industrial processes [
1]. Optical thermometry mainly falls into four of the following categories: remote pyrometers (or radiation thermometers) [
2], thermal expansion thermometers [
3], fluorescence thermometers [
4], and thermometers based on optical scatterings including Raman scattering and Raleigh scattering [
5]. Although various instruments already exist for scientific and industrial applications, innovation in temperature measurements still need to be pursued, because the performances attained by traditional techniques can not provide the required measurement sensitivity, accuracy and working range, as well as the capability of operation in harsh environments.
Polarization is a fundamental property of light. Techniques employing polarized light are already widely adopted in the spectroscopic techniques to provide different types of information about atoms or molecules, such as the electronic structure of the molecules, or orientation of the molecules [
6,
7]. This optical high temperature prototype developed at the Center for Photonics Technology, Virginia Tech, US, is based on optical polarimetry, also known as differential interferometry. It combines simple mechanical structure, highly accurate optical signal processor, and chemically corrosion resistant single crystal sapphire sensing material. High measurement resolution and accuracy was obtained. This sensor also possesses the capability of absolute temperature measurement, survivability of high temperature and high pressure, stability of long-term measurement, and chemical corrosion resistance.
2. Sensor system design
The working principle of the sensing system has been reported in reference [
8]. It will be briefly described here, and the improved design will be detailed. In an optical polarimetric sensor, an optical sensing device is located between an optical polarizer and a polarization analyzer. The sensing device splits the incident light wave into two orthogonal linearly polarized waves. These two waves propagate at different velocities in the polarizing device (because of the birefringence), their phases are then shifted by a quantity Φ, which can also be converted into an optical path difference (OPD) between those two orthogonally polarized light waves. After being analyzed by a polarization analyzer, the emerging optical intensity will be a function of the phase shift Φ (and therefore the OPD), which can be a function of various physical parameters, such as temperature and pressure. Thus the measurements of the phase shift Φ or OPD can be used for quantify these physical parameters. This sensing scheme has been used to detect rotary displacement with bulk optics[
9], also measure temperature ( in the range of 20 °C to 60 °C) with fiber optics [
10]. With the combination of both bulk optics and fiber optics, optical polarimetric sensors can meet measurement requirements for special applications, such as electromagnetically induced heating through high power microwave fields[
11] and temperature measurements under high radiation environments in nuclear power plants [
12]. To simplify the design of the sensing probe, this optical sensor takes advantage of both bulk optics and optical fiber. Bulk optics is convenient for reducing the required tolerances on optical alignment and also for reducing the sensitivity of the sensor to mechanical vibrations. The optical fiber can transmit light over a long distance with small attenuation and are easily implemented in industrial environments because of their small size, lightweight, immunity to electromagnetic interference (EMI) and chemical corrosion resistance.
In this optical high temperature sensor, the temperature information is encoded in the phase and state of polarization, as well as the spectrum of the optical wave through optical polarimetry. This optical signal processor measures the absolute values of the OPDs inside a sapphire sensing element, which include geometrical size and refractive index of the sensing element; both of these parameters are temperature dependent. Through calibrating the measured OPDs to temperature values, the sensor provides the measurement of high temperature with high accuracy, large dynamic measurement range.
In the previously reported sensing system [
8], a single crystal sapphire disk was used as the sensing element and a single crystal zirconia prism as a light reflector at the sensing location inside the sensing probe. Since these two different optical materials have different coefficients of thermal expansion (CTE), temperature changes will induce stress in the structure, this may cause mechanical instability in the sensing probe in vibration environments, in turn inducing temperature measurement inaccuracy. This combined structure also suffers from additional optical reflection losses at the surfaces of the zirconia prism besides the two sapphire disk surfaces reflection losses. In this sensing system, a novel single crystal sapphire right angle prism, functioning as both a sensing element and a light reflector, is used to replace the old combined sensing head design. This single crystal sapphire prism possesses a special geometrical structure and crystallographic orientation for those dual functions. Detailed design is described in the following paragraphs.
To replace the single crystal sapphire disk and the right angle zirconia prism reflector with one single birefringent sensing element in the sensing tube, one possible solution is to coat one surface of the sapphire disk with different materials to form a mirror, typically dielectrics or metals [
12]. However, these dielectric or metal coatings can hardly survive the high temperature and chemically corrosive environments, either because the coating materials degrade at high temperature in the chemically corrosive environments, or because the coefficient of thermal expansion (CTE) of the materials do not match well with those of the sapphire substrate, causing thermal stress on heating or cooling, so that they cannot stick to the substrate and function as a mirror in the high temperature/corrosive environments. Instead, a right-angle prism is an attractive design since the total internal reflection is employed inside to change the light propagation direction by 180° without loss. In the prism based sensing element design, only one type of material is employed, thus the CTE matching problem is avoided for the high temperature applications.
To replace the single crystal sapphire sensing disk with a right angle prism for temperature measurement, the crystallographic axes orientation of the prism needs to be controlled to meet the following two conditions: (1) the principal axes (fast-axis and slow-axis) inside the sapphire prism should be oriented at 45° with respect to one particular direction, which is the direction along which both polarizer and analyzer are oriented. The sensing element splits the incident linearly polarized light into two orthogonal linearly polarized light with the same amplitudes, these two light will interfere with each other with the highest visibility of the interference spectrum curves after exiting the polarization analyzer. (2) The phase shift between the two orthogonally polarized lights are expected to be identical, and independent of the input locations of the light beam on the prism. The following paragraph provides a design to satisfy both of these two conditions.
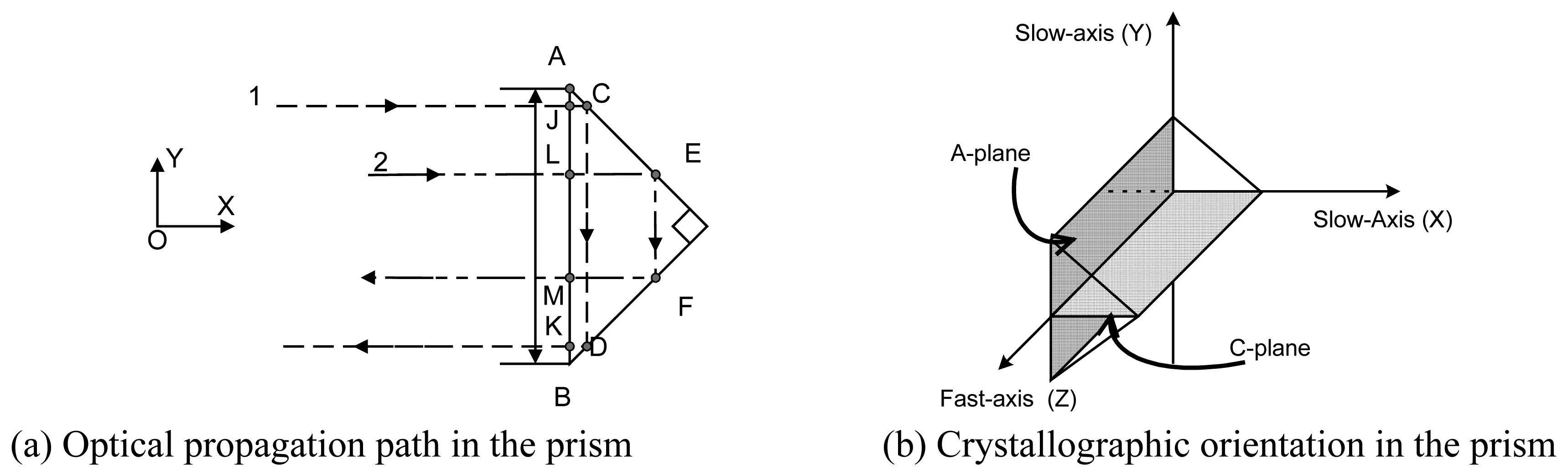
When the light propagates inside a right-angle prism, each input light beam at different locations would all experience three different directions as shown in
Figure 1(a). Beam 1 propagates along JC in the +X direction, along CD in the –Y direction, and along DK in the –X direction. Beam 2 propagates along LE in the +X direction, along EF in the –Y direction, and along FM in the –X direction. Each light beam encounters different path lengths along different directions. In a single crystal sapphire with inner hexagonal crystal structure, the two principle axes indicating the birefringence are the C-axis (slow-axis) and one axis perpendicular to the C-axis (fast-axis). The crystallographic orientation of the prism can then be selected as follows: the base of the sapphire prism is A-plane (formed by slow-axis Y and fast-axis Z), while both the smaller sides of the prism are C-planes (formed by slow-axis X and slow-axis Y), as shown in
Figure 1(b). With this crystallographic orientation, when light propagates along the x-direction, such as JC and LE, it experiences the birefringence generated by both the fast-axis (Z) and slow-axis (Y). Because of the symmetric inner atomic structure of the single crystal sapphire, when light propagates along the y-direction, such as CD and EF, it also experiences the birefringence generated by both the fast-axis (Z) and slow-axis (X). Therefore the birefringence will be equal regardless of the paths in which the light beams propagate. Based on the simple geometric relationships, all light beams will experience the same length equal to |
AB| when they propagate inside the prism. In mathematical form, the OPDs for the input light beams at different locations in the prism are:
Equation (1) shows that this prism functions equivalent to a sensing disk with thickness of the length|
AB|. In the tested sensor system, the length of |
AB| is 8mm.
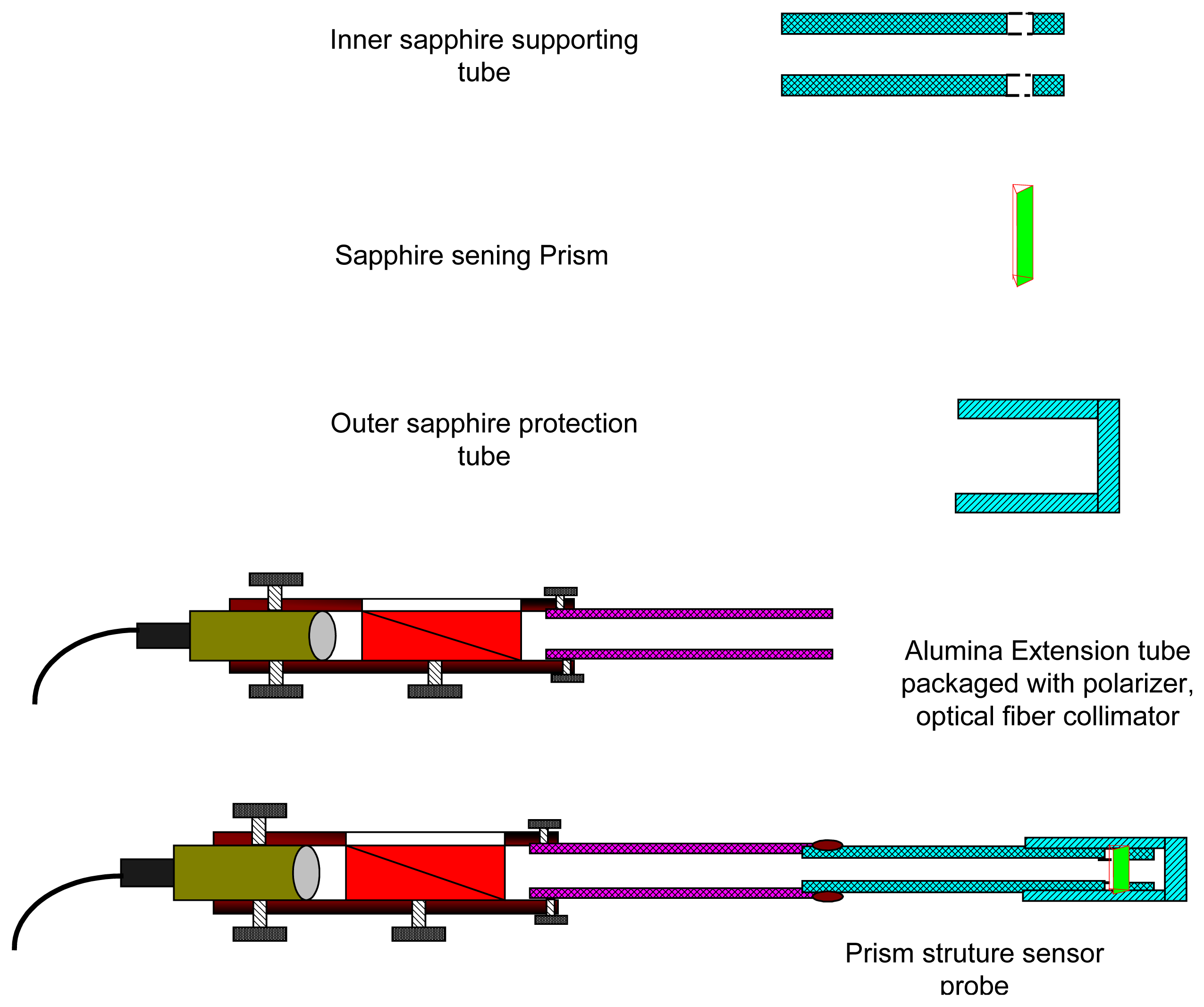
By inserting the above specially designed single crystal right angle prism at the end of the sensing probe, a portable temperature-sensing probe is formed, as shown in
Figure 2. The sensing prism is fixed at the end of the inner supporting tube, through a mechanical slot with the proper size. By choosing the same sapphire material to match their CTEs, the sensing prism and the supporting tube can expand /shrink together, thus this mechanical assembly will be stable at all the working temperatures. The outer protective sapphire tube covers the inner tube and the sensing prism, with a certain amount of free space between its end and the sensing prism, so that the prism can expand freely when the temperature increases. By connecting the inner supporting tube and outer protection tube to an alumina extension tube, the sensing probe of about two meters long is formed, which is long enough to avoid thermal damage from the hot zone to the optical fiber collimator and the optical polarizer at the other end of the sensing probe. The optical fiber is connected to the spectrometer directly through an SMA connector. Inside the optical spectrometer, a 1200 line holographic grating is used to diffract the input light on a 2048 pixels CCD array for spectrum analysis. The output electrical signals from each pixel in the CCD array will be read out serially and converted into digital format by a built-in analog/digital (A/D) card. The measured spectrum is then transferred into a computer for further signal processing.
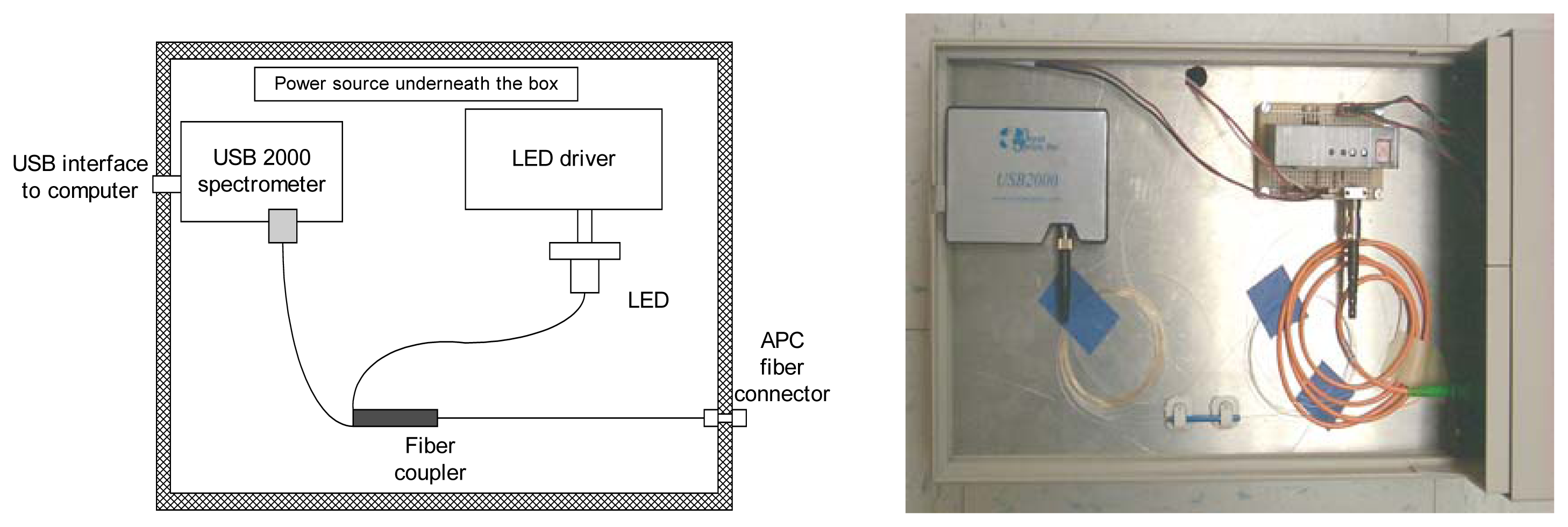
Figure 3 shows the structure of a spectral domain white light signal processor, including an optical fiber coupler, an optical spectrometer, a LED light source and an electrical power supply.
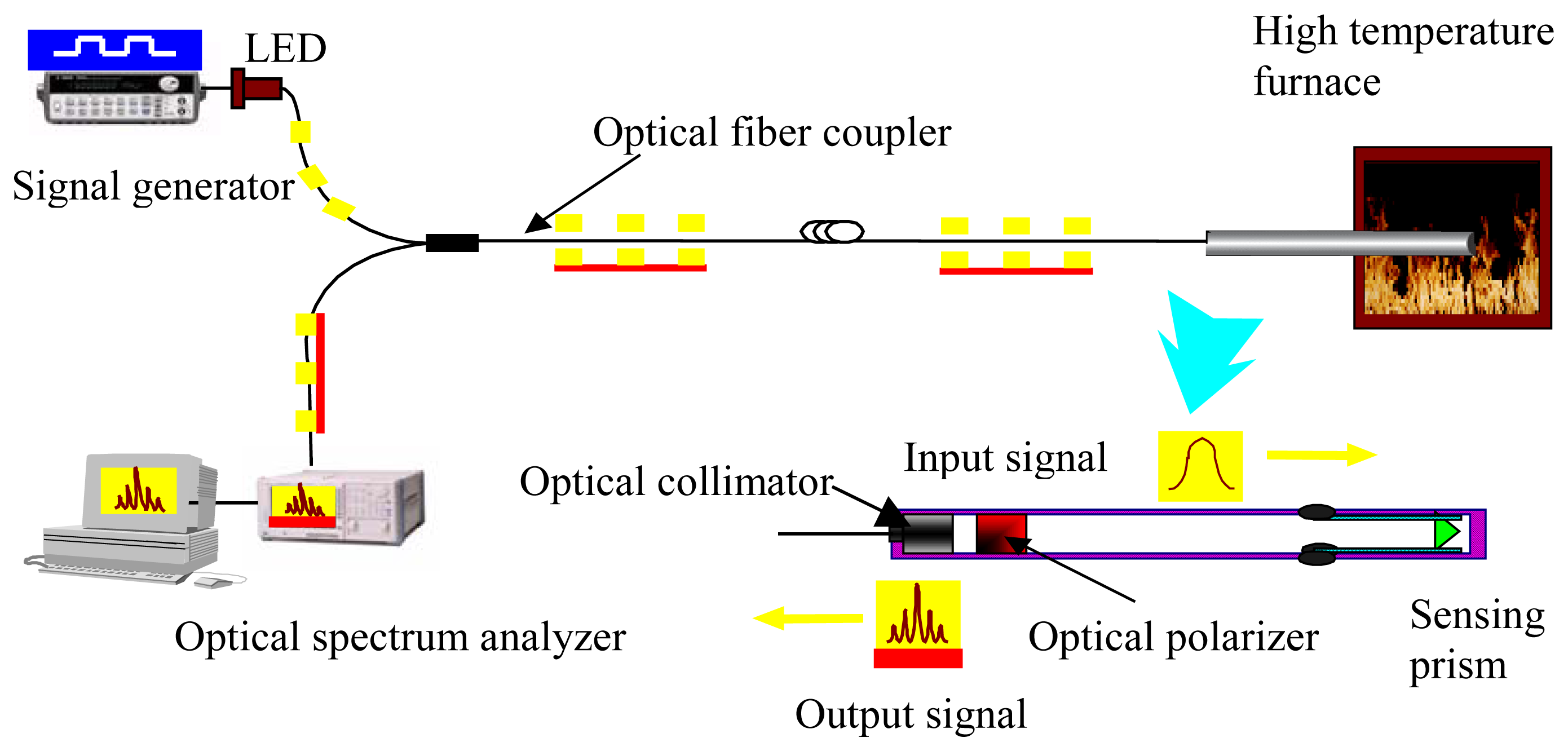
The whole sensing system is shown in
Figure 4. The broadband light from a high power light emitting diode (LED, 480μW output after coupling into a 200μm diameter pigtail fiber), has a center wavelength at 850nm and its spectrum covers a range from 800nm to 900nm. The modulated light pulses (represented by yellow blocks) are injected into a 2-meter long lead-in multimode optical fiber bundle and propagates to the sensor head. The polarizer used in this system is an optical grade calcite Glan-Thompson polarizing prism. The light is first collimated by a collimation lens, and then converted into a linearly polarized optical beam and travels across a free space enclosed by a high temperature alumina tube and a single crystal sapphire tube to a sensing element. The sapphire-sensing prism is arranged such that the polarization direction of the input light is at 45 degrees with respect to its fast and slow axes. When light passes through the sapphire sensing element, the two linearly polarized light components along the fast and slow axes experience a differential phase delay due to the sapphire birefringence and its geometrical size. The light, containing the two orthogonal linearly polarized light components with relative phase delays, is then reflected back by the sapphire sensing right angle prism. The output light (also contains blackbody radiation background, represented by the red line at the bottom of the yellow block signal light, which will be filtered out later by digital signal processing inside the computer) from the sensing probe is then re-collected through the collimator to the same input optical fiber bundle and travels back to the optical signal processor shown in
Figure 3. The spectral resolution of the optical spectrometer is 0.3nm. Additional signal processing is performed in the computer. As a temperature reference for the targeted measurement range from 0 °C to 1700 °C, a type K thermocouple (resolution 0.05°C) is used for temperatures lower than 200°C, and a type B high-temperature thermocouple (resolution 0.2°C under 500°C and 0.1°C above 500°C) is used for temperatures above 200°C. The sensor head is heated in a high temperature furnace up to 1600°C for its performance testing.
3. Experimental results
After digital processing the output signals from the sensing probe, blackbody radiation, which becomes a stronger background noise as the temperature increases, is removed as described in reference [
8]. The obtained interference spectrum curves at different temperatures are first used to calculate the OPDs between two orthogonal linearly polarized lights using the algorithm described in reference [
8], then calibrated into temperature values. To ensure the accuracy of calibration, thermal equilibrium between the sensing element and the surrounding environment is necessary. The calibration is carried out as following: the sensing probe is held at a stable temperature for about 30 minutes before moving to the next level to establish the thermal equilibrium.
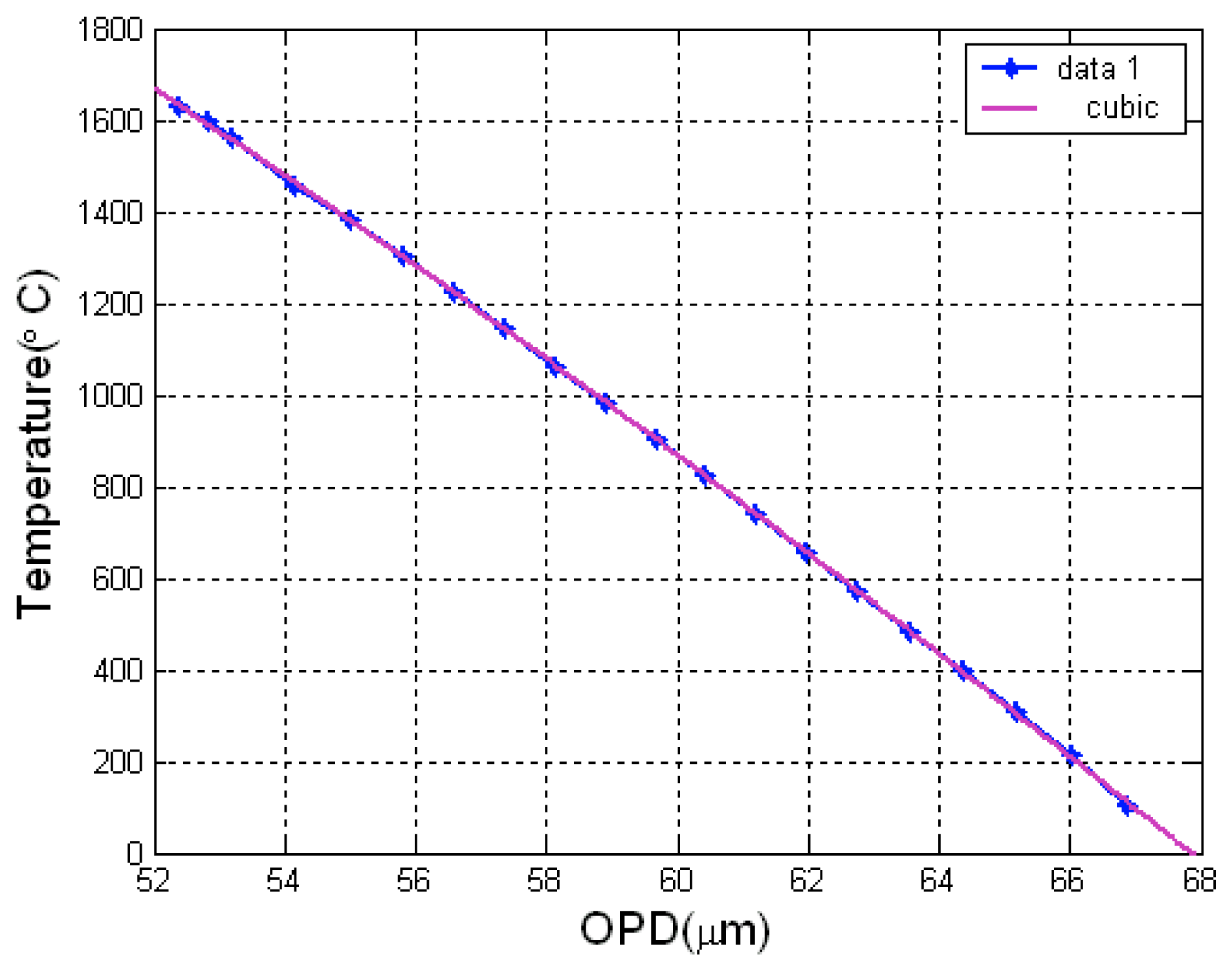
Figure 5 shows the unique relationship between OPDs and temperatures, which was obtained on a sapphire prism with base sizes: width of 8.0mm (perpendicular to C-axis) and length of 220mm (along C-axis). A third-order polynomial is used to curve-fit the relationship between OPDs and temperature, which is the calibration curve of the sensor for temperature measurements, d is the value of OPD, its unit is in μm:
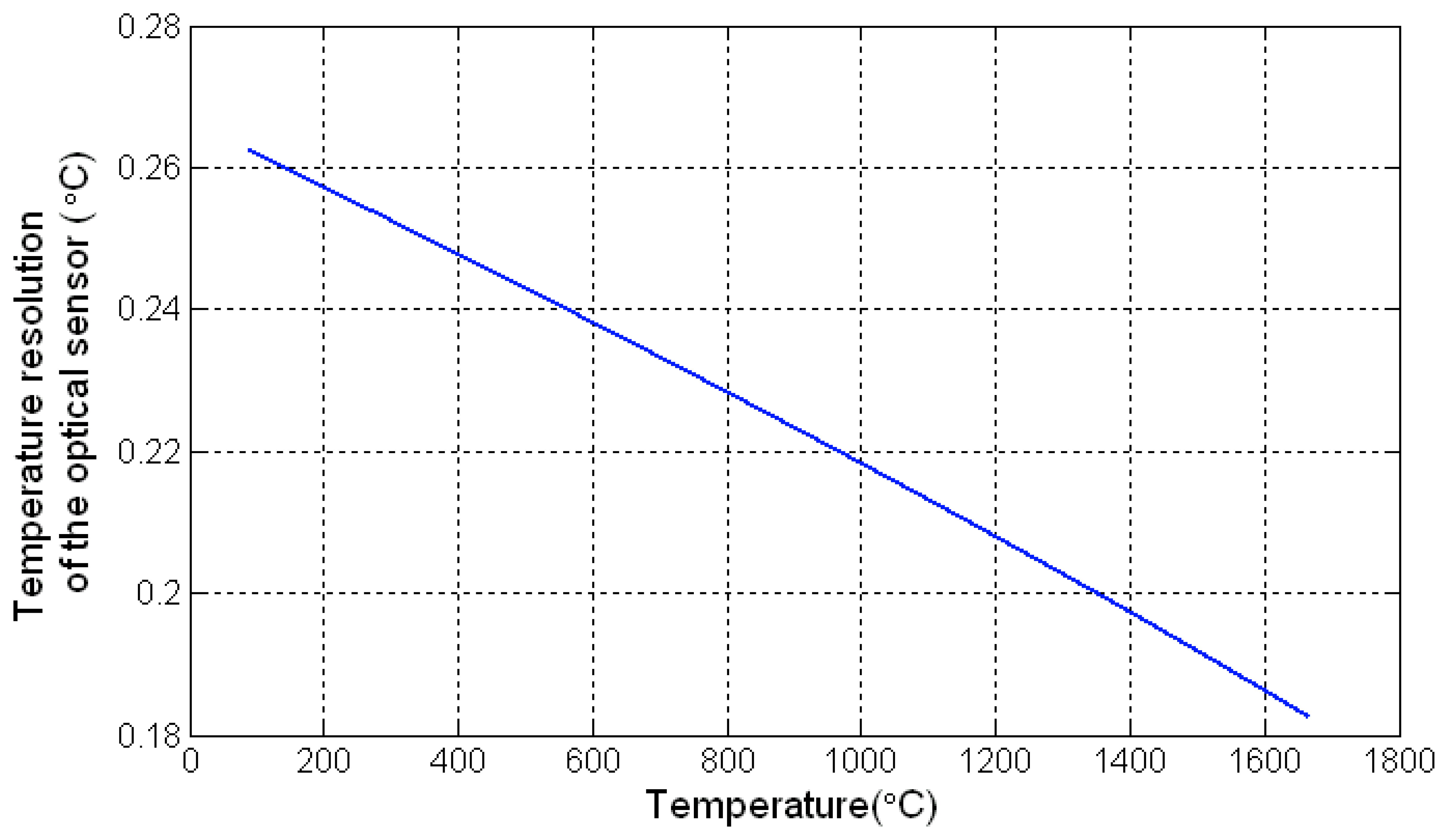
Determined by the resolution of the optical spectrometer and OPD calculation algorithm, the OPD measurement resolution in this system is about 1nm, and the temperature measurement resolution of the designed system can then be estimated by differentiating
equation (2):
The result is plotted in
Figure 6. It is shown that at high temperatures, the resolutions are higher than those at lower temperatures.
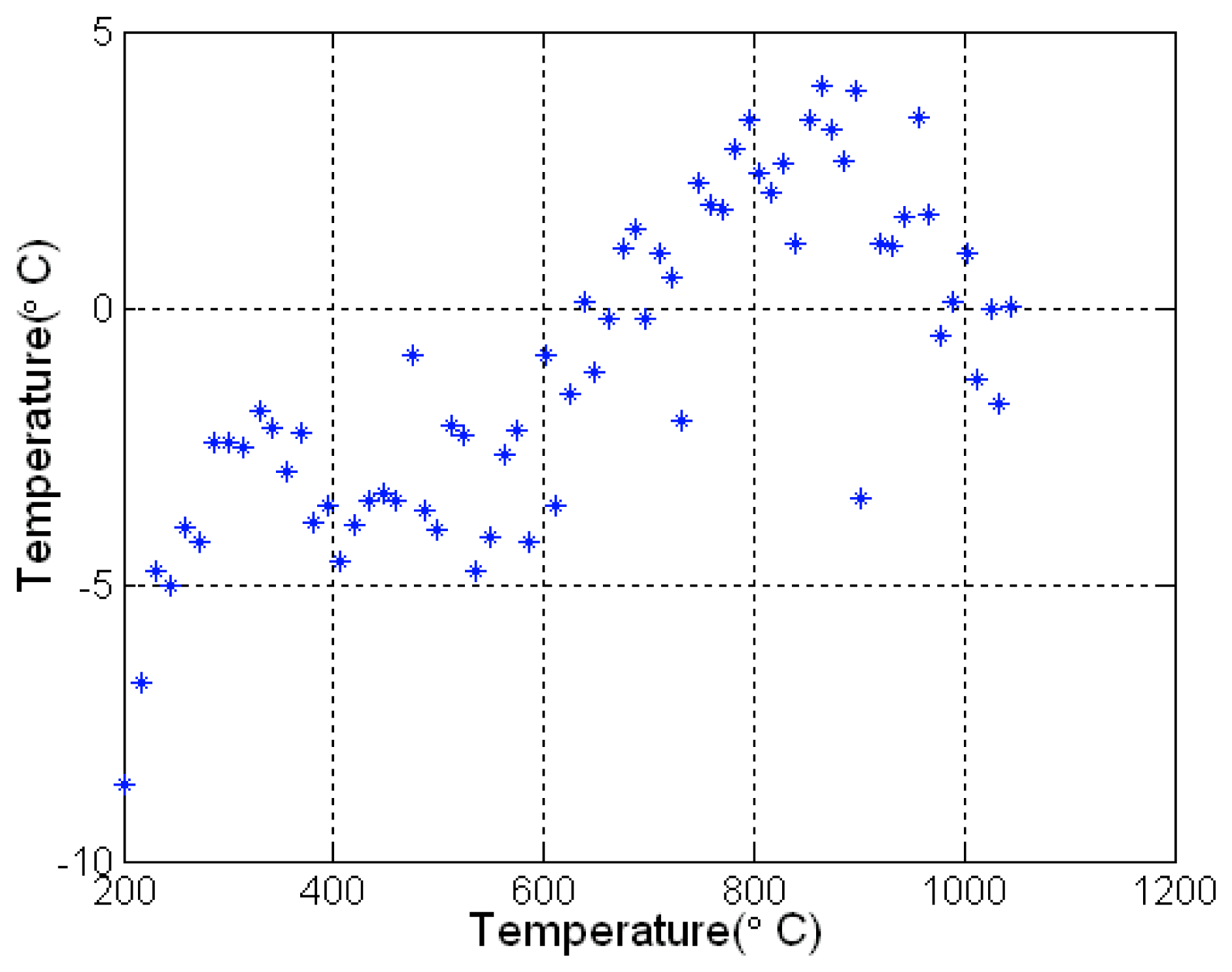
With this calibrated sensor, the temperature measurement results are compared with the B-type thermocouple measurements. Results are shown in
Figure 7. The temperature deviations shown on the Y-axis are the difference between the thermocouple readouts and the optical measurements. The X-axis represents the readouts from the thermocouple. This test shows the optical measurement accuracy compared to B-Type thermocouple is between ± 5 °C, which is about 0.6% for the measurement range of 800 °C. At lower temperature, the measurement accuracy is lower.
4. Discussion
The designed sensor system extracts absolute temperature information by absolute measurements of the phase delays (or OPD) between two orthogonal linearly polarized lights, which are very attractive in applications for harsh environments because no initialization and/or recalibration is required when the sensor is powered on/off. The one-to-one relation between the phase delays (or OPD) and the temperatures makes it possible to measure temperature in a wide dynamic range without ambiguity, which is usually associated with the periodic nature of the interference signals. The spectrum measurement based sensing scheme provides relative immunity to optical source power fluctuations and transmission fiber losses than direct optical intensity based measurements, thus providing a high degree accuracy and long-term measurement stability.
Since the essence of the sensing scheme is based on optical interferometry, this sensor system also offers high measurement resolution as shown in
Figure 6. Compared to the resolution (0.6 °C ∼0.95 °C) obtained with 1.63mm thick sapphire disk, reported in reference [
8], the resolution in this sensor is higher. The reason is the sensing element is thicker, larger OPDs are generated inside the sensing element than those of thinner sapphire disks. Even the measurement resolution can be increased by increasing the size of the sensing element; a larger sensing element does not necessarily mean a good sensor design, however, because of the following reasons. First, with the OPD of the sensing element increasing, the wavelength intervals between the constructive interference or deconstructive interference in the interference spectrum are becoming smaller. A higher resolution spectrometer is then needed as a detector, which might not be commercially available, or increases the system cost.
Second, a larger size sensing element increases the thermal response time of the system compared to the smaller size sensing elements, since it takes a longer time for the sensing element to reach thermal equilibrium with the measuring environments. The system response time for the sensor system is defined as the time required achieving a response from 10% up to 90% of a step input of the temperature. Experimental tests were done in a boiling water bath to evaluate the system response time. The dominant heat transfer mechanism is convection and conduction inside the boiling water. For the well-packaged probe described in the previous section, the thickness of the protection tube is 3.0mm with 25mm inner diameter. The sensing element is a right-angle prism with a base size of 8mm(width)×25mm(length). The step change of the temperature is from 26.5 °C up to 95.4 °C, the response time for the reference K-type thermocouple is 3.19seconds, and the rise time for the single crystal sapphire optical sensor is 153.96 seconds (about 2.6 minutes). This response time is big, since the size of the sensing element and protection tube are selected to survive high temperature in harsh environments; it takes a longer time for the sensing element to reach thermal equilibrium with the water temperature through conduction and convection. At high temperatures (above ∼800°C), radiation becomes stronger for the heat transfer between the surrounding environment and the sensing probe. With the transmission window of the sapphire material being larger than 80% from a wavelength of 0.25 μm (UV light) to the visible range of 6 μm (IR light), radiation in addition to convection and conduction can then transfer thermal energy to the sensing element more efficiently than convection and conduction heat transfer. Then the thermal equilibrium can be reached faster at the high temperature level, the response time is expected to become shorter, which is the targeted application for this sensing system.
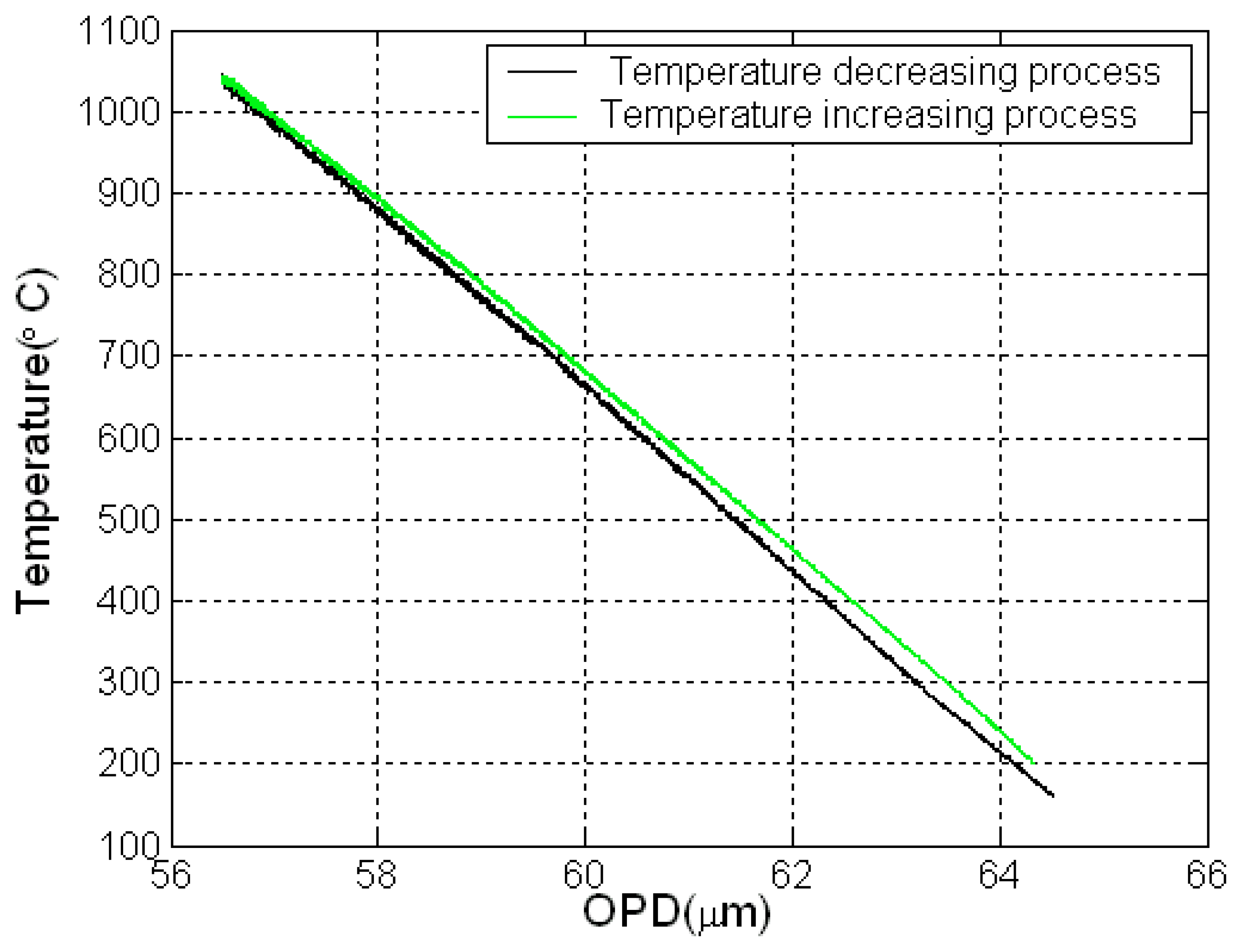
Third, for an ideal temperature sensor, its measurement results should be independent of the temperature history, i.e, no hystersis. Again, this designed sensor is based on thermal equilibrium between the sensing element and the measuring environment, and the size of the sensing probe and dominant heat transfer mechanisms at different temperature will determine the time for the sensing element to reach thermal equilibrium with surrounding environments, thus hysteresis of the temperature sensor would be expected. With the temperature increasing at a rate of 1 °C/min and decreasing at a rate of 1°C/min at the high temperature range, and cooling down naturally at lower temperature, it has been observed that the hysteresis can be as little as 0∼10 °C for the operating temperature over 900 °C, while for temperature below 900 °C, the maximum hysteresis is about 30 °C, as shown in
Figure 8.
This designed sensor is based on the physical expansion of the sensing element, and in principle, it can measure temperature in a wide range. While the measurement resolution, accuracy, response time and hysterisis will depend on the size and thermal properties of the sensing element, it is thus necessary to choose an appropriate material and geometrical size to implement the sensor for different measurement requirements.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}







