Improvement of Flame-made ZnO Nanoparticulate Thick Film Morphology for Ethanol Sensing

Abstract
:1. Introduction
2. Experimental
2.1. Flame-made ZnO Nanoparticles
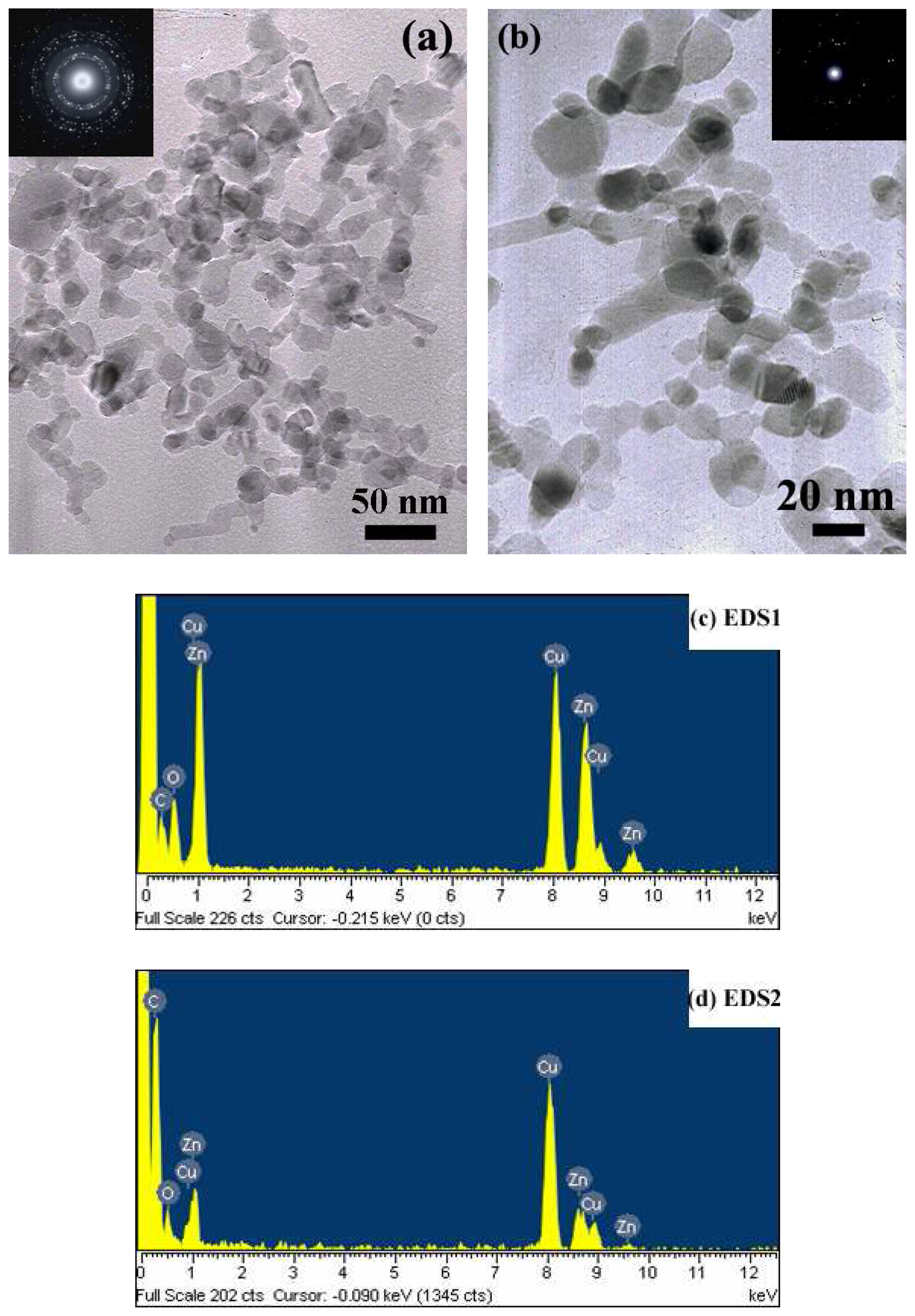
2.2. Particle Characterization
2.3. Preparation of Sensor
2.3.1 Paste Preparation
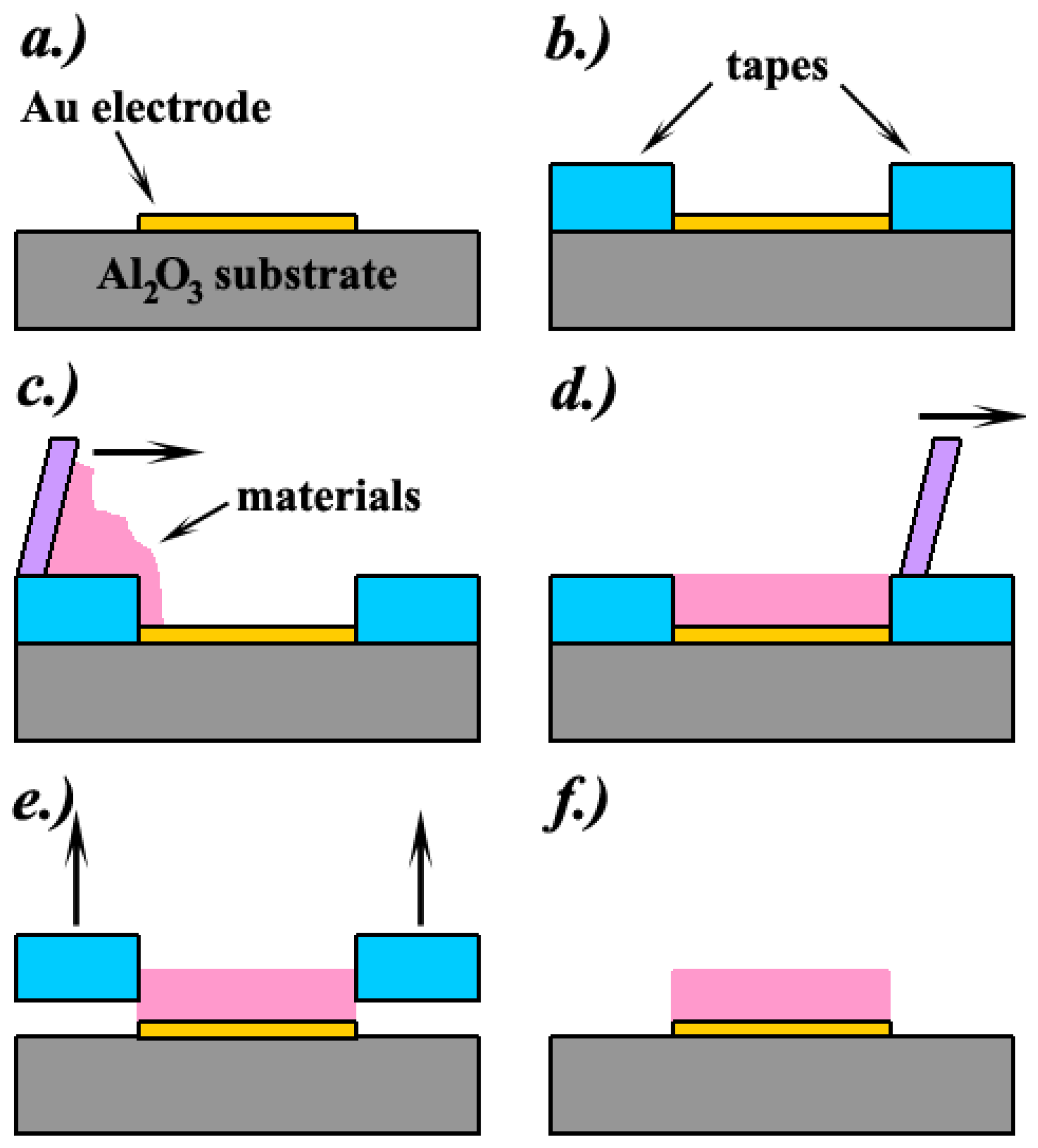
2.3.2 Cracking Improvement and Sensing Surface Characterizations
2.3.3 Doctor-bladed Thick Film Preparation
2.4. Characterization of Gas Sensing Properties and Mass Spectrometry Measurements
3. Results and Discussion
3.1. Particles Properties
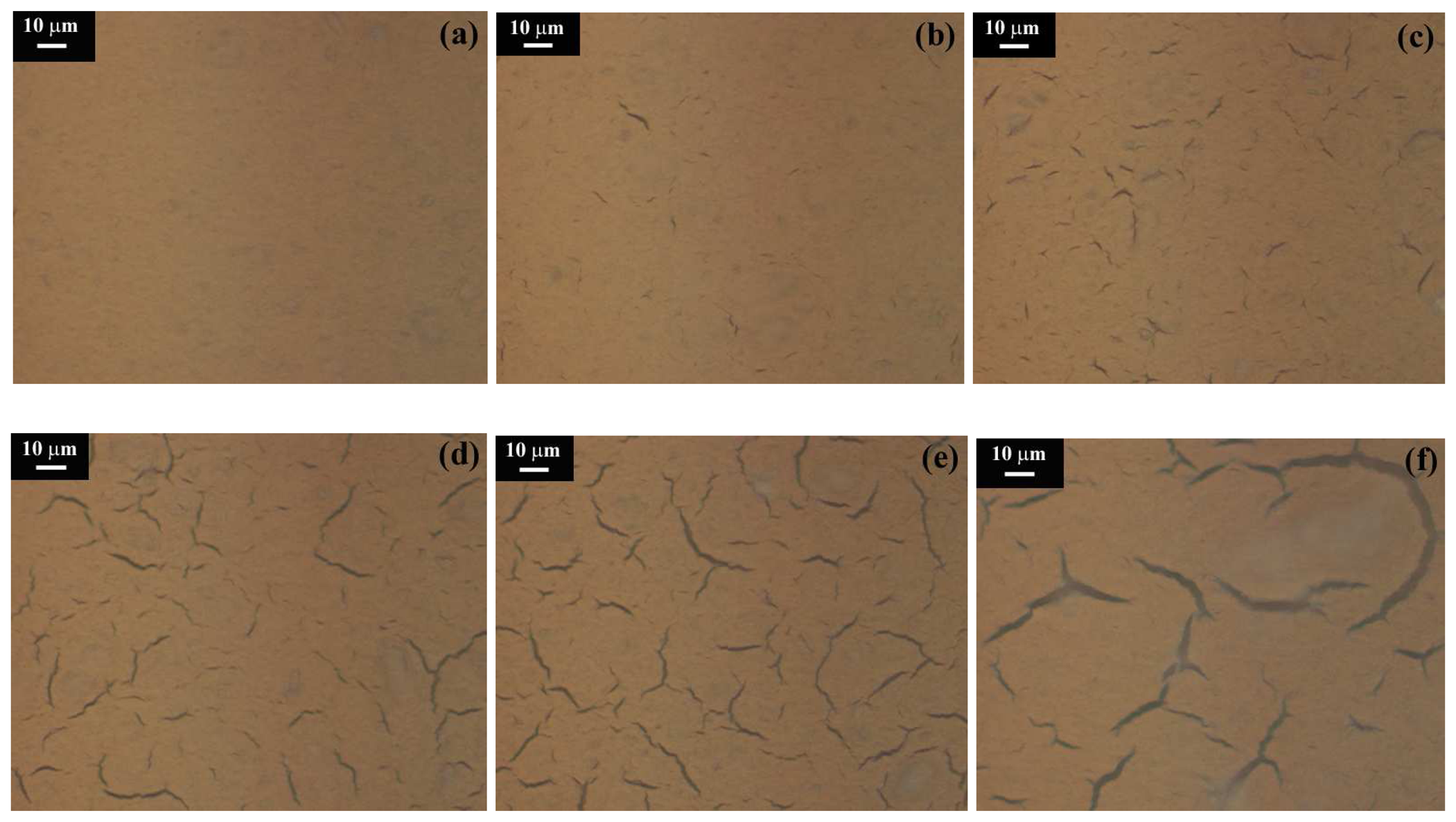
3.2. Cracking thick film sensing layer improvement
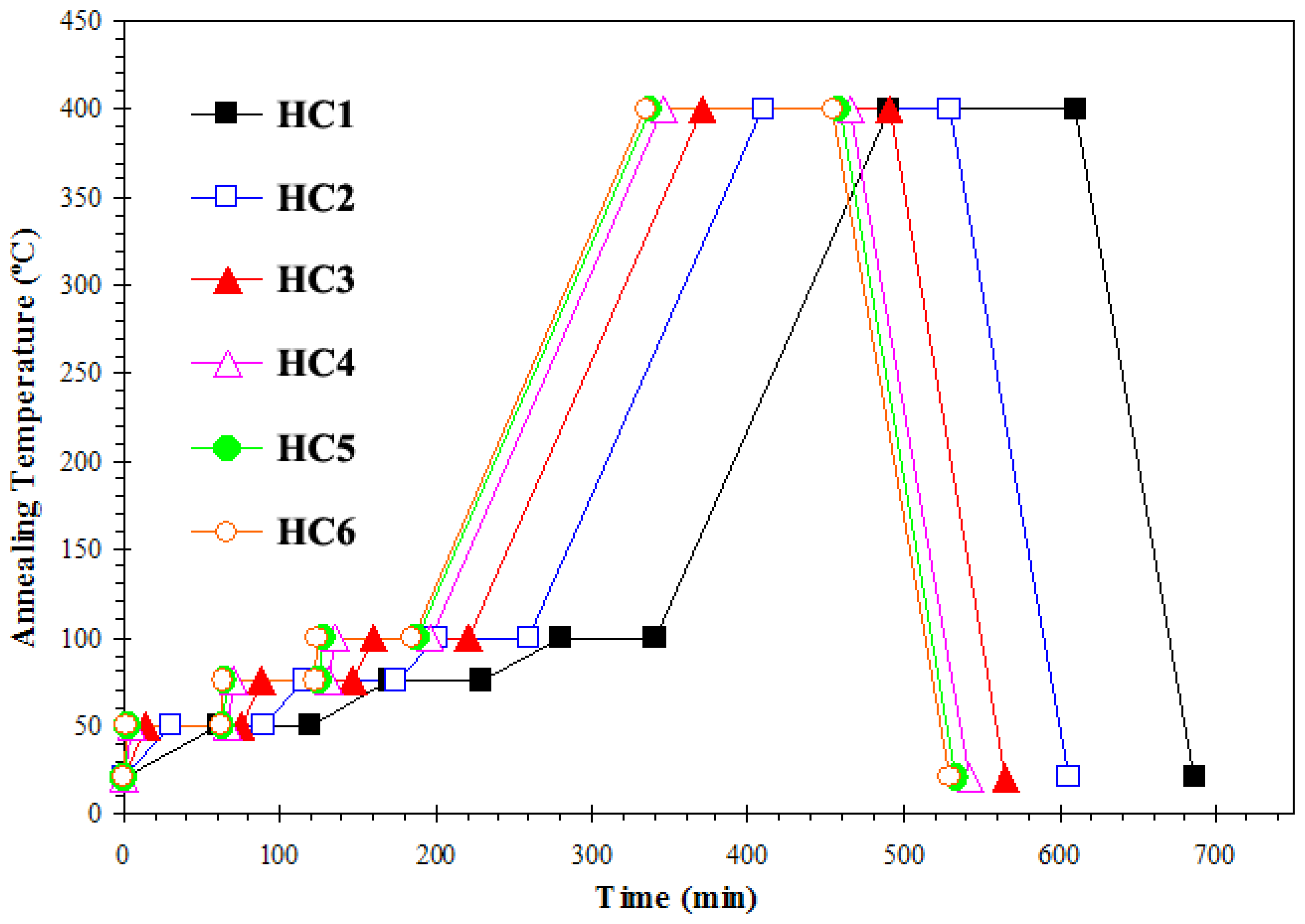
3.2.1. Influence of heating rate
3.3. Gas Sensing Properties
3.4. SEM-Cracking Sensing Layer
3.5. Film Thickness Sensing Layer
4. Conclusions
Acknowledgments
References
- Sahm, T.; Mädler, L.; Gurlo, A.; Barsan, N.; Pratsinis, S.E.; Weimar, U. Flame spray synthesis of tin dioxide nanoparticles for gas sensing. Sens. Actuators B 2004, 98, 148–153. [Google Scholar]
- Neri, G.; Bonavita, A.; Micali, G.; Donato, N.; Deorsola, F.A.; Mossino, P.; Amato, I.; Benedetti, B.D. Ethanol sensors based on Pt-doped tin oxide nanopowders synthesised by gel-combustion. Sens. Actuators B 2006, 117, 196–204. [Google Scholar]
- Li, F.; Xu, J.; Yu, X.; Chen, L.; Zhu, J.; Yang, Z.; Xin, X. One-step solid-state reaction synthesis and gas sensing property of tin oxide nanoparticles. Sens. Actuators B 2002, 81, 165–169. [Google Scholar]
- Rella, R.; Serra, A.; Siciliano, P.; Vasanelli, L.; De, G.; Licciulli, A.; Quirini, A. Tin oxide-based gas sensors prepared by the sol-gel process. Sens. Actuators B 1997, 44, 462–467. [Google Scholar]
- Maekawa, T.; Tamaki, J.; Miura, N.; Yamazoe, N. Development of SnO2-based ethanol gas sensor. Sens. Actuators B 1992, 9, 63–69. [Google Scholar]
- Gautheron, B.; Labeau, M.; Delabouglise, G.; Schmatz, U. Undoped and Pd-doped SnO2thin films for gas sensors. Sens. Actuators B 1993, 15-16, 357–362. [Google Scholar]
- Ivanov, P.; Hubalek, J.; Prášek, K.; Vilanova, X.; Llobet, E.; Correig, X. A route toward more selective and less humidity sensitive screen-printed SnO2 and WO3 gas sensitive layers. Sens. Actuators B 2004, 100, 221–227. [Google Scholar]
- Tan, O.K.; Cao, W.; Zhu, W.; Chai, J.W.; Pan, J.S. Ethanol sensors based on nano-sized α-Fe2O3 with SnO2, ZrO2, TiO2 solid solutions. Sens. Actuators B 2003, 93, 396–401. [Google Scholar]
- Mädler, L.; Roessler, A.; Pratsinis, S.E.; Sahm, T.; Gurlo, A.; Barsan, N.; Weimar, U. Direct formation of highly porous gas-sensing films by in situ thermophoretic deposition of flame-made Pt/SnO2 nanoparticles. Sens. Actuators B 2005, 114(1), 283–295. [Google Scholar]
- Park, S.S.; Zheng, H.; Mackenzie, J.D. Ethanol gas sensing properties of SnO2-based thin-film sensors prepared by the sol-gel process. Mater. Lett. 1993, 17, 346–352. [Google Scholar]
- Ge, J.P.; Wang, J.; Zhang, H.X.; Wang, X.; Peng, Q.; Li, Y.D. High ethanol sensitive SnO2 microspheres. Sens. Actuators B 2006, 113, 937–943. [Google Scholar]
- Xiangfeng, C.; Caihong, W.; Dongli, J.; Chenmou, Z. Ethanol sensor based on indium oxide nanowires prepared by carbothermal reduction reaction. Chem. Phys. Lett. 2004, 399, 461–464. [Google Scholar]
- Makhija, K.K.; Ray, A.; Patel, R.M.; Trivedi, U.B.; Kapse, H.N. Indium oxide thin film based ammonia gas and ethanol vapour sensor. Bull. Mater. Sci. 2005, 28, 9–17. [Google Scholar]
- Teleki, A.; Pratsinis, S.E.; Kalyanasundaram, K.; Gouma, P.I. Sensing of organic vapors by flamemade TiO2 nanoparticles. Sens. Actuators B 2006, 119, 683–690. [Google Scholar]
- Sberveglieri, G.; Comini, E.; Faglia, G.; Atashbar, M.Z.; Wlodarski, W. Titanium dioxide thin films prepared for alcohol microsensor applications. Sens. Actuators B 2000, 66, 139–141. [Google Scholar]
- Mabrook, M.; Hawkins, P. A rapidly-responding sensor for benzene, methanol and ethanol vapours based on films of titanium dioxide dispersed in a polymer operating at room temperature. Sens. Actuators B 2001, 75, 197–202. [Google Scholar]
- Ruiz, A.M.; Cornet, A.; Morante, J.R. Performances of La-TiO2nanoparticles as gas sensing material. Sens. Actuators B 2005, 111-112, 7–12. [Google Scholar]
- Galatsis, K.; Li, Y.X.; Wlodarski, W.; Comini, E.; Sberveglieri, G.; Cantalini, C.; Santucci, S.; Passacantando, M. Comparison of single and binary oxide MoO3, TiO2 and WO3 sol-gel gas sensors. Sens. Actuators B 2002, 83, 276–280. [Google Scholar]
- Ferroni, M.; Guidi, V.; Martinelli, G.; Roncarati, G.; Comini, E.; Sberveglieri, G.; Vomiero, A.; Della Mea, G. Coalescence inhibition in nanosized titania films and related effects on chemoresistive properties towards ethanol. J. Vac. Sci. Technol. B 2002, 20(2), 523–530. [Google Scholar]
- Zhang, J.; Liu, J.; Peng, Q.; Wang, X.; Li, Y. Nearly monodisperse Cu2O and CuO nanospheres: Preparation and applications for sensitive gas sensors. Chem. Mater. 2006, 18, 867–871. [Google Scholar]
- Liu, Y.; Dong, J.; Hesketh, P.J.; Liu, M. Synthesis and gas sensing properties of ZnO single crystal flakes. J. Mater. Chem. 2005, 15, 2316–2320. [Google Scholar]
- Xiangfeng, C.; Dongli, J.; Djurišic, A.B.; Leung, Y.H. Gas-sensing properties of thick film based on ZnO nano-tetrapods. Chem. Phys. Lett. 2005, 401, 426–429. [Google Scholar]
- Sahay, P.P.; Tewari, S.; Jha, S.; Shamsuddin, M. Sprayed ZnO thin films for ethanol sensor. J. Mater. Sci. 2005, 40, 4791–4793. [Google Scholar]
- Xu, J.; Chen, Y.; Li, Y.; Shen, J. Gas sensing properties of ZnO nanorods prepared by hydrothermal method. J. Mater. Sci. 2005, 40, 2919–2921. [Google Scholar]
- Wan, Q.; Li, Q.H.; Chen, Y.J.; He, X.L.; Li, J.P.; Lin, C.L.; Wang, T.H. Fabrication and ethanol sensing characteristics of ZnO nanowire gas sensors. Appl. Phys. Lett. 2004, 84, 3654–3656. [Google Scholar]
- Xu, J.; Pan, Q.; Shun, Y.; Tian, Z. Grain size control and gas sensing properties of ZnO gas sensor. Sens. Actuators B 2000, 66, 277–279. [Google Scholar]
- Xu, H.; Liu, X.; Cui, D.; Li, M.; Jiang, M. A novel method for improving the performance of ZnO gas sensors. Sens. Actuators B 2006, 114, 301–307. [Google Scholar]
- Zhu, B.L.; Xie, C.S.; Wang, W.Y.; Huang, K.J.; Hu, J.H. Improvement in gas sensitivity of ZnO thick film to volatile organic compounds (VOCs) by adding TiO2. Mater. Lett. 2004, 58, 624–629. [Google Scholar]
- Zhu, B.L.; Zeng, D.W.; Wu, J.; Song, W.L.; Xie, C.S. Synthesis and gas sensitivity of In-doped ZnO nanoparticles. J. Mater. Sci. - Mater. Electron. 2003, 14, 521–526. [Google Scholar]
- Rao, B.B. Zinc oxide ceramic semi-conductor gas sensor for ethanol vapour. Mater. Chem. Phys. 2000, 64, 62–65. [Google Scholar]
- Baruwati, B.; Kumar, D.K.; Manorama, S.V. Hydrothermal synthesis of highly crystalline ZnO nanoparticles: A competitive sensor for LPG and EtOH. Sens. Actuators B 2006, 119, 676–682. [Google Scholar]
- Stambolova, I.; Konstantinov, K.; Vassilev, S.; Peshev, P.; Tsacheva, Ts. Lanthanum doped SnO2 and ZnO thin films sensitive to ethanol and humidity. Mater. Chem. Phys. 2000, 63, 104–108. [Google Scholar]
- Rout, C.S.; Krishna, S.H.; Vivekchand, S.R.C.; Govindaraj, A.; Rao, C.N.R. Hydrogen and ethanol sensors based on ZnO nanorods, nanowires and nanotubes. Chem. Phys. Lett. 2005, 418, 582–586. [Google Scholar]
- Paraguay, F.D.; Yoshida, M.M.; Morales, J.; Solis, J.; Estrada, W.L. Influence of Al, In, Cu, Fe and Sn dopants on the response of thin films ZnO gas sensor to ethanol vapour. Thin Solid Films 2000, 373, 137–140. [Google Scholar]
- Raju, A.R.; Rao, C.N.R. Gas-sensing characteristics of ZnO and copper-impregnated ZnO. Sens. Actuators B 1991, 3, 305–310. [Google Scholar]
- Shen, W.; Zhao, Y.; Zhang, C. The preparation of ZnO based gas-sensing thin films by ink-jet printing method. Thin Solid Films 2005, 483, 382–387. [Google Scholar]
- Xu, J.; Chen, Y.; Chen, D.; Shen, J. Hydrothermal synthesis and gas sensing characters of ZnO nanorods. Sens. Actuators B 2006, 113, 526–531. [Google Scholar]
- Chou, S.M.; Teoh, L.G.; Lai, W.H.; Su, Y.H.; Hon, M.H. ZnO:Al thin film gas sensor for detection of ethanol vapor. Sensor 2006, 6, 1420–1427. [Google Scholar]
- Cheng, X.L.; Zhao, H.; Huo, L.H.; Gao, S.; Zhao, J.G. ZnO nanoparticulate thin film: preparation, characterization and gas-sensing property. Sens. Actuators B 2004, 102, 248–252. [Google Scholar]
- Ge, C.; Xie, C.; Cai, S. Preparationand gas-sensing properties of Ce-doped ZnO thin film sensors by dip-coating. Mater. Sci. Eng. B 2007, 137, 53–58. [Google Scholar]
- Tang, H.; Li, Y.; Zheng, C.; Ye, J.; Hou, X.; Lv, Y. An ethanol sensor based on cataluminescence on ZnO nanoparticles. Talanta 2007, in press. [Google Scholar]
- Choopun, S.; Hongsith, N.; Mangkorntong, P.; Mangkornthong, N. Zinc oxide nanobelts by RF sputtering for ethanol sensor. Physica E 2007, in press. [Google Scholar]
- Lv, Y.; Guo, L.; Xu, H.; Chu, X. Gas-sensing properties of well-crystalline ZnO nanorods grown by a simple route. Physica E 2007, 36, 102–105. [Google Scholar]
- Zhou, X.; Jiang, T.; Zhang, J.; Wang, X.; Zhu, Z. Humidity sensor based on quartz tuning fork coated with sol-gel-derived nanocrystalline zince oxide thin film. Sens. Actuators B 2006, in press. [Google Scholar]
- Kim, K.W.; Cho, P.S.; Kim, S.J.; Lee, J.H.; Kang, C.Y.; Kim, J.S.; Yoon, S.J. The selective detection of C2H5OH using SnO2-ZnO thin film gas sensors prepared by combinatorial solution deposition. Sens. Actuators B 2006, in press. [Google Scholar]
- Arshak, K.; Gaidan, I. Development of a novel gas sensor based on oxide thick films. Mater. Sci. Eng. B 2005, 118, 44–49. [Google Scholar]
- Lim, H.J.; Lee, D.Y.; Oh, Y.J. Gas-sensing properties of ZnO thin films prepared by microcontact printing. Sens. Actuators A 2006, 125, 405–410. [Google Scholar]
- Lim, H.J.; Lee, D.Y.; Oh, Y.J. Gas-sensing properties of ZnO thin films prepared by microcontact printing. Sens. Actuators A 2006, 125, 405–410. [Google Scholar]
- Arshak, K.; Gaidan, I. Gas sensing properties of ZnFe2O4/ZnO screen-printed thick films. Sens. Actuators B 2005, 111-112, 58–62. [Google Scholar]
- Gao, T.; Wang, T.H. Synthesis and properties of multipod-shaped ZnO nanorods for gas-sensor applications. Appl. Phys. A 2005, 80, 1451–1454. [Google Scholar]
- Feng, X.; Li, Z.J.; Wang, P.; Zhou, Y. Preparation and gas-sensitivity of ultra-fine zinc-oxide powders from roasted zinc-blended. J. Mater. Sci. 2005, 40, 6597–6600. [Google Scholar]
- Gao, T.; Li, Q.; Wang, T. Sonochemical synthesis, optical properties, and electrical properties of core/shell-type ZnO nanorod/CdS nanoparticle composites. Chem. Mater. 2005, 17, 887–892. [Google Scholar]
- Feng, P.; Wan, Q.; Wang, T.H. Contact-controlled sensing properties of flowerlike ZnO nanostructure. Appl. Phys. Lett. 87, 213111–213113. [Google Scholar]
- Liewhiran, C.; Phanichphant, S. Influence of thickness on ethanol sensing characteristics of doctor-bladed thick film from flame-made ZnO nanoparticles. Sensors 2007, 7, 185–201. [Google Scholar]
- Liewhiran, C.; Seraphin, S.; Phanichphant, S. Synthesis of nano-sized ZnO powders by thermal decomposition of zinc acetate using Broussonetia papyrifera (L.) Vent pulp as a dispersant. Curr. Appl. Phys. 2006, 6, 499–502. [Google Scholar]
- Purica, M.; Budianu, E.; Rusu, E.; Danila, M.; Gavrila, R. Optical and structural investigation of ZnO thin films prepared by chemical vapor deposition (CVD). Thin Solid Films 2002, 403-404, 485–488. [Google Scholar]
- Dayan, N.J.; Karekar, R.N.; Aiyer, R.C.; Sainkar, S.R. Effect of film thickness and curing temperature on the sensitivity of ZnO:Sb thick-film hydrogen sensor. J. Mater. Sci. - Mater. Electron. 1997, 8, 277–279. [Google Scholar]
- Zheng, L.; Xu, T.; Li, G.; Yin, Q. Influence of thickness on oxygen-sensing properties of TiO2 thin films on Al2O3. Jpn. J. Appl. Phys. Part 1 2002, 41, 4655–4658. [Google Scholar]
- Lee, Y.L.; Sheu, C.Y.; Hsiao, R.H. Gas sensing characteristics of copper phthalocyanine films; effects of film thickness and sensing temperature. Sens. Actuators B 2004, 99, 281–287. [Google Scholar]
- Hossein-Babari, F.; Orvatinia, M. Analysis of thickness dependence of the sensitivity in thin film resistive gas sensors. Sens. Actuators B 2003, 89, 256–261. [Google Scholar]
- Geistlinger, H. Electron theory of thin-film gas sensors. Sens. Actuators B 1993, 17, 47–60. [Google Scholar]
- López, M.A.R.; Peiteado, M.; Fernández, J.F.; Caballero, A.C.; Holc, J.; Drnovsek, S.; Kuscer, D.; Macek, S.; Kosec, M. Thick film ZnO based varistors prepared by screen printing. J. Eur. Ceram. Soc. 2006, 26, 2985–2989. [Google Scholar]
- Chang, J.F.; Kuo, H.H.; Leu, I.C.; Hon, M.H. The effects of thickness and operation temperature on ZnO:Al thin film CO gas sensor. Sens. Actuators B 2002, 84, 258–264. [Google Scholar]
- Christoulakis, S.; Suchea, M.; Koudoumas, E.; Katharakis, M.; Katsarakis, N.; Kiriakidis, G. Thickness influence on surface morphology and ozone sensing properties of nanostructured ZnO transparent thin films grown by PLD. Appl. Surf. Sci. 2006, 252, 5351–5354. [Google Scholar]
- Sakai, G.; Baik, N.S.; Miura, N.; Yamazoe, N. Gas sensing properties of tin oxide thin films fabricated from hydrothermally treated nanoparticles dependence of CO and H2 response on film thickness. Sens. Actuators B 2001, 77, 116–121. [Google Scholar]
- Na, D.M.; Satyanarayana, L.; Choi, G.P.; Shin, Y.J.; Park, J.S. Surface morphology and sensing property of NiO-WO3 thin films prepared by thermal evaporation. Sensors 2005, 5, 519–528. [Google Scholar]
- Mueller, R.; Mädler, L.; Pratsinis, S.E. Nanoparticle synthesis at high production rates by flame spray pyrolysis. Chem. Eng. Sci. 2003, 58, 1969–1976. [Google Scholar]
- Mädler, L. Liquid-fed aerosol reactors for one-step synthesis of nano-structured particles. KONA 2004, 22, 107–120. [Google Scholar]
- Wegner, K.; Stark, W.J.; Pratsinis, S.E. Flame-nozzle synthesis of nanoparticles with closely controlled size, mor[hology and crystallinity. Mater. Lett. 2002, 55, 318–321. [Google Scholar]
- Mädler, L.; Kammler, H.K.; Mueller, R.; Pratsinis, S.E. Controlled synthesis of nanostructured particles by flame spray pyrolysis. J. Aeros. Sci. 2002, 33, 369–389. [Google Scholar]
- Kammler, H.K.; Mädler, L.; Pratsinis, S.E. Flame synthesis of nanoparticles. Chem. Eng. Tech. 2001, 24, 583–596. [Google Scholar]
- Mädler, L.; Stark, W.J.; Pratsinis, S.E. Rapid synthesis of stable ZnO quantum dots. J. Appl. Phys. 2002, 92, 6537–6540. [Google Scholar]
- Tani, T.; Mädler, L.; Pratsinis, S.E. Homogeneous ZnO nanoparticles by flame spray pyrolysis. J. Nanopart. Res. 2002, 4, 337–343. [Google Scholar]
- Height, M.J.; Mädler, L.; Krumeich, F.; Pratsinis, S.E. Nanorods of ZnO made by flame spray pyrolysis. Chem. Mater. 2006, 18, 572–578. [Google Scholar]
- Height, M.J.; Pratsinis, S.E.; Mekasuwandumrong, O.; Praserthdam, P. Ag-ZnO catalysts for UV-photodegradation of methylene blue. Appl. Catal. B 2005, 63, 305–312. [Google Scholar]
- Kaelin, M.; Zogg, H.; Tiwari, A.N.; Wilhelm, O.; Pratsinis, S.E.; Meyer, T.; Meyer, A. Electrosprayed and selenized Cu/In metal particles films. Thin Solid Films 2004, 457, 391–396. [Google Scholar]
- Kaelin, M.; Rudmann, D.; Tiwari, A.N. Low cost processing of CIGS thin film solar cells. Sol. Energy 2004, 77, 749–756. [Google Scholar]
- Fortunato, E.; Nunes, P.; Marques, A.; Costa, D.; Águas, H.; Ferreira, I.; Costa, M.E.V.; Godinho, M.H.; Almeida, P.L.; Borges, J.P.; Martins, R. Transparent, conductive ZnO:Al thin film deposited on polymer substrates by RF magnetron sputtering. Surf. Coat. Technol. 2002, 151-152, 247–251. [Google Scholar]
- Yamada, Y.; Kawashima, J.; Wen, J.G.; Niiori, Y.; Hirabayashi, I. Evaluation of thermal expansion coefficient of twinned YBa2Cu3O7-δ film for prediction of crack formation on various substrates. Jpn. J. Appl. Phys. 2000, 39, 1111–1115. [Google Scholar]
- Gopaul, J.; Maskell., W.C.; Pitt, K.E. Plana oxygen sensor Part I: Effect of crazing of a zirconia thick film on an alumina substrate. J. Appl. Electrochem. 1999, 29, 93–100. [Google Scholar]
- Deesirapipat, Y.; Fujita, M.; Sasajima, M.; Suzuki, R.; Antarasena, C.; Horikoshi, Y. Effect of MgO-buffer layer on the structural and optical properties of polycrystalline ZnO films grown on glass substrate. Jpn. J. Appl. Phys. 2005, 44, 5150–5155. [Google Scholar]
- Kawashima, J.; Yamada, Y.; Hirabayashi, I. Critical thickness and effective thermal expansion coefficient of YBCO crystalline film. Physica C 1998, 306, 114–118. [Google Scholar]
- Kono, A.; Hosoda, H.; Fusayama, T. Heating rate pg a gypsum investment related to crack formation. Shofu Cristobalite Investment B 1965, 650, 1419–1423. [Google Scholar]
- Bordia, R.K.; Jagota, A. Crack growth and damage in constrained sintering films. J. Am. Ceram. Soc. 1993, 76(10), 2475–2485. [Google Scholar]
- Cheary, R.W.; Coelho, A.A. Axial divergence in a conventional X-ray powder diffractometer. I. Theoretical foundations. J. Appl. Crystallogr. 1998, 31, 851–861. [Google Scholar]
- Brunauer, S.; Emmett, P.; Teller, P.H. Adsorption of gases in multimolecular layers. J. Am. Chem. Soc. 1938, 60, 309–319. [Google Scholar]
- Liu, Z.; Chung, D.D.L. Burnout of the organic vehicle in an electrically conductive thick-film paste. J. Elec. Mater. 2004, 33, 1316–1325. [Google Scholar]
- Krishnan, B.; Nampoori, V.P.N. Screen printed nanosized ZnO thick film. Bull. Mater. Sci. 2005, 28, 239–242. [Google Scholar]
- Kim, C.J.; Kim, K.B.; Kuk, I.H.; Hong, G.W.; Park, S.D.; Yang, S.W.; Shin, H.S. Fabrication and properties of YBa2Cu3O7-δ-Ag composite superconducting wires by plastic extrusion technique. J. Mater. Sci. 1997, 32, 5233–5242. [Google Scholar]
- Kim, K.B.; Song, Y.H.; Hwang, C.S.; Chung, C.H.; Lee, J.H.; Choi, I.S.; Park, J.H. Efficient electron emissions from printed carbon nanotubes by surface treatments. J. Vac. Sci. Technol. B 2004, 22, 1331–1334. [Google Scholar]
- Li, J.; Nakazato, T.; Kato, K. Effect of cohesive powders on the elutriation of particles from a fluid bed. Chem. Eng. Sci. 2004, 59, 2777–2782. [Google Scholar]
- Wang, T.J.; Jin, Y.; Tsutsumi, A.; Wang, Z.; Cui, Z. Energy transfer mechanism in a vibrating fluidized bed. Chem. Eng. J. 2000, 78, 115–123. [Google Scholar]
- Kisi, E.H.; Elcombe, M.M. u Parameters for the wurtzite structure of ZnS and ZnO using powder neutron diffraction. Acta Crystallogr., Sect. C: Cryst. Struct. Commun. 1989, 45, 1867–1870. [Google Scholar]
- Abrahams, S.C.; Bernstein, J.L. Remeasurement of the structure of hexagonal ZnO. Acta Crystallogr., Sect. B: Struct. Sci. 1969, 25, 1233–1236. [Google Scholar]
- Liu, R.S.; Shi, W.C.; Cheng, Y.C.; Huang, C.Y. Crystal structures and peculiar magnetic properties of alpha- and gamma-(Al2O3) powders. Mod. Phys. Lett. B 1997, 11, 1169–1174. [Google Scholar]
- Swanson, H.E.; Tatge, E. Standard X-ray diffraction powder patterns. National Bureau of Standards 1953, 359, 1–1. [Google Scholar]Zeitschrift fuer Angewandte Physik; 1956; Volume 8, pp. 202–205.
- Cullity, B.D. Structure of polycrystalline aggregates; Elements of X-ray diffraction; Addison-Wesley: Massachusetts, 1978; Vol. 2, Chapter 9; p. 284. [Google Scholar]
- Garman, R.M. Sintering Theory and Practice; A Wiley-Interscience: John Wily & Sons, Inc.: New York, 1996; Chapter 6; p. 261. [Google Scholar]
- Schierbaum, K.D. Application of organic supramolecular and polymeric compounds for chemical sensors. Sens. Actuators B 1994, 18-19, 71–76. [Google Scholar]



 ) ZnO; (
) ZnO; (
 ) Au; (
) Au; (
 ) Al2O3;.
) ZnO; (
) Au; (
) Al2O3;.
) Al2O3;.
) ZnO; (
) Au; (
) Al2O3;.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Heating Conditions (HC) | |||||||
|---|---|---|---|---|---|---|---|---|
| Annealing temperatures&Heating rates | ||||||||
| 50°C | 75°C | 100°C | 400°C | |||||
| rate (°C/min) | time (min) | rate (°C/min) | time (min) | rate (°C/min) | time (min) | rate (°C/min) | time (min) | |
| HC1 | 0.5 | 60 | 0.5 | 60 | 0.5 | 60 | 2.0 | 120 |
| HC2 | 1.0 | 60 | 1.0 | 60 | 1.0 | 60 | 2.0 | 120 |
| HC3 | 2.0 | 60 | 2.0 | 60 | 2.0 | 60 | 2.0 | 120 |
| HC4 | 5.0 | 60 | 5.0 | 60 | 5.0 | 60 | 2.0 | 120 |
| HC5 | 10.0 | 60 | 10.0 | 60 | 10.0 | 60 | 2.0 | 120 |
| HC6 | 20.0 | 60 | 20.0 | 60 | 20.0 | 60 | 2.0 | 120 |
© 2007 by MDPI ( http://www.mdpi.org). Reproduction is permitted for noncommercial purposes.
Share and Cite
Liewhiran, C.; Phanichphant, S. Improvement of Flame-made ZnO Nanoparticulate Thick Film Morphology for Ethanol Sensing. Sensors 2007, 7, 650-675. https://doi.org/10.3390/s7050650
Liewhiran C, Phanichphant S. Improvement of Flame-made ZnO Nanoparticulate Thick Film Morphology for Ethanol Sensing. Sensors. 2007; 7(5):650-675. https://doi.org/10.3390/s7050650
Chicago/Turabian StyleLiewhiran, Chaikarn, and Sukon Phanichphant. 2007. "Improvement of Flame-made ZnO Nanoparticulate Thick Film Morphology for Ethanol Sensing" Sensors 7, no. 5: 650-675. https://doi.org/10.3390/s7050650
APA StyleLiewhiran, C., & Phanichphant, S. (2007). Improvement of Flame-made ZnO Nanoparticulate Thick Film Morphology for Ethanol Sensing. Sensors, 7(5), 650-675. https://doi.org/10.3390/s7050650