1. Introduction
Anaerobic digestion (AD) is a biological conversion process of biomass into biogas, by breaking down the organic matter through microorganism and enzymes in an oxygen-free environment. Over the years, this process has proved its ability to convert many types of biomass [
1,
2]. Beside the operational issues of AD, which can be avoided if they were considered in an early stage, there are some environmental and economic challenges associated with the AD when it is applied at a large scale. These challenges have limited its prosperity and threatened its sustainability [
3,
4]. Environmentally, the large amounts of the digestate generated post AD are considered the most environmental challenge for AD. Hence, the accumulation of these amounts of digestate would alert to an occurrence of serious environmental consequences if they are not properly handled [
5]. From an economical point of view, due to the volatile of fossil fuel price indexes, the biogas as the only main output of AD cannot be economically competitive with the prices of its counterparts. Due to that, as well as the costs of the storing and transporting of the digestate and the operation costs, investment in AD is not economically attractive [
6,
7].
An integration approach is one way in getting the most benefit of the biomass to produce multiple bio-fuels and bio-products simultaneously with the biogas and bio-slurry. The approach corresponds to bio-refinery concepts. It incorporates the biomass conversion processes and equipment in order to produce bio-feed, bio-food, bio-materials, bio-fuel etc. [
3,
8]. This approach has been investigated in many studies; however, more investigations on it are still required [
9]. Such an approach has the potential to enhance the economic feasibility of AD and limit the environmental issues associated with it by maximising the profit and minimising the waste streams generation [
8].
Moreover, many foods, such as fruits and vegetables, contain varied proportions of starch. The properties of starch are different based on its sources. Much scientific research on starch have resulted in valuable findings, which could enhance the idea of incorporating starch into food and industrial applications. Due that, many studies are currently researching the possibility to increase starch sources and the investigation of the properties of the available ones [
10].
Starch is a natural polymer, typically existing in the roots, pulps, seeds and tubers of plants, in varied concentrations. It is produced by plants during the photosynthesis [
11,
12]. While potato is a highly consumed vegetable, a popular source of starch and available in abundance almost worldwide, it is often consumed without peels and served in multiple forms such as chips, mashed potatoes, potato pancakes, potato dumplings etc. Starch contents in potatoes are different from one cultivar to another [
13]. Potato peels and trimmings are the wastes of the processed potato. They consist of approximately 66% starch [
14], which also varies from one cultivar to another [
13,
14,
15]. According to Gowe [
16], food processing industries are the second largest generator of waste into the environment after households sewage. On the other hand, potato processing companies generates about (70,000–140,000 tons/year) potato peels worldwide [
17]. Therefore, the employment of potato waste and other food waste in the production of the bio-fuel and bio-products could contribute highly to their waste management system.
Pre-treatment is an important stage of the AD process, as the other stages are highly dependent on its results [
18]. In selecting the most suited pre-treatment method, a number of criteria should be taken into consideration, such as: it should require low capital and operational costs, require minimum size reduction of the biomass, toxic compounds produced under the pre-treatment conditions should be minimum etc. [
19,
20]. According to the criteria, beating pre-treatment as a mechanical pre-treatment was selected and applied in the current study for the pre-treating of the potato wastes and in isolating starch.
The concentrations of the inoculums and substrate must be carefully balanced inside the digesters. According to Edwards [
21], careful determination of the concentrations of the inoculums and substrates greatly helps in avoiding the inhibition of the growth of the bacteria and the distortion of the metabolism of it. That also helps for avoiding the imbalance of the bacterial population, accumulation of the VFA and failing of the digester [
21,
22,
23]. Additionally, inoculum to substrate ratio (ISR) has an influence on the methane yield and the rate of methane production, therefore, has to be specified carefully [
24,
25].
Moreover, the temperature and the amount of inoculums used in AD are considered expenses during the AD process. Temperature has an important influence on the activity of the micro-organism [
26,
27]. The amount of all materials being fed into the digester must be carefully determined, as they have a major influence on the quantity and quality of the biogas produced [
4,
28]. Due to that, this study investigates the influences of the temperature, the organic concentration of the substrate and the inoculum concentration.
The proposed study aimed to evaluate the influence of the potato starch isolated from the potato waste on the quantity and quality of the AD biogas of potato waste. One of the main purposes of carrying out this study was to evaluate (in later studies) the influences of the production of starch based products alongside with the AD biogas on the environmental and economical aspects of the AD process. The study has also carried out an optimisation process of the biogas in terms of the quality and cost in order to find the optimal balance between all materials have been fed into the digesters to obtain the optimal biogas, minimise the temperature and sludge amount used as they are expenses and get as many benefits as possible of potato waste to increase its contribution in waste management.
2. Materials and Methods
2.1. Experiment Set up
The experiment carried out in a Batch system at a lab scale. Beating pre-treatment was employed by a Hollander beater. The beater was used as a dual-function device, for mechanically pre-treat the substrate and isolate starch. We used 500 mL flasks as bio-reactors, which were placed in water baths. The temperature of the bath was set up at three different temperature based on a design matrix. Additionally, each bio-reactor was connected to a biogas measurement apparatus through three-way valves. Throughout the periods of the experiment, the biogas produced was measured twice to avoid burst bags or the leakage of biogas. Response surface methodology (RSM), as one of the popular Design of Experiments DOE techniques, was applied to design the process, analyse and optimise the results. The energy balance was calculated according to the optimal results at the optimal set of factors. As the digestion process carried out in water baths and the full capacity of the baths were not exploited, the number of assumptions were set to calculate the energy balance. The following sub-headings describe the methodology, materials and equipment used in more details.
2.2. Substrate and Inoculums
A specific amount of a potato cultivar called “Golden Wonder” was collected from fruit and vegetable wholesale market in Dublin, Ireland. It is a popular cultivar of potato and commonly called Russet potatoes. This cultivar was selected because of its high contents of starch. It has a dark brown peel and its flesh is white, dry and mealy. After the potatoes were brought to the lab, washed thoroughly and peeled, the weight of the extracted peels was measured, recorded and used as the substrate.
Figure 1 shows the potato peels.
On the same day of the experiment, the required amount of the digested sludge (inoculum) was collected directly from a fermenter in the Green Generation Ltd. plant, Kildare, Ireland. The plant is processing mixed food waste operating within the mesophilic range. The sludge was directly used in the experiment. pH level has a major influence on the equilibrium of the system and the stability of the digester. Therefore, the pH of the sludge was measured prior being fed into the digesters and was 7.9 ± 0.1. The (Ts) and (VS) contents of the sludge were also measured and found 5.5 g/100 g and 86.36% of the (Ts), respectively. It is dark brown tending towards black, heavy, with a high viscosity and unpleasant odour. It contained the micro-organism required for the fermentation process. The concentration of the sludge was investigated and optimised in the study to obtain the optimal level of sludge. The application of the sludge was mainly to provide the required “broad trophic” microbial composition in the digester.
2.3. Pre-Treatment Method
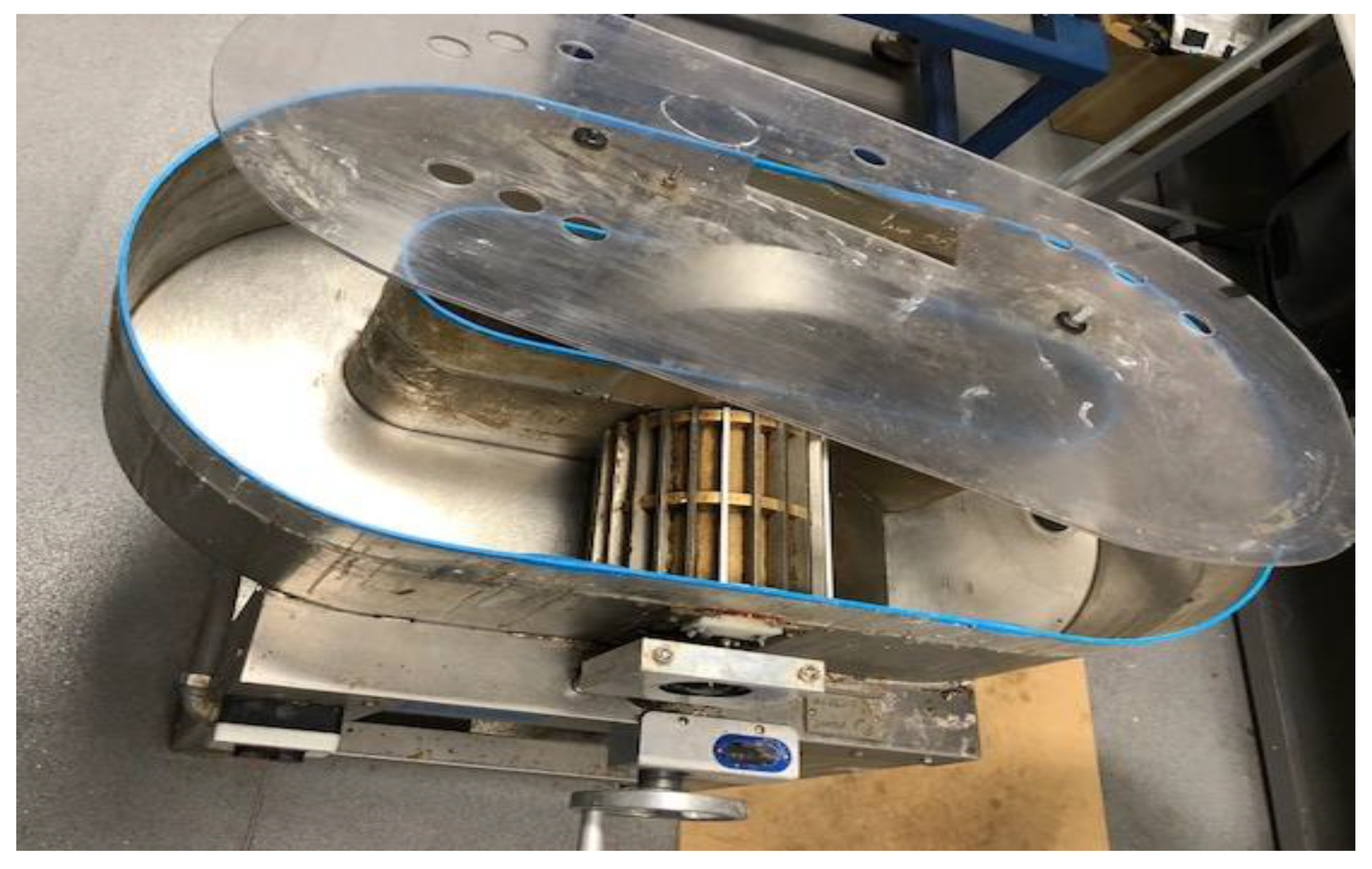
Beating pre-treatment is a relatively new mechanical pre-treatment method of biomass. It was first introduced by the bio-energy group in the School of Mechanical and Manufacturing Engineering in Dublin City University (DCU) by employing the Hollander beater (see
Figure 2). The beating pre-treatment has not been utilised extensively; however, it has proved its effectiveness in pre-treating algae and other biomass in some scientific researches [
29,
30]. As per the integration approach concepts for incorporating the conversion processes and equipment, the Hollander beater was applied for both pre-treating the potato peels and isolating starch. Furthermore, the excessive beating or reduction of the particle size of the feedstock could result in an accumulation of (VFAs) and decreasing pH level in the digester [
31]. Due to that, a number of preliminary trials were carried out to adjust beating time. In the preliminary trials, the amount of starch isolated, the particle size, the VFA and the pH were all taken into consideration. In terms of the AD digestion process and starch separation, 5 min was found to be the ideal beating time for the peels.
In order to ease beating process, the peels were cut manually into small slices (approximately 1.5 cm × 1.5 cm). Thereafter, the slices were placed into the drum of the beater, mixed with clean water in a ratio of 1:4% w/w and beaten for 5 min. Post sampling the mixture for (1) measuring the (Ts), (Ms) and (VS) and (2) feeding of nine bio-reactors with the pre-treated peels before the separation of starch (controls), the drainage slot was opened to allow the mixture to be discharged into a large container. A strainer was placed at the drainage slot to isolate starch. The potato mixture, which contained the starch, was strained in a container and left for half an hour. A powder tended to lighter colour was settled in the bottom of the container and the water remained in the top. The remained water was decanted off into another container, mixed with the substrates remained in the strainer and used as the feedstock in the AD experiment.
2.4. Ts, Ms and VS Analysis
The (Ms), the (Ts) and the (VS) were measured according to the standard method (NREL/MRI LAP 1994, 2008) [
32,
33]. After the pre-treatment of the potato peels, the (Ms), (Ts) and (VS) of the substrate were measured before and after the separation of the starch in triplicate. Organic concentration was one of the influencing factors been investigated in the study. A number of preliminary trials were carried out to set the range of the organic concentration. The investigated range of the organic concentration g-VS/0.2 Lwas selected to be in the range of 1.6 to 6.5 g-VS/0.2 L of substrate.
The pre-treated peels after the separation of the starch were separated equally into three containers. The organic concentration of the substrates in each container were adjusted to one of the studied levels of the organic concentration g-VS/0.2 L. They were adjusted by water dilution to 6.5, 4.05 and 1.6 g-VS/0.2 L, while the organic concentration g-VS/0.2 L of the controls were only adjusted to 6.5 g-VS/0.2 L. That was done in order to compare it with the predicted results of the isolated starch samples at the highest organic concentration level, highest sludge concentrations level and each of the three temperature levels. The following formulas were applied to adjust the organic concentration by water dilution at the required level:
where (
C1) is the organic concentration resulted, (
C2) is the concentration required, (
V1) the volume of the mixture at (
C1), (
V2) is the volume of the mixture at (
C2) and (
D) is the amount required to be added/removed to adjust the organic concentration at the predetermined concentration.
2.5. Statistical Analysis
Design of Experiments (DOE) was applied in the study. The successful application of the DOE greatly helped in identifying the significance of the influence of each factor and their interactions on the process. In order to attain top performance, DOE also aided in identifying the optimal setting of factors for the process. Box-Behnken design (BBD) is one of the most common RSM techniques in (DOE). BBD was adapted and applied. The three studied influencing factors were temperature (A°C), organic concentration (B g-VS/0.2 L) and sludge concentration (C%). The yield and quality of the biogas produced from each sample were based on three responses studied in this research, the biogas volume per the gram VS/0.2 L of substrate, CH
4% and CO
2%. Based on that, BBD was applied in designing the process. In the study, the yields of the CH
4% and CO
2% represent the quality of the biogas produced. The resulted yield of the CO
2 were considered as a response for finding the ultimate minimum yield of the CO
2 at the optimal set of factors.
Table 1 illustrates the independent variables and their levels in actual and coded values.
Table 2 shows the design matrix which was generated by BBD, given in actual values, with five repeats.
An analysis of variance (ANOVA) was applied to test the statistical significance of the developed models and each term in the regression equations. In this study, when the p-value of the model and of any term does not exceed the level of significance (α = 0.05), they are considered statistically significant within the confidence interval of (1 − α). Moreover, the lack of fit of the model is considered insignificant if the p-value exceeds the level of significance. Moreover, some adequacy measures, such as R2, Adj-R2, Pred. R2 and Adequate Precision, were determined to check the adequacy of the developed models.
2.6. Batch Experiment
A batch system, as a type of the AD systems, was applied in the experiment. Five water baths with a capacity of 45 L each were used. A number of preliminary trials were conducted to set the range of each of the three factors. As the digestion process at mesophilic conditions is more stable and require lower energy expenses, most AD plants conduct their digestion process at mesophilic conditions (35–37 °C) [
34]. Therefore, 35 °C was assigned to be the central level of the range and 32 and 38 °C the minimal and maximal values. On the other hand, the trials for specifying the sludge concentration % range led to the following: below 20% of the total amount of all components inside the reactor (400 mL) resulted in low CH
4% and high CO
2%, while above 50% led to reactor failure. Hence, the three selected levels were 20%, 35% and 50%. In regard to the organic concentration, it was found that excessive feeding of the digester cause failure of the system and insufficient feeding lead to a reduction in the methane generation and the biogas volume. Therefore, the levels were set at 1.6, 4.05 and 6.5 g-VS/0.2 L.
The temperature of each bath was set to one of the three temperature levels (see
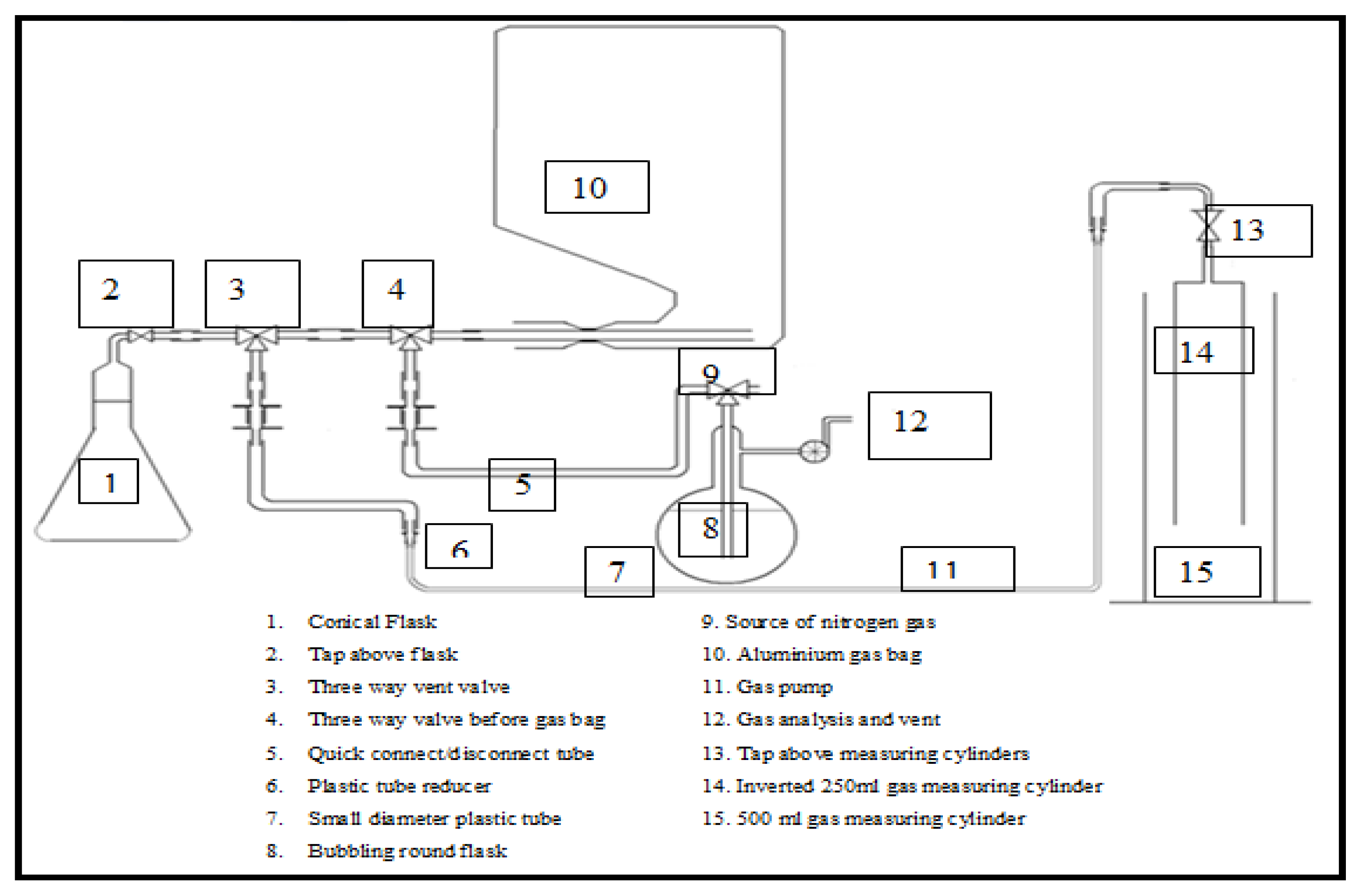
Table 2). All bio-reactors were filled in with 400 mL of the pre-treated biomass, sludge and tap water (if needed) in varied concentrations according to the design matrix and at an ISR of 1. The nine controls were set at 6.5 g-VS/0.2 L and 50% sludge concentration in order to distribute each three of them in three water baths at the three different temperatures. Prior to the distribution of the bio-reactors, the pH of each sample was measured and recorded. After attaching the bio-reactors to the gas collection systems with the glass bores taps, all baths were fully filled up with water. In order to provide a free-oxygen environment and expel air from the system, nitrogen was pumped into all of aluminium bags and reactors. The water levels were checked on a daily basis for safety purposes and the water was maintained at its maximum level. Additionally, the bio-reactors were slowly shaken daily to enhance the biological reactions. The hydraulic retention time (HRT) was set at 21 days because the production of the biogas at day 21 was undetected. During the 21 days, the biogas produced from each bio-reactor were measured twice to avoid leakage or bursting of the aluminium bags. Gas measurement apparatus (volumetric flask, round bottom flask and electric pump) and a biogas detector were used to measure the volume of the biogas and the gases concentrations respectively.
Figure 3 illustrates the apparatuses and equipment that were utilised in the preparation of the samples for the AD process.
2.7. Optimisation
Optimisation was applied to determine an optimum set of factors that could be considered in the calculation of the energy balance of the system. This will also be used to investigate the enhancement of the profitability of AD through the production of starch-based bio-products later in future studies. The optimisation process was carried out using the Response Surface Methodology (RSM) technique. Three optimisation criteria were set in terms of the quality and cost. The first criterion was in terms of the quality. It aimed to obtain the optimal biogas with no limitation on the process parameters at a minimum CO
2% yield and maximum biogas yield/g-VS/0.2 L, and CH
4%. The other criteria were based on finding the optimal biogas in terms of cost. It is worth noting that gate fees (not all plants require a fee to accept biomass from external users), the sale of the heat and electricity and the sale of the digestate are the primary revenue of AD plants. On the other hand, the energy consumed in the pre-treatment and digestion processes and the sludge fees are some of the main expenses of almost all AD plants. Moreover, the revenue and expenses of AD plants from the sales of the electricity, the energy used in the digestion process and the sludge fees were all taken into consideration when setting the second criterion. The electric energy which was consumed by the Hollander beater in the pre-treatment and starch separation processes were quite low (0.15 kWh/5mins) compared to the energy consumed by the digestion process; hence, it was neglected. In addition to that, the sale of the digestate was not considered, as its price is low and not applied to all AD plants [
7,
35]. In the setting of the third criterion, the same restrictions of the second criterion was applied with slight changes, in that the gate fees as well as the total weight of the organic matters (which were considered in the calculation of the electric energy consumed in the digestion process Ec) were taken into account. Theoretically and practically, the CH
4 yield have higher influence on the energy balance compared to biogas yield. In other words, increasing/decreasing in the CH
4 yield makes a big difference in the energy gain/loss compared to the difference made by the changing in the biogas yield. Hence, in all of the criteria, the importance of all responses was the same (set to 3) except the CH
4%, which was set to 5 (most important).
Table 3 shows the three criteria.
2.8. Energy Balance
The energy balance of the AD results was calculated according to the optimum results. The energy consumed by the digestion process was measured by electric energy meters, which were plugged to each water bath and connected to electric sockets throughout the whole duration of the AD experiment (21 days). It is worth mentioning that the digestion processes were carried out in water baths. The total capacity of each water bath was not fully utilised. Only 12 flasks were placed in each water bath and the baths were running at full performance at the pre-specified temperature levels. According to the water bath’s manual, the dimensions of each water bath was 590 × 220 × 350 mm and the full capacity was 45 litres. The electric energy that was consumed by each water bath at each of the three temperature levels were based on using the full capacity of the baths. Therefore, in order to work out the energy balance on a lab scale, number of assumptions were set, which were;
The full capacity of the water bath was exploited.
Only one reactor with a volume of 2/3 of the total volume of the water bath was used. This one reactor was equivalent to the volume of 75 reactors of the reactors have been used in the experiment (=30.000 ).
The remaining capacity (1/3) is the volume of the water used to heat up the reactor in the bath.
In order to calculate the energy gain/loss, the following equations were applied to the optimum results based on the three criteria. The calculations of the energy balance and equations were adapted from the previous studies [
29,
30,
36,
37]:
where Bs is the energy content of the biogas produced by biomass [kWh
], CH
4 is the average of methane content
, 9.67 is the energy content of 1 Nm
3 of biogas [kWh/Nm
3], Bp is the quantity of biogas produced for each gram of VS of the biomass [
, Ep is the energy of the biogas produced from 1 g of VS of the biomass [kWh
], Ept is the electric energy consumed during the digestion measured by a kilowatt hour meter [kWh], VSm is the total quantity of VS into the flask [g], Ec is the is the electric energy consumed during the digestion to process 1 g of VS of biomass [kWh
, Net Ep is the total energy produced by 1 g of VS of biomass pre-treated and the Energy gain/loss is the difference in percentage between the energy provided by the biogas produced from biomass
and the total electric energy consumed in the process. If (
>
, the AD of the potato wastes is not economically feasible.
3. Results and Discussion
3.1. Quantity and Quality of the Biogas Produced before/after Starch Separation
As previously mentioned, the biogas was collected twice. A major decrease in the biogas yields was noticed by day 21 for almost all of the samples. Such a decrease was in line with research that confirmed that the production of the biogas increases until it reaches a peak and then decreases gradually [
30,
38]. The measurements of the weight of the peels and starch were as follows: each 1 kg of the Golden Wonder potato (Russet potatoes) contained approximately 125 g peels. Starch weight represented 14 ± 2% of the total weight of the peels.
In order to facilitate the comparison between the controls and the predicted results at the same conditions, the organic concentration B (g-VS/0.2 L) of the nine controls were adjusted to the same highest organic concentration level of the pre-treated peels after starch separation (6.5 g-VS/0.2 L).
Table 4 shows the results of the biogas produced from all samples after starch separation and the pH level of each sample.
It is clear that the pH levels of all samples, including the controls, ranged from 6.5 to 8.2. This means that the systems and digesters were in equilibrium and stable. It can be also noted that the interaction of the organic concentration and sludge concentrations significantly affected the pH level. That is, as the organic concentration increased and the sludge concentration percentage decreased, the pH level decreases. From
Table 4, it can be noticed that the reduction in the pH levels led to a reduction in the concentrations of the CH
4. This resulted in an increased of the volume of the other gases, such as H
2S. This can be observed by summing the concentrations of the CH
4 and CO
2 at each run separately and comparing them with each other. This finding supports for carefully balancing the inoculums and substrates inside the digester.
In terms of the biogas produced from each gram-VS in each sample, it can be observed that the highest amount of biogas produced was 1398 cc/g-VS/0.2 L for run 3 and the lowest was 245.0 cc/g-VS/0.2 L for run 13. Additionally, run 3 also recorded the highest CH4% compared to the other samples, where CH4 constituted about 69.2% (967.38 cc) of the total gas produced. From the table, it can be clearly noticed that the organic concentration (g-VS/0.2 L) and sludge concentration (%) had a major influence on the quality of the biogas (CH4 % and CO2 %).
The following are the analysis of each response separately. The analysis includes the following: statistical analysis of the developed model, tests the adequacy of the model, shows the behaviour of each factor on the response and illustrates the significant influences of each factor and their interactions on the response.
3.1.1. Biogas Volume per Each Gram VS
Table 5 shows the ANOVA analysis of the biogas volume/g-VS/0.2 L. It is clear from the table that the model was significant and the model terms that had significant influences on the biogas volume/g-VS/0.2 L were A, B, C, BC, A
2, B
2 and C
2. Furthermore, the “Lack of Fit” was not significant at α = 0.05. Therefore, the model adequately fit the data. In regard to the adequacy measures of the model, the R
2, adjusted R
2 and predicted-R
2 were all close to 1. This means the regression of the model was good. “Adeq Precision,” as another tool of the adequacy measure, has also confirmed the fitness of the data. The final mathematical model in terms of actual factors as determined by ANOVA for biogas volume/g-VS/0.2 L is shown in Equation (8):
As is clear from the equation, the mathematical model of this response was transformed to natural log as by the recommendation of the software.
Additionally,
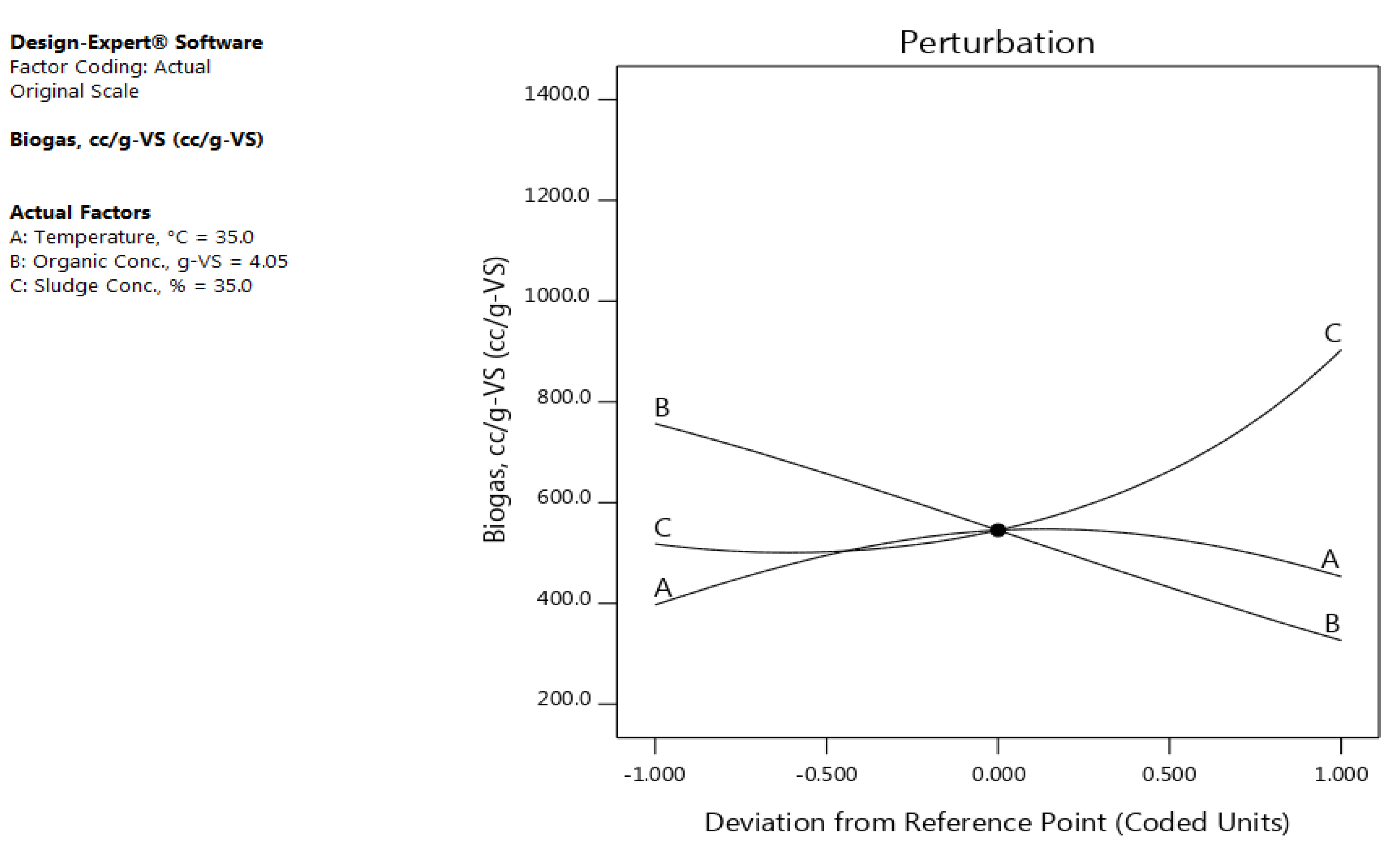
Figure 4 provides the perturbation plot. It shows the behaviour of each factor and their influences on the biogas volume/g-VS/0.2 L. The biogas volume produced per g-VS/0.2 L was inversely proportional with the organic concentration (B), while it was directly proportional to the sludge concentration (C). According to the ANOVA as well as the perturbation plot, organic concentration (B) had the most significant impact on the biogas volume/g-VS/0.2 L (negative influence), while the sludge concentration (C) and the interaction of the organic concentration and the sludge concentration (BC) had the second and third most significant influence, respectively.
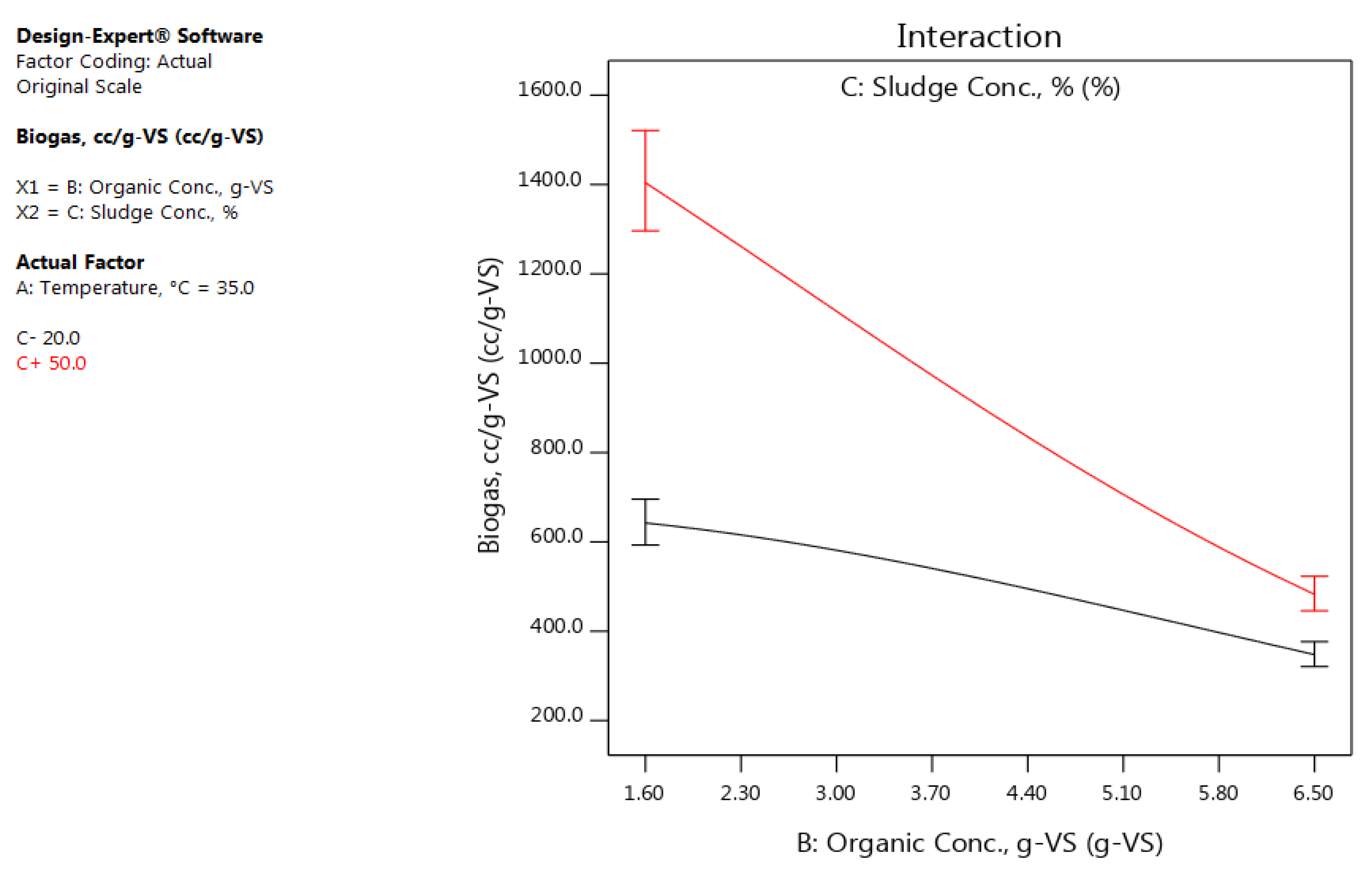
Figure 5 shows the interaction plot and illustrates the effect of the interaction of the organic concentration B (g-VS/0.2 L) and sludge concentration C (%) on the biogas volume/g-VS/0.2 L at a mid-range of temperature A of 35 °C. The impact of the interaction was insignificant when the organic concentration was at the highest level and its significance increased as the organic concentration decreased, while the biogas volume/g-VS/0.2 L sharply increased as the sludge concentration C (%) increased when the organic concentration B (g-VS/0.2 L) was fixed at the lowest level. Thus, the concentrations of the substrates and the sludge must be well balanced. This can be attributed to the fact that excessive feeding of the bio-reactors by substrates, as well as the lower concentration of the sludge (sludge concentration ˂ organic concentration), negatively influencing the pH and therefore, caused a major deficiency in the concentration of the resulting CH
4. In other words, the excessive feeding caused the feedstock to incompletely digest because of the imbalance of the bacteria population [
21,
22,
23].
3.1.2. Methane Concentration
According to the ANOVA analysis for the CH
4% in
Table 6, the
p value of the model was less than 0.05. This indicates that the developed model was significant. Additionally, the adequacy measurement tools had confirmed that the regression of the model was good, and the model was adequately fit the data. The values of the “Pred R
2” and “Adj R
2” of 0.94 and 0.99, respectively, have proved that the “Pred R
2” was in reasonable agreement with the “Adj R
2”. As can be observed from the ANOVA, the following model terms have significant influences on the CH
4%: B, C, BC, A
2, B
2 and C
2. In addition, the mathematical model resulted for this response is illustrated in Equation (9):
Additionally,
Figure 6 illustrates the predicted values versus the actual values plot. This plot contributes to validating the strength of the developed model and illustrates the correlation between the measured and predicted response values. The distribution of most of the points in
Figure 6 on the diagonal line or closer to it means that the model predicted the results very well, and therefore, there was a good correlation between the model’s predicted results and the actual results.
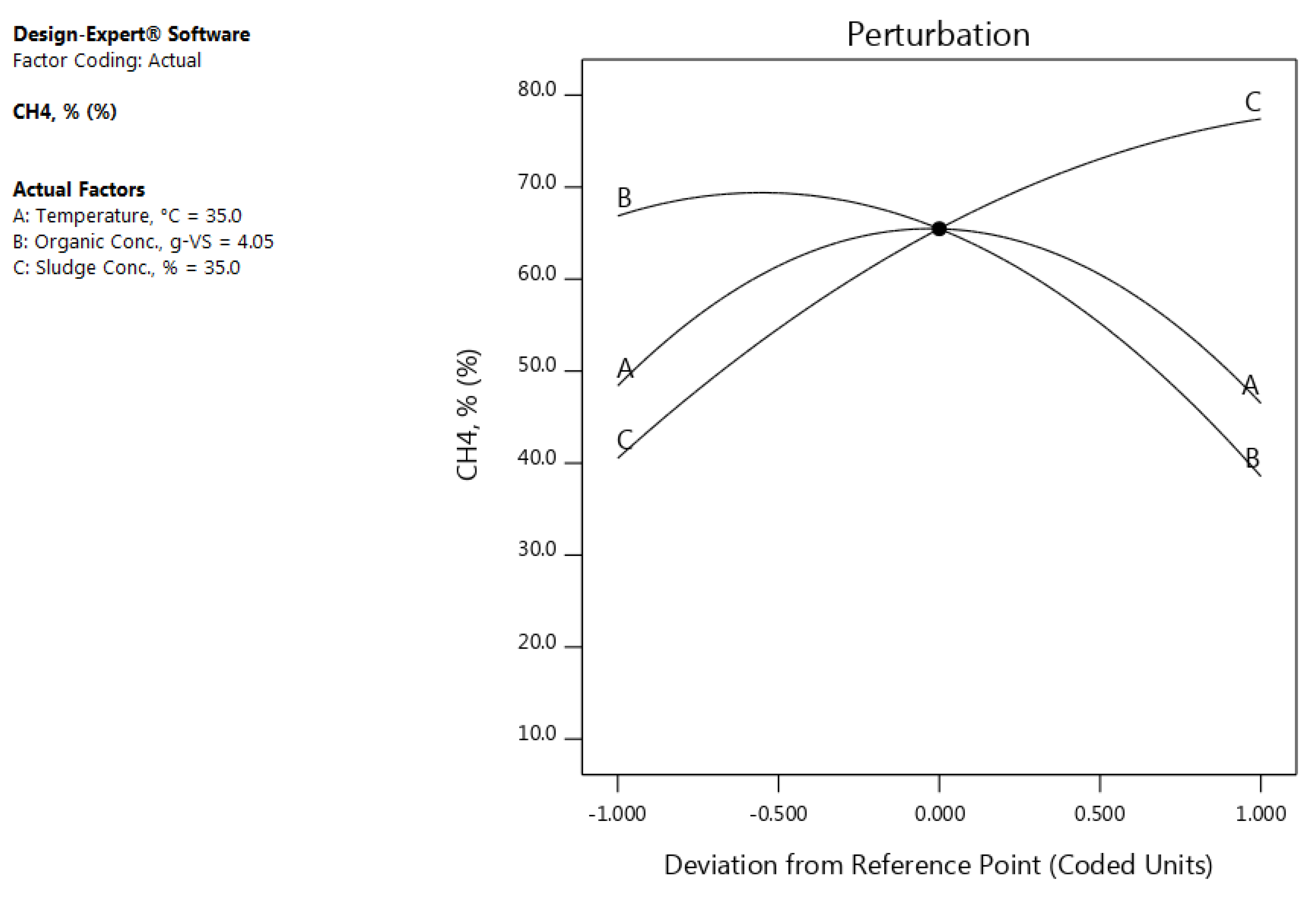
The perturbation plot in
Figure 7 illustrates that, as the temperature deviates from the reference point (35 °C) toward either higher or lower temperature, the CH
4% decreases. By looking at the plot, a sharp increase pattern can be observed in CH
4% when the sludge concentration (C) is increased (direct relationship), while the organic concentration (B) has an inverse relationship with the CH
4%. The CH
4% increases sharply when the organic concentration (B) decreased (less sharp than when the sludge concentration (C) is increasing). Moreover, the ANOVA and the perturbation plot revealed that the sludge concentration (C) has the most significant influence on the CH
4%, followed by the organic concentration (B) and the interaction of both of them (BC), respectively.
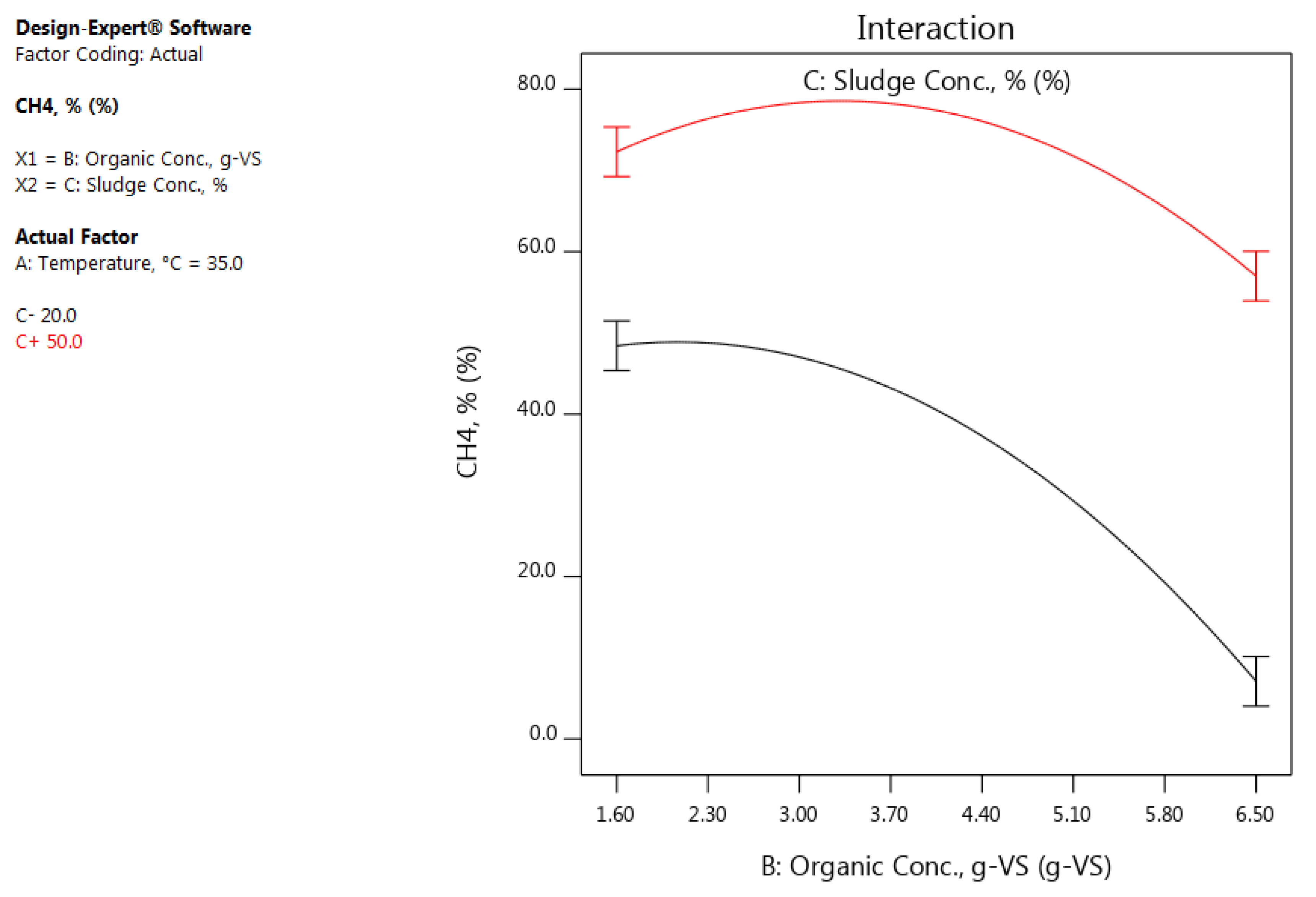
Figure 8 shows the influence of the interaction on the CH
4% in an interaction plot. It is clear from the plot that the influence of the interaction was more significant when the sludge concentration (C) at the lowest level. In other words, the rate of increase in CH
4% reduced as the organic concentration decreased and sludge concentration increased.
Figure 9 shows the influence of the interaction in contour plot at mid-range of temperature (A) of 35 °C, where the contour plot is a three-dimensional surface that provides a two-dimensional view. In these plots, the contour lines are the values of the responses. All points located on the same line have the same CH
4% value.
3.1.3. Carbon Dioxide Concentration
Looking at the concentrations of the CH
4 and CO
2 results from the study, it can be observed that there was an inverse relationship between them. The ANOVA analysis in
Table 7 confirmed that the model was significant, and the model terms that have significant impacts were B, C, BC, A
2 and B
2. The ANOVA also showed that the “Lack of Fit” of the model was not significant at α = 0.4 and the values of the R
2, adjusted R
2, and predicted-R
2, were all close to 1, except the value of the predicted-R
2, which was slightly less than 1 (0.87). The “Adeq Precision” has been tested and was greater than 4. Hence, it can be said that the regression of the model was good, the model was adequately fit the data and can be used to navigate the design space. The analysis has shown that the “Pred R-Squared” of 0.87 was in reasonable agreement with the “Adj R-Squared” of 0.96 (<0.2). Equation (10) below depicts the actual mathematical model generated of this response:
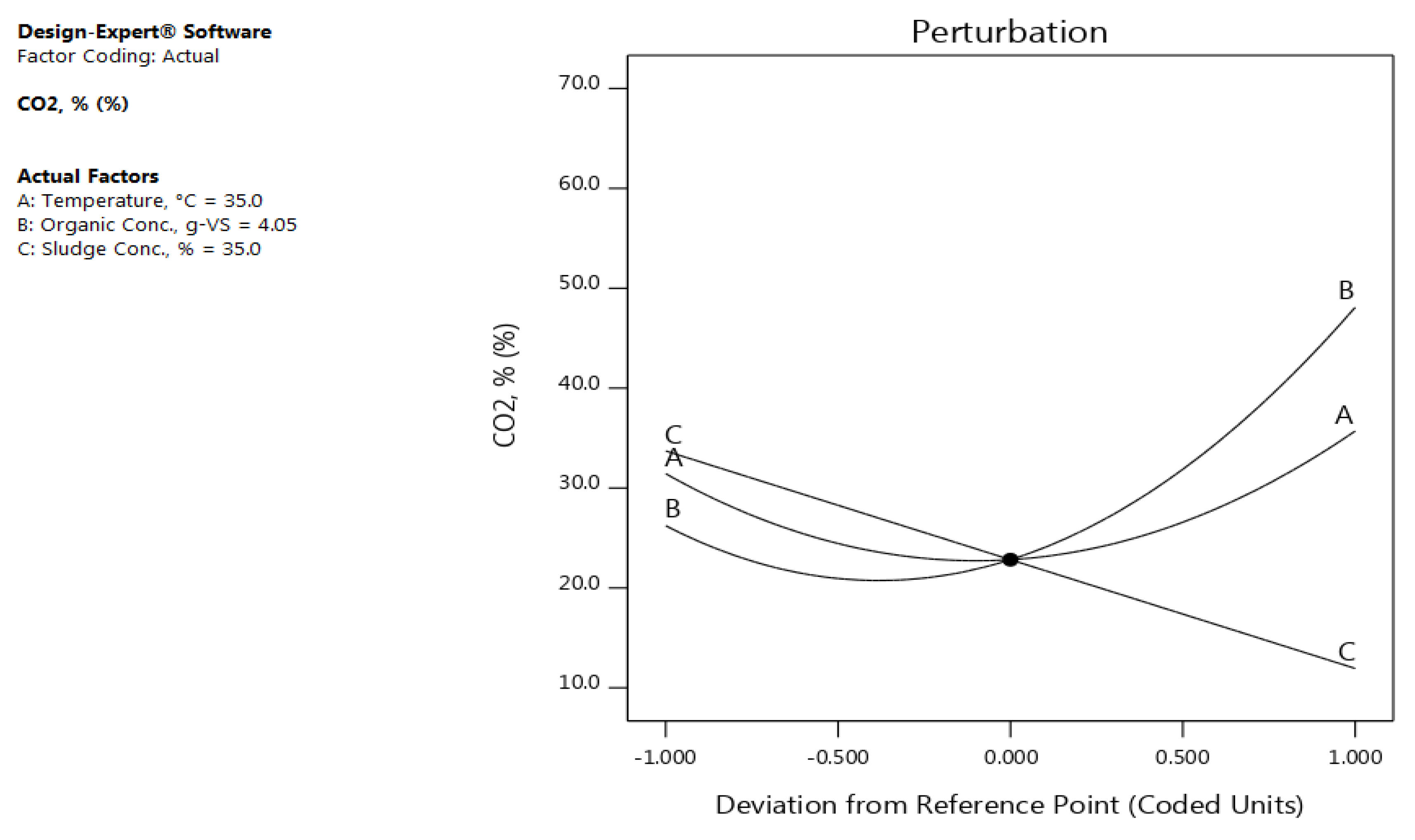
It is obvious from the perturbation plot of the CO
2% in
Figure 10 that all factors behaved in an opposite manner to the respective behaviours given in the CH
4% results. According to the ANOVA analysis, the perturbation plot and in reference to the analysis of the CH
4%, all factors and interactions that had a significant influence on the CH
4% were significantly influencing by the CO
2%, but in an opposite manner.
Figure 11 shows the influence of the (BC) on the CO
2% in a contour plot, while
Figure 12 describes the influence of the interaction in an interaction plot.
3.2. The Influence of Starch on the Quantity and Quality of the Biogas Produced
Table 8 illustrates the differences between the actual results of the controls (pre-treated peels with starch) and the predicted results (they are obtained by the RSM at the required conditions) of the substrate after separation of starch. According to the differences between the results of the controls and the predicted results at the same conditions, it is obvious that the effect of starch on the quantity of the biogas was relatively low, while it had a small effect on the quality of the biogas. That can be justified by the fact that the only difference between the controls and the samples of the same conditions was the starch in which a small proportion of the total weight of the feedstock was present inside the digester.
Furthermore, in the present study, the uses of the Hollander beater were not limited for pre-treating the biomass. The beater was also employed to separate the starch. This means that no extra electric energy was required for extracting the starch by the beater. In addition, the produced starch can be sold separately or used in the manufacturing of bio products. Prior to that, the produced starch should be subjected to a few further steps in order to make it ready for use. These steps are: treating the starch by soaking it in 1% w/v sodium meta-bisulphite solution for 24 h, after the starch is washed and decanted off the water mixture, spreading it on a tray and air-dried until it is completely dry, removing the darker colour powder on the surface of the starch powder by a Laboratory scraper and sieving the powder obtained to obtain fine starch powder. In terms of the preparation of the starch, the separation and the treatment of it do not require long processing times or even complicated processes. Based on all of that, and as the influences of starch on the quantity and quality of the biogas are low, it can be said that isolating, treating and then selling starch or using it to produce bio-products may well help in improving the economic aspects of AD. This finding greatly supports the separation of starch before the process of digestion for selling it or use it in the manufacturing of bio-products. There is also no doubt that would require feasibility studies on the production of bio-products alongside with the biogas.
3.3. Optimisation
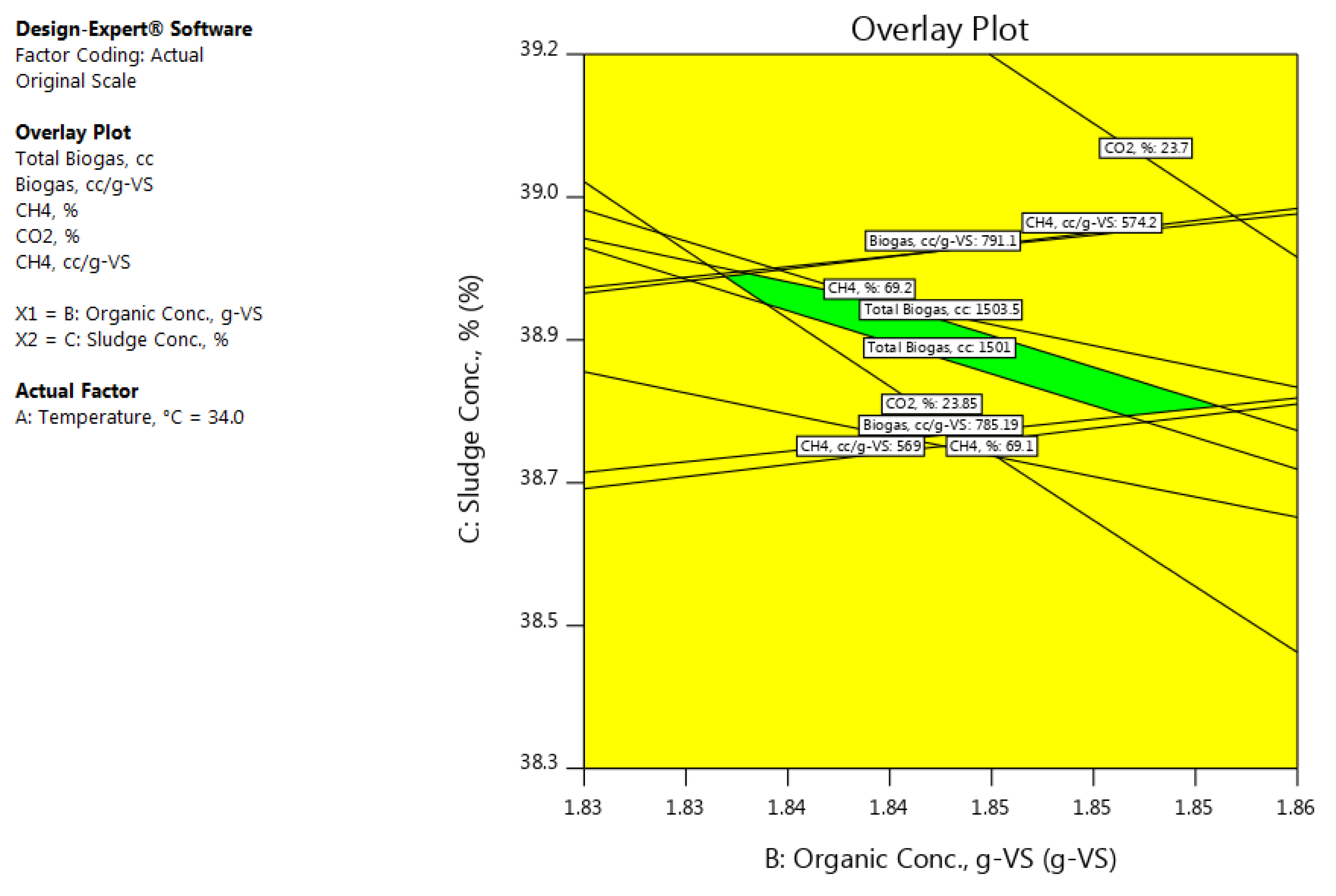
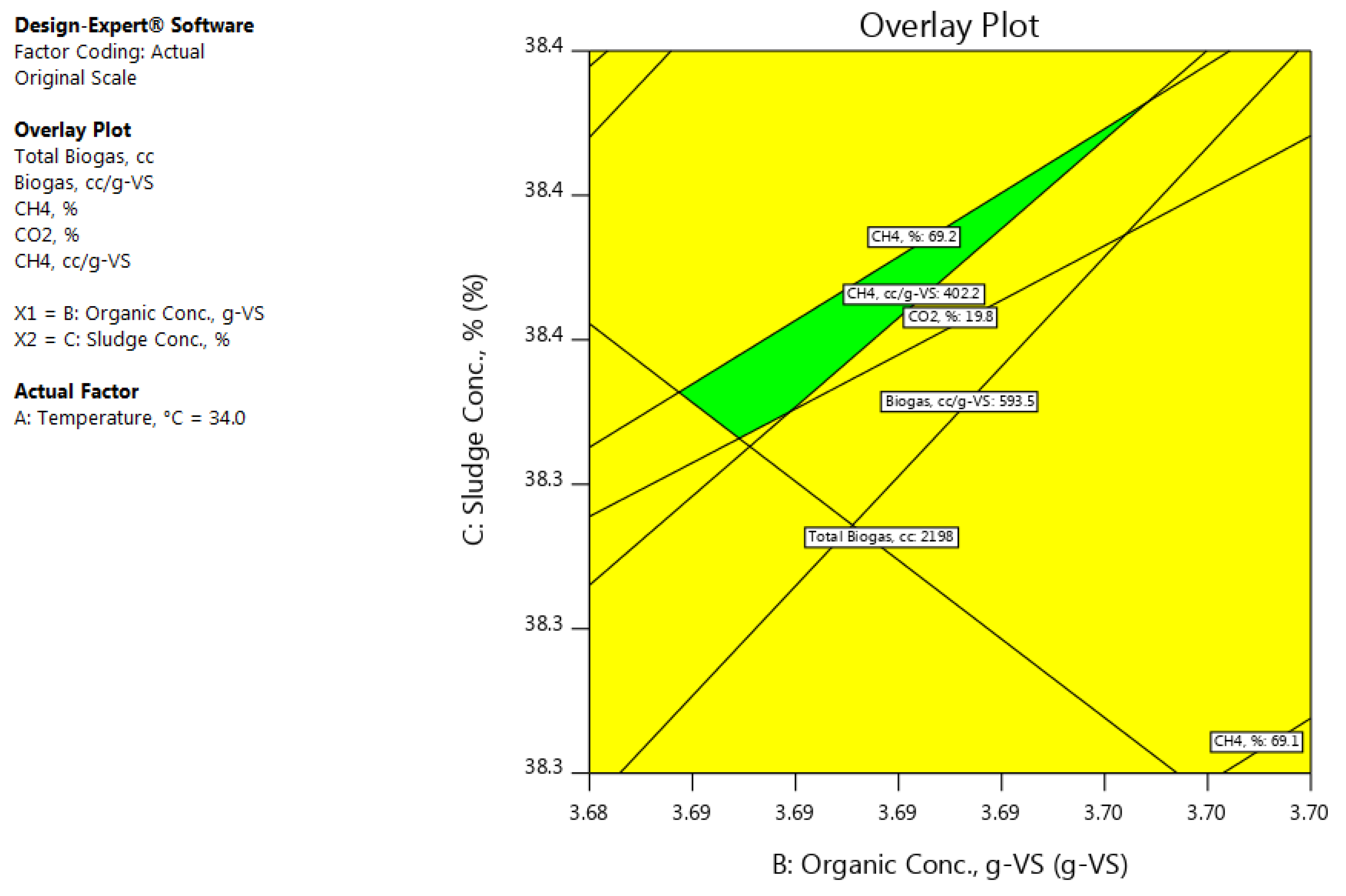
The Design Expert software offers the optimisation results in both numerical and graphical forms based on the restrictions.
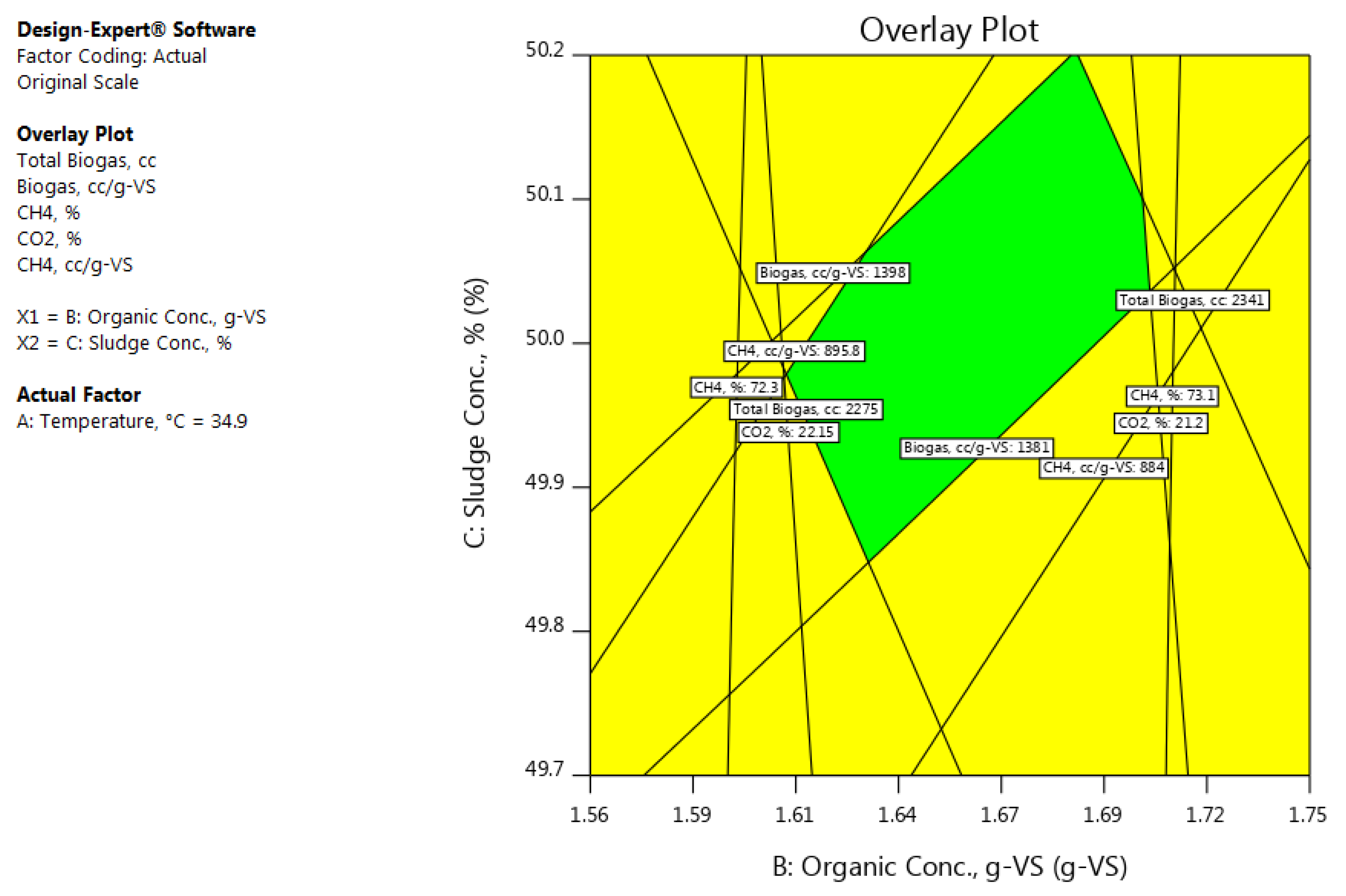
Table 9 shows the optimisation results in numerical form. According to the table, the optimal biogas in terms of the quality was approximately 1398 cc/g-VS/0.2 L, 72.4% CH
4 and 22.1% CO
2 at 35 °C (A), 1.62 g-VS/0.2 L (B) and 50% (C), while the optimal biogas in terms of the cost based on the second criterion was approximately 791 cc/g-VS/0.2 L, 69% CH
4 and 23.8% CO
2 at 34 °C (A), 1.83 g-VS/0.2 L (B) and 38.9% (C). In addition, the lowest optimum biogas yield was achieved by applying the third criterion. As is clear, the changes of the goals from the first criterion to the third criterion resulted in a major decrease in the biogas yield, while the decrease was slight in terms of biogas quality (CH
4% and CO
2%). The decreasing of the biogas yield can be attributed to the fact that the excessive feeding of the reactors caused the feedstock to not be fully digested due to the imbalance of the bacteria population. The table confirmed the influence of the organic concentration on the biogas volume, as by changing the goals to “maximise,” the volume decreased from 791 to 593 cc/g-VS/0.2 L. In addition, the graphical optimisation displays the optimum results at the optimum conditions based on certain criterion in a type of plots called overlay plots.
A previous study conducted a research on the AD of potato peels. The peels were pre-treated by a Hollander beater and the inoculums to substrate ratio was fixed at a ratio 1. The sludge concentration was set to 50% of the total volume of the substrate and sludge. The maximum CH
4 yield obtained was in range of 338.7–551 cc/g VS [
38], while the optimal CH
4 yield resulted in the present study was in the range of 410–1012 cc/g-VS/0.2 L. These differences can be attributed to the concentrations of the sludge and organic.
Figure 13,
Figure 14 and
Figure 15 illustrate the optimum results according to each criterion in overlay plots. The green/shaded regions on the three plots are the regions that meet the proposed criteria. However, the optimum results are greatly supporting the discussion was made earlier regarding the influence of the organic concentration g-VS/0.2 L and sludge percentage and their interaction on the quantity and quality of the biogas.
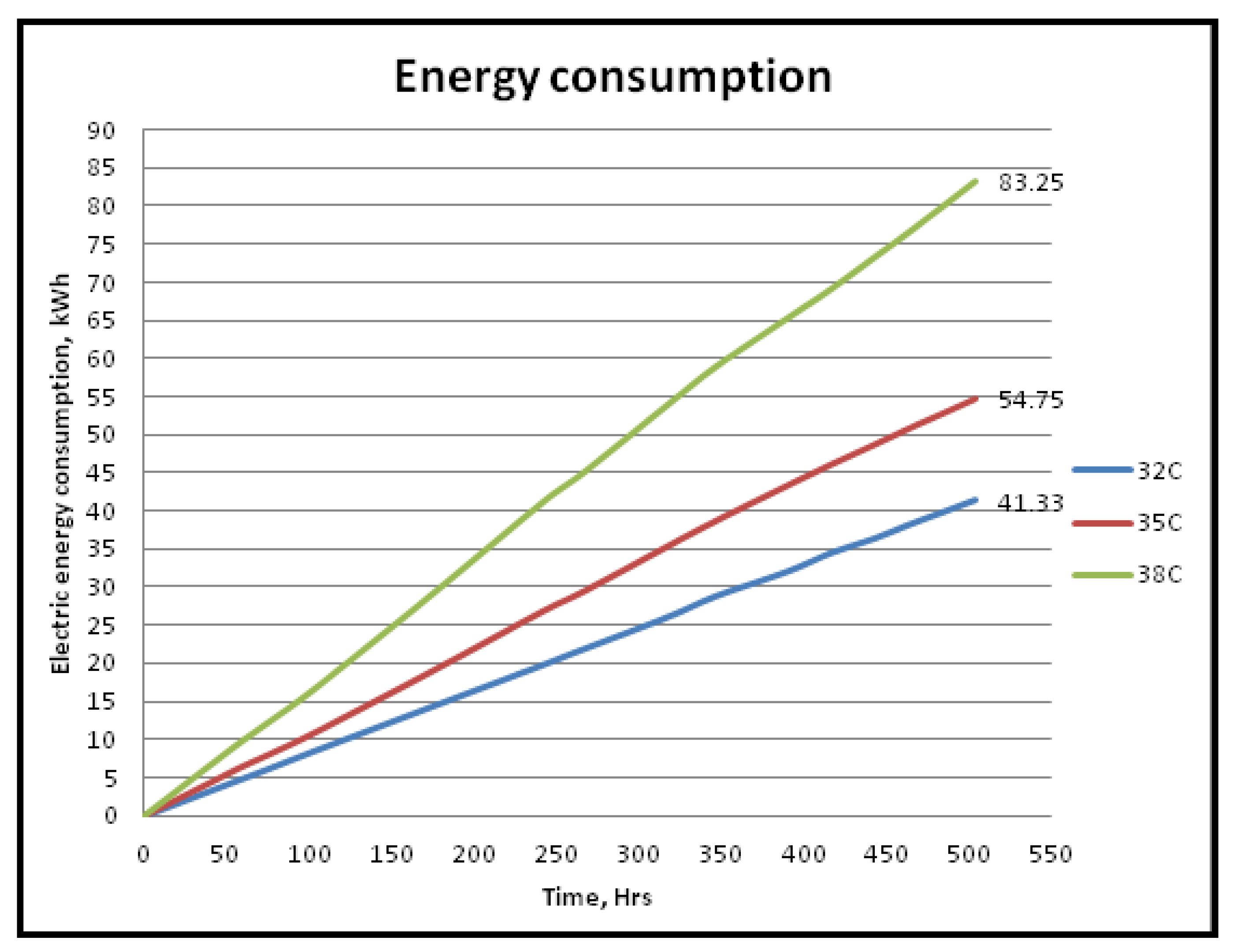
3.4. Energy Balance
Figure 16 shows the average electric energies consumed at each temperature level. As is evident from
Table 10, the highest energy gain by the g-VS/0.2 L of potato peels reached was 62.9% at 35 °C (A), 1.62 g-VS/0.2 L (B) and 50% (C). In other words, based on the three criteria, the production of the biogas from 1 g-VS/0.2 L of potato peels was at its highest level at the above setting, 62.9% higher energy than that consumed in its production. According to the table, the highest energy gain in terms of the cost was approximately 55.9%, while the energy gain in terms of the quality was higher than the energy gain acquired in terms of the cost. Therefore, it can be concluded that the highest energy gain achieved by the AD of the free-starch potato peels was 62.9% (at 35 °C, 1.62 g-VS/0.2 L organic concentration and 50% sludge concentration). The table also revealed that, at almost the same temperature and sludge concentration, increasing the organic weight, g-VS/0.2 L, by approximately 100% leads to a major increasing in the energy balance. This finding supports AD plants applying gate fees for accepting wastes and allowing the processing of larger amounts of waste, and therefore, increase the contribution of AD in waste management.
4. Conclusions
The sustainable development of AD is not only for overcoming the challenges associated with it, but also important for reducing the dependence on fossil fuels. In order to avoid a setback in the development of AD, to increase its profitability and make any investment in it more feasible, this research evaluated the influence of the potato starch which was isolated from potato wastes on the AD biogas of the potato wastes. The study reached that the highest energy gain achieved by the AD of the free-starch potato peels was 62.9% at the optimum biogas of 1398 cc/g-VS/0.2 L, 72.4% CH4 and 22.1% CO2 at 35 °C, 1.62 g-VS/0.2 L organic concentration and 50% sludge concentration. The key findings of the study support the application of the gate fees by AD plants. Additionally, the findings revealed that starch has a slight influence on the quantity of the biogas produced and much lower influences on its quality. Such a finding supports the proposed approach for producing industrial bio-products based on starch along with the biogas and bio-slurry, which may be important in limiting or overcoming the environmental and economical obstacles of AD. Therefore, further studies on the influence of the production of starch-based products on the environmental and economic aspects of AD are required. If the proposed approach achieves significant improvements in environmental and economic aspects of AD, it would support the comeback of AD, enhancing its profitability and contribution in waste management and making the investment in it much more desirable. Due to the negative impacts of fossil fuel and its derivatives on the humans’ health and others, the shift to renewable energies and bio-products has become a requirement not an alternative like any time before. Therefore, it is vital to continue searching for more raw bio-materials, explore more starch sources to reduce the pressure on the available ones and substitute the fossil fuel-based materials by biomaterial-based products.




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}