Economic Analysis and Environmental Impact Assessment of Heat Pump-Assisted Distillation in a Gas Fractionation Unit



Abstract
:1. Introduction
2. Process Description
2.1. C4 Splitter
2.1.1. Conventional Distillation
2.1.2. Heat Pump-Assisted Distillation
2.2. De-Propanizer
2.2.1. Conventional Distillation
2.2.2. Heat Pump-Assisted Distillation
3. Process Simulation
3.1. Basis
- The column operating conditions, such as the pressure, temperature, reflux rate, reboiler duty, and product specifications, for conventional and heat pumped distillation processes are exactly the same.
- A single stage compressor without a subsequent cooler is included to compress the column overhead vapor.
- The compression ratio and outlet temperature of the compressor are determined such that (1) the temperature between the hot fluid inlet and cold fluid outlet is higher than 10 °C in the reboiler, and (2) the outlet temperature of the compressor does not exceed the mechanical limit (i.e., 130 °C).
3.2. Process Conditions
4. Economic Analysis
4.1. Capital and Operating Costs
4.2. Performance Metrics
5. Environmental Impact Assessment Using Life Cycle Assessment (LCA)
5.1. System Boundaries and Goal of LCA
5.2. Functional Units for the Investigated Processes
6. Results
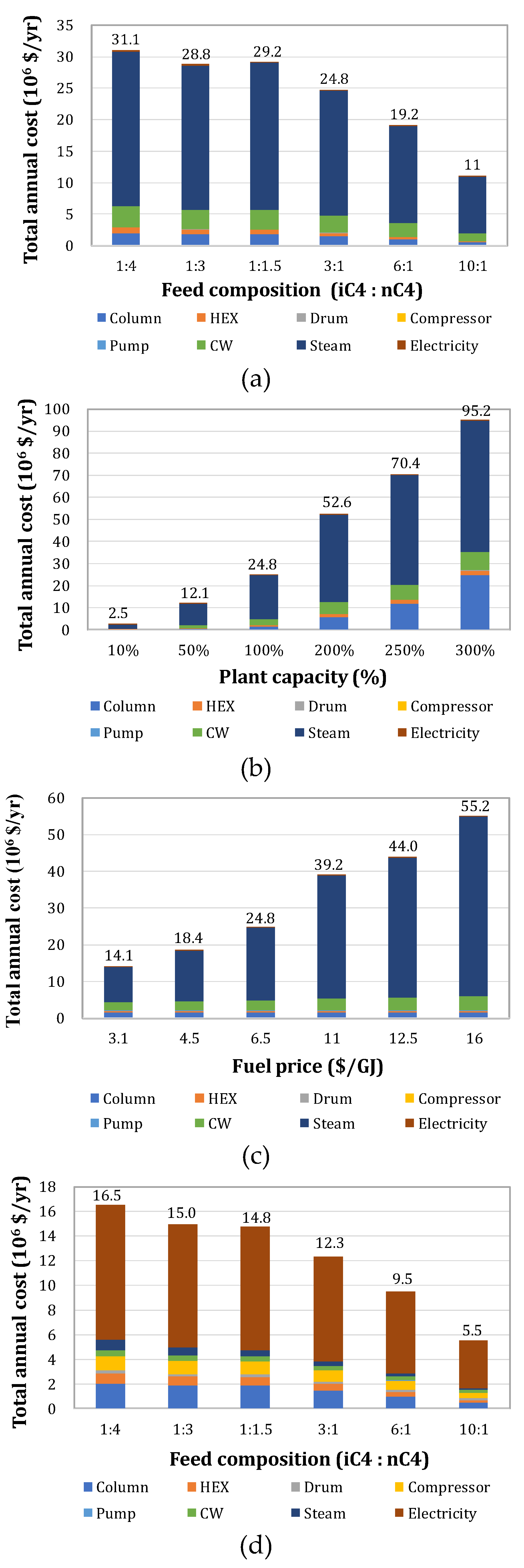
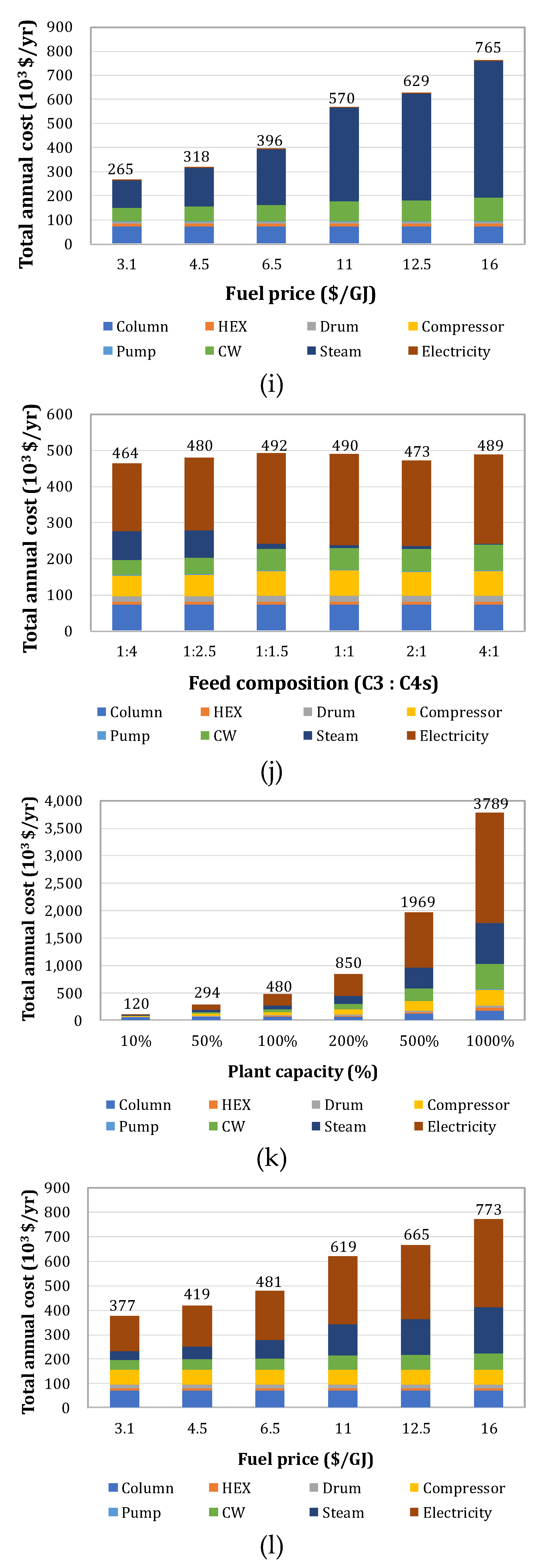
6.1. Evaluation of the Capital and Operating Costs
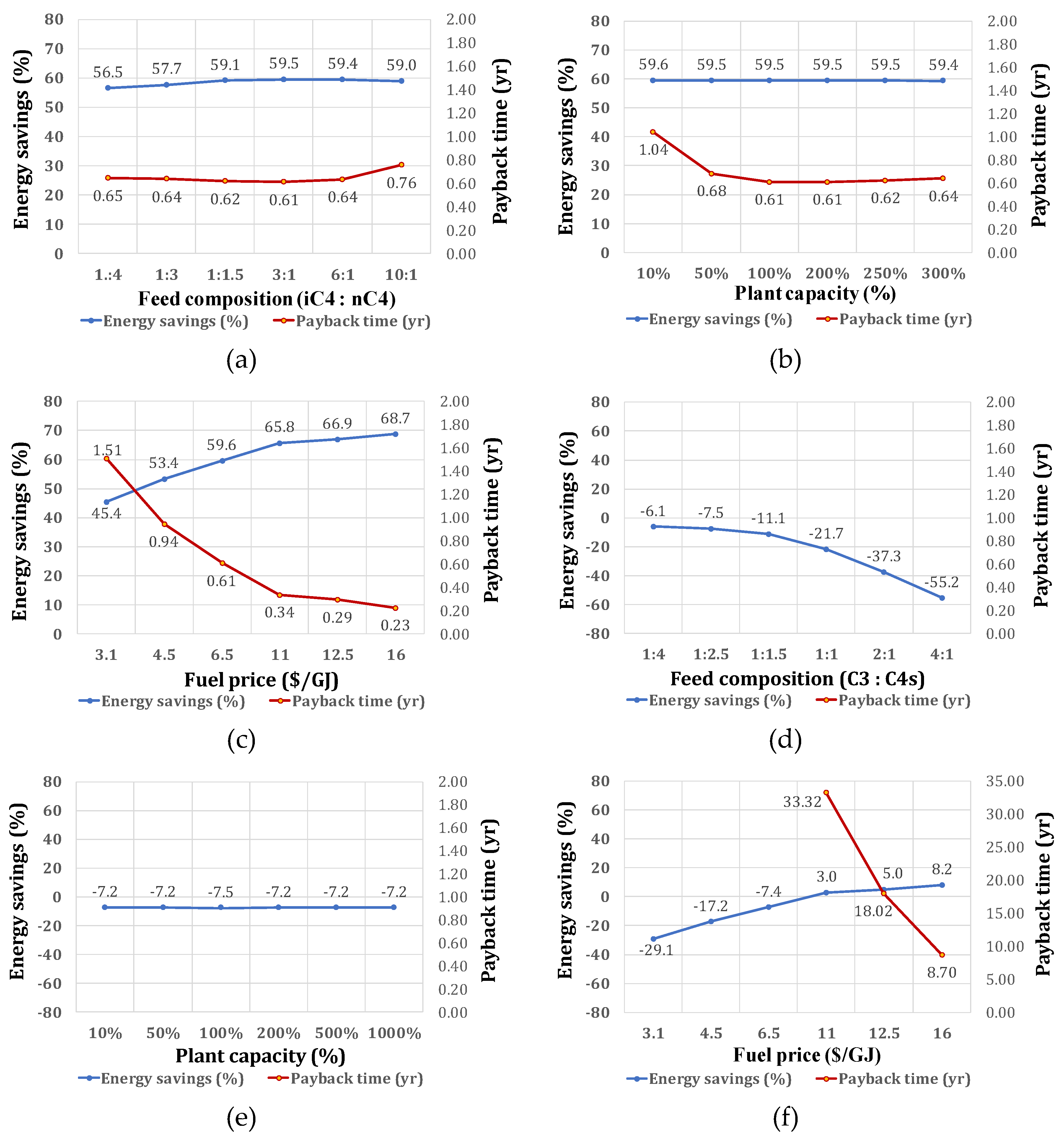
6.2. Sensitivity Analysis
6.3. LCA Results and Discussion
7. Conclusions
Supplementary Materials
Author Contributions
Funding
Conflicts of Interest
References
- Won, W.; Lee, S.K.; Choi, K.; Kwon, Y. Current trends for the floating liquefied natural gas (FLNG) technologies. Korean J. Chem. Eng. 2014, 31, 732–743. [Google Scholar] [CrossRef]
- Kiss, A.A. Advanced Distillation Technologies; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2013. [Google Scholar]
- Danziger, R. Distillation columns with vapor recompression. Chem. Eng. Prog. 1979, 75, 58–64. [Google Scholar]
- Fonyo, Z.; Benko, N. Comparison of various heat pump assisted distillation configurations. Chem. Eng. Res. Des. 1998, 76, 348–360. [Google Scholar] [CrossRef]
- Diez, E.; Langston, P.; Ovejero, G.; Romero, M.D. Economic feasibility of heat pumps in distillation to reduce energy use. Appl. Therm. Eng. 2009, 29, 1216–1223. [Google Scholar] [CrossRef] [Green Version]
- Fonyo, Z.; Kurrat, R.; Rippin, D.W.T.; Meszaros, I. Comparative analysis of various heat pump scheme applied to C4-splitters. Comput. Chem. Eng. 1995, 19, s1–s6. [Google Scholar] [CrossRef]
- Waheed, M.A.; Oni, A.O.; Adejuyigbe, S.B.; Adewumi, B.A.; Fadare, D.A. Performance enhancement of vapor recompression heat pump. Appl. Energy 2014, 114, 69–79. [Google Scholar] [CrossRef]
- SimSci, PRO/II. SimSci by Schneider Electric Software; SimSci, PRO/II: Lake Forest, CA, USA, 2017. [Google Scholar]
- Couper, J.R. Process Engineering Economics; Marcel Dekker, Inc.: New York, NY, USA, 2003. [Google Scholar]
- Won, W.; Maravelias, C.T. Thermal fractionation and catalytic upgrading of lignocellulosic biomass to biofuels: Process synthesis and analysis. Renew. Energy 2017, 114, 357–366. [Google Scholar] [CrossRef]
- Walas, S.M. Chemical Process Equipment: Selection and Design; Butterworth: Wobum, MA, USA, 1988. [Google Scholar]
- Chemical Engineering Plant Cost Index (CEPCI) 2017. Available online: www.chemengonline.com/pci (accessed on 29 January 2018).
- Won, W.; Motagamwala, A.H.; Dumesic, J.A.; Maravelias, C.T. A co-solvent hydrolysis strategy for the production of biofuels: Process synthesis and technoeconomic analysis. React. Chem. Eng. 2017, 2, 397–405. [Google Scholar] [CrossRef]
- Leistritz, F.L.; Hodur, N.M.; Senechal, D.M.; Stowers, M.D.; McCalla, D.; Saffron, C.M. Biorefineries using agricultural residue feedstock in the great plains. In Proceedings of the Western Regional Science Association Annual Meeting, Newport Beach, CA, USA, 21–24 February 2007. [Google Scholar]
- Song, D.; Yoon, Y.G.; Lee, C.J. Techno-economic evaluation of the 2,3-butanediol dehydration process using a hydroxyapatite-alumina catalyst. Korean J. Chem. Eng. 2018, 35, 2348–2354. [Google Scholar] [CrossRef]
- Kwon, S.; Won, W.; Kim, J. A superstructure model of an isolated power supply system using renewable energy: Development and application to Jeju Island, Korea. Renew. Energy 2016, 97, 177–188. [Google Scholar] [CrossRef]
- Won, W.; Kwon, H.; Han, J.; Kim, J. Design and operation of renewable energy sources based hydrogen supply system: Technology integration and optimization. Renew. Energy 2017, 103, 226–238. [Google Scholar] [CrossRef]
- Han, S.; Won, W.; Kim, J. Scenario-based approach for design and comparatively analysis of conventional and renewable energy systems. Energy 2017, 129, 86–100. [Google Scholar] [CrossRef]
- International Standardization Organization (ISO). 14040: Environmental Management–Life Cycle Assessment–Principles and Framework; British Standards Institution: London, UK, 2006. [Google Scholar]
- Von der Assen, N.; Voll, P.; Peters, M.; Bardow, A. Life cycle assessment of CO2 capture and utilization: A tutorial review. Chem. Soc. Rev. 2014, 43, 7982–7994. [Google Scholar] [CrossRef] [PubMed]
- Von der Assen, N.; Bardow, A. Life cycle assessment of polyols for polyurethane production using CO2 as feedstock: Insights from an industrial case study. Green Chem. 2014, 16, 3272–3280. [Google Scholar] [CrossRef]
- Artz, J.; Müller, T.E.; Thenert, K.; Kleinekorte, J.; Meys, R.; Sternberg, A.; Leitner, W. Sustainable conversion of carbon dioxide: An integrated review of catalysis and life cycle assessment. Chem. Rev. 2017, 118, 434–504. [Google Scholar] [CrossRef] [PubMed]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Operating Conditions | C4 Splitter | De-Propanizer | |
|---|---|---|---|
| Feed conditions | Flow rate (ton/h) | 214 | 7 |
| Temperature (°C) | 55 | 109 | |
| Pressure (Mpag) | 0.70 | 2.67 | |
| Feed composition (wt%) | Propane (C3) | 0.89 | 27.23 |
| Propylene (C3H6) | 0.06 | - | |
| i-butane (iC4) | 76.48 | 23.70 | |
| n-butane (nC4) | 22.57 | 40.96 | |
| i-pentane (iC5) | - | 3.47 | |
| n-pentane (nC5) | - | 4.64 | |
| Column operating pressure (Mpag) | Top | 0.60 | 1.31 |
| Bottom | 0.66 | 1.42 | |
| Product specification (wt%) | Top | 93 a | 96 c |
| Bottom | 95 b | 0.56 c | |
| Cooling water temperature (°C) | Supply | 32 | 32 |
| Return | 42 | 42 | |
| Steam conditions (°C at saturated pressure) | 147 | 147 | |
| Process Conditions | Lower Bound | Upper Bound | |
|---|---|---|---|
| Feed composition (weight basis) | C4 splitter | iC4:nC4=1:1.5 | iC4:nC4=10:1 |
| De-propanizer | C3:C4s=1:4 | C3:C4s=4:1 | |
| Plant capacity | C4 splitter | 10% | 300% |
| De-propanizer | 10% | 1000% | |
| Fuel price | 3.1 $/GJ | 16 $/GJ | |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lee, J.; Son, Y.; Lee, K.S.; Won, W. Economic Analysis and Environmental Impact Assessment of Heat Pump-Assisted Distillation in a Gas Fractionation Unit. Energies 2019, 12, 852. https://doi.org/10.3390/en12050852
Lee J, Son Y, Lee KS, Won W. Economic Analysis and Environmental Impact Assessment of Heat Pump-Assisted Distillation in a Gas Fractionation Unit. Energies. 2019; 12(5):852. https://doi.org/10.3390/en12050852
Chicago/Turabian StyleLee, Jisook, Yongho Son, Kwang Soon Lee, and Wangyun Won. 2019. "Economic Analysis and Environmental Impact Assessment of Heat Pump-Assisted Distillation in a Gas Fractionation Unit" Energies 12, no. 5: 852. https://doi.org/10.3390/en12050852
APA StyleLee, J., Son, Y., Lee, K. S., & Won, W. (2019). Economic Analysis and Environmental Impact Assessment of Heat Pump-Assisted Distillation in a Gas Fractionation Unit. Energies, 12(5), 852. https://doi.org/10.3390/en12050852