
A Study on the Preparation of Regular Multiple Micro-Electrolysis Filler and the Application in Pretreatment of Oil Refinery Wastewater

Abstract
:1. Introduction
2. Materials and Analytical Methods
2.1. Materials
2.2. Analysis Methods
2.3. Experimental Setup
2.3.1. Experimental Method
2.3.2. Experimental Apparatus
3. Results and Discussion
3.1. Materials Selection and Formula Test
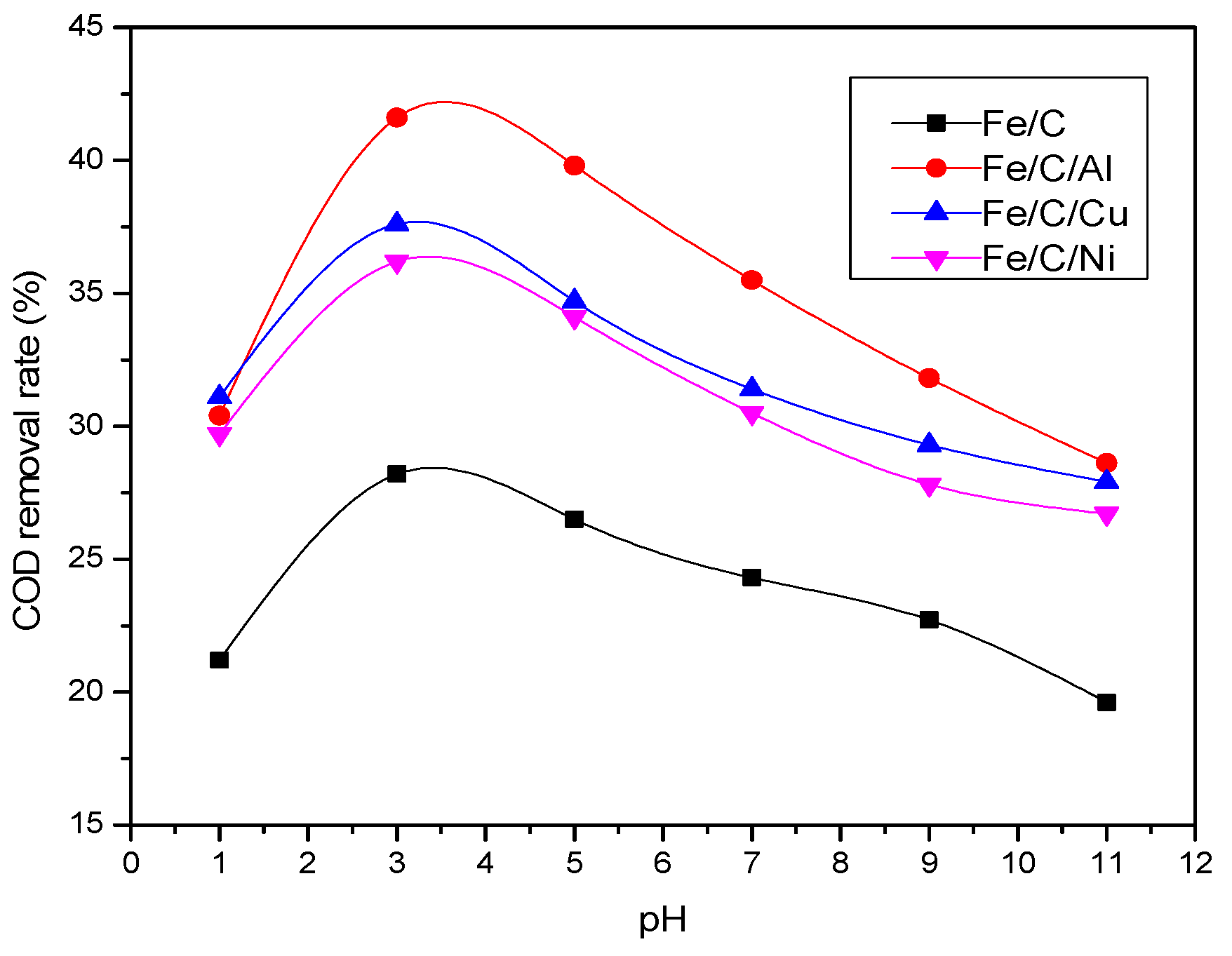
3.1.1. The Types of Metal Catalysts Added
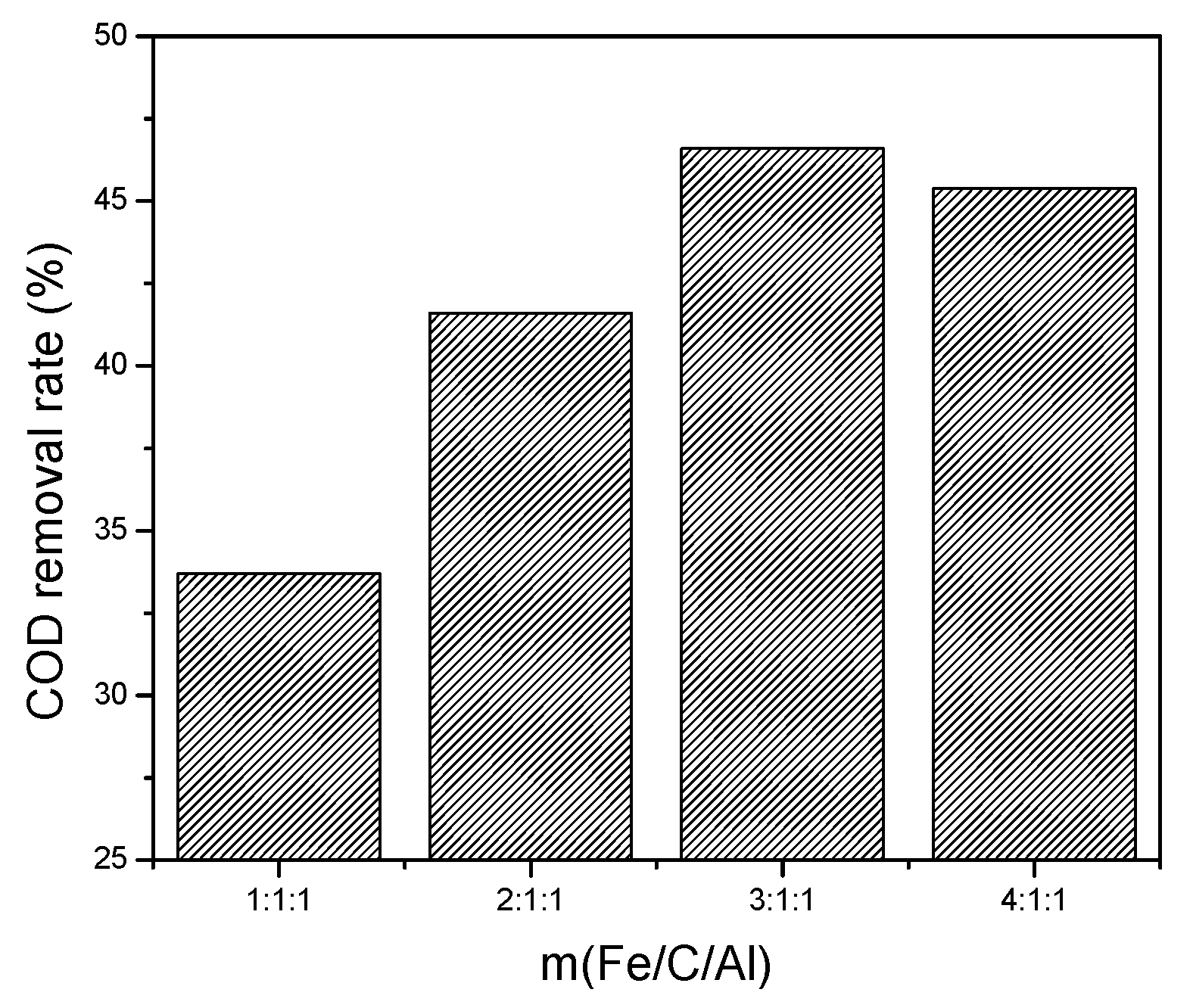
3.1.2. Filler Formula Experiment
3.1.3. The Physical and Chemical Characteristics of Multiple Micro-Electrolysis Filler
3.2. Influence Factors
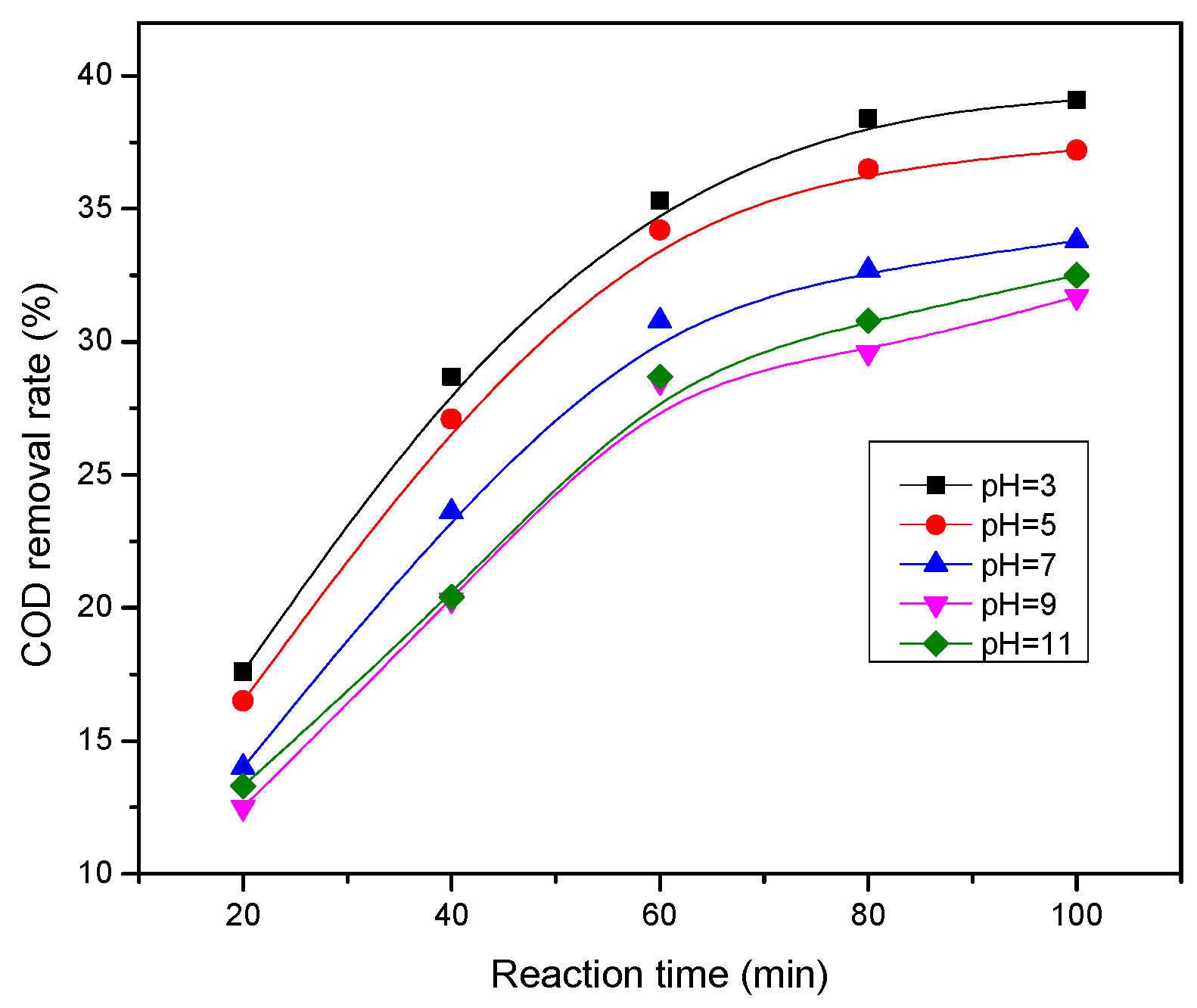
3.2.1. Influence of Initial pH value
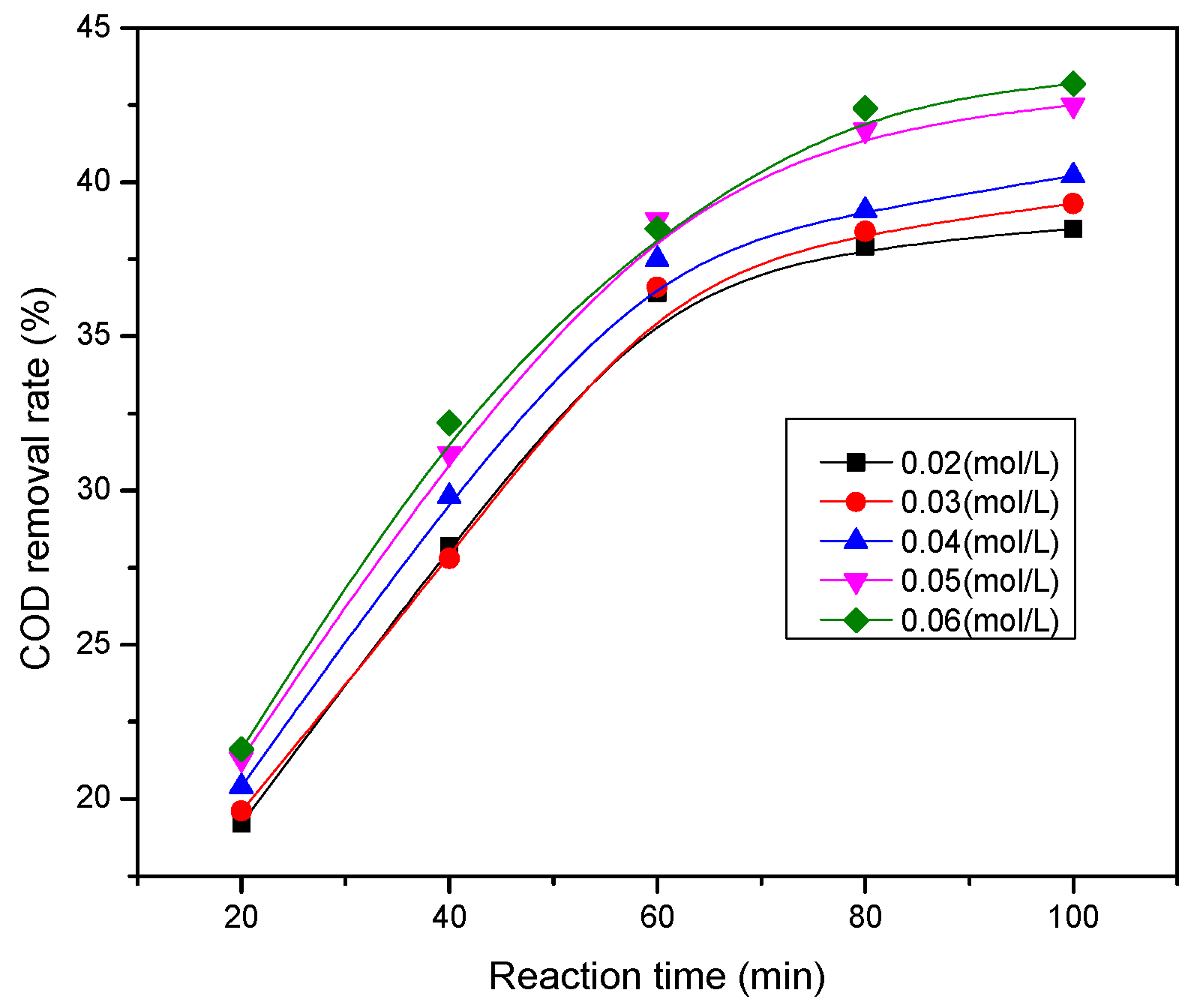
3.2.2. Influence of Auxiliary Electrolyte Dosing
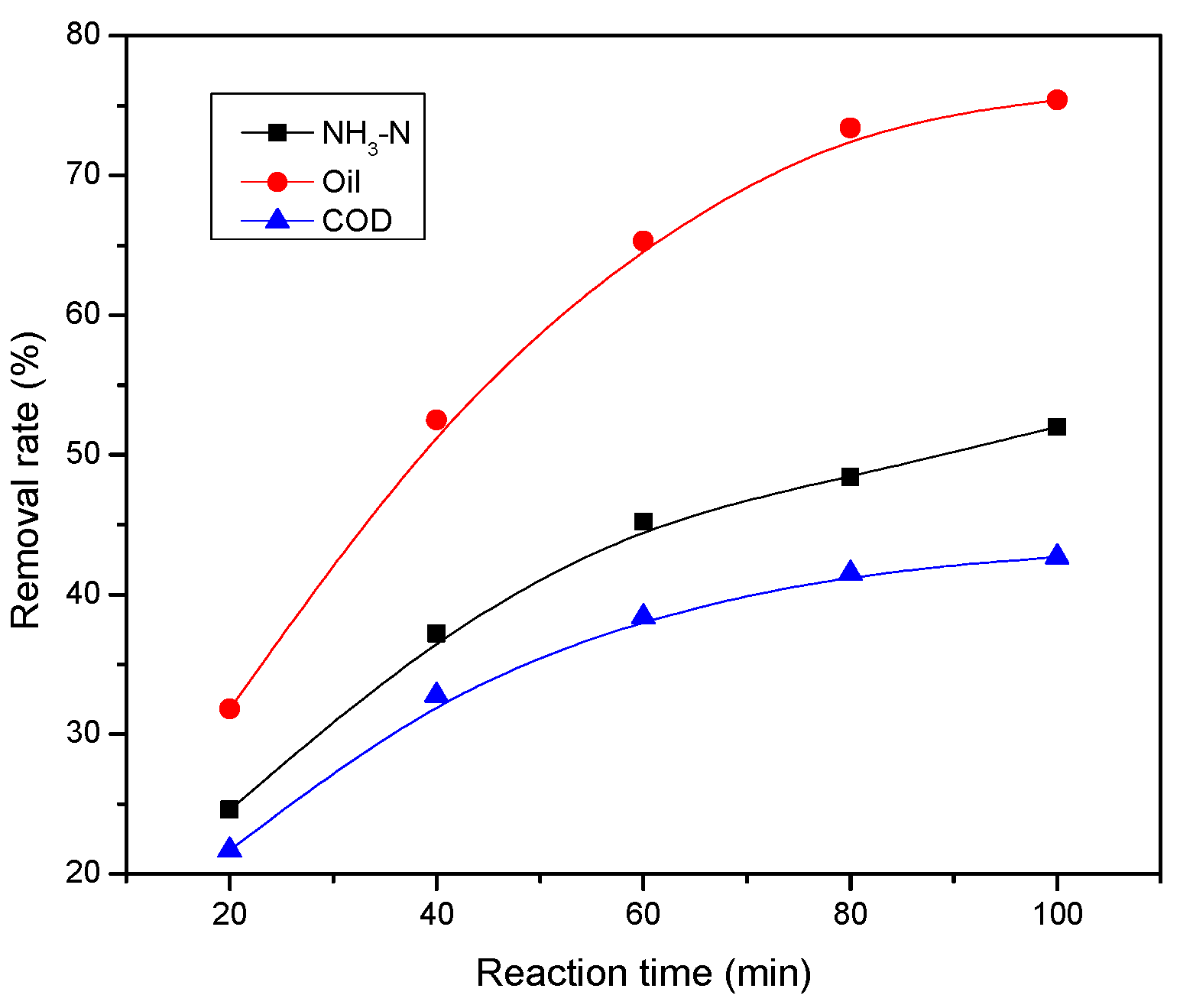
3.3. The Comprehensive Treatment Effect under the Optimal Conditions
3.4. Reaction Kinetics Study
3.5. Continuous Running Experiment
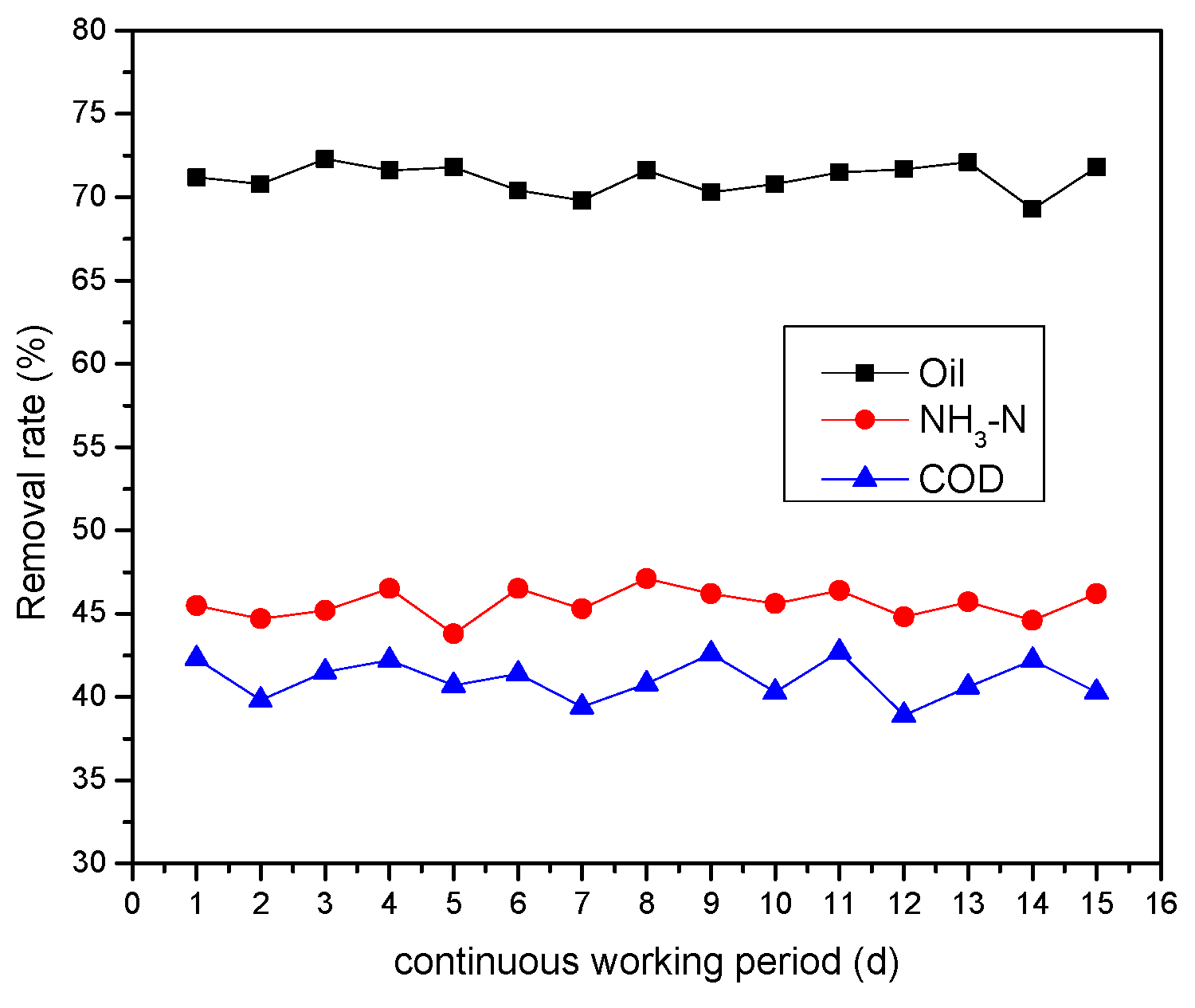
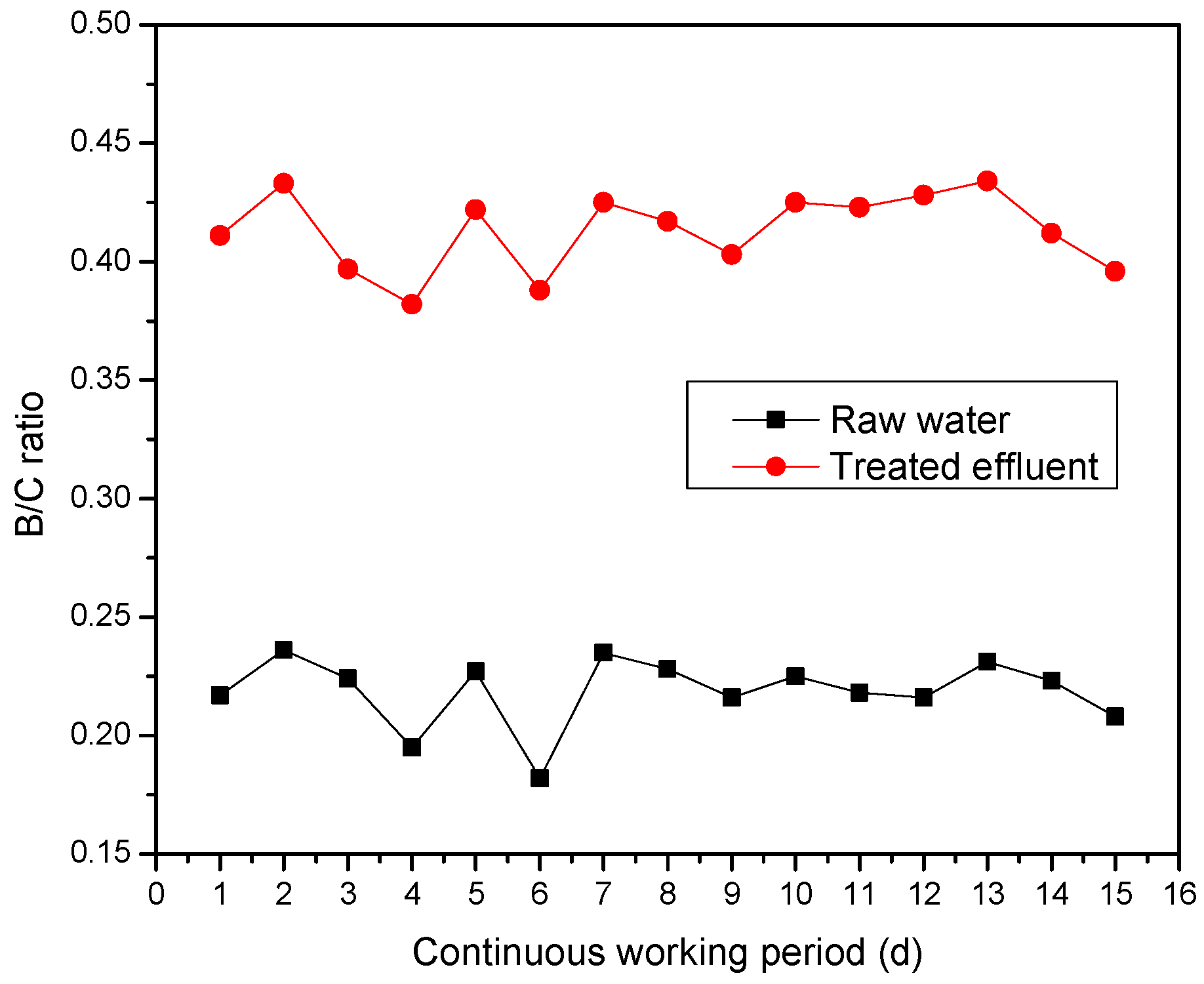
3.5.1. Continuous Running Effect
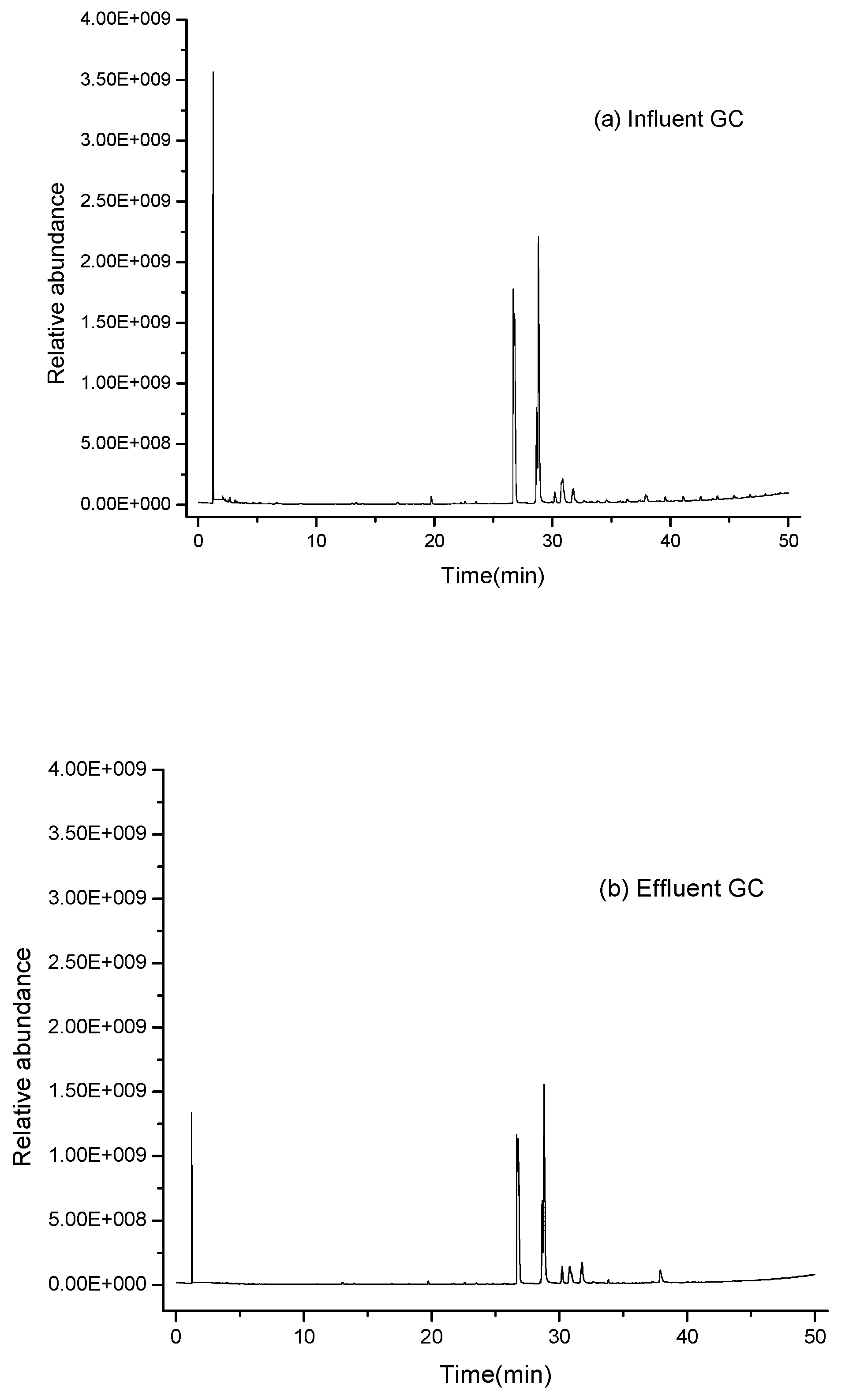
3.5.2. GC/MS Analysis of the Pollutions of Raw Wastewater and Effluent
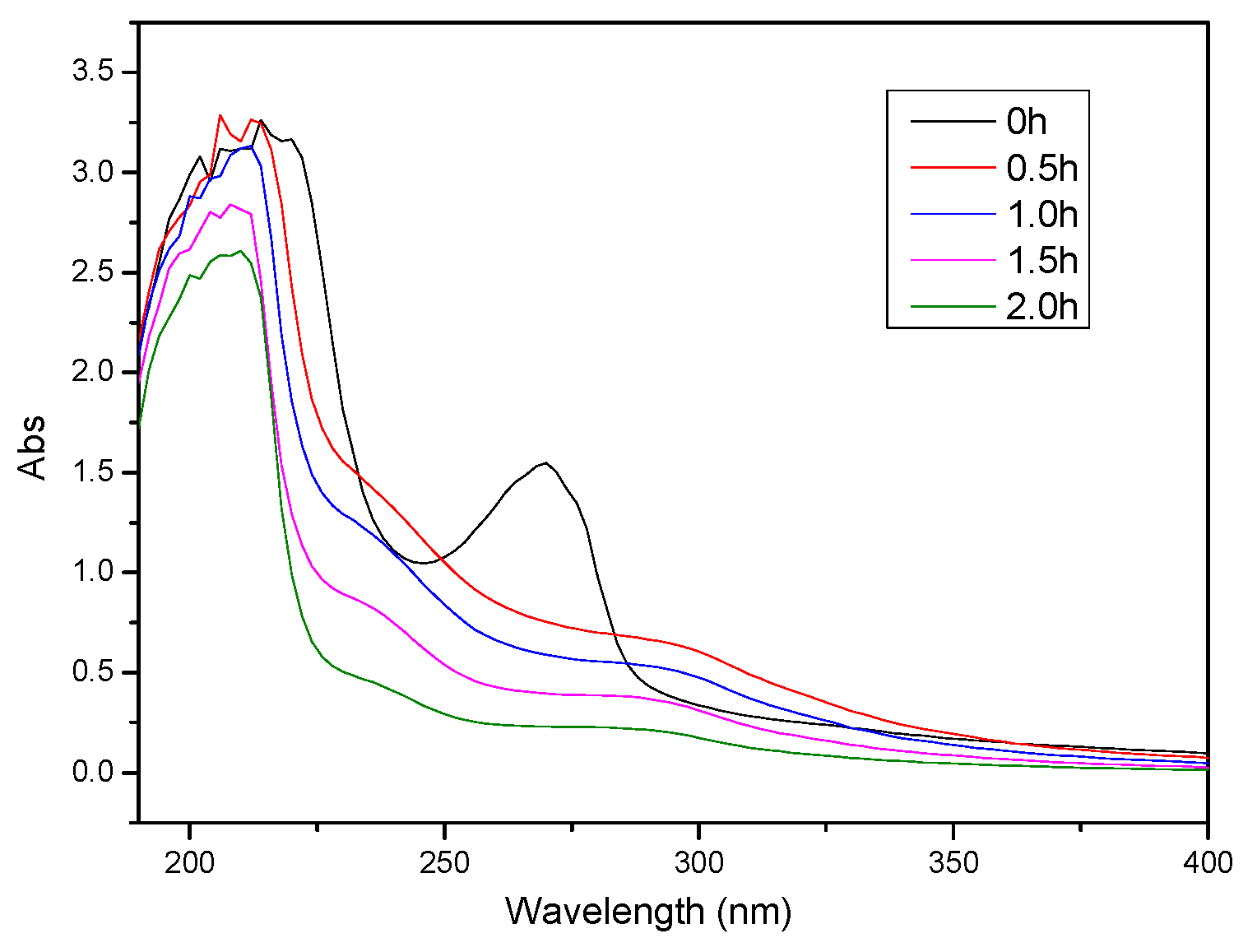
3.5.3. UV–VIS Spectral of the Degradation Process
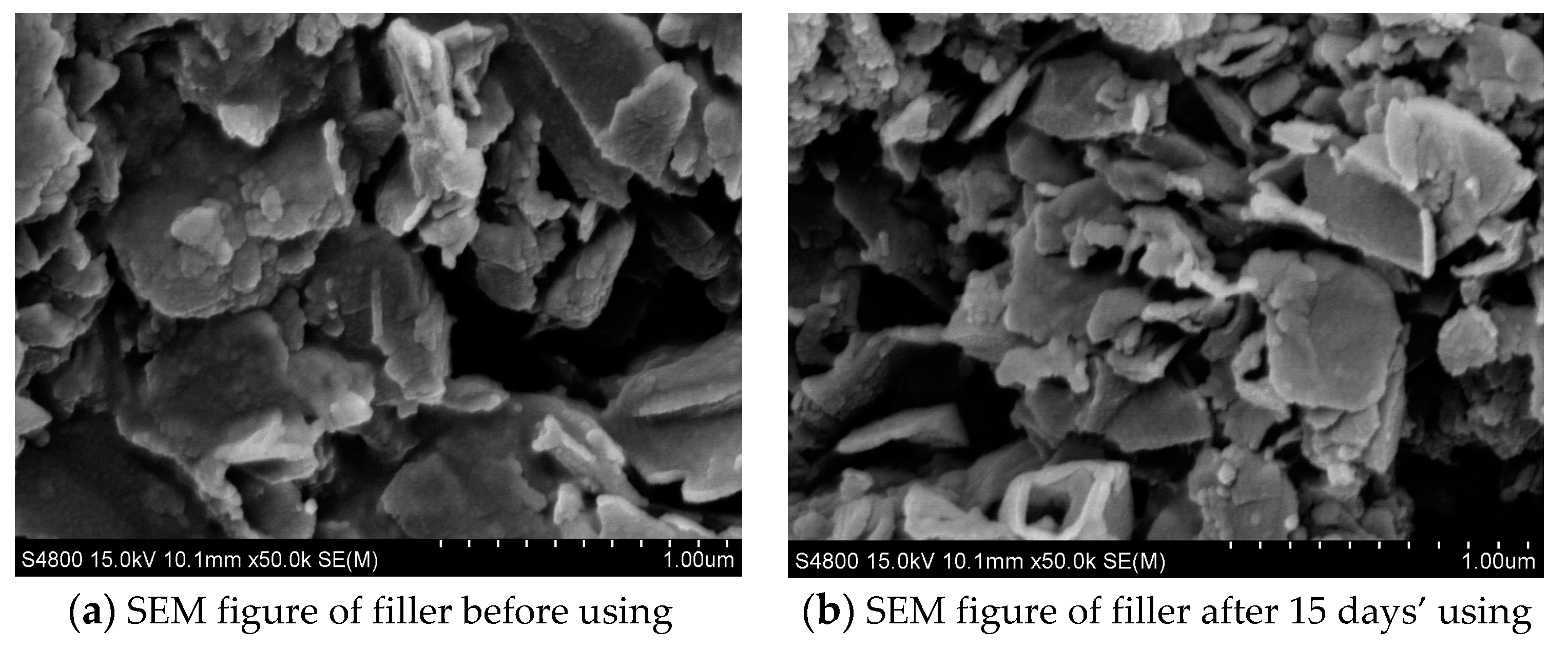
3.5.4. The Comparison of the Filler Change before and after Using
3.6. Reaction Mechanism of Multiple Micro-Electrolysis
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Yuliwati, E.; Ismail, A.F. Effect of additives concentration on the surface properties and performance of PVDF ultrafiltration membranes for refinery produced wastewater treatment. Desalination 2011, 273, 226–234. [Google Scholar] [CrossRef]
- Yuliwati, E.; Ismail, A.F.; Lau, W.J.; Ng, B.C.; Mataram, A.; Kassim, M.A. Effects of process conditions in submerged ultrafiltration for refinery wastewater treatment: Optimization of operating process by response surface methodology. Desalination 2012, 287, 350–361. [Google Scholar] [CrossRef]
- Wang, Y.; Wang, Q.H.; Li, M.; Yang, Y.N.; He, W.; Yan, G.X.; Guo, S.H. An alternative anaerobic treatment process for treatment of heavy oil refinery wastewater containing polar organics. Biochem. Eng. J. 2016, 105, 44–51. [Google Scholar] [CrossRef]
- Rastegar, S.O.; Mousavi, S.M.; Shojaosadati, S.A.; Sheibani, S. Optimization of petroleum refinery effluent treatment in a UASB reactor using response surface methodology. J. Hazard. Mater. 2011, 197, 26–32. [Google Scholar] [CrossRef] [PubMed]
- Nasirpour, N.; Mousavi, S.; Shojaosadati, S. Biodegradation potential of hydrocarbons in petroleum refinery effluents using a continuous anaerobic-aerobic hybrid system. Korean J. Chem. Eng. 2015, 32, 874–881. [Google Scholar] [CrossRef]
- Sere, Z.; Maravi, N.; Taka, A.; Nikoli, I.; Dragana, S.S.; Joki, A.; Hodur, C. Treatment of vegetable oil refinery wastewater using alumina ceramic membrane: Optimization using response surface methodology. J. Clean. Prod. 2016, 112, 3132–3137. [Google Scholar] [CrossRef]
- Yavuz, Y.; Koparal, A.S.; Öğütveren, Ü.B. Treatment of petroleum refinery wastewater by electrochemical methods. Desalination 2010, 258, 201–205. [Google Scholar] [CrossRef]
- Yan, L.; Ma, H.Z.; Wang, B.; Mao, W.; Chen, Y.S. Advanced purification of petroleum refinery wastewater by catalytic vacuum distillation. J. Hazard. Mater. 2010, 178, 1120–1124. [Google Scholar] [CrossRef] [PubMed]
- Abdelwahab, O.; Amin, N.K.; El-Ashtoukhy, E.-S.Z. Electrochemical removal of phenol from oil refinery wastewater. J. Hazard Mater. 2009, 163, 711–716. [Google Scholar] [CrossRef] [PubMed]
- Rasheed, Q.J.; Pandian, K.; Muthukumar, K. Treatment of petroleum refinery wastewater by ultrasound-dispersed nanoscale zero-valent iron particles. Ultrason. Sonochem. 2011, 18, 1138–1142. [Google Scholar] [CrossRef] [PubMed]
- Liu, X.L.; Wen, J.P.; Yuan, Q.; Zhao, X.M. The pilot study for oil refinery wastewater treatment using a gas-liquid-solid three-phase flow airlift loop bioreactor. Biochem. Eng. J. 2005, 27, 40–44. [Google Scholar]
- Shariati, S.R.P.; Bonakdarpour, B.; Zare, N.; Ashtiani, F.Z. The effect of hydraulic retention time on the performance and fouling characteristics of membrane sequencing batch reactors used for the treatment of synthetic petroleum refinery wastewater. Bioresour. Technol. 2011, 102, 7692–7699. [Google Scholar] [CrossRef] [PubMed]
- Santo, C.E.; Vilar, V.J.P.; Botelho, C.M.S.; Bhatnagar, A.; Kumar, E.; Boaventura, R.A.R. Optimization of coagulation-flocculation and flotation parameters for the of a petroleum refinery effluent from a Portuguese plant treatment. Chem. Eng. J. 2012, 183, 117–123. [Google Scholar] [CrossRef]
- Wei, L.Y.; Guo, S.H.; Yan, G.X.; Chen, C.M.; Jiang, X.Y. Electrochemical pretreatment of heavy oil refinery wastewater using a three-dimensional electrode reactor. Electrochimica Acta 2010, 55, 8615–8620. [Google Scholar] [CrossRef]
- Saien, J.; Nejati, H. Enhanced photocatalytic degradation of pollutants in petroleum refinery wastewater under mild conditions. J. Hazard. Mater. 2007, 148, 491–495. [Google Scholar] [CrossRef] [PubMed]
- Ma, L.M. Enhanced biological treatment of industrial wastewater with bimetallic zero-valent iron. Environ. Sci. Technol. 2008, 42, 5384–5389. [Google Scholar] [CrossRef] [PubMed]
- Chen, C.; Wei, L.; Guo, X.; Guo, S.; Yan, G. Investigation of heavy oil refinery wastewater treatment by integrated ozone and activated carbon-supported manganese oxides. Fuel Process. Technol. 2014, 124, 165–173. [Google Scholar] [CrossRef]
- Zhu, Q.S.; Guo, S.H.; Guo, C.M.; Dai, D.; Jiao, X.K.; Ma, T.Q.; Chen, J.F. Stability of Fe-C micro-electrolysis and biological process in treating ultra-high concentration organic wastewater. Chem. Eng. J. 2014, 255, 535–540. [Google Scholar] [CrossRef]
- Ning, X.A.; Wen, W.B.; Zhang, Y.P.; Li, R.J.; Sun, J.; Wang, Y.J.; Yang, Z.Y.; Liu, J.Y. Enhanced dewaterability of textile dyeing sludge using microelectrolysis pretreatment. J. Environ. Manag. 2015, 161, 181–187. [Google Scholar] [CrossRef] [PubMed]
- Zhang, X.B.; Dong, W.Y.; Sun, F.Y.; Yang, W.; Dong, J. Degradation efficiency and mechanism of azo dye RR2 by a novel ozone aerated internal micro-electrolysis filter. J. Hazard. Mater. 2014, 276, 77–87. [Google Scholar] [CrossRef] [PubMed]
- Qi, Y.F.; He, S.B.; Wu, S.Q.; Dai, B.B.; Hu, C.H. Utilization of micro-electrolysis, up-flow anaerobic sludge bed, anoxic/oxic-activated sludge process, and biological aerated filter in penicillin G wastewater treatment. Desalination Water Treat. 2015, 55, 1480–1487. [Google Scholar] [CrossRef]
- Lv, Y.L.; Wang, Y.Q.; Shan, M.J.; Shen, X.; Su, Y. Denitrification of coking wastewater with micro-electrolysis. J. Environ. Sci. 2011, 23, S128–S131. [Google Scholar] [CrossRef]
- Liu, W.W.; Tu, X.Y.; Wang, X.P.; Wang, F.Q.; Li, W. Pretreatment of coking wastewater by acid out, micro-electrolysis process with in situ electrochemical per-oxidation reaction. Chem. Eng. J. 2012, 200–202, 720–728. [Google Scholar] [CrossRef]
- Lai, B.; Zhou, Y.X.; Qin, H.K.; Wu, C.Y.; Pang, C.C.; Yu, L.; Xu, J.X. Pretreatment of wastewater from acrylonitrile-butadiene-styrene (ABS) resin manufacturing by micro-electrolysis. Chem. Eng. J. 2012, 179, 1–7. [Google Scholar] [CrossRef]
- Yang, X.Y.; Xue, Y.; Wang, W.N. Mechanism, kinetics and application studies on enhanced activated sludge by interior micro-electrolysis. Bioresour. Technol. 2009, 100, 649–665. [Google Scholar] [CrossRef] [PubMed]
- Sun, L.; Wang, C.; Ji, M.; Kong, X. Treatment of mixed chemical wastewater and the agglomeration mechanism via an internal electrolysis filter. Chem. Eng. J. 2013, 215–216, 50–56. [Google Scholar] [CrossRef]
- Qin, S.L.; Li, X.D.; Zhang, T.; Rong, W.G. Pretreatment of chemical cleaning wastewater by micro-electrolysis process. Procedia Environ. Sci. 2011, 10, 1154–1158. [Google Scholar] [CrossRef]
- Huang, L.H.; Sun, G.P.; Yang, T.; Zhang, B.; He, Y.; Wang, X.H. A preliminary study of anaerobic treatment coupled with micro-electrolysis for anthraquinone dye wastewater. Desalination 2013, 309, 91–96. [Google Scholar] [CrossRef]
- Qin, L.; Zhang, G.L.; Meng, Q.; Xu, L.S.; Lv, B.S. Enhanced MBR by internal micro-electrolysis for degradation of anthraquinone dye wastewater. Chem. Eng. J. 2012, 210, 575–584. [Google Scholar] [CrossRef]
- Qin, S.L.; Zhao, Y.Y.; Wang, Z.Q. Existing problems and improvement measures of micro-electrolysis process and conventional filler. Energy Environ. Prot. 2013, 27, 8–10. [Google Scholar]
- Qi, W.Q. Aggregative indicator and inorganic pollutant. In Water and Exhausted Water Monitoring Analysis Method; Wei, F.S., Qi, W.Q., Eds.; China Environmental Science Press: Beijing, China, 2006; pp. 276–284. [Google Scholar]
- Geng, W. Fatty acid analysis of papaya seed by external standard method and peak area normalization method. Chem. Eng. 2015, 1, 23–24. [Google Scholar]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Index | COD (mg/L) | BOD5 (mg/L) | NH3-H (mg/L) | Oil (mg/L) | pH |
|---|---|---|---|---|---|
| Value | 340–430 | 76–95 | 7–15 | 32–48 | 6–8 |
| t/min | 0 | 20 | 40 | 60 | 80 | 100 | 120 |
|---|---|---|---|---|---|---|---|
| C (g/L) | 0.365 | 0.287 | 0.253 | 0.235 | 0.216 | 0.208 | 0.201 |
| lnC | −1.008 | −1.248 | −1.374 | −1.448 | −1.532 | −1.570 | −1.604 |
| 1/C | 2.739 | 3.484 | 3.953 | 4.255 | 4.629 | 4.808 | 4.975 |
| 1/C2 | 7.506 | 12.140 | 15.623 | 18.108 | 21.433 | 23.114 | 24.752 |
| Level of Reaction Equation | Equation | Correlation Coefficient | Reaction Rate Constant |
|---|---|---|---|
| Zero-order | C = −0.0012t + 0.3258 | R2 = 0.8379 | 1.2 × 10−3 |
| First-order | −lnC = 0.0046t + 1.1203 | R2 = 0.8949 | 4.6 × 10−3 |
| Second-order | 1/C = 0.0179t + 3.046 | R2 = 0.9407 | 1.8 × 10−2 |
| Third-order | 1/C 2 = 0.142t + 9.0079 | R2 = 0.9725 | 1.4 × 10−1 |
| No. | Retention Time (min) | Compounds | Molecular Formula | Proposed Structures | Possible (%) | Area Percentage (%) |
|---|---|---|---|---|---|---|
| 1 | 1.26 | 1-Hexene,3,4-dimethyl | C8H16 |  | 31.49 | 13.73 |
| 2 | 19.75 | Naphthalene | C10H8 |  | 24.4 | 0.64 |
| 3 | 26.70 | Phenol | C6H6O |  | 42.64 | 34.19 |
| 4 | 28.83 | Phenol,3-methyl | C7H8O |  | 62.43 | 26.17 |
| 5 | 30.87 | Phenol,3,4-dimethyl | C8H10O |  | 34.67 | 8.01 |
| 6 | Other organic compounds | 17.26 | ||||
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, R.; ZHU, J.; Li, Y.; Zhang, H. A Study on the Preparation of Regular Multiple Micro-Electrolysis Filler and the Application in Pretreatment of Oil Refinery Wastewater. Int. J. Environ. Res. Public Health 2016, 13, 457. https://doi.org/10.3390/ijerph13050457
Yang R, ZHU J, Li Y, Zhang H. A Study on the Preparation of Regular Multiple Micro-Electrolysis Filler and the Application in Pretreatment of Oil Refinery Wastewater. International Journal of Environmental Research and Public Health. 2016; 13(5):457. https://doi.org/10.3390/ijerph13050457
Chicago/Turabian StyleYang, Ruihong, Jianzhong ZHU, Yingliu Li, and Hui Zhang. 2016. "A Study on the Preparation of Regular Multiple Micro-Electrolysis Filler and the Application in Pretreatment of Oil Refinery Wastewater" International Journal of Environmental Research and Public Health 13, no. 5: 457. https://doi.org/10.3390/ijerph13050457
APA StyleYang, R., ZHU, J., Li, Y., & Zhang, H. (2016). A Study on the Preparation of Regular Multiple Micro-Electrolysis Filler and the Application in Pretreatment of Oil Refinery Wastewater. International Journal of Environmental Research and Public Health, 13(5), 457. https://doi.org/10.3390/ijerph13050457