1. Introduction
The dissipation of thermal energy from industrial facilities during production processes is and has been a challenging issue worldwide. Flue gases from industrial processes constitute around 20% of the total dissipated energy [
1,
2,
3]. Water vapour, as a part of the flue gas, carries latent heat, which can be recovered. Depending on the industry, flue gas temperatures vary from 120 to 200 °C [
4,
5,
6], whereas water vapour content can be up to 90 %vol. For example, as presented in
Table 1, in the flue gas of natural gas-fired boilers 20 %vol accounts for the water vapour [
3,
6], while in the potato crisps manufacturing its content is around 40 %vol [
5]. Unlike the flue gas from the drying processes, which can contain up to 90% of the water vapour [
7], most of the flue gases from the other processes have a much lower water vapour content. Baking, textile, pulp and paper industries have a potential for the recovery of thermal energy from the flue gas, due to the large quantity of water vapour in their flue gases and massive production rates [
8,
9,
10].
The difference in the concentration levels of water vapour in flue gases of different processes is in general less influenced by the type of the fired fuel and more by the amount of the water vapour originating from the process itself. In many of the processes, especially in the food industry, a single fan at the outlet of the system evacuates all the gases from the system. In this way, the flue gas originating from the burners is commonly mixed with the gases originating from the processed product and also often with the excess air, sucked into the system from the surrounding. In the processes like drying or baking, the raw material (paper, potato, dough, etc.) can release significant amounts of the water vapour leading to the increase of the overall water vapour concentration in the flue gas at the outlet of the system.
The higher the amount of water vapour in the flue gas, the more latent heat can be recovered from it. Therefore, this issue is essentially relevant for industries with water vapour-rich flue gases. Recovering sensible and latent heat by water vapour condensation from the flue gas has been reported by different sources as a promising way to improve the total energy efficiency by around 10% [
3,
7,
12]. Herewith come economic and environmental benefits.
A traditional unit for thermal energy recovery from the flue gas is a gas-to-liquid condensing heat exchanger. During the heat exchange with the cooling liquid, the flue gas temperature is reduced below the dew point, so that the water vapour is condensed and the release of the latent and sensible heat occurs. Porous and non-porous gas separation membranes have been actively developed for the simultaneous heat and water recovery from the flue gas [
7,
13]. The growing interest for the thermal energy recovery application is connected to the Organic Rankine Cycle (ORC) technology for generation of electricity and absorption refrigerator (AR) technology for driving cooling processes [
5,
14,
15,
16].
One of the factors limiting the application of the aforementioned recovery systems is the low dew point temperature of the water vapour in the flue gas, usually in the range of 40–60 °C, i.e., the temperature increase of the working liquid is not sufficient to be used as process heat within the production cycle. Increasing the dew point temperature can help to upgrade the temperature level of working fluids and to reach higher energy efficiencies. For example, in AR the increase of the thermal source temperature from 80 °C to 86 °C, increases the coefficient of performance by 7% [
17,
18].
On the example of the condensing heat exchangers (HE) as a recovery technology, the increase of the dew point temperature of the water vapour contained in the flue gas leads to obtaining the condensate and the cooling water at the higher temperature level. In this way, these otherwise waste streams can be further used within an industry as process heat for a wide range of applications, e.g., space heating, heating, ventilation and air-conditioning (HVAC) of office areas, as sanitary water, for washing and cleaning in the production areas, for preparation of dough in the case of a baking industry, for preheating of fuel and combustion air in the case of a power generation industry [
19,
20,
21], etc. Other industry-dependent in-plant demands for recovered thermal energy should be generally determined by conducting a full energy audit.
Process modelling is one of the ways to analyse the thermal energy recovery from industrial processes. The licensed software Aspen Plus® and Aspen® HYSYS® find applications in modelling of chemical, biological and physical processes. It enables to model complex processes using simple models with built in unit operation models (e.g., heat exchangers, columns, reactors, mixers, splitters, etc.) and property methods.
The Aspen
® software is a widely used tool for analysing system performances. Jana et al. [
22] used it to model the utilisation of the waste heat by means of a condensing HE for the post-combustion CO
2 capture. Luyben [
23] simulated HEs with phase changes, namely a condenser and an evaporator, for low-level energy recovery with n-hexane as a working fluid. Duan et al. [
24] analysed coal gasification, which included a gasifier and a boiler to recover steam and blast furnace slag. Ishaq et al. [
25] modelled a trigeneration system for electricity, hydrogen and fresh water production from the flue gas of a glass melting furnace. Mazzoni et al. [
26] proposed ORC plant arrangements, based on the turbo-expander pumping system and internal regeneration processes for low grade waste thermal energy recovery, aiming to improve the plant efficiency and to reduce the cooling load on the condenser.
The motivation behind the presented research was to investigate the concepts, leading to the increase of the dew point temperature of the water vapour contained in the flue gas (preferably above 80 °C), in order to recover its latent and sensible heat. It is generally known, that the increase of the dew point temperature can be achieved through the increase of the water vapour share in the flue gas or through the increase of the flue gas pressure. Taking these measures as a basis, the presented work investigated the following concepts for increasing the dew point temperature: humidification of the flue gas using water, humidification of the flue gas using steam, compression of the flue gas and the usage of the steam ejector.
The investigated models were developed in Aspen Plus® V8.8 and Aspen® HYSYS® V8.8. The condensing shell-and-tube HE was chosen as a thermal energy recovery technology. Under examination was the influence of the dew point temperature of the water vapour in the flue gas and the flow rate of the cooling water in the HE on the amount of the recovered thermal energy, the temperature of the cooling water at the HE outlet and the flow rate of the condensate. In order to analyse each concept from the economic point of view, the energy cost was estimated.
2. Model Description and Methodology
Within the presented work, four concepts leading to the increase of the dew point temperature of the water vapour in the flue gas were investigated, by means of the aspenONE® Engineering Suite:
Humidification of the flue gas using water (Aspen Plus® V8.8)
Humidification of the flue gas using steam (Aspen Plus® V8.8)
Compression of the flue gas (Aspen Plus® V8.8)
Usage of the steam ejector (Aspen® HYSYS® V8.8)
The steady state process modelling based on the energy balance was performed for each concept. The Peng-Robinson equation of state was chosen as a physical property method, commonly used in the gas processing industry. The investigated models were established under the following assumptions: the flue gas follows the ideal gas behaviour, the flue gas is composed of noncondensable (dry air) and condensable gas (water vapour), which is the approach followed in many studies [
3,
6,
27].
In the tested concepts, the parameters of the flue gas at the outlet of the industrial baking oven were measured and used for calculations. The flue gas at the exit of an industrial baking oven had the temperature of 120 °C and the pressure of 1.01 bar, with the dew point temperature of 67 °C. The flue gas mass flow rate was 276.2 kg/h, with the air mass flow rate of 229.4 kg/h (83 %mas) and 46.8 kg/h for water vapour (17 %mas).
2.1. Concept 1: Humidification of the Flue Gas Using Water
Modelling of the concept with humidification of the flue gas using water, shown in
Figure 1, is realised by adding WATER (95 °C and 1.01 bar) into the flue gas stream EXGAS. During perfect mixing (MIXER unit model) water evaporates using the thermal energy of the flue gas. Evaporation of the sprayed water increases the concentration of the water vapour in the flue gas stream and consequently its partial pressure and the GASIN dew point temperature.
The humidified flue gas stream GASIN leaves the mixer and is cooled in the counter-current heat exchanger HE (HEATX model) by the flow of WATERIN, supplied at a temperature of 60 °C and pressure of 1.01 bar. During the heat exchange between the two streams, the water vapour from the humidified flue gas stream condenses at constant pressure, and the condensate CONDENS occurs. The heated cooling water WATEROUT and the cooled dried flue gas GASOUT leave the HE.
The heated cooling water is then separated in the stream splitter (FSPLIT model), depending on the required amount of water for the GASIN dew point temperature increase. The first part, the water for further recycling RECWATER, is heated in the HE (HEATER model), in order to be sprayed into the MIXER. The second part, the process water PRWATER, can be used in other applications required within the industry, and is considered as the useful process stream, obtained from the thermal energy recovery cycle of the flue gas.
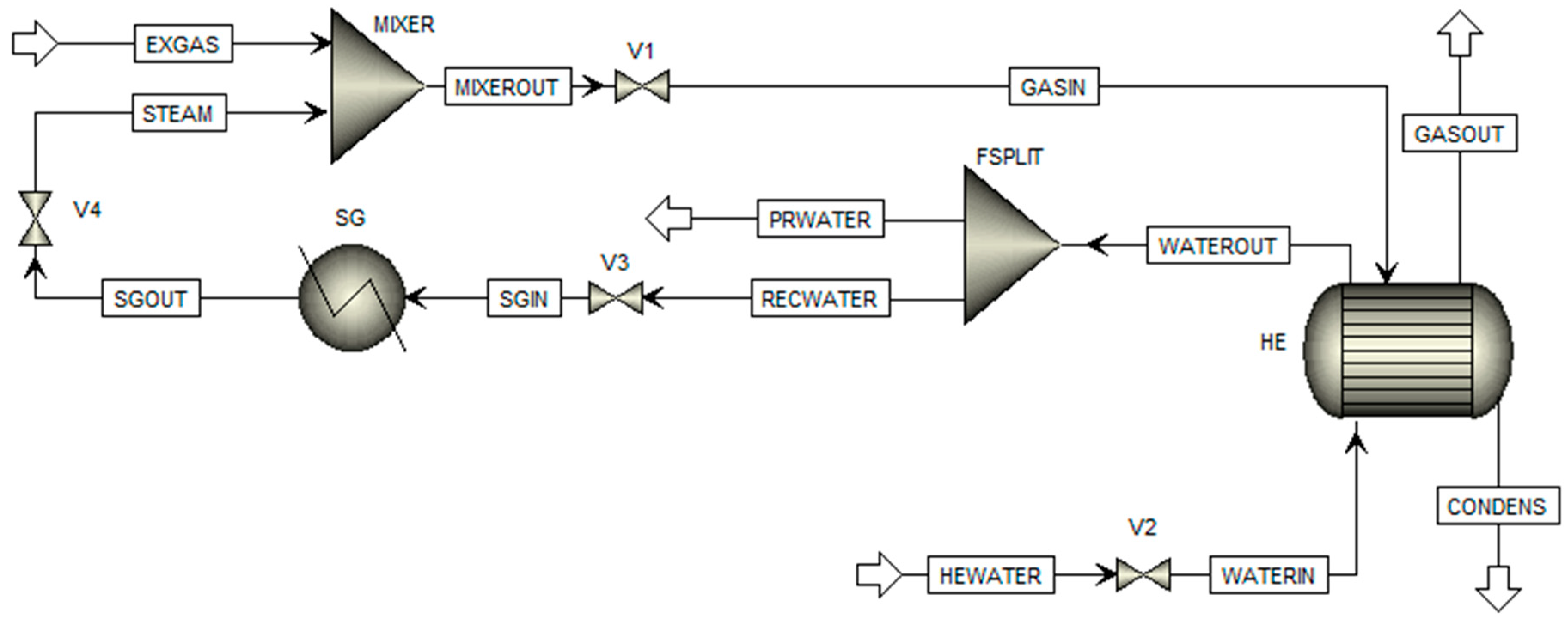
2.2. Concept 2: Humidification of the Flue Gas Using Steam
In the process model of the second investigated concept, the steam generator SG (HEATER model) is provided for the production of STEAM (120 °C and 1.01 bar). This steam is further used for humidification of the flue gas stream EXGAS, as presented in
Figure 2. The recycling water in the concept RECWATER passes through the SG, in order to be evaporated. The other components are the same as in the previous model.
It is expected that in the case of the steam humidification, the higher GASIN dew point temperature can be reached, since there is no need to use the thermal energy of the flue gas for the evaporation of water, as in concept 1.
2.3. Concept 3: Compression of the Flue Gas
The third investigated concept is the compression of the flue gas, demonstrated in
Figure 3. The flue gas stream EXGAS is directed to the compressor (COMPR model), where during the isentropic compression its temperature and pressure increase. The compressed flue gas stream GASIN is then led to the heat exchanger HE, as in the previously described cases. The heated cooling water WATEROUT at the outlet of the HE is not needed further in the recovery process, thus it can be fully utilized as process heat for different applications within the industry.
2.4. Concept 4: Usage of the Steam Ejector
Using the steam ejector leads to the GASIN dew point temperature increase, due to the simultaneous increase in the water content of the flue gas and its pressure, resulting from the geometry of the device. The flowsheet for concept 4 is given in
Figure 4. The modelling was performed in the Aspen
® HYSYS
® software, since Aspen Plus
® does not incorporate the steam ejector model. The other units are the same as in the previously described concepts.
The flue gas stream EXGAS is introduced from the low pressure side of the STEAM EJECTOR (Ejector model), whereas STEAM as a motive fluid is supplied from the high-pressure side. The discharged stream GASIN is directed to the HE (Heat Exchanger model), where the water vapour condenses from the flue gas during water cooling by WATERIN. The heated cooling water WATEROUT is separated in the SPLITTER (Tee model) into two parts: (1) PUMPIN, recirculated to generate the high pressure steam, and (2) PROCESS WATER, utilized for the needs of the industry. Pressure of the water PUMPIN is increased in the PUMP (Pump model), and then the high pressure water PUMPOUT is directed to the STEAM GENERATOR (Heater model) to be evaporated at the constant pressure. The generated high pressure STEAM is led to the STEAM EJECTOR to humidify the flue gas.
2.5. Heat Exchanger Design
The shell-and-tube heat exchanger for extracting the thermal energy from the flue gas was designed using the Aspen Shell & Tube Exchanger
TM. The following inlet parameters for the HE were used: physical properties of the inlet streams (
T,
p, mass flow and composition), temperature change, pressure drops in the shell and the tube side and the fouling factors for each inlet fluid. The possible HE design, according to the given inlet parameters, coupled with the failure analysis was provided by the software. The suggested design was improved by trial-and-error calculations following Kern’s method [
28]. The HE with the key design parameters, shown in
Table 2, was used for modelling of all the previously described concepts.
The effectiveness of the heat exchanger was calculated using the Number of Transfer Units (NTU) method. The typical values for the reference case with the dew point temperature of 67 °C lay in the range of 83–93% for the flow rate of cooling water of 400–2000 kg/h, respectively.
The allowable pressure drops were determined, based on the standard values given by Aspen
®, as 0.1 bar and 0.2 bar for the shell and the tube side, respectively. The fouling factor of 0.0003 m
2·°C/W for the cooling water and 0.0005 m
2·°C/W for the flue gas were taken from the literature [
29].
2.6. Theoretical Calculations
All the calculations and considerations in this work are related to one specific industrial facility, namely the natural gas fired, tunnel baking oven. The limitations related to the investigated facility (composition, temperature and flow rate of the flue gas, fluid parameters at the inlet/outlet of the process components, etc.) influence most of the obtained results. Therefore, it is imperative to perform the similar analysis for each specific system of interest with its unique properties.
Based on the parameters of the flue gas, previously listed in the preface to chapter two of this work, the inlet values for process modelling were determined by thermodynamic calculations. Few major ones are presented below with Equations (1)–(4). The used terminology can be found in Nomenclature.
Humidity ratio of an air-vapour mixture:
Partial pressure and density of water vapour in the flue gas:
Dalton’s law for air-vapour mixtures:
The dew point of the water vapour was taken from the thermodynamic tables for the saturated vapour pressure values (
), calculated using Raoult’s law:
The amount of the recovered thermal energy, representing the enthalpy difference between the flue gas at the HE inlet (GASIN stream) and at HE outlet (GASOUT stream), was calculated with Equations (6)–(8):
For each investigated concept described above (
Figure 1,
Figure 2,
Figure 3 and
Figure 4), the energy gain and the energy demand were estimated. The energy dissipation in the pipelines between the system components was neglected. As energy gain (Equations (9)–(12)) was considered the case, when the temperature of the cooling water, of the flue gas and of the condensate at the HE outlet exceeded
twashing. The temperature
twashing was set to be 60 °C, based on the average temperature level useful for washing purposes within the production.
The energy demand for increasing the dew point temperature in each concept was calculated as the difference between the thermal energy of a stream at the outlet and the inlet of a device, taking the corresponding device’s efficiency into account (90% for the heater, 90% for the steam generator, 85% for the compressor and 90% for the pump [
30,
31]):
The energy cost was estimated for each tested concept, assuming that: (1) the flue gas compressor (concept 3) is driven by the electro motor, while (2) the heater and the steam generator (concepts 1, 2 and 4) use natural gas as fuel. The average electricity and the natural gas prices for German industries in 2017 were 0.127 €/kWh and 0.026 €/kWh, respectively [
32].
3. Results and Discussion
The effects of the dew point temperature of the water vapour in the flue gas (Ө) and the flow rate of the cooling water in the HE (mw,in) on the recovered thermal energy (QRE), the water temperature at the HE outlet (tw,out) and the condensate flow rate (mcondens) were investigated for each concept described above. The fitting curves were created using the Origin® 2019 by polynomial fit of the second order with R2 ∈ [0.9882–1].
3.1. Concept 1: Humidification of the Flue Gas Using Water
In this concept, water (t = 95 °C and p = 1.01 bar) for humidification of the flue gas is sprayed directly into the flue gas stream. The computational results of the calculations, obtained for concept 1, are presented in
Figure 5.
Increasing the flow rate of sprayed water (0, 3, 10 kg/h) leads to an increase of the dew point temperature from 67 °C (no water added) to 70 °C (water addition of 10 kg/h). The relatively low temperature increase of ∆T = 3 °C can be attributed to the negligible rise in the water content of the flue gas. On the other hand, a further increase of the sprayed water amount above 10 kg/h is limited by the ability of the flue gas to evaporate the sprayed water.
The increase of the dew point temperature from 67 °C to 70 °C results in the 8% reduction of the water temperature at the outlet of the HE (tw,out) for 400 kg/h flow rate of cooling water. This is due to the fact that in case of the low flow rate of cooling water, the transferred heat is mostly sensible and, therefore, higher for the flue gas with the lower dew point temperature. By increasing the flow rate of cooling water more condensate is generated, meaning that the transferred heat is both sensible and latent. The same explanation is applicable to the thermal energy recovery trend line, which increases with the increase of the cooling water flow rate.
Nevertheless, due to the low amount of the recovered thermal energy (maximum of 10.5 kW) and unattainability of the high dew point temperature, this concept does not meet the goals of the research and is not recommended for the practical use in the investigated facility.
3.2. Concept 2: Humidification of the Flue Gas Using Steam
The computational results of the calculations, obtained for concept 2, are presented in
Figure 6. Steam for the humidification purpose is supplied in this case at the temperature of 120 °C and pressure of 1.01 bar.
The increase of the dew point temperature (67, 82, 87 and 92 °C) is achieved by increasing the flow rate of the introduced steam (0, 78.6, 143.2 and 274.8 kg/h, respectively). As expected, this results in the increase of all investigated parameters. For the flow rate of cooling water of 2000 kg/h, the recovered thermal energy is increased by 80% (from 10 to 52 kW), due to the enthalpy increase of the flue gas at the inlet of the HE caused by the steam humidification. The flow rate of condensate is increased by around 75% and reaches the maximum absolute value of 62 kg/h for the case with 92 °C dew point and 2000 kg/h flow rate of cooling water. Since by steam introduction, the enthalpy of the flue gas at the HE inlet increases, water which is passing through the HE is increasingly heated up. The temperature of water at the HE outlet increases on average by around 25%, independent of the cooling water flow rate at the HE, with the increase of the dew point temperature.
The flow rate of the cooling water in the HE has the similar influence on investigated parameters compared to the previous concept with water humidification. Supplying more cooling water to the HE results in the release of latent heat from the flue gas, so the condensate flow rate and the recovered thermal energy show the intensive growth. On the other hand, the higher flow rate of the cooling water results in the decrease of the water temperature at the HE outlet. This follows from the fact that the same amount of the flue gas at the same conditions has to warm up the significantly (five times) increased amount of the cooling water in the HE.
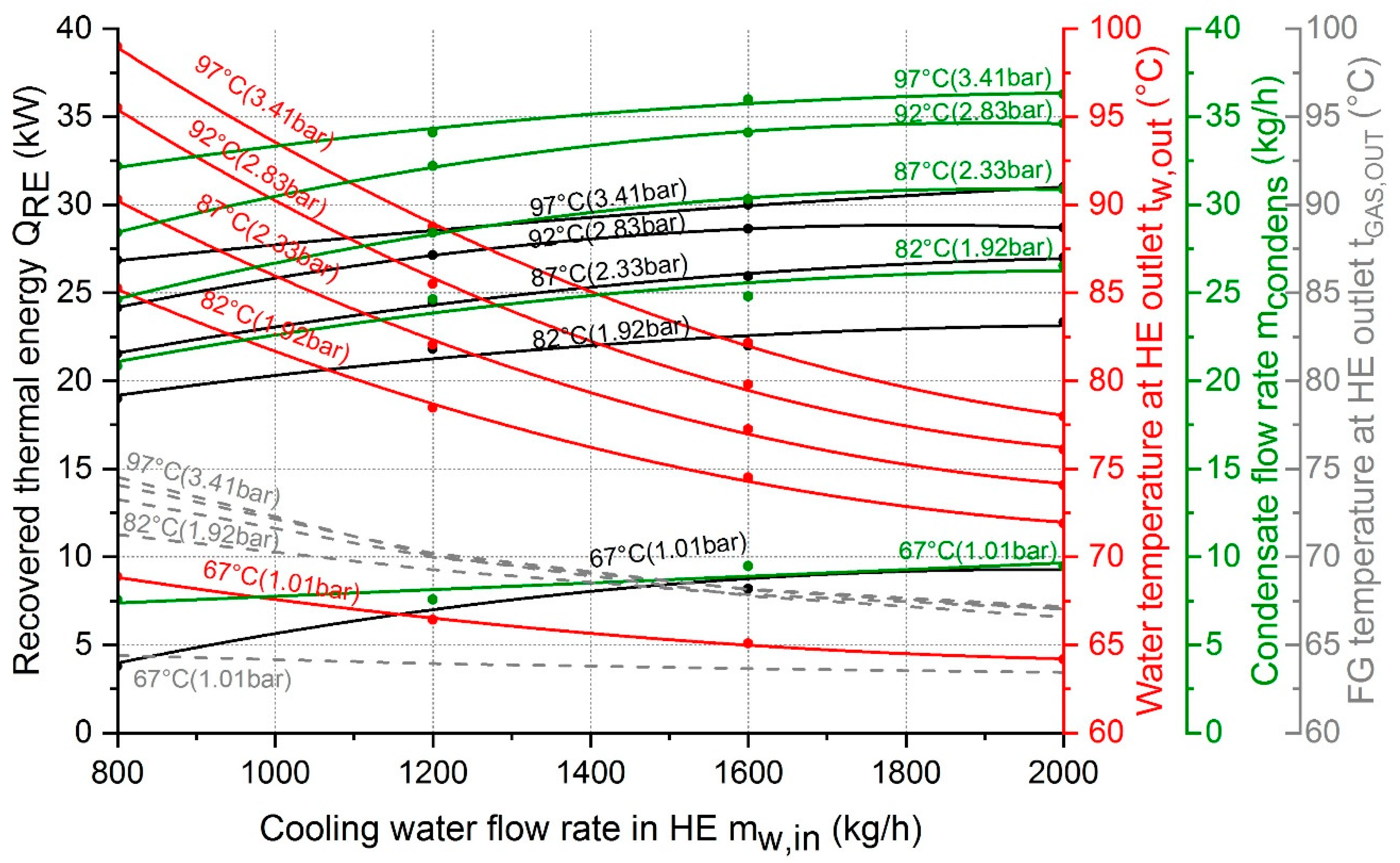
3.3. Concept 3: Compression of the Flue Gas
In the third investigated concept the increase of the flue gas pressure (1.01, 1.92, 2.33, 2.83 and 3.41 bar) results in the increase of the dew point temperature (67, 82, 87, 92 and 97 °C, respectively), whereas the water vapour content of the flue gas remains constant (17 %mas). The computational results, obtained for concept 3 are shown in
Figure 7.
The dependences of QRE, tw,out and mcondens are qualitatively similar to the ones obtained in the concept with the steam humidification. However, the achieved values are higher in the case of steam humidification. For instance, the recovered thermal energy displays the rise while increasing the dew point temperature, but the maximum absolute value is 30 kW in the case of the flue gas compression, which is ca. 20 kW less than in the case of the steam humidification. This is because the flue gas contains four times less water vapour: 46.8 kg/h in the case of the flue gas compression concept and (46.8 + 143.2) kg/h in the case of the steam based humidification.
Nevertheless, looking at the condensation rate, the pressure rise of the flue gas of around 2 bar (from 1.01 to 3.41 bar) leads to the 70% increase in the condensate flow rate.
The temperature of the flue gas is significantly increased during the isentropic compression and the high amount of the sensible heat is transferred to the water supplied to the HE. For this reason the water temperature at the outlet of the HE rises with the increase of the dew point temperature by around 30% for the low flow rate of the cooling water (800 kg/h) and by around 17% for the high flow rate (2000 kg/h).
3.4. Concept 4: Usage of the Steam Ejector
The modelling results for concept 4 (steam supply via the steam ejector) in comparison to concept 2 (steam supply via the steam generator) are presented in
Figure 8. The comparison is eligible, due to the same flow rate of steam introduced in both cases, which amounts to 143.2 kg/h. While the humidification via the steam generator was performed by adding steam at 120 °C and 1.01 bar, the steam ejector was supplied with steam at 160 °C and 4 bar. In concept 2, the dew point temperature was 87 °C, whereas in concept 4 the higher dew point temperature was reached, namely 91 °C.
The process tendencies, corresponding to concepts 2 and 4, are qualitatively similar, but the target temperatures (dew point and cooling water outlet temperature) are higher in the case of the steam ejector. This is attributed to the fact that the usage of the steam ejector leads to the increase in both the water content and the pressure of the flue gas.
The condensate flow rate and the recovered thermal energy are almost the same in the case of the low flow rate of the cooling water (400–1200 kg/h) for both concepts. In this case the condensate flow rate dependencies are similar and therefore, the recovered thermal energy is mainly influenced by the sensible heat of the flue gas.
Increasing the cooling water flow rate further demonstrates the more noticeable difference between the two concepts. For 2000 kg/h the recovered thermal energy and the condensate flow rate are around 8% and 12% higher in the case of the steam ejector usage, because steam is introduced at higher thermodynamic parameters.
The water temperature at the outlet of the HE by using the steam ejector is 10 °C higher compared to the steam humidification case in the whole range of the cooling water flow rate. This follows from the fact that the flue gas at the inlet of the HE has higher temperature in the case of the steam ejector concept, therefore the flue gas transfers more sensible heat to the cooling water passing through the HE.
3.5. Comparison of the Results of the Investigated Concepts
The energy balance with the gain and the demand trend lines for concepts 2, 3 and 4, at the cooling water flow rate of 1200 kg/h, are shown in
Figure 9. Concept 1 (humidification of the flue gas using water) is not considered, due to the relatively low increase in the dew point temperature.
During the humidification of the flue gas using steam (concept 2), additional energy input is required for the steam generator. In the concept with the compression of the flue gas (concept 3), additional energy input is required to run the flue gas compressor. In the case of the steam ejector usage (concept 4), additional energy is required by the pump, for the pressure rise of water, and by the steam generator, for the production of steam.
The analysis indicates that the humidification of the flue gas using steam (concept 2) is the most energy demanding process for increasing the dew point temperature. The energy demand of the steam generator rises with the dew point temperature increase, since the greater mass flow rate of water has to be evaporated in order to get the required amount of steam for injection into the flue gas. The concept with the steam ejector (concept 4) has the lower energy demand than concept 2, because the desirable dew point temperature is reached using the lower amount of steam but at the higher pressure. Moreover, the pump has a relatively high efficiency and is considered as the low-energy consuming equipment for increasing the pressure. In case of the third investigated concept, where the flue gas is compressed, the energy demand is the lowest of all three concepts. The reason is that the mass flow rate of the flue gas to the compressor remains constant for all of the investigated dew point temperatures. The maximum considered pressure increase by the compressor is about 2 bar (for increasing the dew point temperature from 67 °C to 97 °C), which requires a relatively low isentropic work.
Further analysis of the obtained results is related to the ratio of the recovered and additionally introduced energy. Since the energy gain stays almost the same for all investigated concepts, the conclusion is that only the third investigated concept, based on the flue gas compression, is of practical interest. In this case the energy gain exceeds the energy demand, therefore, the concept with compression is considered as the most promising for the energy recovery in the systems with the dew point temperature increase.
Cost analysis of the investigated concepts was conducted based on the current energy costs and additional energy demands of different concepts (
Figure 10). The prices of different energy sources were introduced in chapter 2.6. The required investment costs including the prices of equipment were not taken into consideration.
As it was expected, the energy cost follows the trend of the energy demand, and grows as the dew point temperature increases. The growth of the energy cost per temperature degree for the steam humidification concept is especially steep, since the generation of the high amount of steam is coupled with the high energy demand. The energy cost can be reduced up to 35% (for the dew point temperature of 92 °C) by applying the steam ejector, which uses the lower amount of steam, but at higher pressure.
The energy cost in the case of the flue gas compression concept also increases, since the greater pressure is required for increasing the dew point temperature. Compared to two other concepts, concept 3 exhibits the lowest energy cost (20,000 €/year), which is half of the costs of concept 2 in the case of the dew point temperature of 92 °C. Nevertheless, the installation, the maintenance and the repair costs of the compressor are normally higher than the equipment used in the other proposed concepts and should be taken into account in the future work.
The potential practical application of the theoretical concepts investigated in this work is also related to several major challenges. The first one is an appropriate selection of the optimal method based on the actual size, requirements and properties of each specific facility. For example, all the calculations and considerations in this work are related to one specific industrial facility, namely the natural gas fired, tunnel baking oven. The limitations related to the investigated facility (composition, temperature and flow rate of the flue gas, fluid parameters at the inlet/outlet of the process components, etc.) influence most of the obtained results. Therefore, it is imperative to perform the similar analysis for each specific system of interest with its unique properties. The next technical challenge is to compensate for the eventual dynamic changes within the process. The presented work is based on the continuous industrial process with time independent process parameters which is often not the case. Although compensation of the dynamic process behavior is out of the scope of this work, the use of cognitive algorithms for the process management in connection to the dew point temperature increase, could result in the optimal use of the available potentials for the thermal energy recovery. Nevertheless, one of the major challenges for the practical implementation of the investigated techniques would probably be of the financial nature and related to the investment costs for the additional equipment. Taking into account the investment costs, the additional maintenance costs and the price of the low-temperature thermal energy in Germany, some of the simplified financial calculations, not presented in this work, indicate that most of the investigated processes are financially justified only for the larger facilities and pay-off periods of 20–30 years. Therefore, a full economic analysis for the considered concepts will be part of a future detailed investigation.
4. Conclusions
Recovering both the sensible and latent heat is part of the energy efficiency optimization of every process that has thermal energy dissipating with the flue gas. Essential relevance is related to the industrial processes where flue gases are rich in water vapour (e.g., baking, textile, pulp and paper industries). Cooling the flue gas below the water vapour dew point temperature in a shell-and-tube heat exchanger, leads to the condensation of the water vapour and to the release of the sensible and latent heat. In order to use this energy as process heat, the increase of the usually low dew point temperatures (40–60 °C) to the higher levels (80–95 °C) is of special interest.
The increase of the dew point temperature of the water vapour contained in the flue gas, leads to the increase of the temperature level of the cooling fluid and the condensate. In this way, these otherwise waste streams can be further used within an industrial process, thus improving its energy efficiency.
The present study was focused on the investigation of four concepts for the increase of the dew point temperature of the industrial flue gas: humidification of the flue gas using water, humidification of the flue gas using steam, compression of the flue gas and the usage of the steam ejector. All the calculations and considerations in this work are related to one specific industrial facility, namely the natural gas fired, tunnel baking oven. The process modelling was performed using the commercial software Aspen®. For each considered concept the effects of the dew point temperature and the cooling water flow rate in the HE on the recovered thermal energy, the water temperature at the HE outlet and the condensate flow rate were investigated.
The major conclusions for the considered concepts are summarized as follows:
The increase of the dew point temperature above 90 °C is possible by the steam humidification, compression of the flue gas and using the steam ejector.
The humidification of flue gas using water is not recommended, due to the relatively low thermal energy recovery level (maximum of 10 kW is achieved) and the negligible increase in the dew point temperature (up to 70 °C) in comparison to other tested concepts.
Although the steam humidification shows the highest potential for the thermal energy recovery, it is also the most energy demanding and, consequently, the most expensive process, in the case when the steam has to be specially produced for the dew point temperature increase. When this low parameter steam is available as a waste product, the investigated concept gains on its importance.
In the steam humidification concept the maximum of 52 kW of the recovered thermal energy is achieved and the flow rate of the condensate is increased by app. 75% at mw,in = 2000 kg/h. The maximal calculated dew point temperature is 92 °C. The energy demand of the steam generator increases with the dew point temperature increase, since the greater water mass flow rate has to be heated and evaporated, in order to get the required amount of steam.
Using the steam ejector leads to the increase in both the water content and pressure of the flue gas, due to the geometry of the device. Therefore, the recovered thermal energy and the condensate flow rate are around 8% and 12% higher compared to the steam humidification concept. Yet, the energy demand exceeds the energy gain, making this concept not suitable for the use in a thermal energy recovery cycle, in the case when there is no waste steam available in the facility.
Both from the energetic and economic point of view, the compression of the flue gas has the highest potential, as the energy gain exceeds the energy demand and the energy cost is the lowest out of all the investigated methods. Although the low required pressure increase of app. 2 bar corresponds to the relatively low isentropic work by the compressor, a detailed economic analysis should be performed, taking into account the equipment price, the installation and the maintenance costs for each concrete industrial facility.
The concept with the flue gas compression will be the subject of further investigations, in combination with the Organic Rankine Cycle and the absorption refrigerator.

 ,
, 












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}