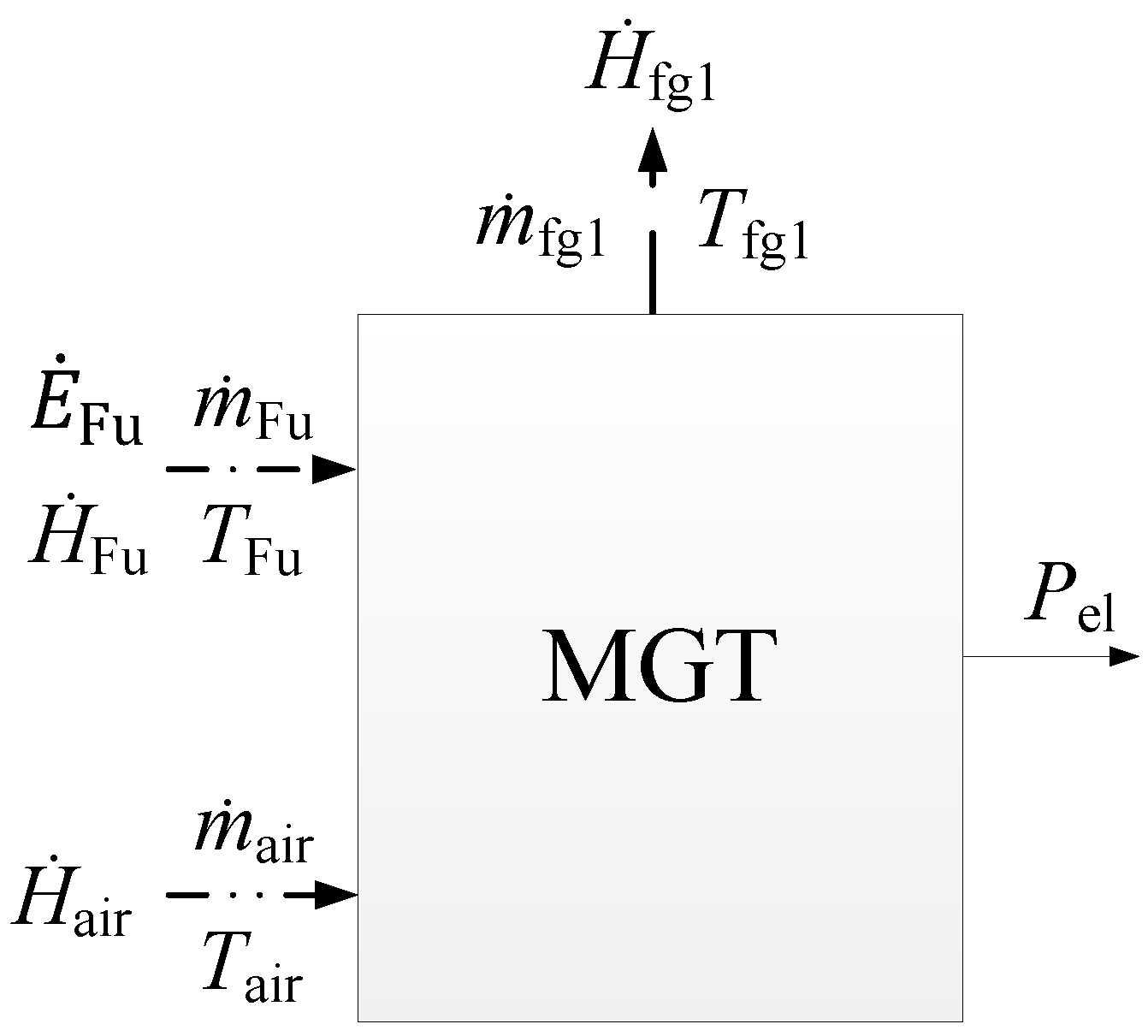
4.1. MGT Model
As shown in
Figure 2, an energy planner is interested in the input and output of the MGT, namely flow rates, temperatures and electrical power. An MGT model applied for planning purposes should be accurate under part load conditions. Additionally, it should cover the transient behavior. In the case of energy flow analysis, the time constant of the MGT can be neglected since it is very small compared to the time constants of other equipments such as boiler, storage, etc. However, the transient behavior of the MGT must be considered in the case of electrical power quality analysis which is not the scope of this work. Thus, the steady-state mass and energy balances are sufficient for the purpose of energy flow analysis. Equation (
1) represents the overall mass balance of the MGT and Equation (
2) describes the mass flow of air using the variable air ratio.
where,
Equations (
3)–(
8) describe the overall energy balance, fuel power input, enthalpy of fuel stream, enthalpy of air stream, enthalpy of flue gas stream and gross mechanical power output, respectively. The gross mechanical power output includes the shaft work as well as the losses due to friction. The heat losses to the surroundings are neglected. The specific heat capacities at constant pressure are calculated using the fluid property data given in ([
28], Part D3, pp. 301–417).
where,
Equation (
9) corrects the electrical power output from the International Organization for Standardization (ISO) reference conditions (288.15
, 101.325
, 60% relative humidity) due to the influence of altitude as well as the temperature of ambient air. A decrease in air density through an increase in altitude or temperature leads to a lower mass flow rate and results in a lower power output [
29].
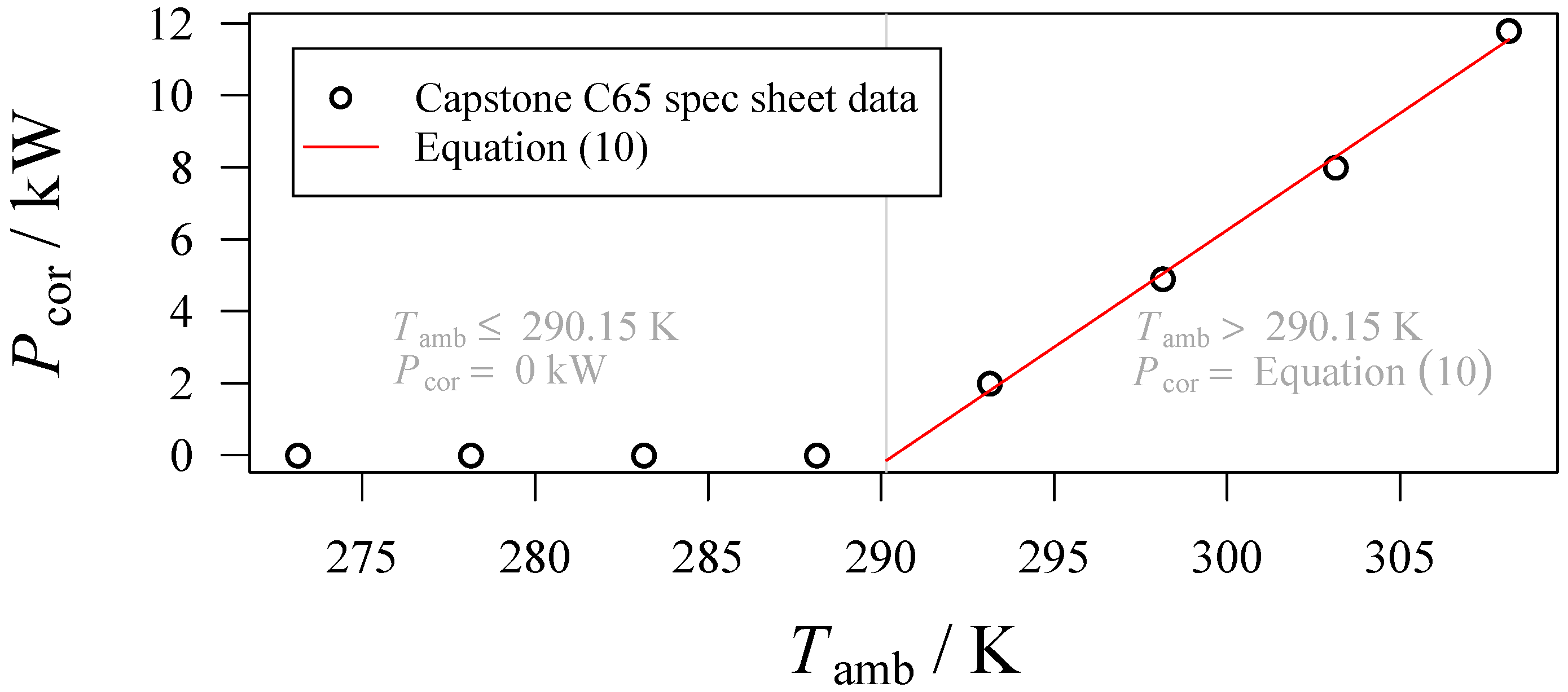
Figure 3 and Equation (
10) depict the performance correction for Capstone C65 MGT based on the supplier test data ([
30],
Figure 3, p. 8 ). The coefficients
and
can be determined directly from the spec sheet data and their values are given in
Table 2.
where,
Equation (
11) shows the estimation of useful electrical power. In this case, the parasitic loads are the power consumed by power electronics system and fuel gas booster compressor.
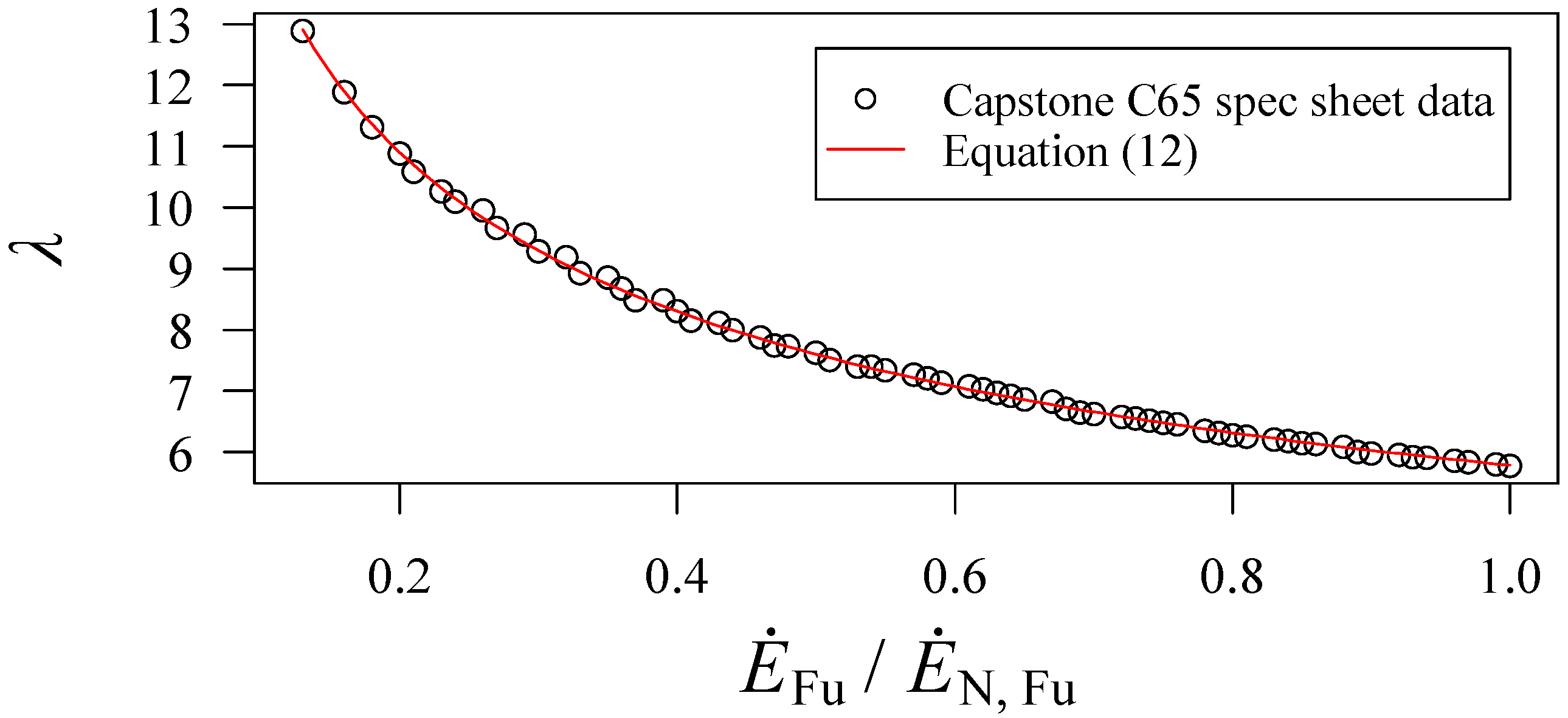
Figure 4 and Equation (
12) illustrate the non-linear relationship between air ratio and fuel capacity percentage.
Table 2 shows the coefficients
and
, and they can be derived directly from the spec sheet data using Equations (
1) and (
2).
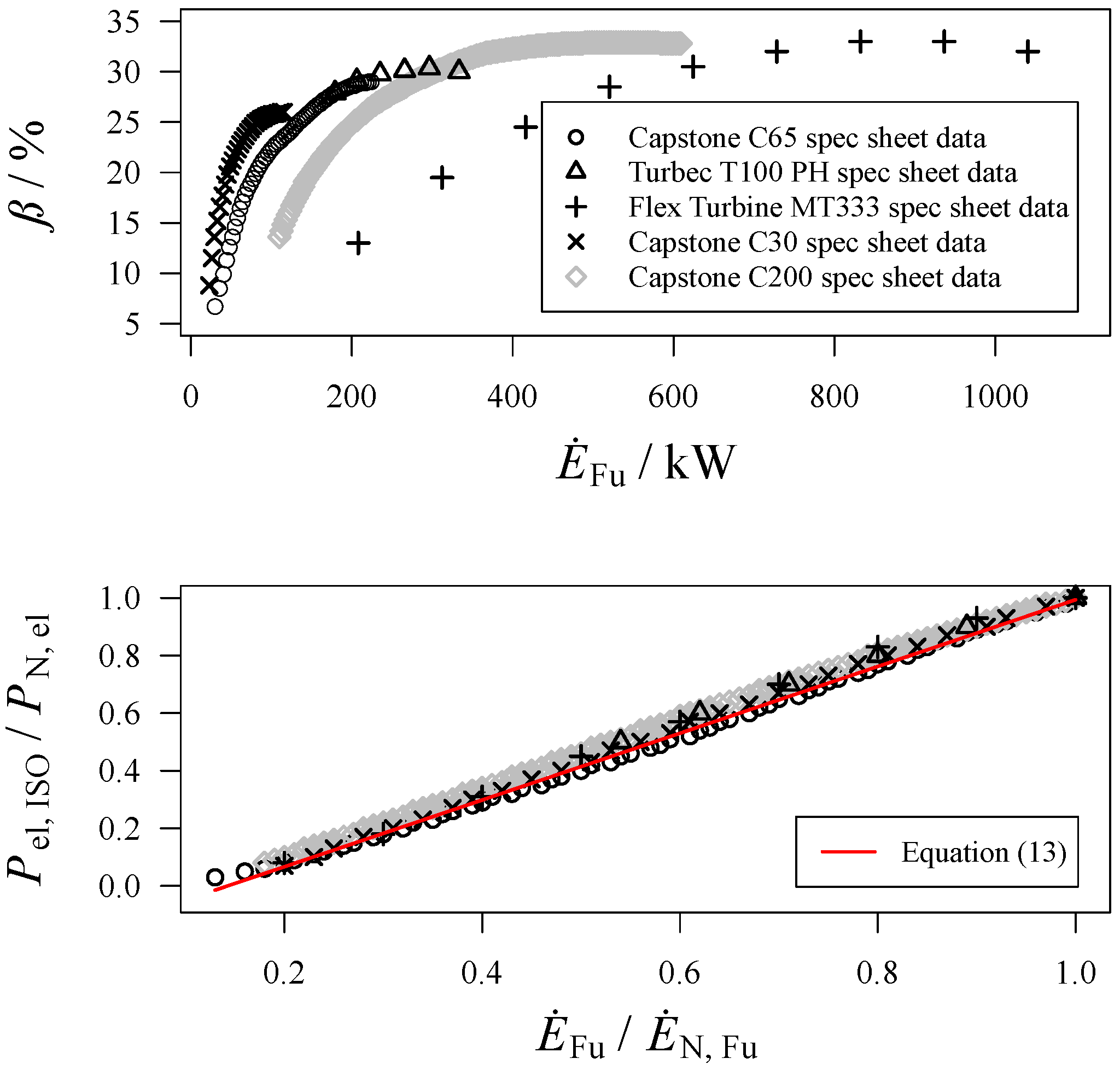
Figure 5 shows the non-linear part load behavior of electrical efficiency and fuel power for MGTs of different dimensions and manufacturers [
30,
31,
32,
33,
34]. It is linearized by normalizing the electrical power and fuel power with their respective nominal values. The advantage of this approach is that any two points on the linearized curve can describe the complete part load behavior. The linearized lines can also be generalized to a linear curve fit with sufficient accuracy as shown in
Figure 5 and Equation (
13). This means that one full load and one part load point are enough to determine the coefficients
and
(see
Table 2). Therefore, these coefficients are valid for the similar type of MGTs as in
Figure 5. The behavior is linear because the mass flow of fuel is linearly proportional to the electrical power output. Moreover, all the linearized lines either overlap or are close enough to the curve fit with slightly varying slopes. This trend is due to the fixed turbine exit temperature, i.e., between 873.15
and 923.15
for the machines under consideration in
Figure 5, and variable speed control to find the optimal operation line to achieve highest possible efficiency at full and part load. The optimal operation line is obtained by matching the compressor and turbine characteristic curves for a set of variables such as rotational speed, pressure ratio, inlet and outlet temperature, mass flow of air and fuel [
24,
35,
36]. As most of the CHP machines operate either at full load or above 50% part load, the variation in the
, i.e., from the gross mechanical power output to the electrical power output, within this range is little owing to low frictional losses. Therefore, the
within this range is assumed to be a constant. It is tuned to 0.895 for the Capstone C65 machine through part load test using the spec sheet data.
The MGT developed using the above modeling approach consists of only four parameters (see
Table 3) which can be found easily in the manufacturer’s spec sheet. Additionally, it consists of six fitting coefficients (see
Table 2), namely
and
to describe the correction to electrical power output due to ambient conditions,
and
to describe the air ratio, and
and
to describe the part load behavior which can be generalized. As shown in
Figure 3,
Figure 4 and
Figure 5, these coefficients can also be derived with a little effort using the spec sheet information.
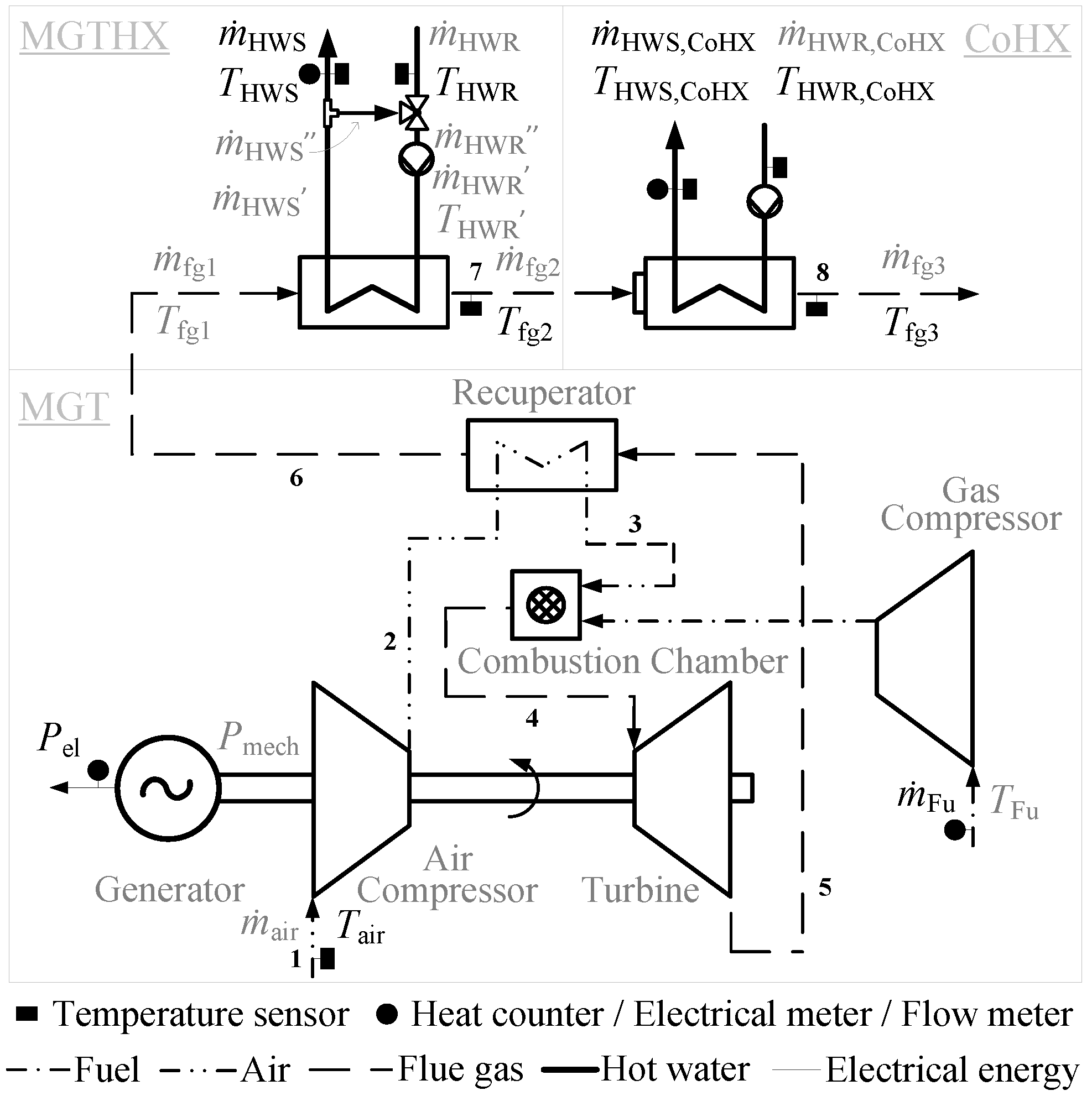
4.2. MGTHX and CoHX Model
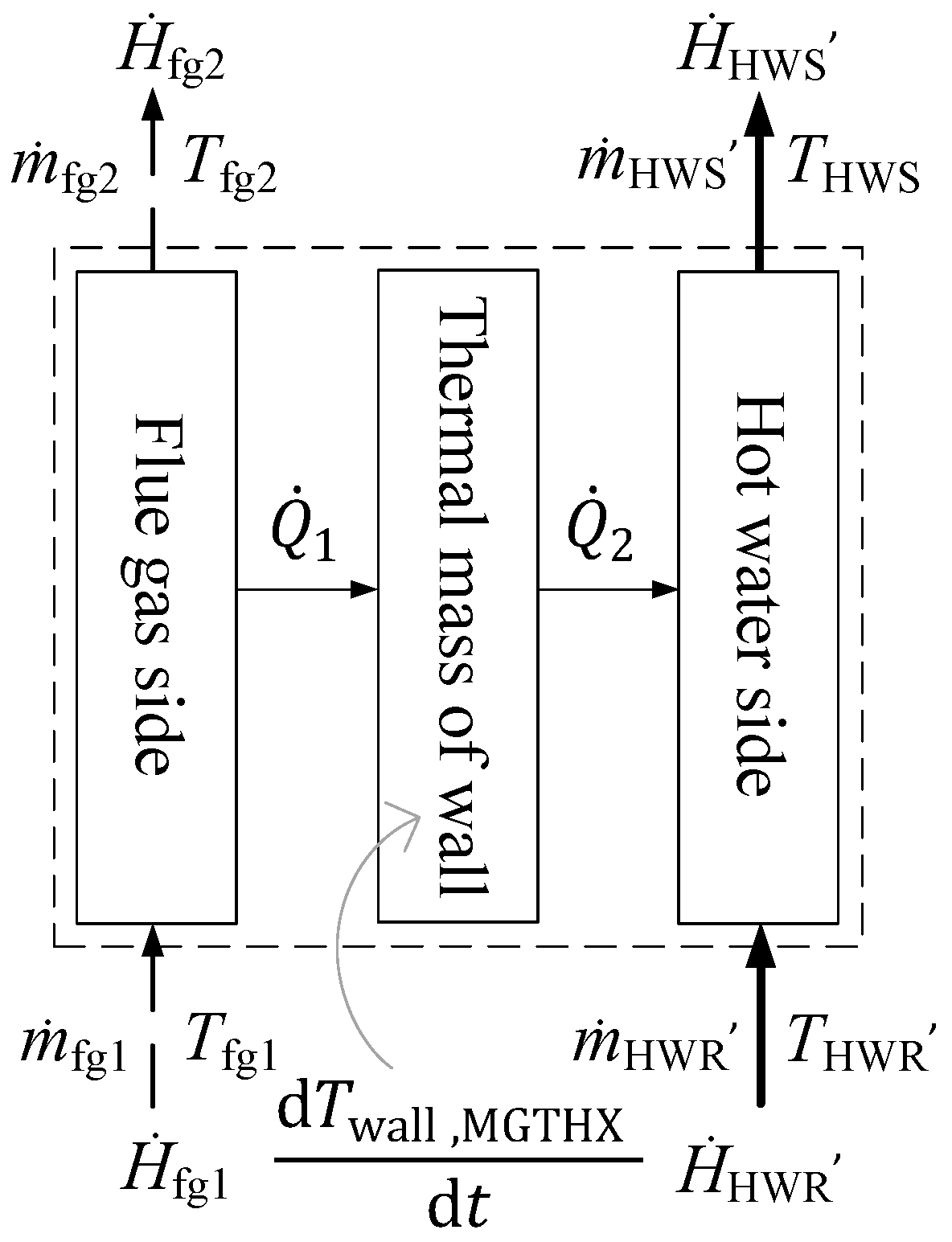
Figure 6 represents a simple but reasonable abstraction of the exhaust gas heat exchanger to describe the heat transfer from the flue gas side through the hot wall to the hot water side. Based on Newton’s law of cooling with constant wall temperature, Equations (
14) and (
15) can be derived to describe the inlet and outlet temperature of the flue gas pipe and the hot water pipe. A constant wall temperature is considered as the wall temperature is mainly determined by the hot water temperature.
Equations (
16)–(
18) describe the energy balance on the flue gas side, hot water side and wall, respectively. The thermal capacities of flue gas and hot water are neglected as they are very small compared to that of the wall. Therefore, it is sufficient to describe the transients using the Equation (
18).
where,
Table 4 shows the three parameters of MGTHX. The convective heat transfer coefficient on the flue gas side and the hot water side is estimated to be 250
and 909.1
, respectively. They are obtained by tuning the typical values given in ([
28], Part B1, p. 20) to fit the simulation of outlet temperatures of MGTHX with the experimental measurements. The flue gas side heated surface area is considered to be the same as the hot water side heated surface area, i.e., 22
, given in the spec sheet [
38]. Therefore, the product of convective heat transfer coefficient and heated surface area yields convective thermal conductance. The mass of wall is assumed to be half of the tare weight which is 308
, as given in the spec sheet [
38]. The wall material is stainless steel 1.4571 for which the typical
value is 500
at 293.15
[
39]. The same value is considered for this case, as the change in
value of stainless steel 1.4571 is little between 293.15
and 493.15
([
28], Part D6, p. 559). The thermal mass of wall is the product of the mass and specific heat capacity of wall. These parameters can be quickly estimated with a low effort.
The CoHX model is similar to the above MGTHX model. Additionally, it consists of enthalpy of condensation in the energy balance equation on the flue gas side as shown in Equation (
19). The dew point temperature of the water vapor present in the flue gases is estimated based on the mole fraction of carbon dioxide ([
40],
Figure 4, p. 5). The mass flow of condensate is calculated using Equation (
20) where the parameter
is arbitrarily set to 37% based on the CoHX experiments at the Energy Center. In Equation (
20), the mass fraction of water vapor in the flue gases is derived by means of the mole balance of combustion with the assumption that the natural gas is only composed of methane. Similar to the parametrization of the MGTHX model, the parameters of the CoHX model shown in
Table 5 are determined using the spec sheet information and tuning the typical values of convective heat transfer coefficient. The mass of wall,
value of stainless steel 1.4571, heated surface area, convective heat transfer coefficient on the flue gas side and the hot water side are 94
[
41], 500
[
39], 11.33
[
41], 250
and 500
([
28], Part B1, p. 20), respectively.
where,
4.3. Hydraulic Components
Since the prime focus of this article is the modeling approach and parametrization of MGTs, only an overview of the hydraulic components of the MGT system is described. The pump model is developed using the affinity laws described in Equations (
21) and (
22) for constant impeller diameter. The reference values are for 100% nominal shaft speed.
The characteristic curves of pump such as the dependence of head and electrical power on the fluid flow rate are illustrated in the manufacturer’s spec sheet [
42]. Therefore, these characteristic curves are described as a function of third-order (Equation (
23)) and fourth-order (Equation (
24)) polynomial equation in the model. Equation (
25) is used to estimate the reference shaft power.
The advantage of this approach is that one characteristic curve is sufficient to describe the complete pump map. Therefore, a few or even three data points can describe the complete characteristic curve. An additional advantage is that the pump model consists of only one parameter, i.e., reference efficiency of pump’s motor, and nine fitting coefficients to describe the characteristic curves (Equations (
23) and (
24)). Similar to the pump model, the characteristics of the three-way valve model is described using the manufacturer’s spec sheet information [
43]. The valve model consists of only one parameter, namely the flow coefficient at 100% valve opening and 1 bar pressure difference, and six fitting coefficients to describe the valve characteristics.
Another important component is the tee split where the pressure drop significantly determines the dimensions of its corresponding hydraulic components. In practice and also in literature, the kinetic energy term in tee split models is often neglected in the description of pressure drop which otherwise may hinder the foreseeing of reverse flow. This is a major reason why pressure drops are not accurately estimated. It should be noted that the correct estimation of pressure drops is essential during the project phase following the concept phase where the hydraulic engineering is more detailed. This term is included in this model to estimate pressure drops more accurately. Equation (
26) defines the pressure drop in tee pipes ([
44], p. 207). It consists of a kinetic energy term, a major frictional loss term due to pipe flow and a minor frictional loss term due to pipe fitting. The major friction loss term, i.e., the Darcy-Weisbach equation, is divided into two parts which consists of the velocity at inlet for the half of pipe length and the velocity at outlet for the other half to describe the average velocity through the run pipe. The pressure drop in the branch is also defined using a similar equation. Equations (
27) and (
28) show the kinetic energy factor ([
44], Equation 4.135, p. 160) and its exponent ([
44], Equation 4.133, p. 157) for the pipe inlet. A similar equation is used for the pipe and the branch outlet.
where,
The major friction loss in a pipe flow is described using the Darcy-Weisbach equation. The Haaland equation ([
45], Equation (
5), p. 89) is implemented at pipe inlet, branch and pipe outlet to estimate the Darcy friction factor as shown in Equation (
29).
The minor friction loss due to pipe fittings is described as the product of the kinetic head and the minor loss coefficient. The pipe and the branch minor loss coefficient for a 90
tee joint are taken from ([
44],
Figure 4.150a, p. 208). Therefore, the minor loss coefficients are expressed as a function of volume flow rate at branch outlet upon volume flow rate at pipe inlet in the tee model as shown in Equation (
30).
This approach leads to only six parameters for the tee split model, namely the length, diameter and roughness of the pipe as well as the branch. All the parameters of the hydraulic components described above are easily available either in the spec sheets or site layouts.

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}