
Material Flux through an Innovative Recycling Process Treating Different Types of End-of-Life Photovoltaic Panels: Demonstration at Pilot Scale

 , and
, and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. EoL-PVP Wastes Treated in Photoloife Process
2.2. Characterization of the Input Material
2.3. Photolife Recycling Process
- -
- Coarse fraction: 3 < x < 20 mm;
- -
- Intermediate fraction: 0.5 < x < 3 mm;
- -
- Fine fraction: x < 0.5 mm.
2.4. Photoloife Process Product Characterization
3. Results and Discussion
3.1. Characterization of the Input Waste Material
3.2. Mass Balances
3.3. Characterization of Fractions Emerging from Mechanical Treatment
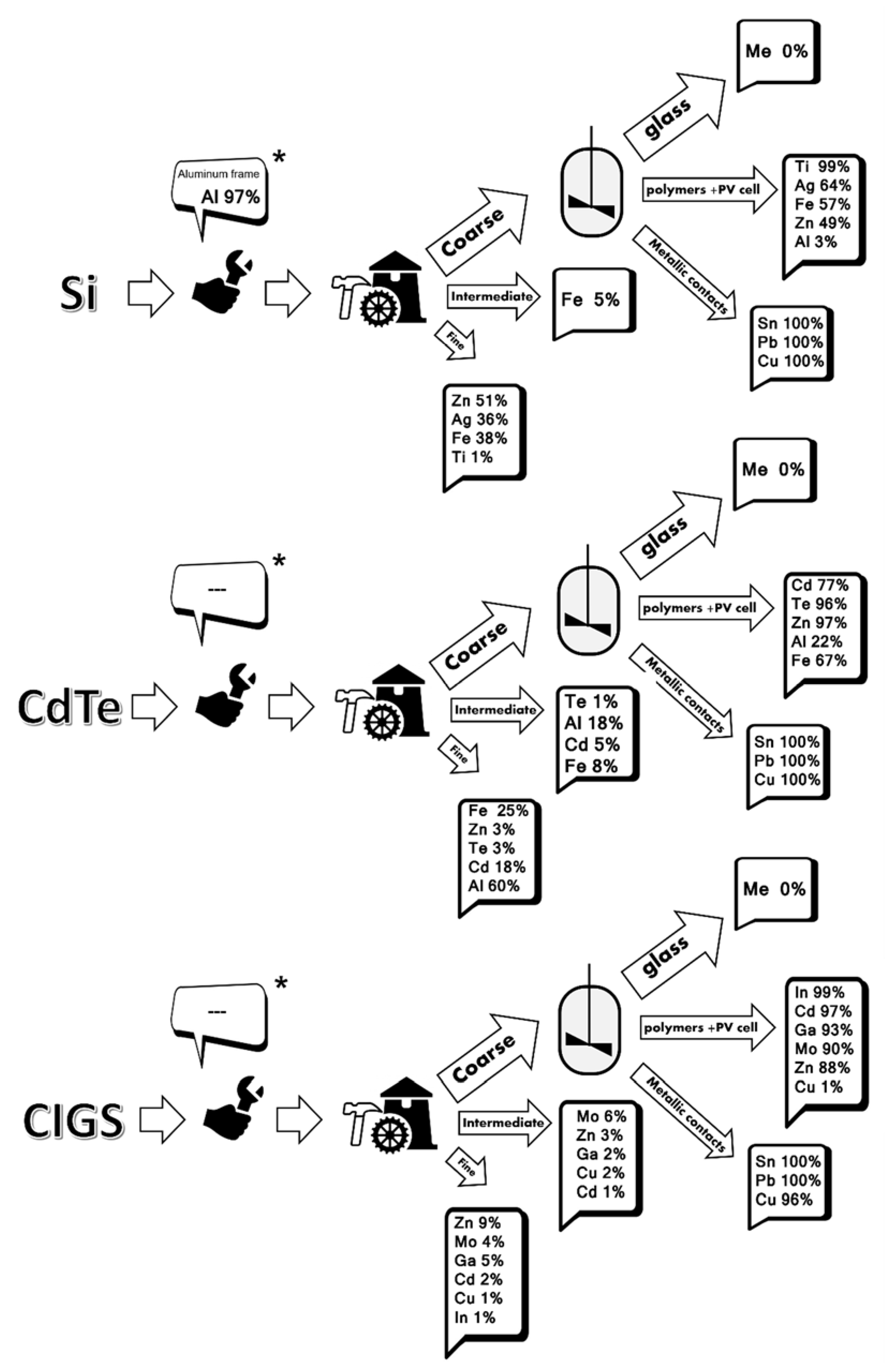
3.4. Overall Metal Distribution in Different Fractions Emerging from Photolife Process
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Van de Krol, R.; Grätzel, M. Photoelectrochemical Hydrogen Production; Springer: Boston, MA, USA, 2012. [Google Scholar]
- IRENA. Renewable Power Generation Costs in 2017. 2018. Available online: https://www.irena.org/publications/2018/jan/renewable-power-generation-costs-in-2017 (accessed on 3 May 2021).
- SPE. Global Market Outlook. 2018. Available online: https://www.solarpowereurope.org/wp-content/uploads/2018/09/Global-Market-Outlook-2018-2022.pdf (accessed on 3 May 2021).
- Paiano, A. Photovoltaic waste assessment in Italy. Renew. Sustain. Energy Rev. 2015, 41, 99–112. [Google Scholar] [CrossRef]
- IRENA; IEA-PVPS. End of Life Management. Solar Photovoltaic Panels. 2016. Available online: www.irena.org (accessed on 3 May 2021).
- Latunussa, C.E.L.; Ardente, F.; Blengini, G.A.; Mancini, L. Life Cycle Assessment of an innovative recycling process for crystalline silicon photovoltaic panels. Sol. Energy Mater. Sol. Cells 2016, 156, 101–111. [Google Scholar] [CrossRef]
- Chantana, J.; Kamei, A.; Minemoto, T. Influences of environmental factors on Si-based photovoltaic modules after longtime outdoor exposure by multiple regression analysis. Renew. Energy 2017, 101, 10–15. [Google Scholar] [CrossRef]
- Xu, Y.; Li, J.; Tan, Q.; Peters, A.L.; Yang, C. Global status of recycling waste solar panels: A review. Waste Manag. 2018, 75, 450–458. [Google Scholar] [CrossRef] [PubMed]
- Padoan, F.C.S.M.; Altimari, P.; Pagnanelli, F. Recycling of end of life photovoltaic panels: A chemical prospective on process development. Sol. Energy 2019, 117, 746–761. [Google Scholar] [CrossRef]
- EU. Directive 2012/19/EU of the European Parliament and of the Council of 4 July 2012 on Waste Electrical and Electronic Equipment (WEEE) (Recast). 2012. Available online: https://eur-lex.europa.eu/LexUriServ/LexUriServ.do?uri=OJ:L:2012:197:0038:0071:en:PDF (accessed on 12 July 2021).
- Rubino, A.; Schiavi, P.G.; Altimari, P.; Pagnanelli, F. Valorization of polymeric fractions and metals from end of life photovoltaic panels. Waste Manag. 2021, 112, 89–99. [Google Scholar] [CrossRef] [PubMed]
- CEN and CENELEC. WORK PROGRAMME 2016 European Standardization and Related Activities. 2015. Available online: http://www.cencenelec.eu/news/publications/publications/cen-cenelec-wp2015_en.pdf (accessed on 2 July 2021).
- Doni, A.; Dughiero, F. Electrothermal heating process applied to c-Si PV recycling. In Proceedings of the 2012 38th IEEE Photovoltaic Specialists Conference, Austin, TX, USA, 3–8 June 2012; pp. 000757–000762. Available online: https://www.semanticscholar.org/paper/Electrothermal-heating-process-applied-to-c-Si-PV-Doni-Dughiero/3baf37ca8fda5e2a5a199a34dddb7376465672c3 (accessed on 12 July 2021).
- Toro, L.; Pagnanelli, F.; Granata, G.; Moscardini, E. Process for Treating Spent Photovoltaic Panels WO 2014/184816. 2014. Available online: https://patentscope.wipo.int/search/en/detail.jsf?docId=WO2014184816 (accessed on 12 July 2021).
- PhotoLife Project (LIFE13 ENV/IT/001033) 2014. Available online: http://www.photolifeproject.eu/ (accessed on 14 July 2020).
- Pagnanelli, F.; Altimari, P.; Toro, L.; Atia, T.A.; Baldassari, L.; Padoan, F.C.S.M. SIPS 2017 Vol. 7. Recyclying Second-Hand Batteies for Environment Protection; FLOGEN Star Outreach: Montreal, MO, Canada, 2017; pp. 114–120. [Google Scholar]
- Pagnanelli, F.; Moscardini, E.; Granata, G.; Atia, T.A.; Altimari, P.; Havlik, T.; Toro, L. Physical and chemical treatment of end of life panels: An integrated automatic approach viable for different photovoltaic technologies. Waste Manag. 2017, 59, 422–431. [Google Scholar] [CrossRef] [PubMed]
- Ramos-Ruiz, A.; Wilkening, J.V.; Field, J.A.; Sierra-Alvarez, R.J. Leaching of cadmium and tellurium from cadmium telluride (CdTe) thin-film solar panels under simulated landfill conditions. Hazard. Mater. 2017, 336, 57–64. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yi, Y.K.; Kim, H.S.; Tran, T.; Hong, S.K.; Kim, M.J. Recovering valuable metals from recycled photovoltaic modules. Air Waste Manag. Assoc. 2014, 64, 797–807. [Google Scholar] [CrossRef] [PubMed]
- Rubino, A.; Granata, G.; Moscardini, E.; Baldassari, L.; Altimari, P.; Toro, L.; Pagnanelli, F. Development and Techno-Economic Analysis of an Advanced Recycling Process for Photovoltaic Panels Enabling Polymer Separation and Recovery of Ag and Si. Energies 2020, 13, 6690. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type | Brand | Model | Year of Manufacture | Total Amount (kg) |
|---|---|---|---|---|
| Si crystalline | Sun Earth | TPB156X156-60-P 240 | 2012 | 21 |
| TOPCO-Solar | TOPCO-230S6 | 2011 | 20 | |
| Lenus Solar | Poly 250 Silverline | 2014 | 20 | |
| Sunways | SM60 P240 | 2011 | 20 | |
| AXITEC | AC-250P/156-60 | 2013 | 23 | |
| MAGE SOLAR | Mage Solar Plus 230/6PE | 2011 | 23 | |
| Jinko Solar | JKM235P-60 | 2011 | 18 | |
| Risen Energy | SYP235-60 | 2011 | 19 | |
| Sun Earth | TPB156X156-60-P 240 | 2012 | 21 | |
| TOPCO-Solar | TOPCO-230S6 | 2011 | 20 | |
| Lenus Solar | Poly 250 Silverline | 2014 | 20 | |
| Si amorphous | SHARP | NA-F121G5 | 2010 | 24 |
| SHARP | NA-E135L5 | 2013 | 24 | |
| SCHOTT Solar | ASI 100 | 2008 | 21 | |
| First Solar | FS 380 | 2011 | 12 | |
| CdTe | First Solar | FS 382 | 2012 | 12 |
| First Solar | FS2-80 | 2011 | 12 | |
| CIGS | First Solar | FS2 82.5 | 2012 | 12 |
| Abound Solar | ABI-72B | 2011 | 12 | |
| Solyndra | SL-001-182 | 2010 | 32 | |
| Hanergy-Solibro | SL2-110F | 2015 | 18 | |
| Mia Solé | MS14066-02 | 2010 | 18 |
| EoL-PVP 1 | N° of Collected Panels | N° of Replicas | Fe | Cu | Ag | Zn | Al | Ti | Sn | Cd | Te | In | Ga | Se | Mo | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| (mg/kg) | ||||||||||||||||
| Silicon | Sunways (p) | 1 | 1 | 609.7 | 17.9 | 3.2 | 11.9 | 3423.1 | 71.0 | - | - | - | - | - | - | - |
| Schott (a) | 1 | 1 | 247.4 | 11.7 | 3.3 | 12.1 | 663.7 | 16.0 | - | - | - | - | - | - | - | |
| Axitec (p) | 1 | 1 | 196.0 | 10,830.0 | 0.5 | 8.9 | 5102.0 | 400.0 | - | - | - | - | - | - | - | |
| Sharp NA121 (a) | 1 | 1 | 159.0 | 11,949.0 | 1.0 | 43.9 | 7017.0 | 128.0 | - | - | - | - | - | - | - | |
| Sharp NA125 (a) | 1 | 2 | 146 ± 17 | 61.2 ± 1.5 | 45 ± 5 | 13.4 ± 0.2 | 116 ± 20 | 87 ± 2 | - | - | - | - | - | - | - | |
| Lenus (p) | 1 | 2 | 1347 ± 332 | 405 ± 8 | 135 ± 42 | 10 ± 2 | 2763 ± 943 | 139 ± 4 | 450 ± 78 | - | - | - | - | - | - | |
| Mage Solar (p) | 1 | 2 | 359 ± 49 | 79.1 ± 4 | 0.6 ± 0.01 | 3.2 ± 0.1 | 4406 ± 1574 | 495.9 ± 19.8 | 370.0 ± 33.3 | - | - | - | - | - | - | |
| Sun Earth (p) | 1 | 2 | 143 ± 18 | 3789.7 ± 132.6 | 4.1 ± 0.1 | 12.4 ± 0.9 | 5122 ± 872 | - | - | - | - | - | - | - | - | |
| Topco (m) | 1 | 2 | 336 ± 123 | 41 ± 20 | 71.0 ± 2.7 | 10.5 ± 0.4 | 6041 ± 660 | - | - | - | - | - | - | - | - | |
| Risen (p) | 1 | 2 | 326 ± 58 | 18 ± 6 | 346 ± 94 | 12.4 ± 0.6 | 4094 ± 913 | 450 ± 229 | - | - | - | - | - | - | - | |
| Jinko (p) | 1 | 2 | 543.7 ± 45.1 | 41 ± 13 | 183 ± 32 | 15 ± 7 | 4576 ± 1742 | 158 ± 68 | - | - | - | - | - | - | - | |
| CdTe | FS 380 | 3 | 3 | 135 ± 25 | - | - | - | 181 ± 32 | - | - | 329 ± 35 | 333 ± 15 | - | - | - | - |
| FS 382 | 3 | 3 | 173 ± 45 | - | - | - | 909 ± 103 | - | - | 370 ± 40 | 390 ± 52 | - | - | - | - | |
| FS2-80 | 1 | 1 | 155 | - | - | - | 350 | - | - | 312 | 308 | - | - | - | - | |
| FS 825 | 2 | 2 | 261 ± 117 | 378 ± 327 | - | 6 ± 2 | 199 ± 27 | - | - | 382 ± 57 | 482 ± 112 | - | - | - | - | |
| Abound Solar | 2 | 2 | 220 ± 87 | 17 ± 5 | - | 3 ± 1 | 2172 ± 220 | - | - | 503 ± 54 | 2191 ± 190 | - | - | - | - | |
| CIGS | Solyndra | 2 | 2 | - | 377 ± 99 | - | - | - | - | - | - | - | 1024 ± 56 | 131 ± 74 | 1350 ± 173 | 1130 ± 112 |
| Solibro | 2 | 2 | - | 169 ± 9 | - | 387 ± 1 | - | - | - | 34 ± 6 | - | 203 ± 10 | 106 ± 2 | 1578 ± 100 | 121 ± 14 | |
| Mia Solé | 6 | 2 | - | 3941 ± 1030 | - | 305 ± 17 | - | - | - | 15 ± 3 | - | 335 ± 76 | 80 ± 3 | - | 682 ± 65 | |
| Si | ||||||||
|---|---|---|---|---|---|---|---|---|
| Reference | Ag | Cu | Sn | Al | Zn | Fe | Ti | |
| (mg/kg) | (mg/kg) | (mg/kg) | (mg/kg) | (mg/kg) | (mg/kg) | (mg/kg) | ||
| Literature | Dias et al., 2016 | 632 | 2984 | 558 | - | - | - | - |
| Paiano 2015 | 60 | 5700 | 1200 | 103,000 | 1200 | - | - | |
| Choi and Fthenakis 2014 | - | 10,000 | - | 175,000 | - | - | - | |
| Pagnanelli 2017 (Si mono) | 18.8 | 8.2 | - | 199.8 | 238.6 | 388.9 | 30.5 | |
| Pagnanelli 2017 (Si poli) | 77.8 | 18.8 | - | 282.9 | 450.3 | 870.2 | 26.2 | |
| Latunussa et al., 2016 | 530 | - | - | - | - | - | - | |
| Jung et al., 2016 | 378.9 | 6660.0 | - | - | - | - | - | |
| This work 1 | 72 ± 110 | 2477 ± 4551 | 410 ± 57 | 3700 ± 2382 | 14 ± 10 | 401 ± 350 | 187 ± 169 | |
| CdTe | ||||||||
| Reference | Cu | Al | Zn | Cd | Te | Fe | ||
| (mg/kg) | (mg/kg) | (mg/kg) | (mg/kg) | (mg/kg) | (mg/kg) | |||
| Literature | Paiano 2015 | 5700 | 103,000 | 1200 | 1600 | 1900 | - | |
| Fthenakis and Wang 2006 | 100 | - | - | 550 | 620 | - | ||
| Pagnanelli 2016 | - | 594 | 816 | 180 | 126 | 558 | ||
| Pagnanelli 2017 | 1 | 30 | 180 | 10 | 5 | 200 | ||
| Pearce 2014 | 0 | - | - | 748.3 | 762.5 | - | ||
| This work 1 | 189 ± 51 | 197 ± 255 | 4 ± 2 | 762 ± 842 | 379 ± 75 | 741 ± 813 | ||
| CIGS | ||||||||
| Cu | Zn | In | Cd | Ga | Se | Mo | ||
| (mg/kg) | (mg/kg) | (mg/kg) | (mg/kg) | (mg/kg) | (mg/kg) | (mg/kg) | ||
| Literature | Paiano 2015 | 8000 | 1200 | 200 | 5 | 100 | 300 | - |
| Savvilotidou et al., 2017 | 6432 | 466.7 | 78.7 | - | 154 | 252 | 10.1 | |
| McDonald and Pearce 2010 | - | - | 186.8 | - | 307.9 | - | - | |
| Steeghs and Water 2016 | 81 | 192 | 116 | 3.5 | 25 | 180 | 125 | |
| Sander et al., 2007 | 92.2 | 277 | 166.7 | 3.9 | 101.2 | 229.2 | 241 | |
| This work 1 | 1496 ± 2120 | 346 ± 58 | 24 ± 13 | 521 ± 441 | 106 ± 25 | 1464 ± 161 | 644 ± 50 | |
| Fraction | Granulometric Interval | %w/w | ||
|---|---|---|---|---|
| Si | CdTe | CIGS | ||
| Coarse (C) | >3 mm | 73.1 | 61.0 | 63.1 |
| Intermediate (I) | 3 > x > 0.5 mm | 18.9 | 20.0 | 20.4 |
| Fine (F) | x < 0.5 mm | 8.0 | 19.0 | 16.5 |
| Fraction | Fe | Cu | Ag | Zn | Al | Ti | Cd | Te | In | Ga | Mo | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| (mg/g_fraction) | ||||||||||||
| Silicon | F | 1.9 | - | 0.03 | 0.09 | 2.0 | 0.04 | - | - | - | - | - |
| I | 0.1 | - | - | - | 0.2 | - | - | - | - | - | - | |
| C | 0.3 | - | 0.31 | 0.009 | 4.8 | 0.3 | - | - | - | - | ||
| CdTe | F | 0.9 | - | - | 0.08 | 0.2 | - | 0.9 | 1.2 | - | - | - |
| I | 0.1 | - | - | - | 0.02 | - | 0.08 | 0.1 | - | - | - | |
| C | 0.1 | - | - | 0.005 | 1.1 | - | 0.4 | 0.4 | - | - | - | |
| CIGS | F | - | 0.6 | - | 0.2 | - | - | 0.003 | - | 0.02 | 0.02 | 0.2 |
| I | - | 0.5 | - | 0.05 | - | - | 0.001 | - | 0.001 | 0.008 | 0.2 | |
| C | - | 0.1 | - | 0.5 | - | - | 0.03 | - | 0.4 | 0.1 | 1.0 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
dos Santos Martins Padoan, F.C.; Schiavi, P.G.; Belardi, G.; Altimari, P.; Rubino, A.; Pagnanelli, F. Material Flux through an Innovative Recycling Process Treating Different Types of End-of-Life Photovoltaic Panels: Demonstration at Pilot Scale. Energies 2021, 14, 5534. https://doi.org/10.3390/en14175534
dos Santos Martins Padoan FC, Schiavi PG, Belardi G, Altimari P, Rubino A, Pagnanelli F. Material Flux through an Innovative Recycling Process Treating Different Types of End-of-Life Photovoltaic Panels: Demonstration at Pilot Scale. Energies. 2021; 14(17):5534. https://doi.org/10.3390/en14175534
Chicago/Turabian Styledos Santos Martins Padoan, Flavia Carla, Pier Giorgio Schiavi, Gianmaria Belardi, Pietro Altimari, Antonio Rubino, and Francesca Pagnanelli. 2021. "Material Flux through an Innovative Recycling Process Treating Different Types of End-of-Life Photovoltaic Panels: Demonstration at Pilot Scale" Energies 14, no. 17: 5534. https://doi.org/10.3390/en14175534
APA Styledos Santos Martins Padoan, F. C., Schiavi, P. G., Belardi, G., Altimari, P., Rubino, A., & Pagnanelli, F. (2021). Material Flux through an Innovative Recycling Process Treating Different Types of End-of-Life Photovoltaic Panels: Demonstration at Pilot Scale. Energies, 14(17), 5534. https://doi.org/10.3390/en14175534