A New Approach for Fault Detection, Location and Diagnosis by Ultrasonic Testing



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Ultrasonic Testing Applied for CMS in WTBs
2.1. Non-Destructive Testing
2.2. Ultrasonic Testing
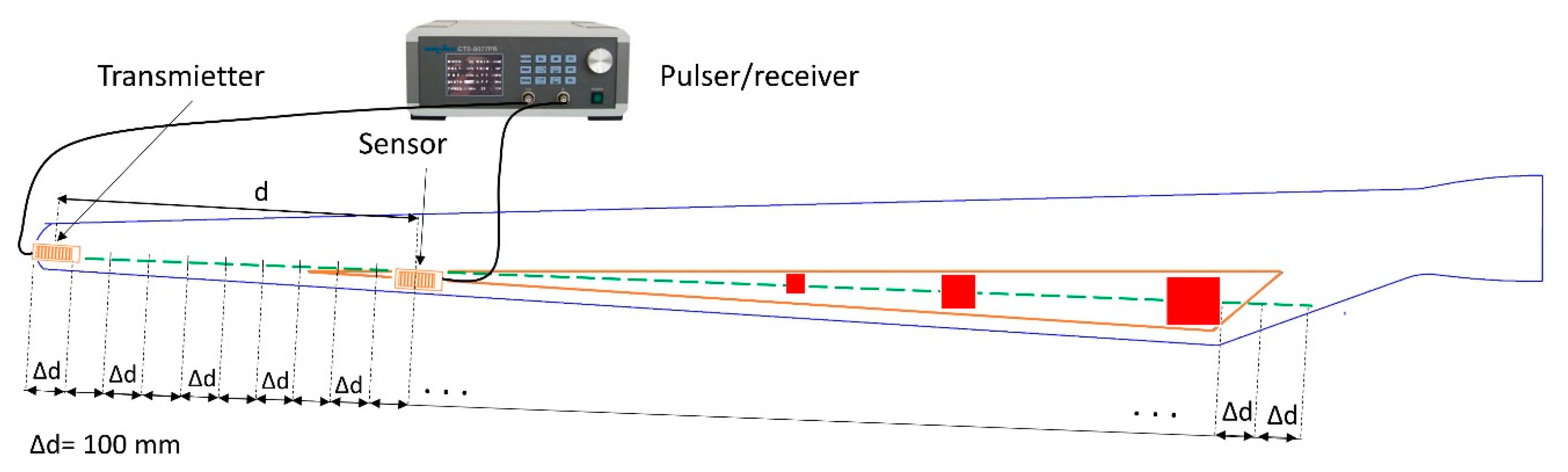
2.3. Long Range Ultrasonic Testing
3. Case Study and Results
- (1)
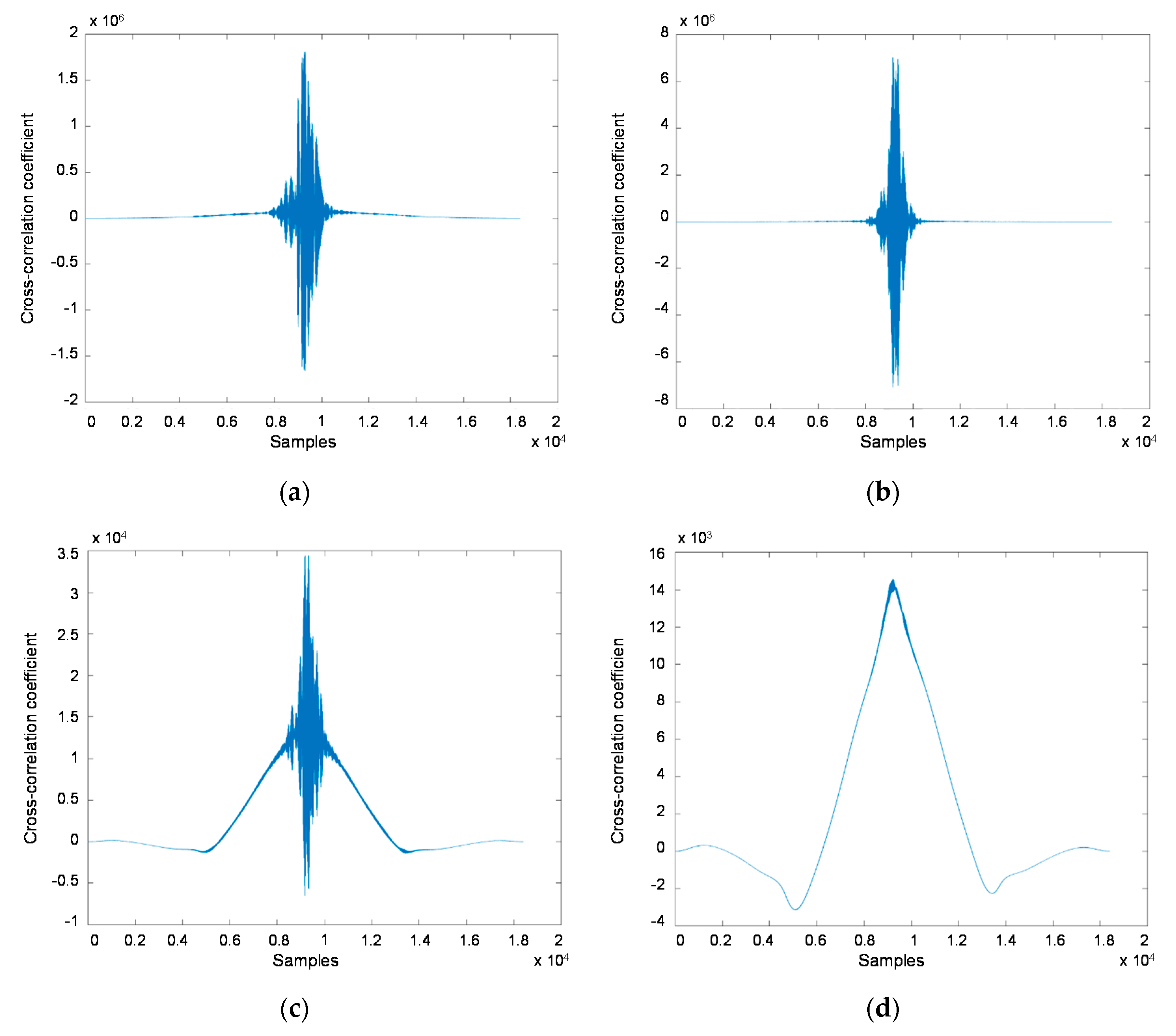
- Firstly, an autocorrelation is performed between each pair of adjacent signals, for example, the first pair are those that are located to 100 and 200 mm from the tip, the next pair are 200 and 300 mm from the tip, etc. If there are no faults on the WTBs, the shape of the contiguous signals will be almost the same and with a high correlation. However, if between two adjacent signals there is a delamination that modifies the shape of the ultrasonic wave, then there will be a lower correlation between the signals. It will indicate the possibility of the existence of a defect in the WTB. This procedure has been performed for both the healthy and the faulty WTB.
- (2)
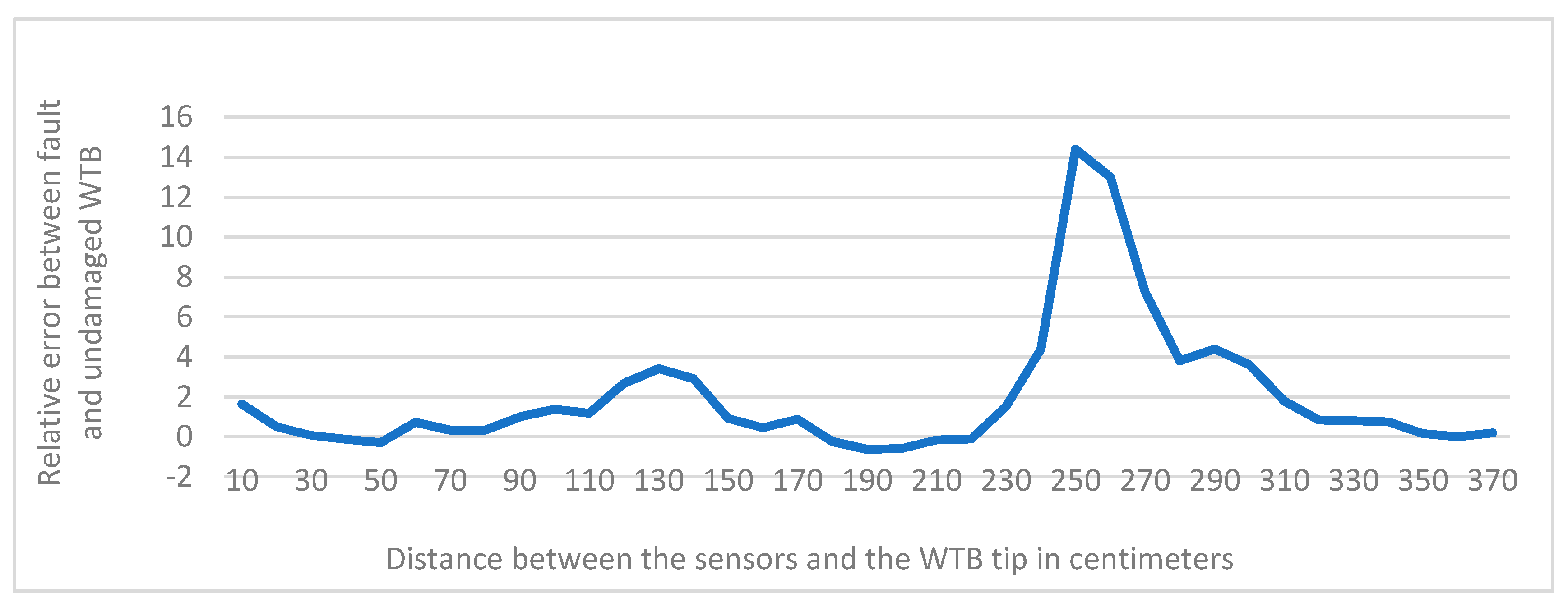
- Secondly, a new cross correlation was made between the signals obtained in the previous section to study the results between both WTBs. Every WTB is analysed together with WTB free of faults and, if the correlation between both areas of the WTB is high, it indicates that the WTB is healthy. On the contrary, if there is a low correlation between an area and the homologous zone of the healthy WTB, where it indicates that there is a discontinuity in that area that could be a delamination defect.
- (3)
- Finally, the diagnosis of the delamination is done employing wavelet transforms. The energies of both healthy and unhealthy WTBs are studied together.
3.1. Undamaged WTB
3.2. Damaged WTB
3.3. Cross-Correlation between Healthy and Damaged WTBs
3.4. Energy Analysis by Wavelet Transforms
4. Conclusions
- The approach leads to detect and diagnose faults such as delamination with a high accuracy.
- The autocorrelation of each pair of signals is analysed together with the damage and undamaged wind turbine blade. The attenuation effect is partially eliminated because of each pair of signals is compared between both blades.
- The pattern recognition presents a high correlation when a fault is not found. On the other side, the correlation found is lower when a delamination is found.
- The wavelet transform is employed to obtain the signal energy decomposition divided in levels with the pyramidal algorithm and the decomposition tree.
- The choice of the wavelet family was Dauchebies family due to they provide accuracy results in the acoustic signal processing.
- The energies have been employed to study the severity of the faults.
- The accuracy of the results has been calculated analysing them with the real scenarios. It has been estimated as 92%, due to certain cases not having a clear enough fault detection.
Author Contributions
Funding
Conflicts of Interest
References
- Muñoz, C.Q.G.; Márquez, F.P.G. Future maintenance management in renewable energies. In Renewable Energies; Springer: Berlin/Heidelberg, Germany, 2018; pp. 149–159. [Google Scholar]
- Council, G.W.E. Global Wind Report; Global Wind Energy Council: Brussels, Belgium, 2019. [Google Scholar]
- Polinder, H.; Ferreira, J.A.; Jensen, B.B.; Abrahamsen, A.B.; Atallah, K.; McMahon, R.A. Trends in wind turbine generator systems. IEEE J. Emerg. Sel. Top. Power Electron. 2013, 1, 174–185. [Google Scholar] [CrossRef]
- Muñoz, C.Q.G.; Márquez, F.P.G. Wind Energy Power Prospective. In Renewable Energies; Springer: Berlin/Heidelberg, Germany, 2018; pp. 83–95. [Google Scholar]
- Jiménez, A.A.; Muñoz, C.Q.G.; Márquez, F.P.G. Dirt and mud detection and diagnosis on a wind turbine blade employing guided waves and supervised learning classifiers. Reliab. Eng. Syst. Saf. 2019, 184, 2–12. [Google Scholar] [CrossRef] [Green Version]
- Tchakoua, P.; Wamkeue, R.; Ouhrouche, M.; Slaoui-Hasnaoui, F.; Tameghe, T.A.; Ekemb, G. Wind turbine condition monitoring: State-of-the-art review, new trends, and future challenges. Energies 2014, 7, 2595–2630. [Google Scholar] [CrossRef] [Green Version]
- García Márquez, F.; Marugán, A.P.; Pérez, J.M.P.; Hillmanse, S.; Papaelias, M. Optimal dynamic analysis of electrical/electronic components in wind turbines. Energies 2017, 10, 1111. [Google Scholar] [CrossRef] [Green Version]
- Walford, C.A. Wind Turbine Reliability: Understanding and Minimizing Wind Turbine Operation and Maintenance Costs; 2006. Available online: https://pdfs.semanticscholar.org/03dd/65b6a56a87fb9bd8e323b092b160d70c666f.pdf (accessed on 25 February 2020).
- Irena, I. Renewable Energy Technologies: Cost Analysis Series; IRENA Innovation Technology Center: Dubai, UAE, 2012; Volume 13, p. 2016. [Google Scholar]
- Pliego Marugán, A.; Márquez, F.P.G.; Lev, B. Optimal decision-making via binary decision diagrams for investments under a risky environment. Int. J. Prod. Res. 2017, 55, 5271–5286. [Google Scholar] [CrossRef]
- Njiri, J.G.; Soeffker, D. State-of-the-art in wind turbine control: Trends and challenges. Renew. Sustain. Energy Rev. 2016, 60, 377–393. [Google Scholar] [CrossRef]
- Spiess, H.; Lobsiger-Kägi, E.; Carabias-Hütter, V.; Marcolla, A. Future acceptance of wind energy production: Exploring future local acceptance of wind energy production in a Swiss alpine region. Technol. Forecast. Soc. Chang. 2015, 101, 263–274. [Google Scholar] [CrossRef]
- Stapelberg, R.F. Handbook of Reliability, Availability, Maintainability and Safety in Engineering Design; Springer-Verlag London: London, UK, 2009. [Google Scholar]
- De la Hermosa González, R.R.; Márquez, F.P.G.; Dimlaye, V. Maintenance management of wind turbines structures via MFCs and wavelet transforms. Renew. Sustain. Energy Rev. 2015, 48, 472–482. [Google Scholar] [CrossRef]
- Pérez, J.M.P.; Márquez, F.P.G.; Hernández, D.R. Economic viability analysis for icing blades detection in wind turbines. J. Clean. Prod. 2016, 135, 1150–1160. [Google Scholar] [CrossRef] [Green Version]
- Petković, D.; Pavlović, N.T.; Ćojbašić, Ž. Wind farm efficiency by adaptive neuro-fuzzy strategy. Int. J. Electr. Power Energy Syst. 2016, 81, 215–221. [Google Scholar] [CrossRef]
- Márquez, F.P.G.; Lev, B. Advanced Business Analytics; Springer: Berlin/Heidelberg, Germany, 2015. [Google Scholar]
- Sarker, B.R.; Faiz, T.I. Minimizing maintenance cost for offshore wind turbines following multi-level opportunistic preventive strategy. Renew. Energy 2016, 85, 104–113. [Google Scholar] [CrossRef]
- Pliego Marugán, A.; Márquez, F.P.G. Advanced analytics for detection and diagnosis of false alarms and faults: A real case study. Wind Energy 2019, 22, 1622–1635. [Google Scholar] [CrossRef]
- Shafiee, M.; Sørensen, J.D. Maintenance optimization and inspection planning of wind energy assets: Models, methods and strategies. Reliab. Eng. Syst. Saf. 2019, 192, 105993. [Google Scholar] [CrossRef]
- Tavner, P.; Gindele, R.; Faulstich, S.; Hahn, B.; Whittle, M.W.G.; Greenwood, D.M. Study of effects of weather & location on wind turbine failure rates. In Proceedings of the European wind energy conference EWEC, Warsaw, Poland, 20–23 April 2010. [Google Scholar]
- Pérez, J.M.P.; Asensio, E.S.; Márquez, F.P.G. Economic viability analytics for wind energy maintenance management. In Advanced Business Analytics; Springer: Berlin/Heidelberg, Germany, 2015; pp. 39–54. [Google Scholar]
- Marquez, F.G.; Singh, V.; Papaelias, M. A Review of Wind Turbine Maintenance Management Procedures. In Proceedings of the Eighth International Conference on Condition Monitoring and Machinery Failure Prevention Technologies, Cardiff, Wales, 20–22 June 2011. [Google Scholar]
- Marugán, A.P.; Chacón, A.M.P.; Márquez, F.P.G. Reliability analysis of detecting false alarms that employ neural networks: A real case study on wind turbines. Reliab. Eng. Syst. Saf. 2019, 191, 106574. [Google Scholar] [CrossRef] [Green Version]
- Márquez, F.P.G. A new method for maintenance management employing principal component analysis. Struct. Durab. Health Monit. 2010, 6, 89–99. [Google Scholar]
- Pedregal, D.J.; García, F.P.; Roberts, C. An algorithmic approach for maintenance management based on advanced state space systems and harmonic regressions. Ann. Oper. Res. 2009, 166, 109–124. [Google Scholar] [CrossRef]
- Marquez, F.G. An Approach to Remote Condition Monitoring Systems Management. In Proceedings of the IET International Conference on Railway Condition Monitoring, Birmingham, UK, 29–30 November 2006. [Google Scholar]
- Márquez, F.P.G.; Pedregal, D.J. Applied RCM 2 algorithms based on statistical methods. Int. J. Autom. Comput. 2007, 4, 109–116. [Google Scholar] [CrossRef]
- Qiao, W.; Lu, D. A Survey on Wind Turbine Condition Monitoring and Fault Diagnosis—Part I: Components and Subsystems. IEEE Trans. Ind. Electron. 2015, 62, 6536–6545. [Google Scholar] [CrossRef]
- Pérez, J.M.P.; Márquez, F.P.G.; Tobias, A.; Papaelias, M. Wind turbine reliability analysis. Renew. Sustain. Energy Rev. 2013, 23, 463–472. [Google Scholar] [CrossRef]
- Benmessaoud, T.; Mohammedi, K.; Smaili, Y. Influence of maintenance on the performance of a wind farm. Przegląd Elektrotech. 2013, 89, 174–178. [Google Scholar]
- De la Hermosa Gonzalez, R.R.; Márquez, F.P.G.; Dimlaye, V.; Ruiz-Hernández, D. Pattern recognition by wavelet transforms using macro fibre composites transducers. Mech. Syst. Signal Process. 2014, 48, 339–350. [Google Scholar] [CrossRef]
- Gómez Muñoz, C.Q.; Jimenez, A.A.; Marquez, F.P.G.; Kogia, M.; Cheng, L.; Mohimi, A.; Papaelias, M. Cracks and welds detection approach in solar receiver tubes employing electromagnetic acoustic transducers. Struct. Health Monit. 2018, 17, 1046–1055. [Google Scholar] [CrossRef]
- Hammond, J.; White, P. Fundamentals of Signal Processing; Springer: Berlin/Heidelberg, Germany, 2016; p. 145. [Google Scholar]
- Portnoff, M. Time-frequency representation of digital signals and systems based on short-time Fourier analysis. IEEE Trans. Acoust. Speech Signal Process. 1980, 28, 55–69. [Google Scholar] [CrossRef]
- Weller, H. Fourier Analysis; 2015. Available online: http://www.met.reading.ac.uk/~sws02hs/teaching/Fourier/Fourier_2_student.pdf (accessed on 25 February 2020).
- Zhang, D. Wavelet Transform, in Fundamentals of Image Data Mining; Springer: Berlin/Heidelberg, Germany, 2019; pp. 35–44. [Google Scholar]
- Zhang, D. Wavelet Transform, in Fundamentals of Image Data Mining: Analysis, Features, Classification and Retrieval; Springer International Publishing: Cham, Switzerland, 2019; pp. 35–44. [Google Scholar]
- Pandarakone, S.E.; Mizuno, Y.; Nakamura, H. Distinct Fault Analysis of Induction Motor Bearing Using Frequency Spectrum Determination and Support Vector Machine. IEEE Trans. Ind. Appl. 2017, 53, 3049–3056. [Google Scholar] [CrossRef]
- Gokgoz, E.; Subasi, A. Comparison of decision tree algorithms for EMG signal classification using DWT. Biomed. Signal Process. Control 2015, 18, 138–144. [Google Scholar] [CrossRef]
- Goudarzi, M.; Vahidi, B.; Naghizadeh, R.A.; Hosseinian, S.H. Improved fault location algorithm for radial distribution systems with discrete and continuous wavelet analysis. Int. J. Electr. Power Energy Syst. 2015, 67, 423–430. [Google Scholar] [CrossRef]
- Sheikh, J.A.; Parah, S.A.; Akhtar, S.; Bhat, G.M. Compression and denoising of speech transmission using Daubechies wavelet family. Int. J. Wirel. Mob. Comput. 2017, 12, 313–334. [Google Scholar] [CrossRef]
- Muñoz, C.Q.G.; Jiménez, A.A.; Márquez, F.P.G. Wavelet transforms and pattern recognition on ultrasonic guides waves for frozen surface state diagnosis. Renew. Energy 2018, 116, 42–54. [Google Scholar] [CrossRef]
- Rahim, A.A.A.; Abdullah, S.; Singh, S.S.K.; Nuawi, M.Z. Selection of the optimum decomposition level using the discrete wavelet transform for automobile suspension system. J. Mech. Sci. Technol. 2020, 34, 137–142. [Google Scholar] [CrossRef]
- Srivastava, A.; Bhateja, V.; Shankar, A.; Taquee, A. On Analysis of Suitable Wavelet Family for Processing of Cough Signals. In Frontiers in Intelligent Computing: Theory and Applications; Springer: Singapore, 2020; pp. 194–200. [Google Scholar]











© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
García Marquez, F.P.; Gómez Muñoz, C.Q. A New Approach for Fault Detection, Location and Diagnosis by Ultrasonic Testing. Energies 2020, 13, 1192. https://doi.org/10.3390/en13051192
García Marquez FP, Gómez Muñoz CQ. A New Approach for Fault Detection, Location and Diagnosis by Ultrasonic Testing. Energies. 2020; 13(5):1192. https://doi.org/10.3390/en13051192
Chicago/Turabian StyleGarcía Marquez, Fausto Pedro, and Carlos Quiterio Gómez Muñoz. 2020. "A New Approach for Fault Detection, Location and Diagnosis by Ultrasonic Testing" Energies 13, no. 5: 1192. https://doi.org/10.3390/en13051192
APA StyleGarcía Marquez, F. P., & Gómez Muñoz, C. Q. (2020). A New Approach for Fault Detection, Location and Diagnosis by Ultrasonic Testing. Energies, 13(5), 1192. https://doi.org/10.3390/en13051192