Analysis of the Thermal Characteristics of Welding Spatters in SMAW Using Simplified Model in Fire Technology


Abstract
:1. Introduction
2. Materials and Methods
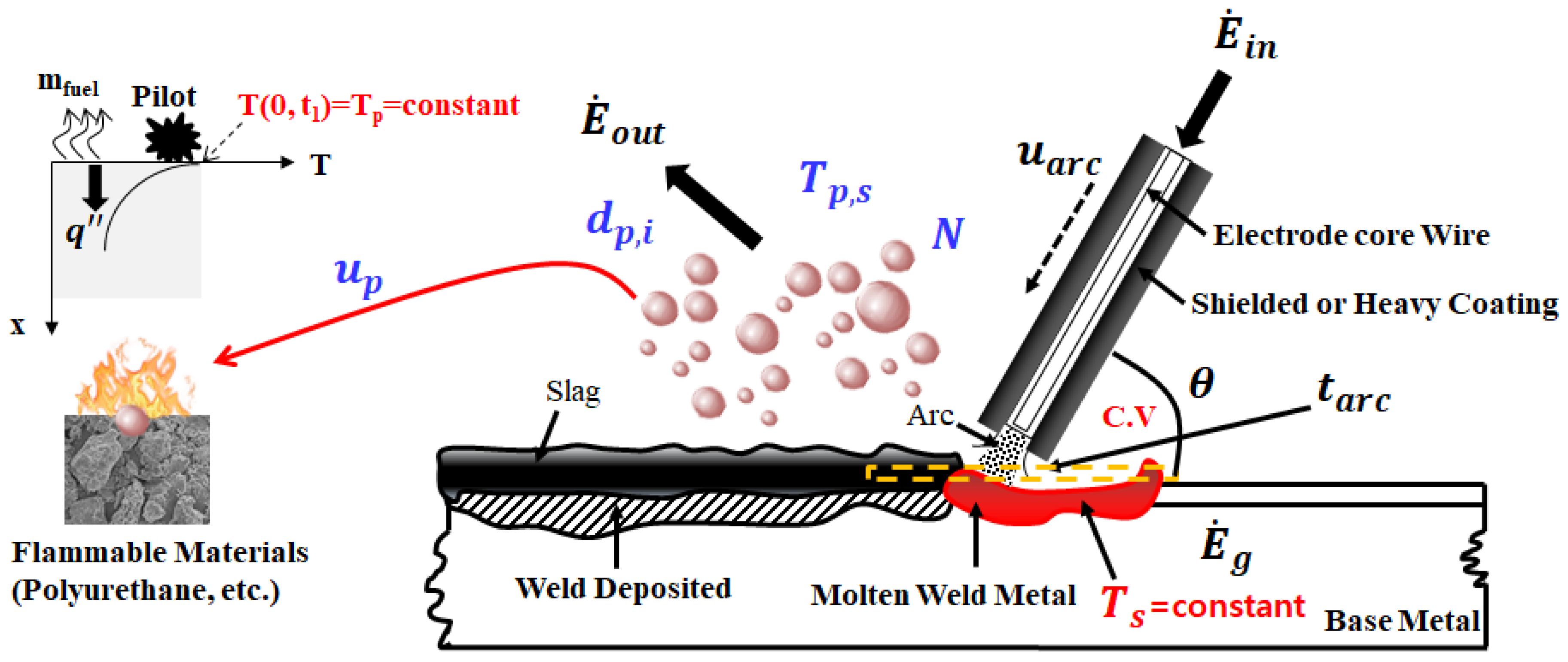
2.1. Heat Transfer Phenomenon of Welding Spatters
2.2. Momentum Equation for Simplification
2.3. Distribution Model of Welding Spatters
2.4. Considering of Heat Transfer Coefficient
2.5. The Order of Magnitude for Particle and Base Metal
2.6. Model Equation for Surface Temperature of the Particles
3. Results
3.1. Validation of the Presented Model Equation
3.2. Analysis on the Distribution Characteristics of Welding Spatters
3.3. Analysis on the Thermal Characteristics of Welding Spatters
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Hojjati, A.Y.M.; Immarigeon, J. Fusion Bonding/Welding of Thermoplastic Composites. J. Thermoplast. Compos. Mater. 2004, 43, 161–165. [Google Scholar]
- Hashemabad, S.G.; Gu, Z.; Ando, T. Flux-less direct soldering of aluminum by ultrasonic surface activation. J. Mater. Process. Technol. 2016, 233, 135–141. [Google Scholar] [CrossRef] [Green Version]
- Liu, Y.; Liang, C.; Wei, A.; Jiang, Y.; Tian, Q.; Wu, Y. Solder-free electrical Joule welding of macroscopic graphene assemblies. J. Mater. Today Nano 2018, 3, 1–8. [Google Scholar] [CrossRef]
- Narasimhan, P.N.; Mehrotra, S.; Raja, A.R.; Vashista, M.; Yusufzai, M.Z.K. Development of hybrid welding processes incorporating GMAW and SMAW. ICMPC 2019, 18, 2924–2932. [Google Scholar] [CrossRef]
- Urban, J.L. Spot Ignition of Natural Fuels by Hot Metal Particles. Ph.D. Thesis, University of California Berkeley, Berkeley, CA, USA, 2017. [Google Scholar]
- Janusas, G.; Jutas, A.; Palevicius, A.; Zizys, D.; Barila, A. Static and vibrational analysis of the GMAW and SMAW joints quality. J. Vibroeng. 2012, 14, 1220–1226. [Google Scholar]
- Hu, J.; Tsai, H.L. Metal Transfer and Arc Plasma in Gas Metal Arc Welding. J. Heat Transf. 2006, 129, 1025–1035. [Google Scholar] [CrossRef]
- Hu, J.; Tsai, H.L. Heat and mass transfer in gas metal arc welding. Part I: The arc. J. Heat Mass Transf. 2007, 50, 833–846. [Google Scholar] [CrossRef]
- Messler, R.W. Principles of Welding: Processes, Physics, Chemistry, and Metallurgy; Wiley: Hoboken, NJ, USA, 2008. [Google Scholar]
- DuPont, J.N.; Lippold, J.C.; Kiser, S.D. Welding Metallurgy and Weldability of Nickel-Base Alloys; Wiley: Hoboken, NJ, USA, 2009. [Google Scholar]
- Weman, K. Welding Processes Handbook; Cambridge Woodhead Publishing: Cambridge, UK, 2003. [Google Scholar]
- Shigeta, M.; Peansukmanee, S.; Kunawong, N. Qualitative and quantitative analyses of arc characteristics in SMAW. Weld. World 2016, 60, 355–361. [Google Scholar] [CrossRef]
- Mikkelsen, K. An Experimental Investigation of Ignition Propensity of Hot Work Processes in the Nuclear Industry. Master’s Thesis, University of Waterloo, Waterloo, ON, Canada, 2014. [Google Scholar]
- Song, J.; Wang, S.; Chen, H. Safety distance for preventing hot particle ignition of building insulation materials. Theor. Appl. Mech. Lett. 2014, 4, 034005. [Google Scholar] [CrossRef] [Green Version]
- Hagimoto, N.; Kinoshita, K. Scattering and Igniting Properties of Sparks Generated in an Arc Welding. In Proceedings of the 6th Indo Pacific Congress on Legal Medicine and Forensic Sciences, Kobe, Japan, 26–30 July 1998. [Google Scholar]
- NFPA. NFPA Standard 51B: Standard for Fire Prevention During Welding, Cutting, and Other Hot Work; Technical Report; National Fire Protection Association: Quincy, MA, USA, 2009. [Google Scholar]
- Kim, Y.S.; Eagar, T.W. Analysis of metal Transfer in Gas Metal Arc Welding. Weld. J. 1991, 72, 269–278. [Google Scholar]
- Lin, Q.; Li, X.; Simpson, S.W. Metal transfer measurements in gas metal arc welding. J. Phys. D Appl. Phys. 2001, 34, 347. [Google Scholar] [CrossRef]
- Ahrens, M. Brush, Grass, and Forest Fires; Technical Report November; NFPA: Quincy, MA, USA, 2013. [Google Scholar]
- Wakelin, H. Ignition Thresholds for Grassland Fuels and Implications for Activity Controls on Public Conservation Land in Canterbury. Ph.D. Thesis, University of Canterbury, Canterbury, UK, 2010. [Google Scholar]
- Choi, S.K.; Yoo, C.D.; Kim, Y.S. Dynamic Simulation of Metal Transfer in GMAW, Part 1: Globular and Spray Transfer Modes. Weld. J. 1998, 34, 347. [Google Scholar]
- Wang, F.; Hou, W.K.; Hu, S.J.; Asibu, E.K.; Schultz, W.W.; Wang, P.C. Modelling and analysis of metal transfer in gas metal arc welding. J. Phys. D Appl. Phys. 2003, 36, 1143. [Google Scholar] [CrossRef]
- Ingason, H.; Wickstrom, U. Measuring incident radiant heat flux using the plate thermometer. Fire Saf. J. 2006, 42, 161–166. [Google Scholar] [CrossRef]
- Viskanta, R. Radiative Transfer in Combustion Systems: Fundamentals and Applications; Begell House: New York, NY, USA, 2005. [Google Scholar]
- Deirmendjian, D. Electromagnetic Scattering on Spherical Polydispersions; Elsevier: New York, NY, USA, 1969. [Google Scholar]
- You, W.J.; Ryou, H.S. Development and application of a simplified radiative transport equation in water curtain systems. Fire Saf. J. 2018, 96, 124–133. [Google Scholar] [CrossRef]
- Sauter, J. Die Grössenbestimmung der in Gemischnebeln von Verbrennungskraftmaschinen vorhandenen Brennstoffteilchen. VDI-Forschungsheft Nr; VDI-Verl: Berlin, Germany, 1926. [Google Scholar]
- Ranz, W.E.; Marshall, W.R. Evaporation from drop, Part 1. Chem. Eng. Prog. 1952, 48, 141–146. [Google Scholar]
- Incropera, F.P.; Lavine, A.S.; Bergman, T.L.; DeWitt, D.P. Principles of Heat and Mass Transfer; Wiley: Hoboken, NJ, USA, 2013. [Google Scholar]
- Urban, J.L.; Zak, C.D.; Song, J. Smoldering spot ignition of natural fuels by a hot metal particle. Proc. Combust. Inst. 2017, 36, 3211–3218. [Google Scholar] [CrossRef] [Green Version]
- Hadden, R.M.; Scott, S. Ignition of Combustible Fuel Beds by Hot Particles: An Experimental and Theoretical Study. Fire Technol. 2011, 47, 341–355. [Google Scholar] [CrossRef] [Green Version]
- Bejan, A. Adrian. Convection Heat Transfer; John wiley & sons: Hoboken, NJ, USA, 2013. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fixed Value | a | b | α | γ | dp,m |
|---|---|---|---|---|---|
| α = 2 | 0.0090 | 0.0030 | 2.0000 | 3.0000 | 6.0571 |
| 0.0418 | 0.0030 | 2.0000 | 4.0000 | 3.5930 | |
| 0.1029 | 0.0030 | 2.0000 | 5.0000 | 2.6606 | |
| 0.1854 | 0.0030 | 2.0000 | 6.0000 | 2.1926 | |
| 0.2808 | 0.0030 | 2.0000 | 7.0000 | 1.9173 | |
| 0.3821 | 0.0030 | 2.0000 | 8.0000 | 1.7382 | |
| 0.4845 | 0.0030 | 2.0000 | 9.0000 | 1.6134 | |
| γ = 2 | 0.0124 | 0.0030 | 1.0000 | 4.0000 | 3.0214 |
| 0.0042 | 0.0030 | 2.0000 | 4.0000 | 3.5930 | |
| 0.0012 | 0.0030 | 3.0000 | 4.0000 | 3.9764 | |
| 0.0003 | 0.0030 | 4.0000 | 4.0000 | 4.2729 | |
| 0.0001 | 0.0030 | 5.0000 | 4.0000 | 4.5180 | |
| 0.0000 | 0.0030 | 6.0000 | 4.0000 | 4.7287 | |
| 0.0000 | 0.0030 | 7.0000 | 4.0000 | 4.9145 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shin, Y.J.; You, W.J. Analysis of the Thermal Characteristics of Welding Spatters in SMAW Using Simplified Model in Fire Technology. Energies 2020, 13, 2266. https://doi.org/10.3390/en13092266
Shin YJ, You WJ. Analysis of the Thermal Characteristics of Welding Spatters in SMAW Using Simplified Model in Fire Technology. Energies. 2020; 13(9):2266. https://doi.org/10.3390/en13092266
Chicago/Turabian StyleShin, Yeon Je, and Woo Jun You. 2020. "Analysis of the Thermal Characteristics of Welding Spatters in SMAW Using Simplified Model in Fire Technology" Energies 13, no. 9: 2266. https://doi.org/10.3390/en13092266
APA StyleShin, Y. J., & You, W. J. (2020). Analysis of the Thermal Characteristics of Welding Spatters in SMAW Using Simplified Model in Fire Technology. Energies, 13(9), 2266. https://doi.org/10.3390/en13092266