Nucleate Pool Boiling Heat Transfer from High-Flux Tube with Dielectric Fluid HFE-7200


Abstract
:1. Introduction
2. Experimental Method and Procedure
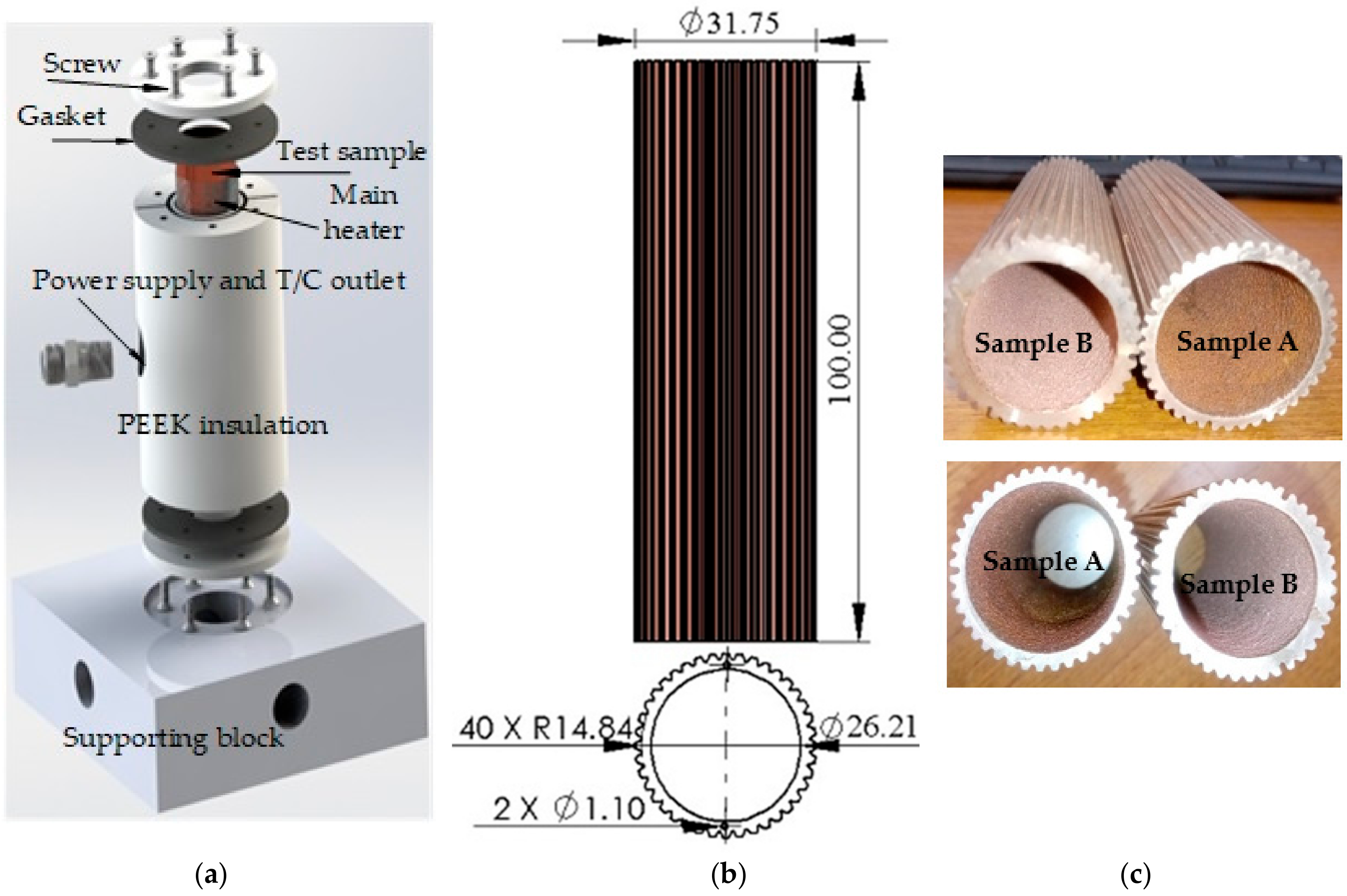
2.1. Test Apparatus
2.2. Test Section
2.3. Test Procedure
2.4. Data Reduction and Experimental Uncertainty
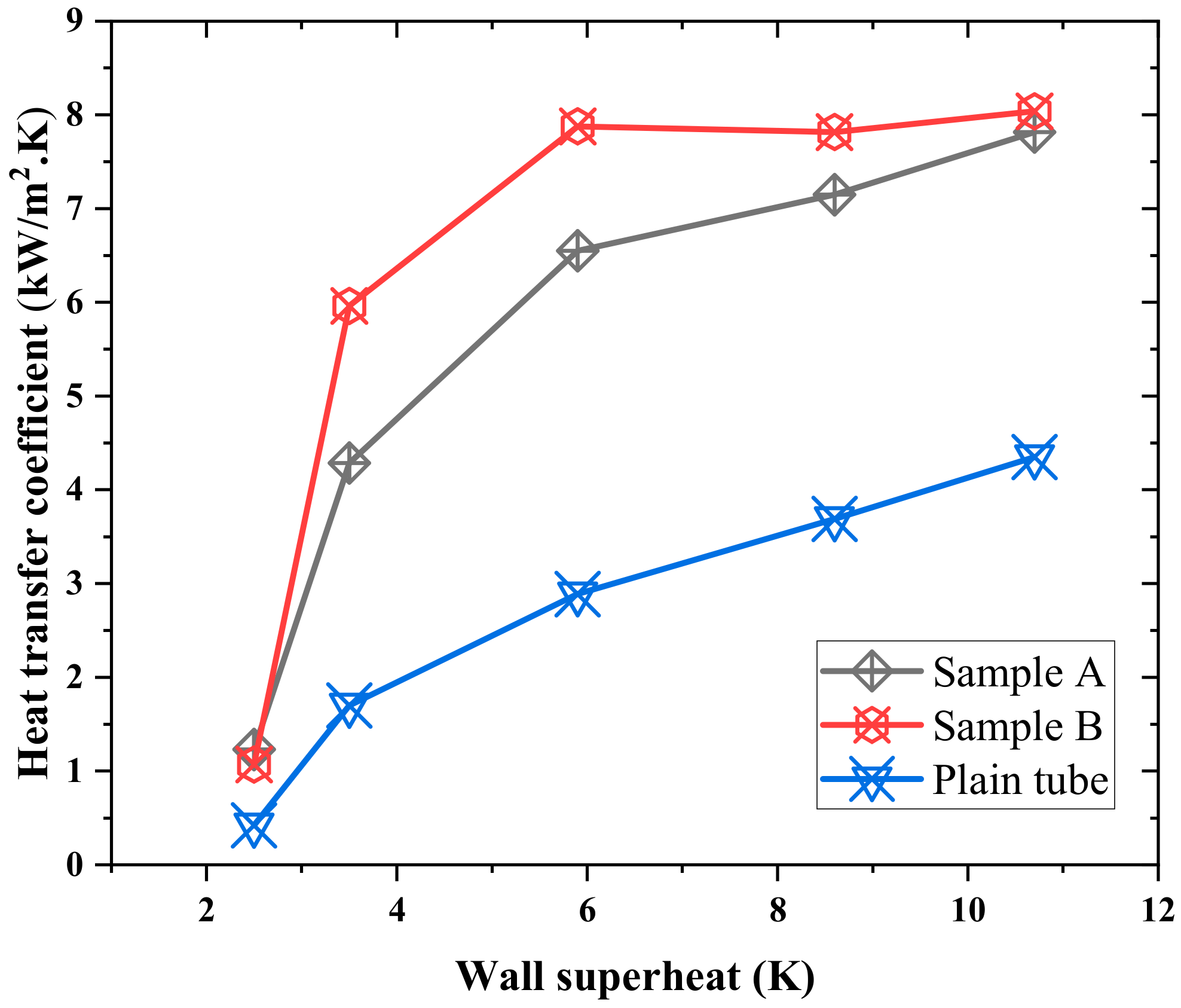
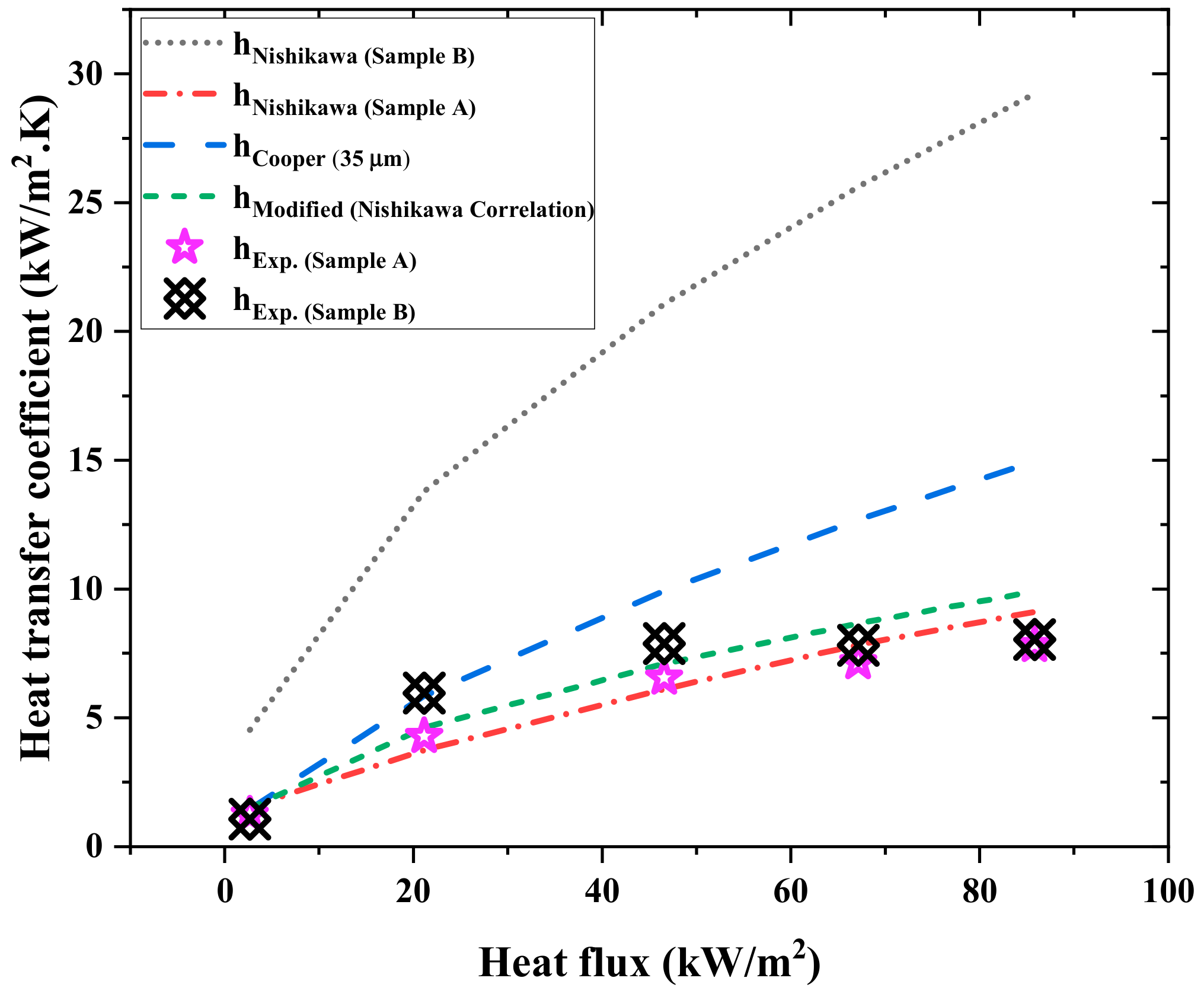
3. Results and Discussion
- 0.1 < (mm) < 1
- 1.6 < < 20
- 0.38 < < 0.71
- 61 < (W/m⋅K) < 372
- 100 (nm) < < 1 (mm)
- 1.6 < < 32
- 0.38 < < 0.71
- 61 < (W/m⋅K) < 372
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Nomenclature
| surface area, m2 | |
| inside diameter, m | |
| particle diameter, mm | |
| vertical capillary rises, m | |
| HTC, W/m2⋅K | |
| latent heat of vaporization, J/kg | |
| current, A | |
| thermal conductivity, W/m⋅K | |
| thickness of insulation, m | |
| nucleation site density | |
| power supplied, W | |
| heat loss, W | |
| heat flux, W/m2 | |
| radius of insulation, m | |
| radius of insulation, m | |
| pore radius | |
| surface boiling temperature, K | |
| sat. temp. of the HFE-7200, K | |
| thickness of insulation, m | |
| voltage, V | |
| liquid density of the working fluid, kg/m3 | |
| vapor density of the working fluid, kg/m3 | |
| wall superheat, K | |
| Greek symbols | |
| density, kg/m3 | |
| surface tension, N/m | |
| difference | |
| coating thickness | |
| porosity | |
| Subscripts | |
| inside | |
| outside | |
| power | |
| wall | |
| saturation |
References
- Milton, R.M. Heat Exchange Sytem. U.S. Patent 3384154, 21 May 1968. [Google Scholar]
- Webb, R.L. Nucleate boiling on porous coated surfaces. Heat Transf. Eng. 1983, 4, 71–82. [Google Scholar] [CrossRef]
- Dahl, M.M.; Erb, L.D. Liquid Heat Exchanger Interface and Method. U.S. Patent 3,990,862, 9 November 1976. [Google Scholar]
- Fujii, M.; Nishiyama, E.; Yamanaka, G. Nucleate pool boiling heat transfer from microporous heating surface. In Advances in Enhanced Heat Transfer; Chenoweth, J.M., Kaellis, J., Michel, J.W., Shenkman, S., Eds.; ASME: New York, NY, USA, 1979; pp. 45–51. [Google Scholar]
- Janowski, K.R.; Shum, M.S.; Bradley, S.A. Heat Transfer Surface. U.S. Patent 4,129,181, 12 December 1978. [Google Scholar]
- Kajikawa, T.; Takazawa, H.; Mizuki, M. Heat transfer performance of metal fiber sintered surfaces. Heat Transf. Eng. 1983, 4, 57–66. [Google Scholar] [CrossRef]
- Kartsounes, G.T. A Study of Surface Treatment on Pool Boiling Heat Transfer in Refrigerant-12; ASHRAE Transactions: Atlanta, GA, USA, 1975; Volume 81, pp. 320–326. [Google Scholar]
- Nishikawa, K.; Ito, T.; Tanaka, K. Enhanced heat transfer by nucleate boiling on a sintered metal layer. Heat Transf. Jpn. Res. 1979, 8, 65–81. [Google Scholar]
- O’Neill, P.S.; Gottzmann, C.F.; Terbot, J.W. Novel heat exchanger increases cascade cycle efficiency for natural gas liquefaction. In Advances in Cryogenic Engineering: A Collection of Invited Papers and Contributed Papers Presented at National Technical Meetings during 1970 and 1971; Timmerhaus, K.D., Ed.; Springer US: Boston, MA, USA, 1972; pp. 420–437. [Google Scholar] [CrossRef]
- Yilmaz, S.; Westwater, J.W. Effect of commercial enhanced surfaces on the boiling heat transfer curve. In Advances in Enhanced Heat Transfer 1981; Webb, R.L., Carnavos, T.C., Park, E.F., Jr., Hostetler, K.M., Eds.; ASME Symp.: New York, USA, 1981; Volume HTD; Volume 18, pp. 73–92. [Google Scholar]
- Nakayama, W.; Daikoku, T.; Nakajima, T. Effects of pore diameters and system pressure on saturated pool nucleate boiling heat transfer from porous surfaces. J. Heat Transf. 1982, 104, 286–291. [Google Scholar] [CrossRef]
- Das, S.; Bhaumik, S. The effect of coating thickness and roughness of nucleate pool boiling heat transfer on nanoparticle coated surface. J. Inst. Eng. (India) Ser. E 2016, 97, 55–62. [Google Scholar] [CrossRef]
- Kang, M.-G. Effect of surface roughness on pool boiling heat transfer. Int. J. Heat Mass Transf. 2000, 43, 4073–4085. [Google Scholar] [CrossRef]
- Kim, J.; Jun, S.; Laksnarain, R.; You, S.M. Effect of surface roughness on pool boiling heat transfer at a heated surface having moderate wettability. Int. J. Heat Mass Transf. 2016, 101, 992–1002. [Google Scholar] [CrossRef]
- Kim, J.; Jun, S.; Lee, J.; Godinez, J.; You, S.M. Effect of surface roughness on pool boiling heat transfer of water on a superhydrophilic aluminum surface. J. Heat Transf. 2017, 139. [Google Scholar] [CrossRef]
- Kim, J.S.; Girard, A.; Jun, S.; Lee, J.; You, S.M. Effect of surface roughness on pool boiling heat transfer of water on hydrophobic surfaces. Int. J. Heat Mass Transf. 2018, 118, 802–811. [Google Scholar] [CrossRef]
- You, S.M.; Simon, T.W.; Bar-Cohen, A.; Tong, W. Experimental investigation of nucleate boiling incipience with a highly-wetting dielectric fluid (R-113). Int. J. Heat Mass Transf. 1990, 33, 105–117. [Google Scholar] [CrossRef]
- Sarangi, S.; Weibel, J.A.; Garimella, S.V. Quantitative evaluation of the dependence of pool boiling heat transfer enhancement on sintered particle coating characteristics. J. Heat Transf. 2016, 139. [Google Scholar] [CrossRef] [Green Version]
- Ramaswamy, C.; Joshi, Y.; Nakayama, W.; Johnson, W. Effects of varying geometrical parameters on boiling from microfabricated enhanced structures. J. Heat Transf. Trans. Asme J. HEAT Transf. 2003, 125. [Google Scholar] [CrossRef]
- Chang, J.Y.; You, S.M. Enhanced boiling heat transfer from micro-porous cylindrical surfaces in saturated FC-87 and R-123. J. Heat Transf. 1997, 119, 319–325. [Google Scholar] [CrossRef]
- Chun, M.-H.; Kang, M.-G. Effects of heat exchanger tube parameters on nucleate pool boiling heat transfer. J. Heat Transf. 1998, 120, 468–476. [Google Scholar] [CrossRef]
- Jones, B.J.; McHale, J.P.; Garimella, S.V. The influence of surface roughness on nucleate pool boiling heat transfer. J. Heat Transf. 2009, 131. [Google Scholar] [CrossRef] [Green Version]
- Cao, Z.; Wu, Z.; Pham, A.D.; Yanjie, Y.; Abbood, S.; Falkman, P.; Ruzgas, T.; Albèr, C.; Sunden, B. Pool boiling of HFE-7200 on nanoparticle-coating surfaces: Experiments and heat transfer analysis. Int. J. Heat Mass Transf. 2019, 133, 548–560. [Google Scholar] [CrossRef]
- Cao, Z.; Wu, Z.; Pham, A.-D.; Sundén, B. Electrophoretic deposition surfaces to enhance HFE-7200 pool boiling heat transfer and critical heat flux. Int. J. Therm. Sci. 2019, 146, 106107. [Google Scholar] [CrossRef]
- 3MTM NovecTM 7200 Engineering Fluid. Issued: 9/09 © 3M. Available online: https://multimedia.3m.com/mws/media/199819O/3m-novec-7200-engineered-fluid-en.pdf (accessed on 20 July 2019).
- Gerardi, C.; Buongiorno, J.; Hu, L.-W.; McKrell, T. Measurement of nucleation site density, bubble departure diameter and frequency in pool boiling of water using high-speed infrared and optical cameras. In Proceedings of the Boiling 2009: 7 ECI International Conference on Boiling Heat Transfer, Florianopolis, Brazil, 3–7 May 2009. [Google Scholar]
- Tran, N.; Sajjad, U.; Lin, R.; Wang, C.-C. Effects of surface inclination and type of surface roughness on the nucleate boiling heat transfer performance of HFE-7200 dielectric fluid. Int. J. Heat Mass Transf. 2020, 147, 119015. [Google Scholar] [CrossRef]
- Jun, S.; Kim, J.; Son, D.; Kim, H.Y.; You, S.M. Enhancement of Pool Boiling Heat Transfer in Water Using Sintered Copper Microporous Coatings. Nucl. Eng. Technol. 2016, 48, 932–940. [Google Scholar] [CrossRef] [Green Version]
- McHale, J.P.; Garimella, S.V.; Fisher, T.S.; Powell, G.A. Pool Boiling Performance Comparison of Smooth and Sintered Copper Surfaces with and Without Carbon Nanotubes. Nanoscale Microscale Thermophys. Eng. 2011, 15, 133–150. [Google Scholar] [CrossRef]
- Cooper, M.G. Saturation nucleate pool boiling—A simple correlation. In First U.K. National Conference on Heat Transfer; Elsevier: Amsterdam, The Netherlands, 1984; pp. 785–793. [Google Scholar] [CrossRef]
- Cooper, M.G. Heat flow rates in saturated nucleate pool boiling-A wide-ranging examination using reduced properties. In Advances in Heat Transfer; Hartnett, J.P., Irvine, T.F., Eds.; Elsevier: Amsterdam, The Netherlands, 1984; Volume 16, pp. 157–239. [Google Scholar]
- Chang, J.Y.; You, S.M. Boiling heat transfer phenomena from microporous and porous surfaces in saturated FC-72. Int. J. Heat Mass Transf. 1997, 40, 4437–4447. [Google Scholar] [CrossRef]
- Gupta, S.K.; Misra, R.D. An experimental investigation on pool boiling heat transfer enhancement using Cu-Al2O3 nano-composite coating. Exp. Heat Transf. 2019, 32, 133–158. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Properties |
|---|---|
| Molecular weight | 264 g/mol |
| Absolute viscosity, | 0.00058 N⋅s/m2 |
| Saturation temperature, | 76 °C |
| Density, | 1420 kg/m3 |
| Vapor density, | 1.825 kg/m3 |
| Heat of vaporization, | 119,000 J/kg |
| Thermal conductivity, kl | 0.068 W/m⋅K |
| Specific heat, | 1220 J/kg⋅K |
| Kinematic viscosity, | m2/s |
| Surface tension, | 0.0136 N/m |
| Parameters | Sample A | Sample B |
|---|---|---|
| Tube material | SB466-C70600 | SB111-C70600 |
| Processing technology | Sintered porous coating | Sintered porous coating |
| Coating comp. | Copper alloy | Copper alloy |
| Porosity | 57.5% | 50.65% |
| Coating thickness | 0.07 mm | 0.6 mm |
| Particle diameter | 21.87 µm | 19.47 µm |
| δ/dp | 3.2 | 30.82 |
| Circularity | 82.5% | 80% |
| Pore radius | 478 µm | 399 µm |
| No. of nucleation site | 1721 | 1893 |
| Nucleation site density | 2665 | 3363 |
| Surface roughness | 30.82 μm | 35.03 μm |
| Tube I. D | 26.07 mm | 23.74 mm |
| Tube thickness | 2.95 mm | 3.92 mm |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kumar, A.; Hung, K.-S.; Wang, C.-C. Nucleate Pool Boiling Heat Transfer from High-Flux Tube with Dielectric Fluid HFE-7200. Energies 2020, 13, 2313. https://doi.org/10.3390/en13092313
Kumar A, Hung K-S, Wang C-C. Nucleate Pool Boiling Heat Transfer from High-Flux Tube with Dielectric Fluid HFE-7200. Energies. 2020; 13(9):2313. https://doi.org/10.3390/en13092313
Chicago/Turabian StyleKumar, Abhishek, Kuo-Shu Hung, and Chi-Chuan Wang. 2020. "Nucleate Pool Boiling Heat Transfer from High-Flux Tube with Dielectric Fluid HFE-7200" Energies 13, no. 9: 2313. https://doi.org/10.3390/en13092313
APA StyleKumar, A., Hung, K. -S., & Wang, C. -C. (2020). Nucleate Pool Boiling Heat Transfer from High-Flux Tube with Dielectric Fluid HFE-7200. Energies, 13(9), 2313. https://doi.org/10.3390/en13092313