Experimental Feasibility Study of a Direct Contact Latent Heat Storage Using an Ester as a Bio-Based Storage Material

 ,
,  ,
,  and
and
Abstract
:1. Introduction
2. State of the Art
3. Materials and Methods
3.1. Materials
3.2. Measurement of Methyl Palmitate Meterial Properties and Stability
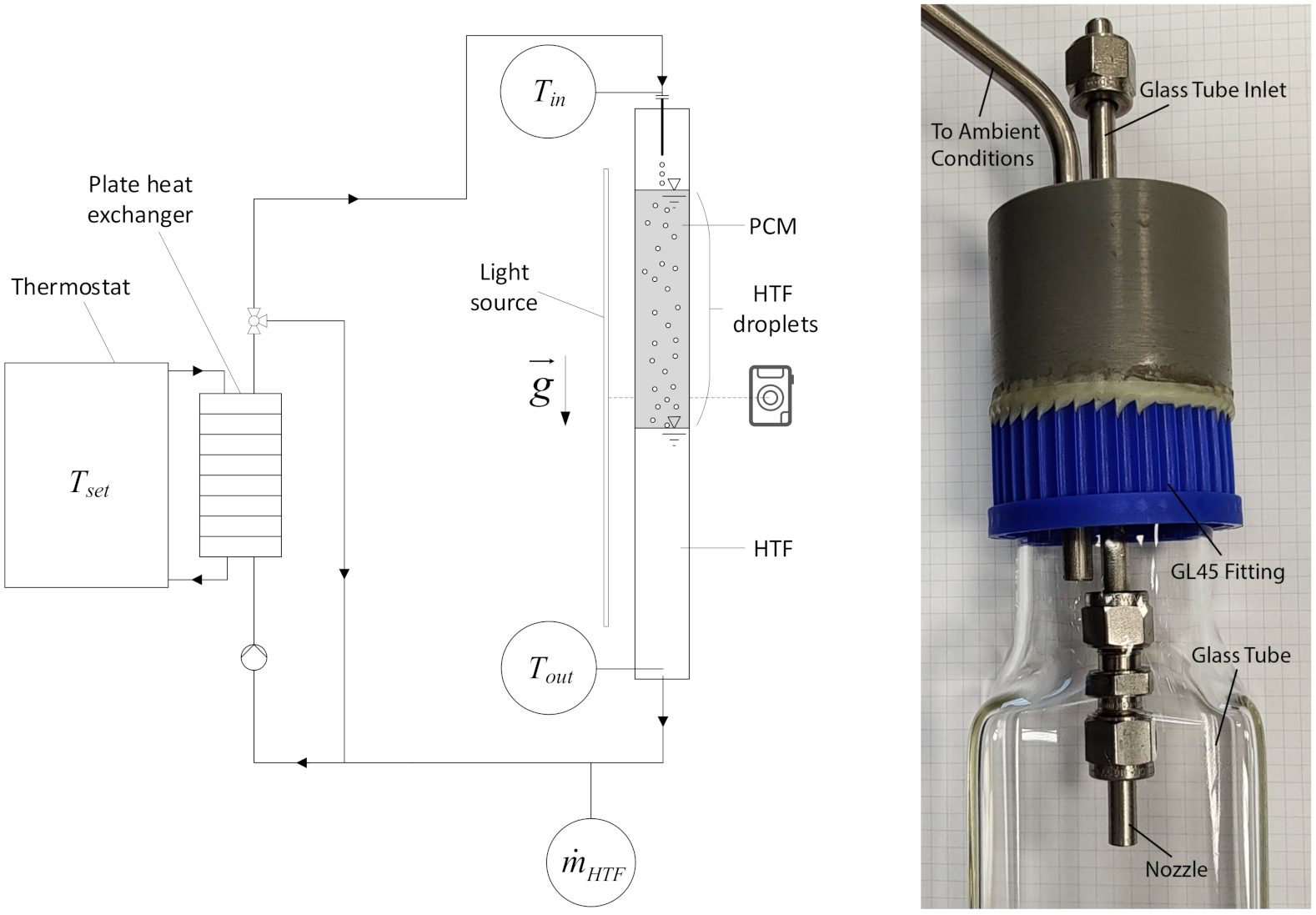
3.3. Experimental Setup
3.4. Experimental Methods
3.4.1. Cleaning the System
3.4.2. Heat Loss Experiments
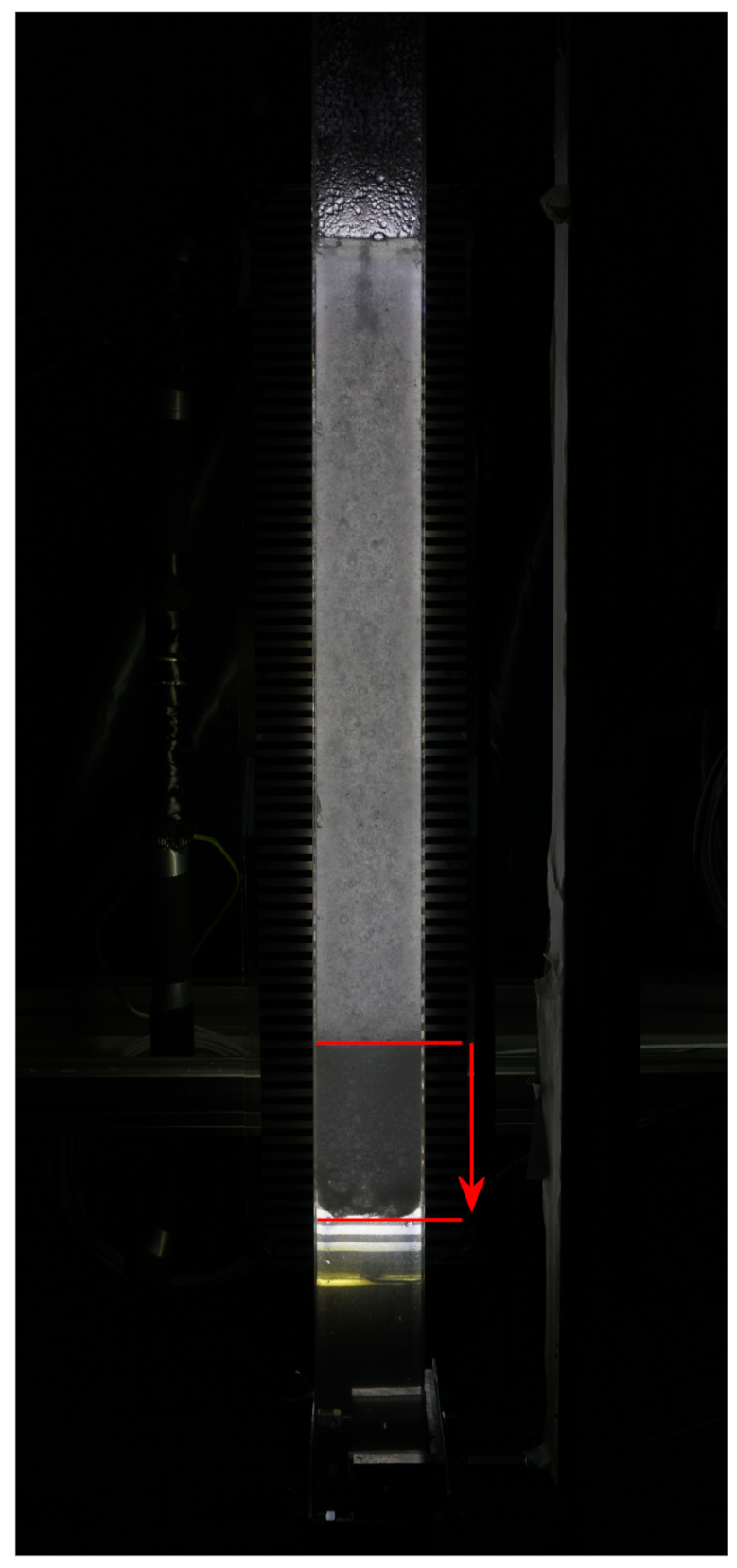
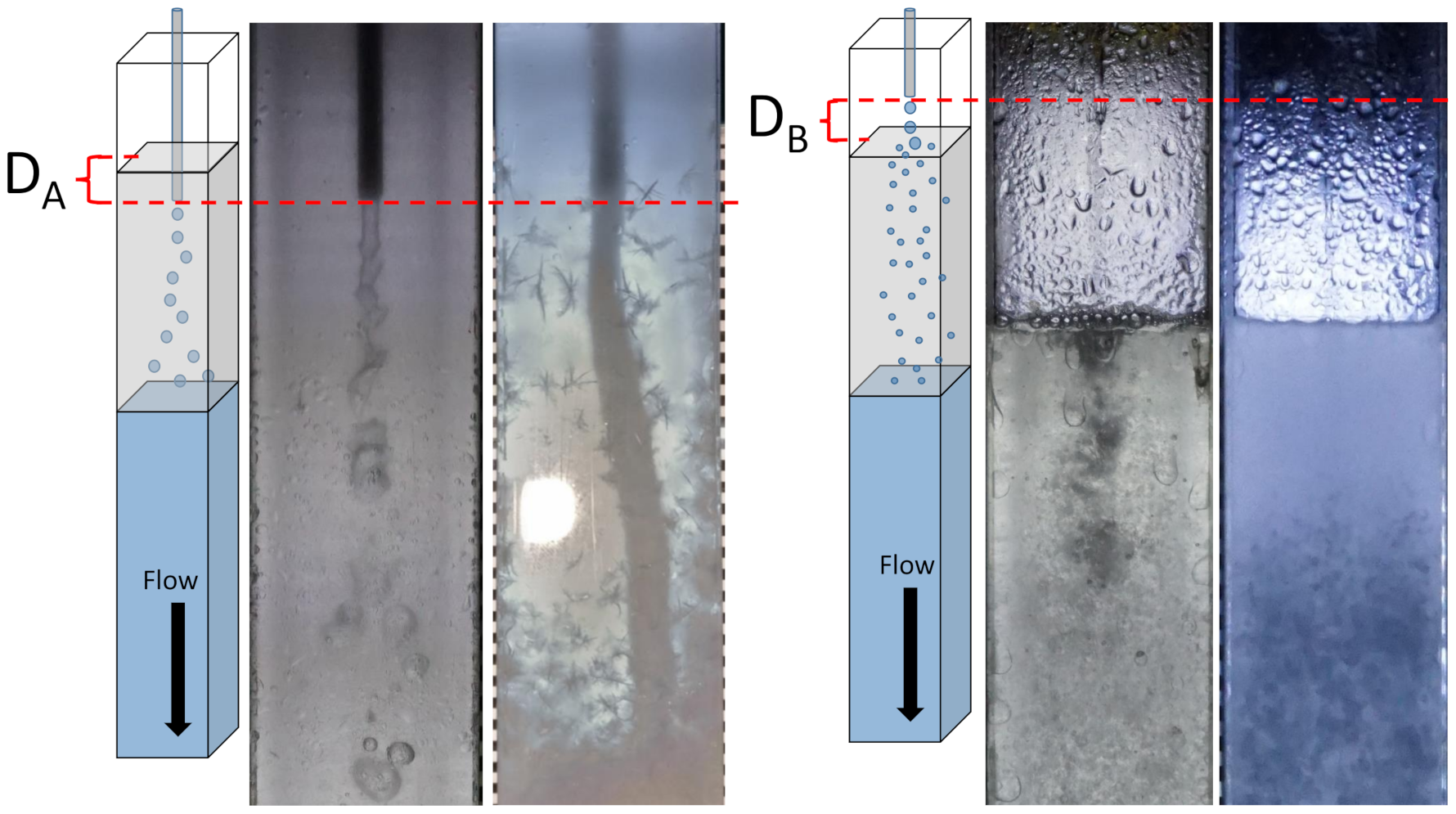
3.4.3. Emulsion Buildup Characterization
3.4.4. Melting-Solidification Experiments
3.5. Calculations
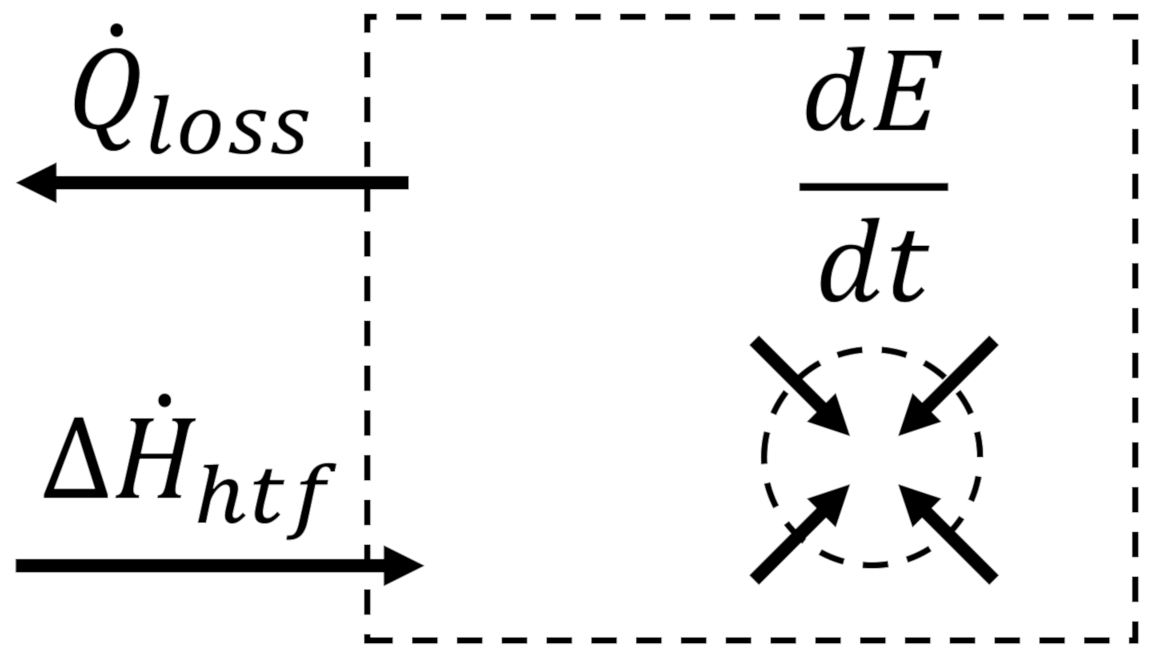
3.5.1. Energy Balance
3.5.2. Error Propagation
4. Results
4.1. Effect of Nozzle Design
4.2. Methyl Palmitate Material Properties and Stability
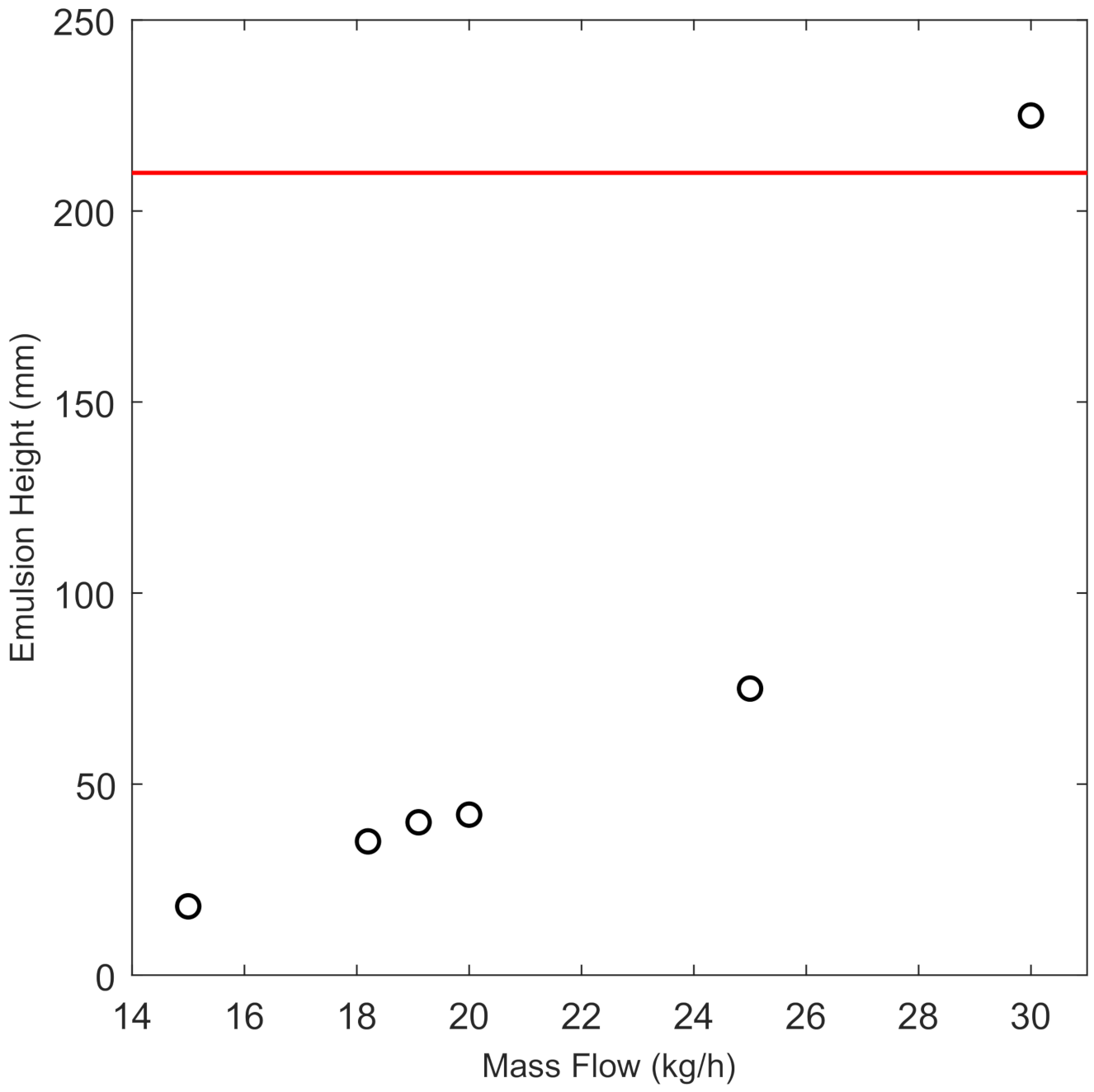
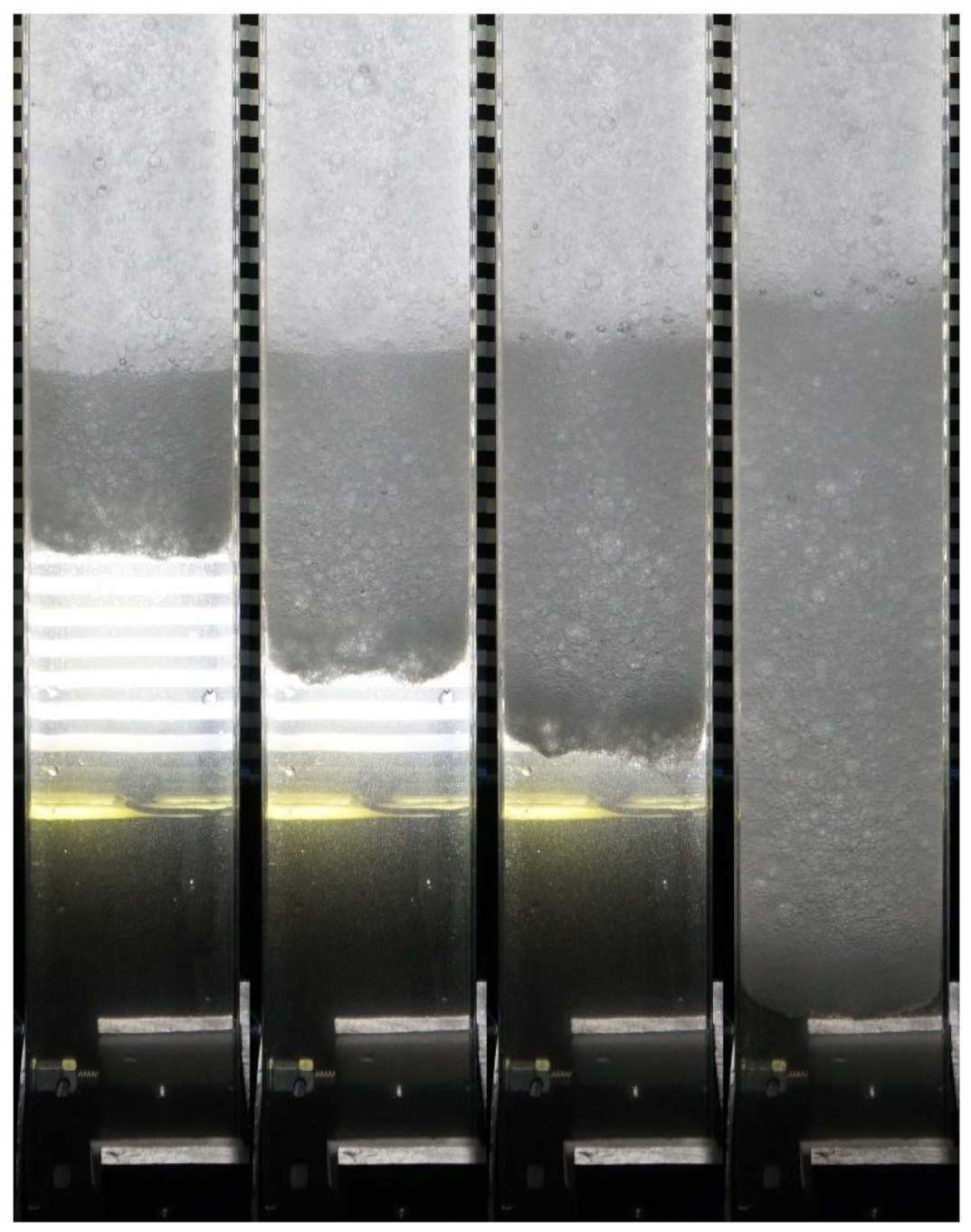
4.3. Emulsion Buildup Characterisation
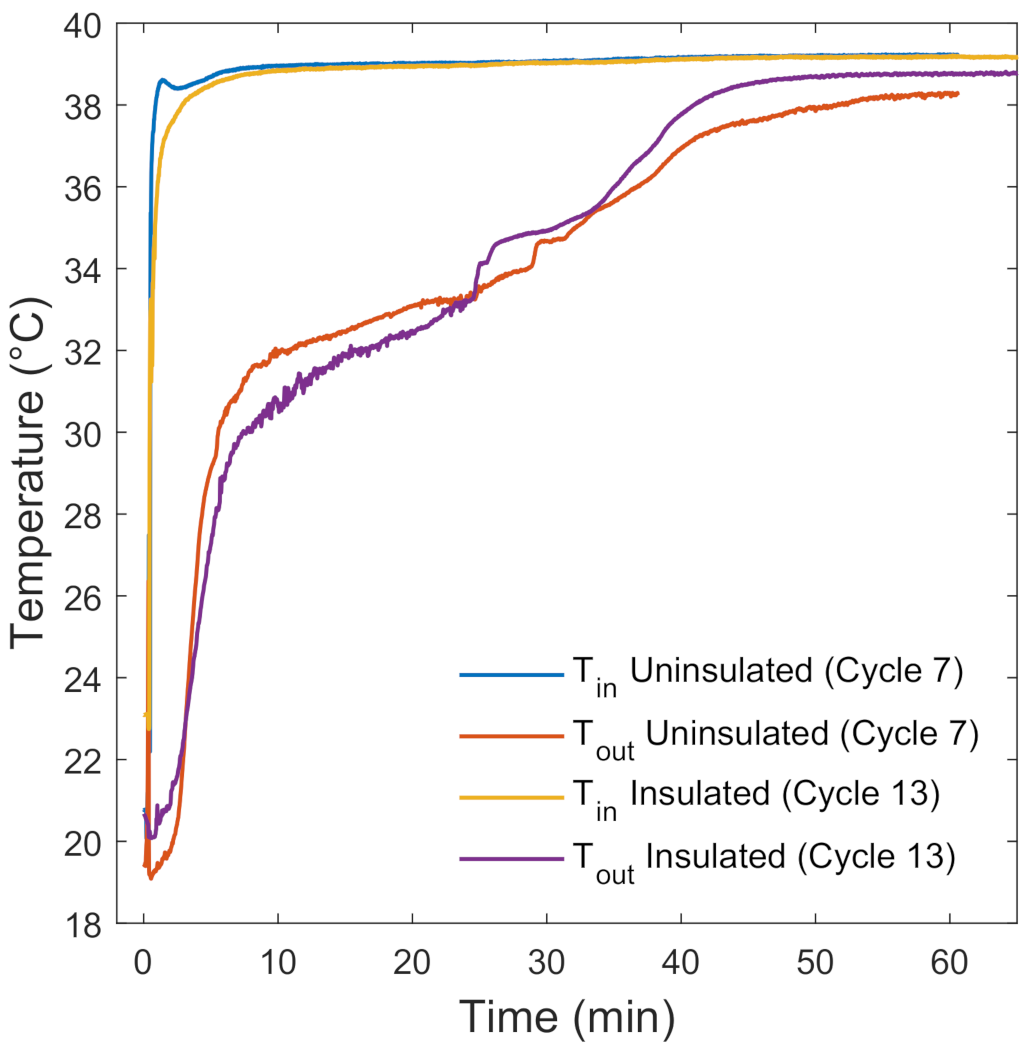
4.4. Melting-Solidification Experiments
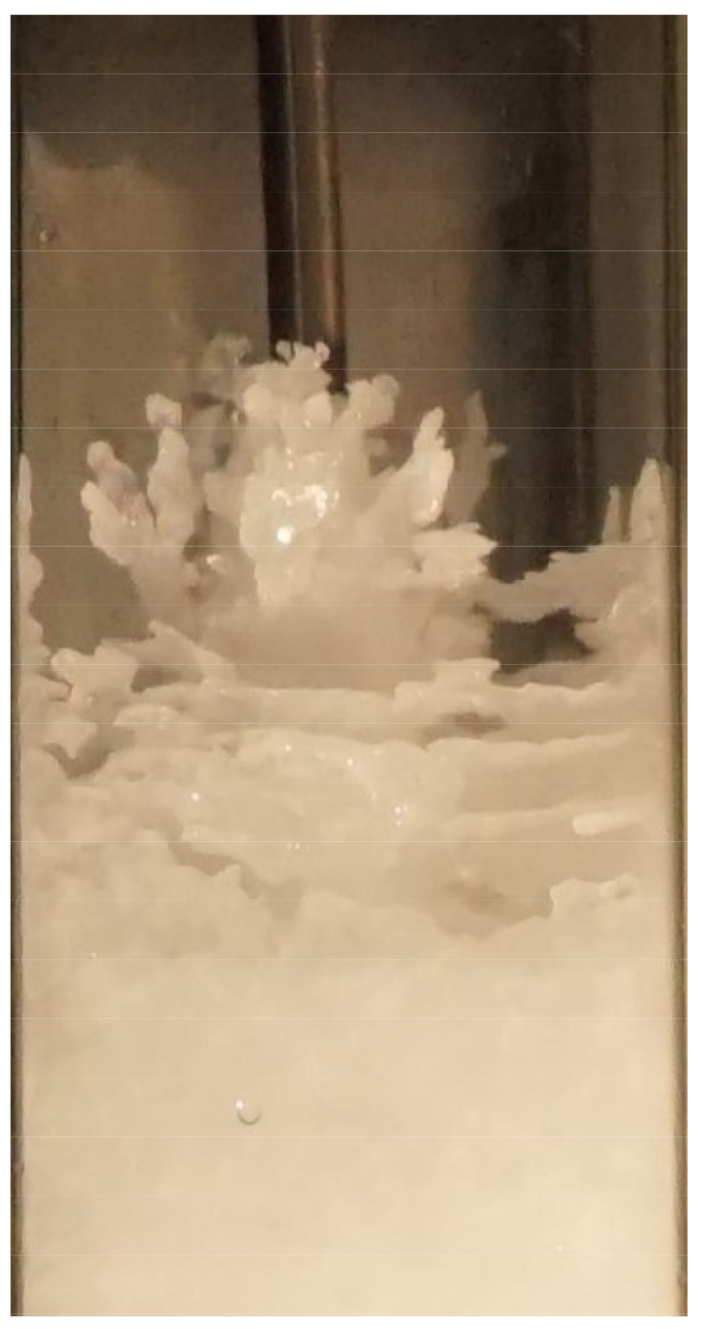
5. Additional Noteworthy Observations
6. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Nomenclature
| LHS | Latent Heat Storage |
| TES | Thermal Energy Storage |
| PV | Photovoltaic |
| DC-LHS | Direct Contact-Latent Heat Storage |
| PCM | Phase Change Material |
| HTF | Heat Transfer Fluid |
| Density () | |
| Specific heat capacity | |
| Specific melting enthalpy | |
| Inlet temperature | |
| Outlet temperature | |
| HTF mass flow rate | |
| Enthalpy stream | |
| Heat losses to surroundings | |
| System temperature | |
| Ambient temperature | |
| Heat storing rate | |
| Heat storage capacity | |
| Mass of PCM in the system | |
| Mass of glass tube | |
| Outlet temperature at the end of a process | |
| Outlet temperature at the beginning of a process | |
| Temperature difference between inlet and outlet | |
| Theoretical heat storage capacity | |
| Theoretical change in system temperature |
References
- Gur, I.; Sawyer, K.; Prasher, R. Searching for a better thermal battery. Science 2012, 335, 1454–1455. [Google Scholar] [CrossRef] [PubMed]
- Kang, D.H.P.; Chen, M.; Ogunseitan, O.A. Potential environmental and human health impacts of rechargeable lithium batteries in electronic waste. Environ. Sci. Technol. 2013, 47, 5495–5503. [Google Scholar] [CrossRef] [PubMed]
- Winslow, K.M.; Laux, S.J.; Townsend, T.G. A review on the growing concern and potential management strategies of waste lithium-ion batteries. Resour. Conserv. Recycl. 2018, 129, 263–277. [Google Scholar] [CrossRef]
- Nazir, H.; Batool, M.; Bolivar Osorio, F.J.; Isaza-Ruiz, M.; Xu, X.; Vignarooban, K.; Phelan, P.; Inamuddin; Kannan, A.M. Recent developments in phase change materials for energy storage applications: A review. Int. J. Heat Mass Transf. 2019, 129, 491–523. [Google Scholar] [CrossRef]
- Oró, E.; de Gracia, A.; Castell, A.; Farid, M.M.; Cabeza, L.F. Review on phase change materials (PCMs) for cold thermal energy storage applications. Appl. Energy 2012, 99, 513–533. [Google Scholar] [CrossRef] [Green Version]
- Sharma, A.; Tyagi, V.; Chen, C.; Buddhi, D. Review on thermal energy storage with phase change materials and applications. Renew. Sustain. Energy Rev. 2009, 13, 318–345. [Google Scholar] [CrossRef]
- Pereira da Cunha, J.; Eames, P. Thermal energy storage for low and medium temperature applications using phase change materials—A review. Appl. Energy 2016, 177, 227–238. [Google Scholar] [CrossRef] [Green Version]
- Pielichowska, K.; Pielichowski, K. Phase change materials for thermal energy storage. Prog. Mater. Sci. 2014, 65, 67–123. [Google Scholar] [CrossRef]
- Zhou, D.; Zhao, C.Y.; Tian, Y. Review on thermal energy storage with phase change materials (PCMs) in building applications. Appl. Energy 2012, 92, 593–605. [Google Scholar] [CrossRef] [Green Version]
- Kalnæs, S.E.; Jelle, B.P. Phase change materials and products for building applications: A state-of-the-art review and future research opportunities. Energy Build. 2015, 94, 150–176. [Google Scholar] [CrossRef] [Green Version]
- Stropnik, R.; Koželj, R.; Zavrl, E.; Stritih, U. Improved thermal energy storage for nearly zero energy buildings with PCM integration. Sol. Energy 2019, 190, 420–426. [Google Scholar] [CrossRef]
- Cabeza, L.F.; Castell, A.; Barreneche, C.; de Gracia, A.; Fernández, A.I. Materials used as PCM in thermal energy storage in buildings: A review. Renew. Sustain. Energy Rev. 2011, 15, 1675–1695. [Google Scholar] [CrossRef]
- Maranda, S.; Sponagle, B.; Worlitschek, J.; Groulx, D. Experimental Investigation of Thin PCM Packages and Thermal Spreader for Thermal Management of Portable Electronic Devices. Appl. Sci. 2019, 9, 4613. [Google Scholar] [CrossRef] [Green Version]
- Landini, S.; Waser, R.; Stamatiou, A.; Ravotti, R.; Worlitschek, J.; O’Donovan, T.S. Passive cooling of Li-Ion cells with direct-metal-laser-sintered aluminium heat exchangers filled with phase change materials. Appl. Therm. Eng. 2020, 173, 115238. [Google Scholar] [CrossRef]
- Agyenim, F.; Hewitt, N.; Eames, P.; Smyth, M. A review of materials, heat transfer and phase change problem formulation for latent heat thermal energy storage systems (LHTESS). Renew. Sustain. Energy Rev. 2010, 14, 615–628. [Google Scholar] [CrossRef]
- Waser, R.; Maranda, S.; Stamatiou, A.; Zaglio, M.; Worlitschek, J. Modeling of solidification including supercooling effects in a fin-tube heat exchanger based latent heat storage. Sol. Energy 2020, 200, 10–21. [Google Scholar] [CrossRef]
- Sheikholeslami, M.; Haq, R.u.; Shafee, A.; Li, Z. Heat transfer behavior of nanoparticle enhanced PCM solidification through an enclosure with V shaped fins. Int. J. Heat Mass Transf. 2019, 130, 1322–1342. [Google Scholar] [CrossRef]
- Xiong, C.W.; Hu, J.Y.; Liu, X.L. The Design of Variant Gradient Fractal Dot Matrix Structure Strengthening PCM Heat Sink; Lecture Notes in Electrical Engineering; Springer: Berlin/Heidelberg, Germany, 2020; Volume 589, pp. 595–602. [Google Scholar]
- Xie, J.; Choo, K.F.; Xiang, J.; Lee, H.M. Characterization of natural convection in a PCM-based heat sink with novel conductive structures. Int. Commun. Heat Mass Transf. 2019, 108, 104306. [Google Scholar] [CrossRef]
- Saydam, V.; Parsazadeh, M.; Radeef, M.; Duan, X. Design and experimental analysis of a helical coil phase change heat exchanger for thermal energy storage. J. Energy Storage 2019, 21, 9–17. [Google Scholar] [CrossRef]
- Mehling, H.; Cabeza, L.F. Heat and Cold Storage with PCM; Springer: Berlin/Heidelberg, Germany, 2008; pp. 11–55. [Google Scholar]
- Martin, V.; He, B.; Setterwall, F. Direct contact PCM-water cold storage. Appl. Energy 2010, 87, 2652–2659. [Google Scholar] [CrossRef]
- Nogami, H.; Ikeuchi, K.; Sato, K. Fundamental Flow Characteristics in a Small Columnar Latent Heat Storage Bath. ISIJ Int. 2010, 50, 1270–1275. [Google Scholar] [CrossRef] [Green Version]
- Kunkel, S.; Teumer, T.; Dörnhofer, P.; Schlachter, K.; Weldeslasie, Y.; Kühr, M.; Rädle, M.; Repke, J.U. Determination of heat transfer coefficients in direct contact latent heat storage systems. Appl. Therm. Eng. 2018, 145, 71–79. [Google Scholar] [CrossRef]
- Krimmel, S.; Stamatiou, A.; Worlitschek, J.; Walter, H. Experimental Characterization of the Heat Transfer in a Latent Direct Contact Thermal Energy Storage with One Nozzle in Labor Scale. Int. J. Mech. Eng. Technol. 2018, 3, 83–97. [Google Scholar]
- Nomura, T.; Tsubota, M.; Okinaka, N.; Akiyama, T. Improvement on heat release performance of direct-contact heat exchanger using phase change material for recovery of low temperature exhaust heat. ISIJ Int. 2015, 55, 441–447. [Google Scholar] [CrossRef]
- Gao, L.; Zhao, J.; An, Q.; Zhao, D.; Meng, F.; Liu, X. Experiments on thermal performance of erythritol/expanded graphite in a direct contact thermal energy storage container. Appl. Therm. Eng. 2017, 113, 858–866. [Google Scholar] [CrossRef]
- Kiatsiriroat, T.; Vithayasai, S.; Vorayos, N.; Nuntaphan, A.; Vorayos, N. Heat transfer prediction for a direct contact ice thermal energy storage. Energy Convers. Manag. 2003, 44, 497–508. [Google Scholar] [CrossRef]
- Farid, M.M.; Khudhair, A.M.; Razack, S.A.K.; Al-Hallaj, S. A review on phase change energy storage: Materials and applications. Energy Convers. Manag. 2004, 45, 1597–1615. [Google Scholar] [CrossRef]
- Kaizawa, A.; Kamano, H.; Kawai, A.; Jozuka, T.; Senda, T.; Maruoka, N.; Akiyama, T. Thermal and flow behaviors in heat transportation container using phase change material. Energy Convers. Manag. 2008, 49, 698–706. [Google Scholar] [CrossRef]
- Ravotti, R.; Fellmann, O.; Lardon, N.; Fischer, L.; Stamatiou, A.; Worlitschek, J. Synthesis and Investigation of Thermal Properties of Highly Pure Carboxylic Fatty Esters to Be Used as PCM. Appl. Sci. 2018, 8, 1069. [Google Scholar] [CrossRef] [Green Version]
- Riemenschneider, W.; Bolt, H.M. Esters, Organic. In Ullmann’s Encyclopedia of Industrial Chemistry; Wiley: Hoboken, NJ, USA, 2005. [Google Scholar]
- Buddrus, J.; Schmidt, B. Grundlagen der Organischen Chemie; De Gruyter: Berlin, Germany; München, Germany; Boston, MA, USA, 2015. [Google Scholar]
- Noël, J.A.; Allred, P.M.; White, M.A. Life cycle assessment of two biologically produced phase change materials and their related products. Int. J. Life Cycle Assess. 2015, 20, 367–376. [Google Scholar] [CrossRef]
- Feldman, D.; Banu, D.; Hawes, D. Low chain esters of stearic acid as phase change materials for thermal energy storage in buildings. Sol. Energy Mater. Sol. Cells 1995, 36, 311–322. [Google Scholar] [CrossRef]
- Ravotti, R.; Fellmann, O.; Fischer, L.J.; Worlitschek, J.; Stamatiou, A. Investigation of the thermal properties of diesters from methanol, 1-pentanol, and 1-decanol as sustainable phase change materials. Materials 2020, 13, 810. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ravotti, R.; Fellmann, O.; Lardon, N.; Fischer, L.J.; Stamatiou, A.; Worlitschek, J. Analysis of bio-based fatty esters PCM’s thermal properties and investigation of trends in relation to chemical structures. Appl. Sci. 2019, 9, 225. [Google Scholar] [CrossRef] [Green Version]
- Noël, J.A.; Kahwaji, S.; White, M.A. Molecular structure and melting: implications for phase change materials. Can. J. Chem. 2018, 96, 722–729. [Google Scholar] [CrossRef]
- Karaipekli, A.; Sari, A. Preparation and characterization of fatty acid ester/building material composites for thermal energy storage in buildings. Energy Build. 2011, 43, 311–322. [Google Scholar] [CrossRef]
- Stamatiou, A.; Obermeyer, M.; Fischer, L.J.; Schuetz, P.; Worlitschek, J. Investigation of unbranched, saturated, carboxylic esters as phase change materials. Renew. Energy 2017, 108, 401–409. [Google Scholar] [CrossRef]
- Alper Aydn, A. High-chain fatty acid esters of 1-octadecanol as novel organic phase change materials and mathematical correlations for estimating the thermal properties of higher fatty acid esters’ homologous series. Sol. Energy Mater. Sol. Cells 2013, 113, 44–51. [Google Scholar] [CrossRef]
- Aydn, A.A.; Okutan, H. High-chain fatty acid esters of myristyl alcohol with odd carbon number: Novel organic phase change materials for thermal energy storage—2. Sol. Energy Mater. Sol. Cells 2011, 95, 2417–2423. [Google Scholar] [CrossRef]
- Rafin, C.; Veignie, E. Hormoconis resinae, The Kerosene Fungus 16. In Taxonomy, Genomics and Ecophysiology of Hydrocarbon-Degrading Microbes; Springer: Berlin/Heidelberg, Germany, 2019. [Google Scholar]
- Edie, D.D.; Melsheimer, S.S.; Mullins, J.C. Immiscible Fluid-Heat of Fusion Heat Storage System; Technical Report; NASA: Washington, DC, USA, 1979. [Google Scholar]
- Horibe, A.; Jang, H.; Haruki, N.; Sano, Y.; Kanbara, H.; Takahashi, K. Melting and solidification heat transfer characteristics of phase change material in a latent heat storage vessel: Effect of perforated partition plate. Int. J. Heat Mass Transf. 2015, 82, 259–266. [Google Scholar] [CrossRef]
- Kaizawa, A.; Maruoka, N.; Kawai, A.; Kamano, H.; Jozuka, T.; Senda, T.; Akiyama, T. Thermophysical and heat transfer properties of phase change material candidate for waste heat transportation system. Heat Mass Transf./Waerme- Stoffuebertragung 2008, 44, 763–769. [Google Scholar] [CrossRef]
- Ammann, S.; Ammann, A.; Ravotti, R.; Fischer, L.J.; Stamatiou, A.; Worlitschek, J. Effective separation of awater in oil emulsion from a direct contact latent heat storage system. Energies 2018, 11, 2264. [Google Scholar] [CrossRef] [Green Version]
- Naing, T.T.; Horibe, A.; Haruki, N.; Yamada, Y. Reduction of the Solidification Height of Phase-Change Material in Direct-Contact Latent Heat Storage Vessel; Technical Report 1; Yangon Technological University: Yangon, Myanmar, 2018. [Google Scholar]
- Hartland, S.; Jeelani, S.A. Choice of model for predicting the dispersion height in liquid/liquid gravity settlers from batch settling data. Chem. Eng. Sci. 1987, 42, 1927–1938. [Google Scholar] [CrossRef]
- Henschke, M.; Schlieper, L.H.; Pfennig, A. Determination of a coalescence parameter from batch-settling experiments. Chem. Eng. J. 2002, 85, 369–378. [Google Scholar] [CrossRef]
- Hartland, S.; Jeelani, S.A. Prediction of sedimentation and coalescence profiles in a decaying batch dispersion. Chem. Eng. Sci. 1988, 43, 2421–2429. [Google Scholar] [CrossRef]
- Martin-Sanchez, P.M.; Gorbushina, A.A.; Toepel, J. Quantification of microbial load in diesel storage tanks using culture- and qPCR-based approaches. Int. Biodeterior. Biodegrad. 2018, 126, 216–223. [Google Scholar] [CrossRef]
- Shkilniuk, I.; Boichenko, S.; Kondratiuk, T.; Shevchuk, N. Identification and Assessment of Biological Risk of Aviation Fuel Supply; National Aviation University: Kyiv, Ukraine, 2019. [Google Scholar]
- Melanie, N. Thermal Analysis Tips and Hints; Cardiff University: Cardiff, UK, 2016; Volume 2. [Google Scholar]
- DURAN Group. Materialdatenblatt/Spezifikation DURAN ® Glas; Technical Report; DURAN Group: Wertheim am Main, Germany, 2014. [Google Scholar]
- Weingärtner, H.; Teermann, I.; Borchers, U.; Balsaa, P.; Lutze, H.V.; Schmidt, T.C.; Franck, E.U.; Wiegand, G.; Dahmen, N.; Schwedt, G.; et al. Water, 1. Properties, Analysis, and Hydrological Cycle. In Ullmann’s Encyclopedia of Industrial Chemistry; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2016; pp. 1–40. [Google Scholar]
- Callow, J.A.; Callow, M.E. Trends in the development of environmentally friendly fouling-resistant marine coatings. Nat. Commun. 2011, 2, 244. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | Manufacturer | Model | Comment |
|---|---|---|---|
| Pump | Marco | UP3 24V | Gear pump |
| Heat exchanger | unknown | Plate heat exchanger | 12 Plates |
| Thermostat | Huber | CC505 | - |
| Flow meter | Flownetix Ltd | 100series | - |
| Thermocouple 1 | thermocoax | Type2 | 1 type K mantle |
| Thermocouple 2 | thermocoax | Type2 | 1 type K mantle |
| PT100 sensor | unknown | - | - |
| DAQ Chassis | National Instruments | NI cDAQ-9189 | - |
| Temperature input module 1 | National Instruments | NI-9216 | PT100 input |
| Temperature input module 2 | National Instruments | NI-9214 | Thermocouple input |
| Glass tube | Hofmann Glastechnik GmbH | Custom tube | 1000 × 50 × 50 |
| Insulation | Armaflex | Armaflex/HT | - |
| Fittings | Swagelok | - | Stainless steel |
| Camera | Sony | Alpha 600 | 24.3 Megapixel |
| Experiment Title | Experiment Presented | Date | Melting Temperature | Solidification Temperature | Insulation | Nozzle Type |
|---|---|---|---|---|---|---|
| Cycle 1 | No | 15 January 2020 | 44 C (+15 ) | 19 C (−10 ) | No | short |
| Cycle 2 | No | 16 January 2020 | 44 C (+15 ) | 19 C (−10 ) | No | short |
| Cycle 3 | No | 17 January 2020 | 44 C (+15 ) | 19 C (−10 ) | No | short |
| Cycle 4 | No | 29 January 2020 | 44 C (+15 ) | 19 C (−10 ) | No | short |
| Cycle 5 | Yes | 31 January 2020 | 39 C (+10 ) | 19 C (−10 ) | No | short |
| Cycle 6 | Yes | 31 January 2020 | 39 C (+10 ) | 19 C (−10 ) | No | short |
| Cycle 7 | Yes | 1 Feruary 2020 | 39 C (+10 ) | 19 C (−10 ) | No | short |
| Cycle 8 | No | 10 Feruary 2020 | 34 C (+5 ) | 24 C (−5 ) | No | short |
| Cycle 9 | Yes | 10 Feruary 2020 | 34 C (+5 ) | 24 C (−5 ) | No | short |
| Cycle 10 | Yes | 11 Feruary 2020 | 34 C (+5 ) | 24 C (−5 ) | No | short |
| Cycle 11 | Yes | 11 Feruary 2020 | 34C (+5 ) | 24 C (−5 ) | No | short |
| Cycle 12 | No | 17 Feruary 2020 | 39 C (+10 ) | 19 C (−10 ) | Yes | short |
| Cycle 13 | Yes | 17 Feruary 2020 | 39 C (+10 ) | 19 C (−10 ) | Yes | short |
| Cycle 14 | Yes | 18 Feruary 2020 | 39 C (+10 ) | 19 C (−10 ) | Yes | short |
| Cycle 15 | Yes | 18 Feruary 2020 | 39 C (+10 ) | 19 C (−10 ) | Yes | short |
| Cycle 16 | No | 12 March 2020 | 39 C (+10 ) | 19 C (−10 ) | Yes | short |
| Cycle 17 | No | 12 March 2020 | 39 C (+10 ) | 19 C (−10 ) | Yes | short |
| Value | Absolute Uncertainty | Relative Uncertainty |
|---|---|---|
| = 0.8565 (kg) | 0.005 (kg) | |
| = 210,130 (J/kg) | 21,013 (J/(kgK)) | |
| = 1960 (J/(kgK)) | 196 (J/(kgK)) | |
| = 1.1 (kg) | 0.05 (kg) | |
| = 4228 (J/(kgK)) [56] | 6 (J/(kgK)) | ‰ |
| = 1.603 (kg) | 0.1 (g) | |
| = 800 (J/(kgK)) | 40 (J/(kgK)) | |
| (K) | 0.03 (K) | |
| (K) | 0.03 (K) | |
| (K) | 0.01 (K) | |
| (kg/s) | 0.0083 (kg/s) | |
| (J/s) (max = 22 J/s) | (J/s) |
| Material | (kg m−3) | (J/(kgK)) | () (kJ kg) |
|---|---|---|---|
| Methyl Palmitate (PCM) solid (10–29 ) | - | 1960 | 210.1 () |
| Methyl Palmitate (PCM) liquid (29–59 ) | 846 | 1960 | 210.1 () |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hegner, L.; Krimmel, S.; Ravotti, R.; Festini, D.; Worlitschek, J.; Stamatiou, A. Experimental Feasibility Study of a Direct Contact Latent Heat Storage Using an Ester as a Bio-Based Storage Material. Energies 2021, 14, 511. https://doi.org/10.3390/en14020511
Hegner L, Krimmel S, Ravotti R, Festini D, Worlitschek J, Stamatiou A. Experimental Feasibility Study of a Direct Contact Latent Heat Storage Using an Ester as a Bio-Based Storage Material. Energies. 2021; 14(2):511. https://doi.org/10.3390/en14020511
Chicago/Turabian StyleHegner, Lukas, Stefan Krimmel, Rebecca Ravotti, Dominic Festini, Jörg Worlitschek, and Anastasia Stamatiou. 2021. "Experimental Feasibility Study of a Direct Contact Latent Heat Storage Using an Ester as a Bio-Based Storage Material" Energies 14, no. 2: 511. https://doi.org/10.3390/en14020511
APA StyleHegner, L., Krimmel, S., Ravotti, R., Festini, D., Worlitschek, J., & Stamatiou, A. (2021). Experimental Feasibility Study of a Direct Contact Latent Heat Storage Using an Ester as a Bio-Based Storage Material. Energies, 14(2), 511. https://doi.org/10.3390/en14020511