
The Influence of Pantograph Carbon–Metal Composite Slider Thermal Properties on the Railroad Wire Temperature


Abstract
:1. Introduction
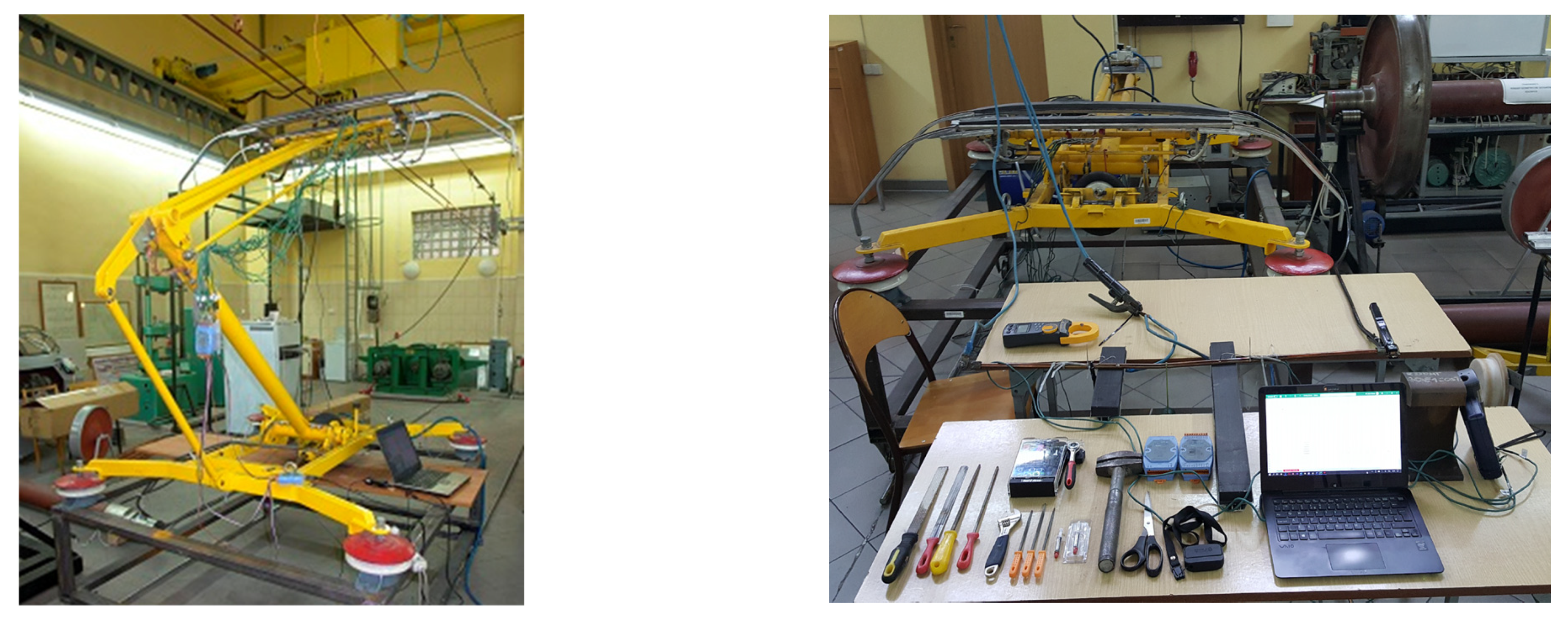
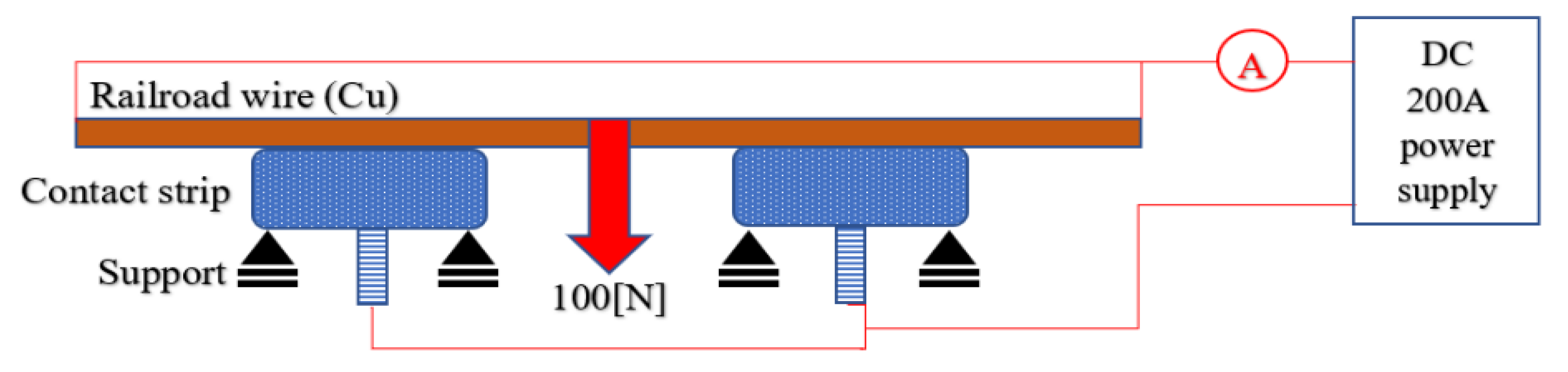
2. Methodology of Experimental Studies
3. Results of Experimental Studies
4. Aim and Methodology of Research Using FEM Analysis
- -
- Thermal conductivity k (a measure of the material’s ability to conduct heat in the body), W × m−1 × K−1;
- -
- Specific heat from c (the heat capacity of a sample of the substance divided by the mass of the sample), J × K−1 × kg−1;
- -
- Convection coefficient h (a measure of the material’s ability to conduct heat in a liquid), W/(m2 × K);
- -
- Thermal expansion coefficient α (the tendency of matter to change its shape in response to a change in temperature) K−1;
- -
- Emissivity coefficient ε (the effectiveness of the surface of a material to emit energy as thermal radiation).
5. FEM Mode—Boundary and Initial Conditions
- Q heat generated in the contact zone (Joule heating), J;
- R contact resistance, Ω;
- I current flowing in the circuit, A;
- t time, s.
- q Heat flux density: q = 378,000 W/m2;
- F1 Pressure force on one contact strip (nominal for 2 is 90–120): F1 = 60 N;
- α Coefficient of thermal expansion: α = 4.43 × 10−06 K−1;
- E Young’s modulus: E = 1.68·1011 Pa;
- ν Poisson’s ratio: ν = 0.3;
- h Convection coefficient: h = 8 W/(m2 × K), as for free convection;
- ρ Density: ρ = 2400 kg/m³;
- k Thermal conductivity—range from k = 5 to k = 60: W × m−1 × K−1;
- c Specific heat from c = 350 to c = 900: J × K−1 × kg−1;
- k Thermal conductivity—range from k = 24.5 W/(m × K);
- c Specific heat from c = 350 J/(K × kg).
- α Coefficient of thermal expansion: α = 23.1 × 10−06 K−1;
- E Young’s modulus: E = 0.69 × 1011 Pa;
- ν Poisson’s ratio: ν = 0.33;
- h Convection coefficient: h = 8 W/(m2 × K), as for free convection;
- ρ Density: ρ = 2720 kg/m³;
- k Thermal conductivity: k = 200 W/(m × K);
- c Specific heat: c = 900 J/(K × kg);
- α Coefficient of thermal expansion: α = 17 × 10−06 K−1;
- E Young’s modulus: E = 1.1 × 1011 Pa;
- ν Poisson’s ratio ν = 0.33;
- h Convection coefficient: h = 8 W/(m2 × K), as for free convection;
- ρ Density: ρ = 8920 kg/m³;
- k Thermal conductivity: k = 401 W × m−1 × K−1;
- c Specific heat: c = 380 J × K−1 × kg−1.
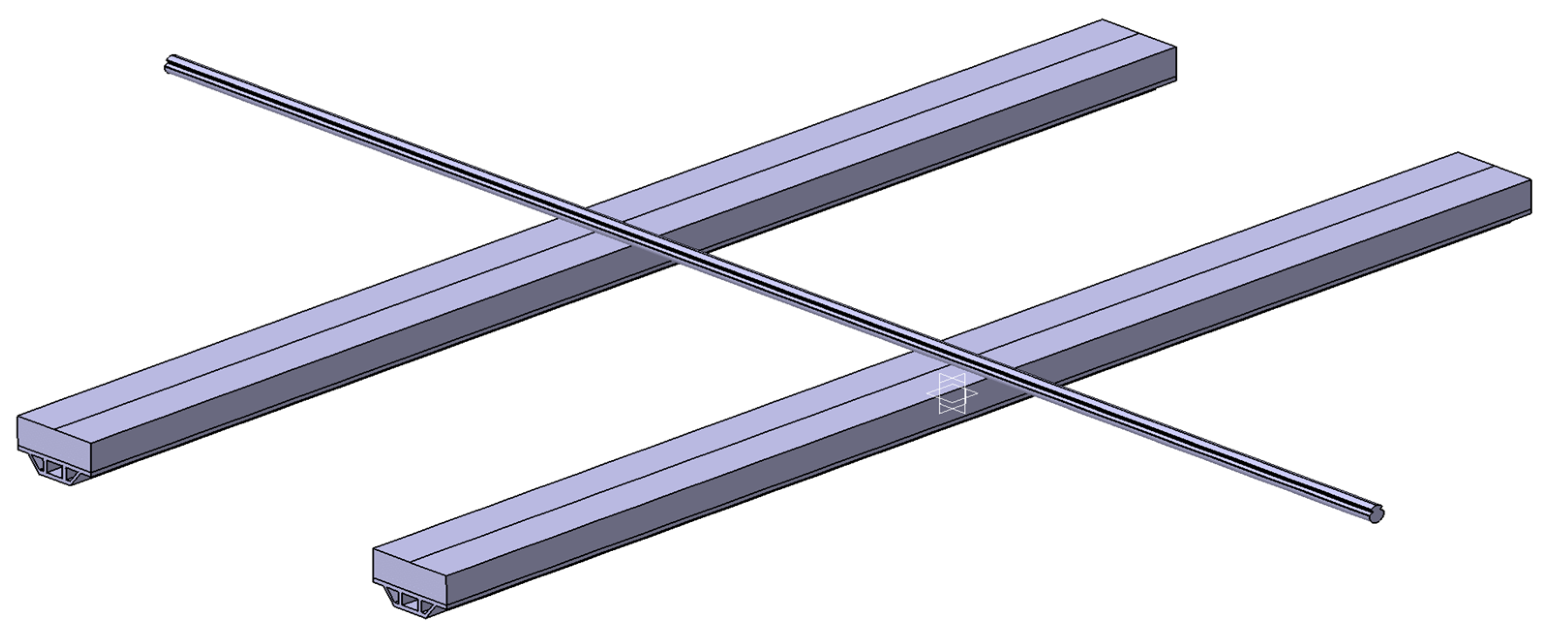
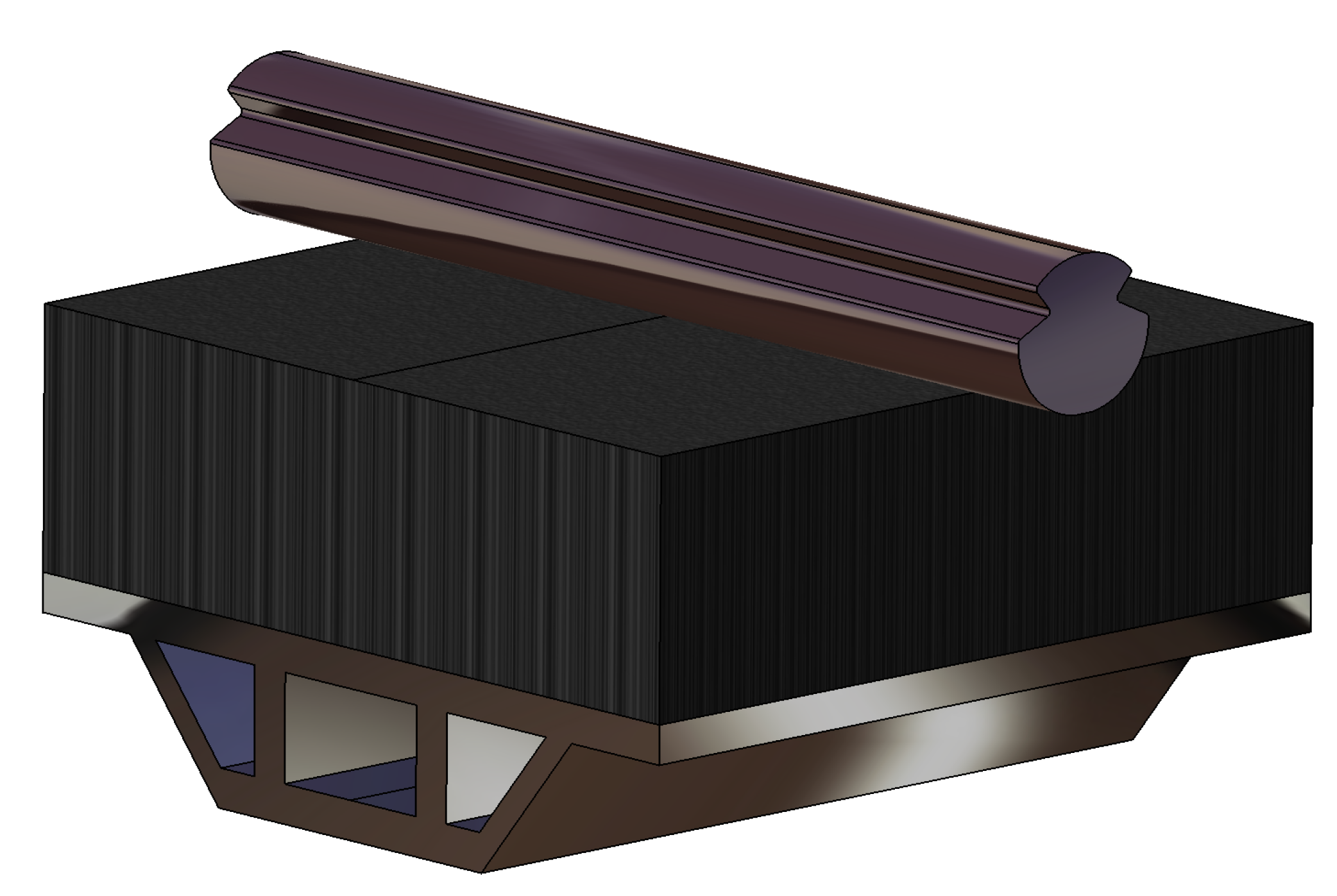
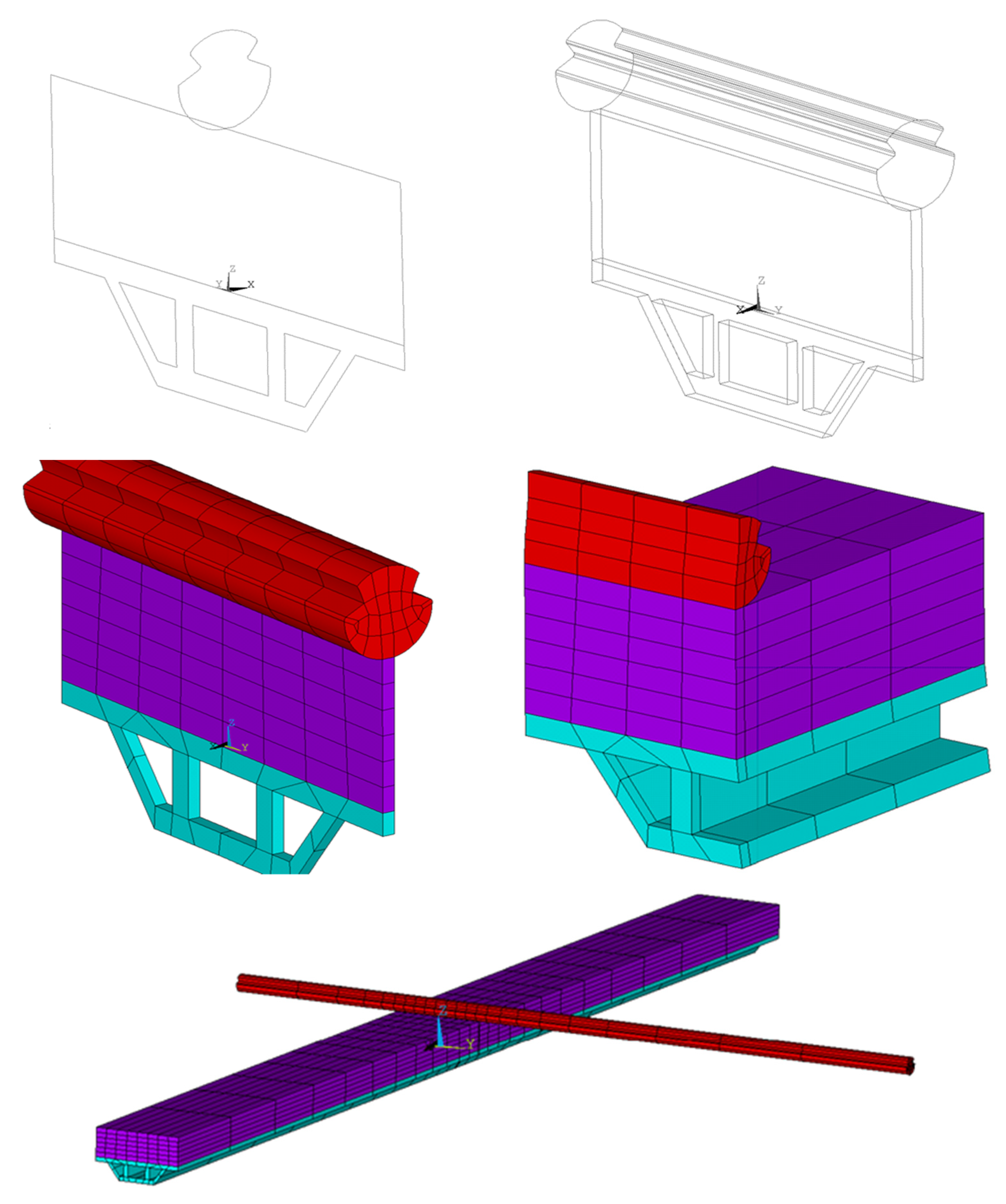
6. FEM Model—Building Model Geometry
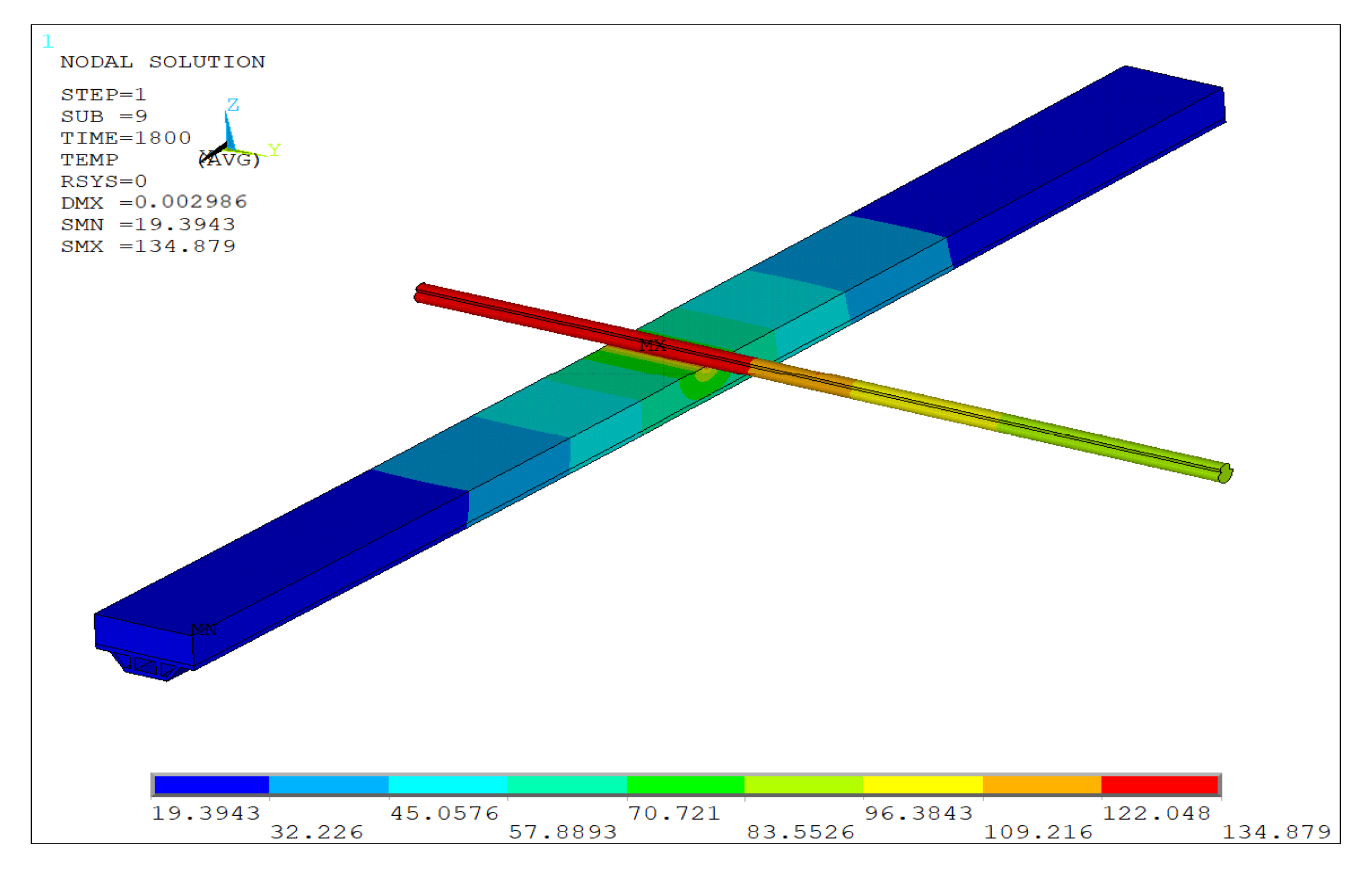
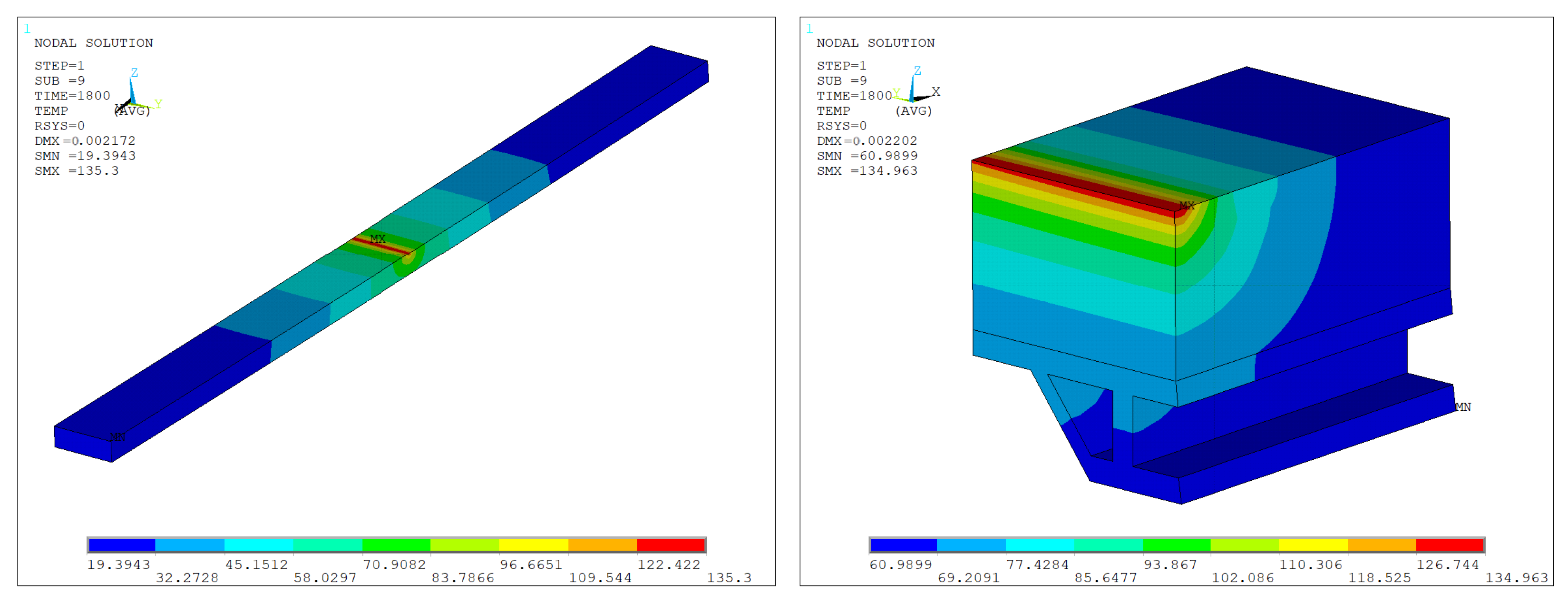
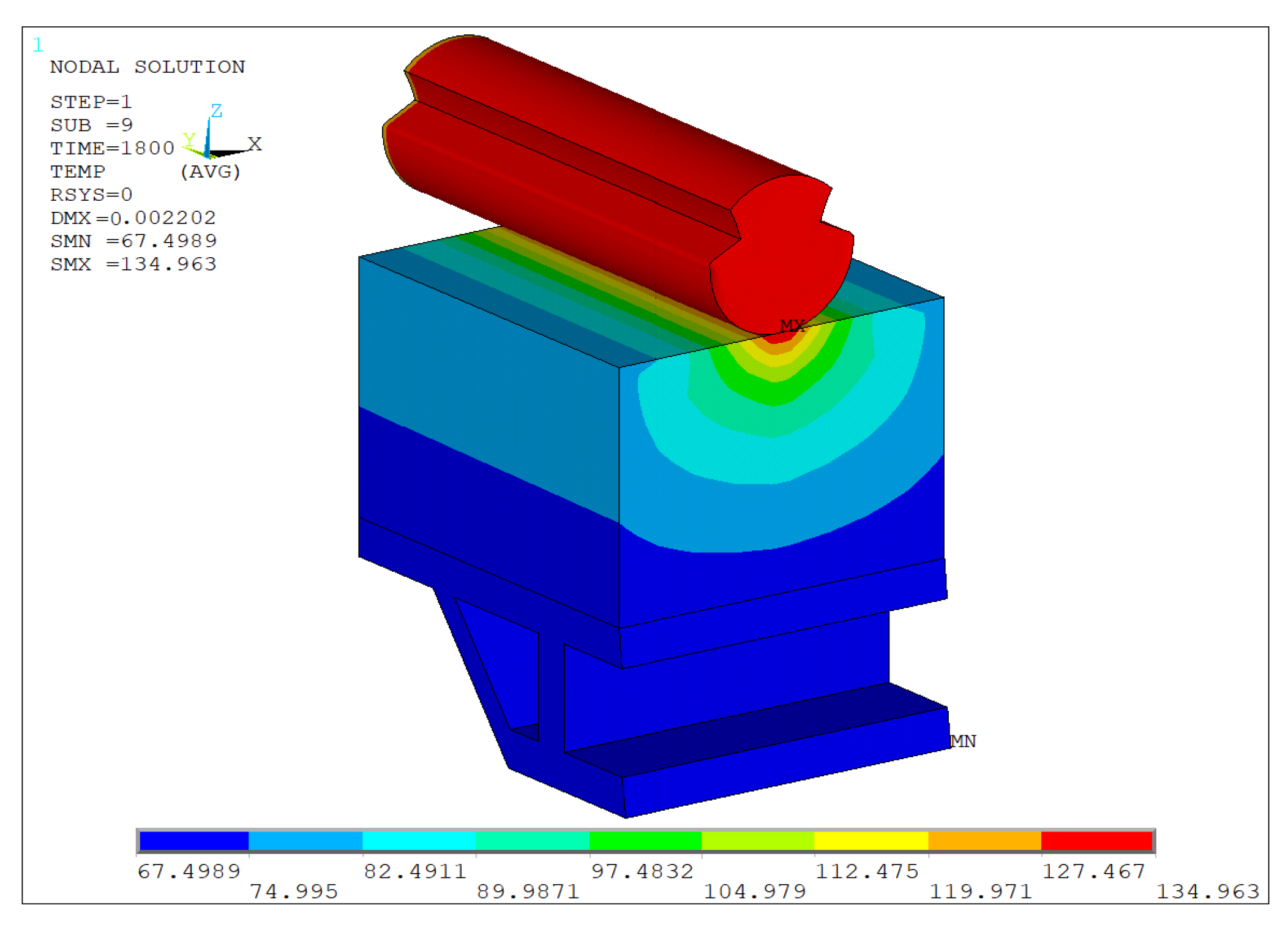
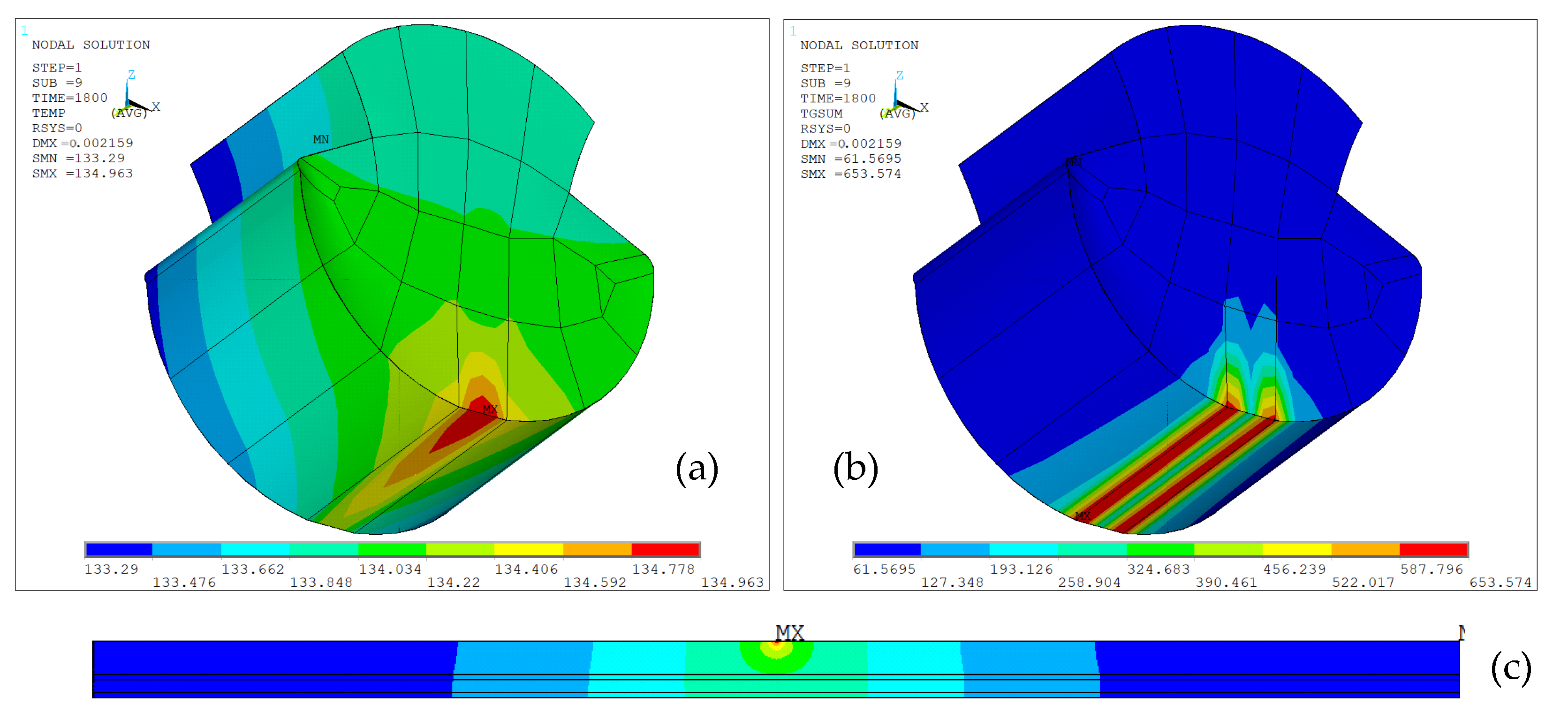
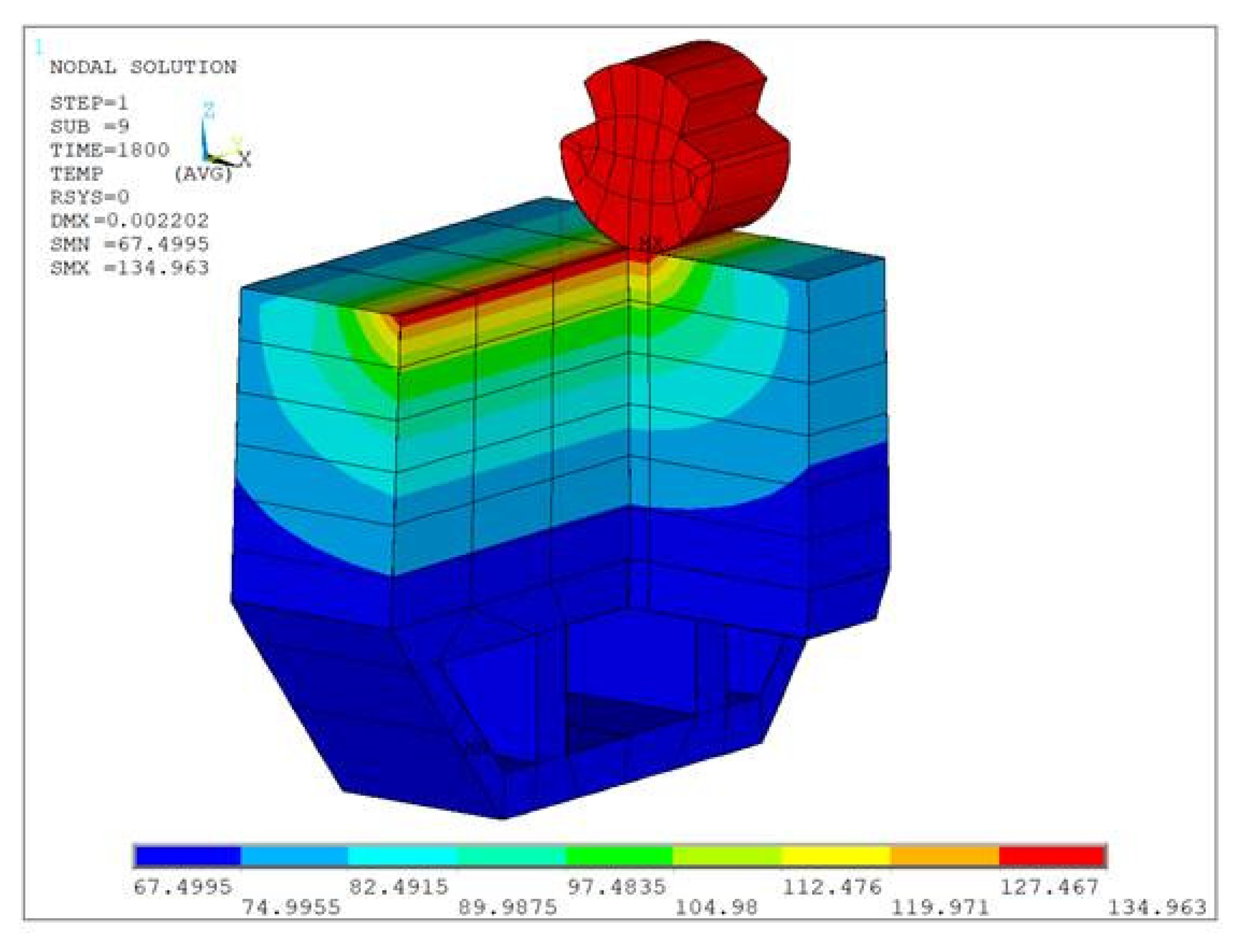
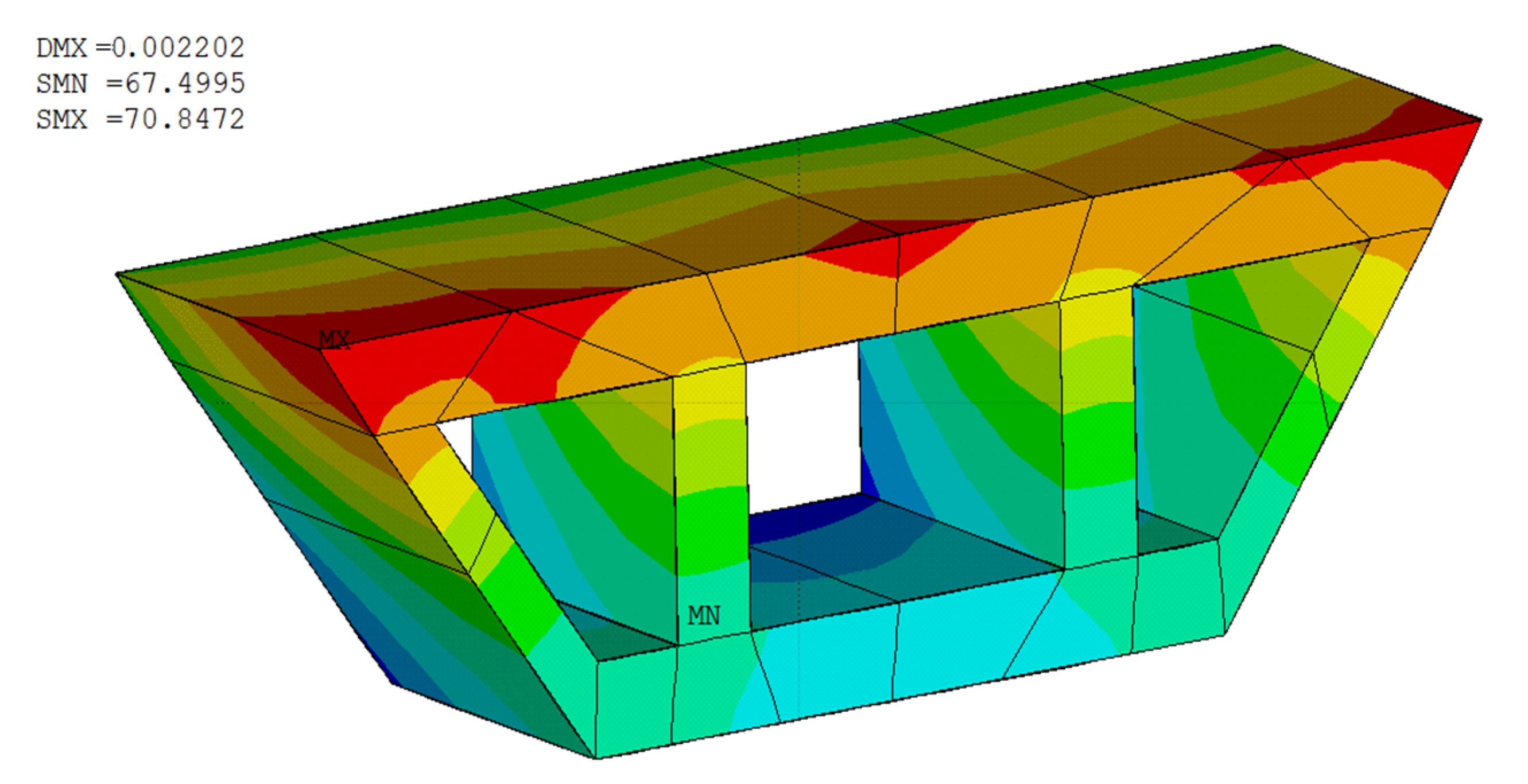
7. Analysis of the Obtained Numerical Simulation Results
8. Conclusions and Directions for Further Work
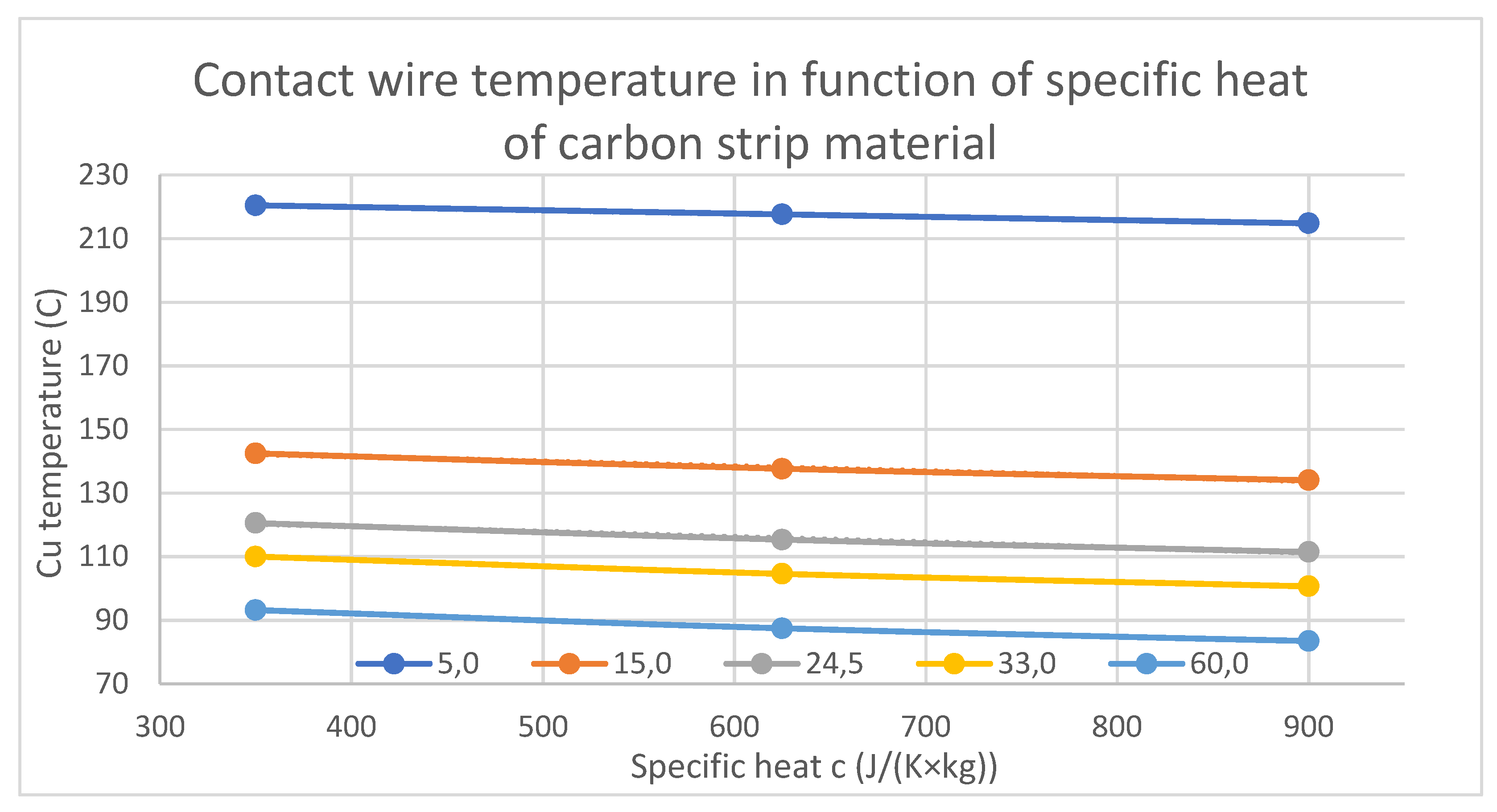
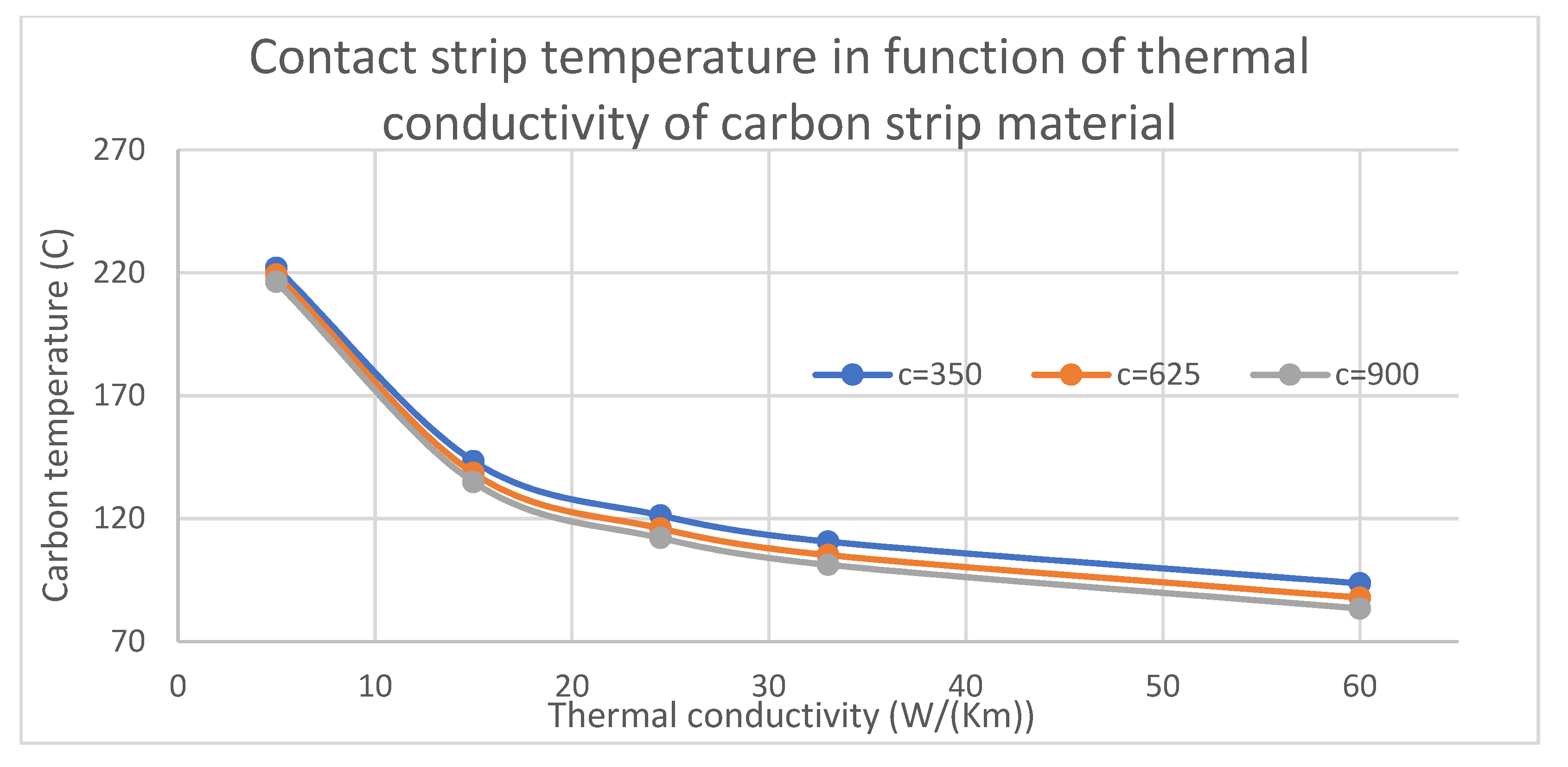
- Based on the conducted experimental and numerical tests, it was found that the metal content and, thus, the thermal properties of the carbon composite contact strip have a substantial impact on the heating of the contact strip itself and the contact wire. The percentage of copper in the contact strip and the thermal conductivity coefficient have a significant impact, while the specific heat coefficient is not significant for the maximum temperatures of the strip and contact wire that were obtained.
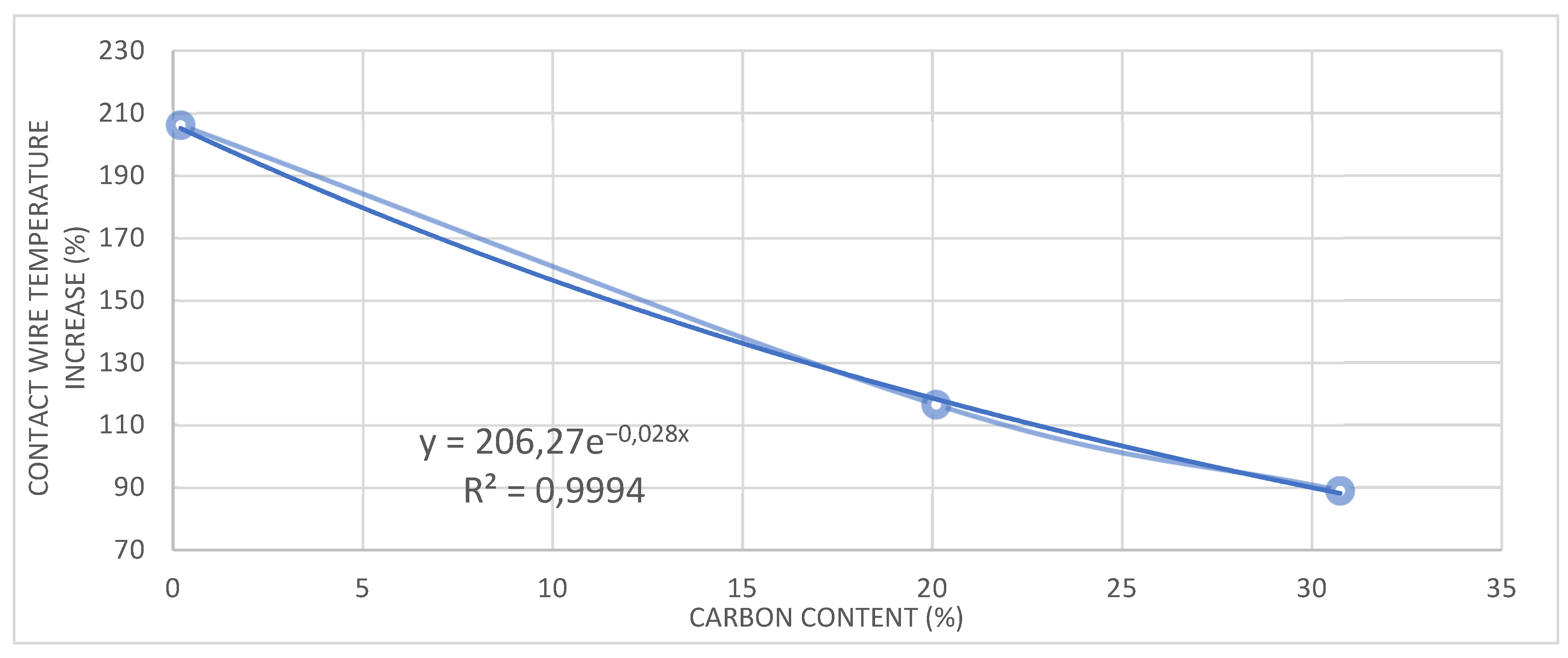
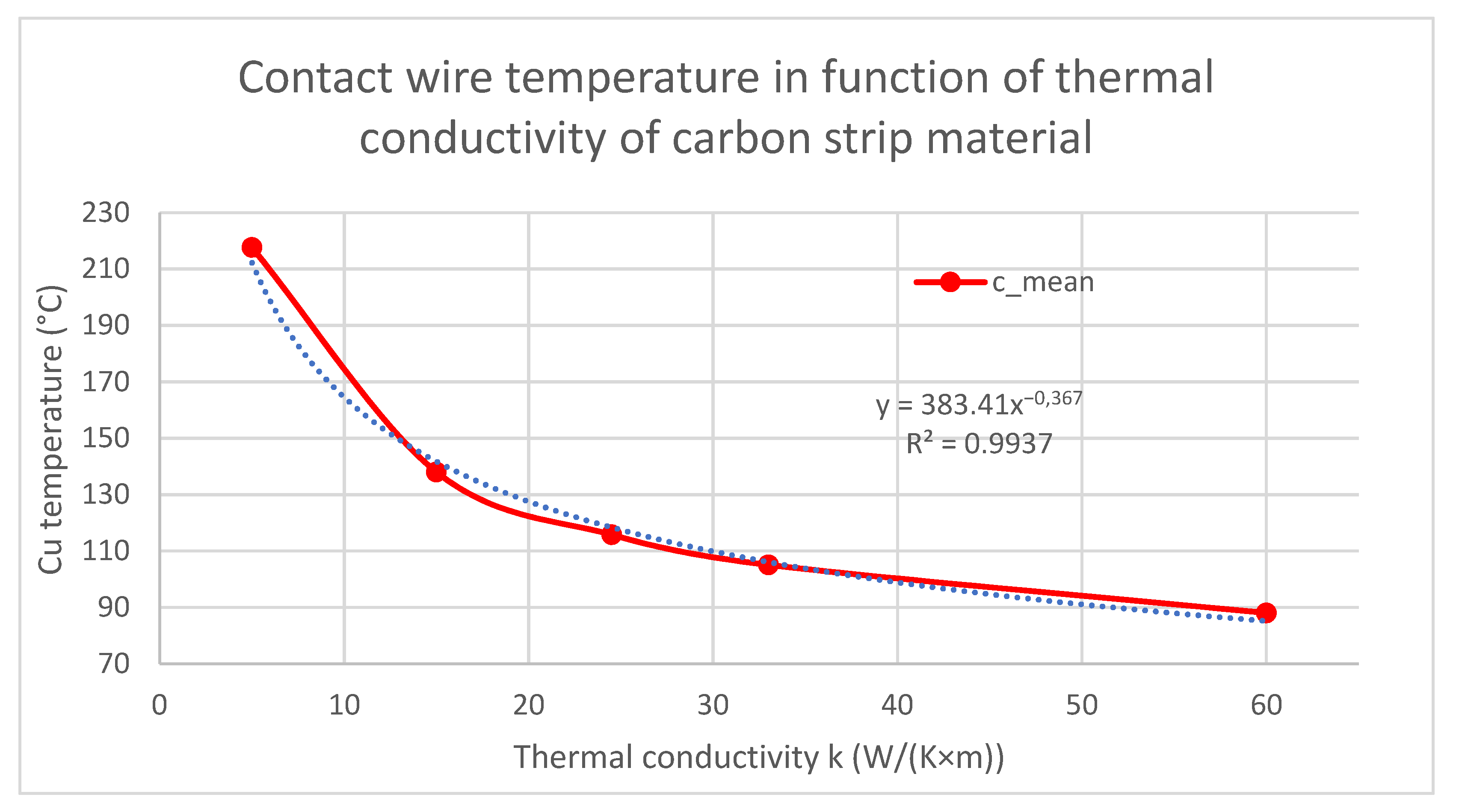
- The established relationship (1) allowed us to determine the contact wire temperature on the basis of the copper concentration in the composite material of the contact strip.
- For the tested material of the contact strip (operatively marked as “C”), as a result of experimental tests, the average temperature of Cu-ETP was 111.6 °C and the maximum temperature was 121.8 °C, whereas the maximum temperature Cu-ETP resulting from the FEM model was 120.6 °C. This indicates a good correlation of the FEM model with the results of the experimental research.
- The FEM model included contact strips and contact wire in accordance with the testing requirements. Due to the symmetry, one contact strip with the corresponding contact wire was modeled. The FEM model was made as 3D, taking into account nonlinear finite elements of the hexahedral coupled field type (thermal-mechanical–electrical).
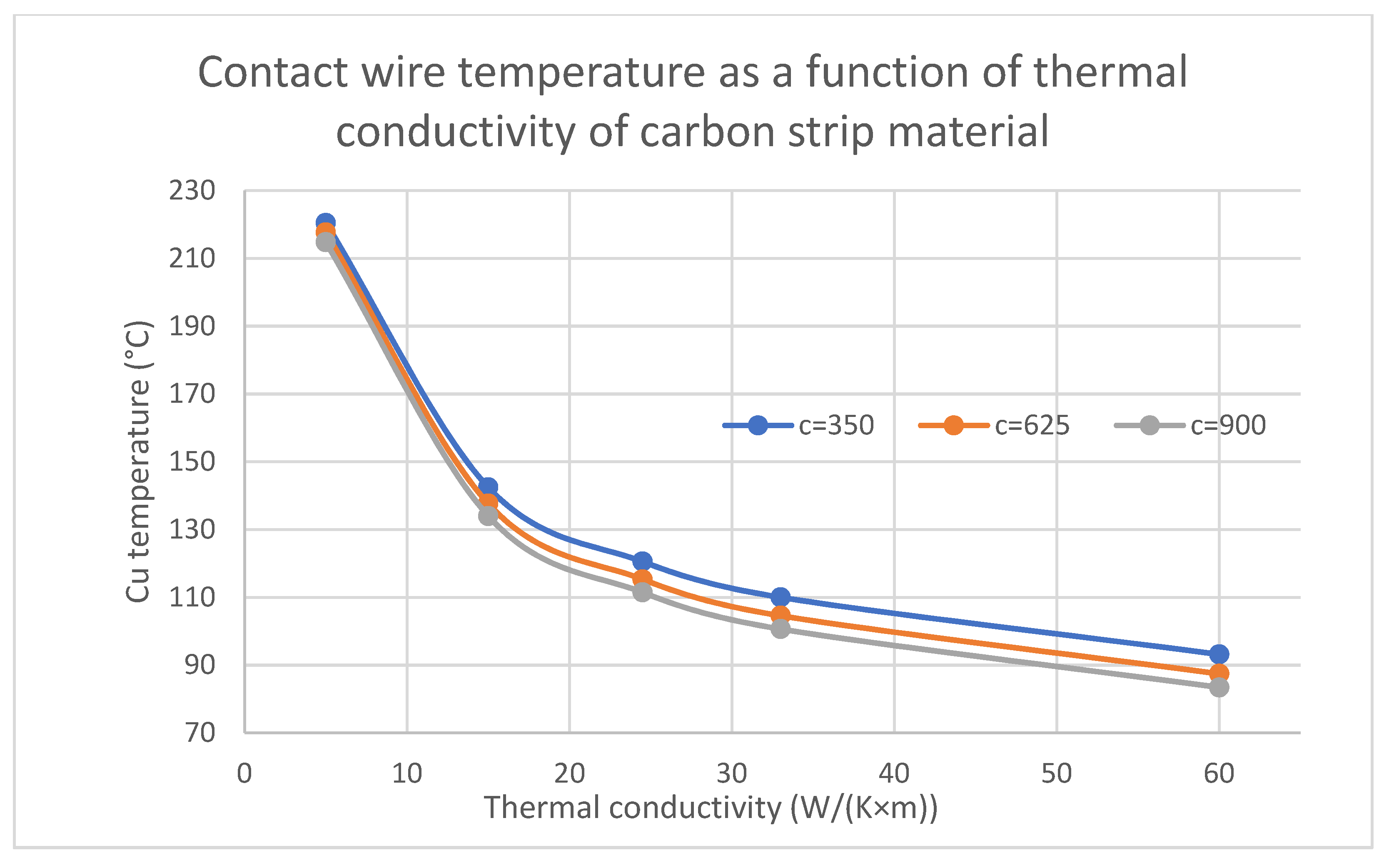
- The minimum value of the thermal conductivity coefficient of the contact strip material k ≥ 23.7 W/(m × K) was determined based on experimental research and subsequent numerical simulations. This value of the coefficient of thermal conductivity allows a positive result of the contact strip for heating. For comparison, the material tested experimentally (designated as “C”), which reaches the contact wire temperature close to the limit value of TCu = 120 °C, was characterized by the coefficient of thermal conductivity k = 24.5 W/(m × K). The determined value may form the basis for designing the composition of the material for the contact strip of the railway pantograph.
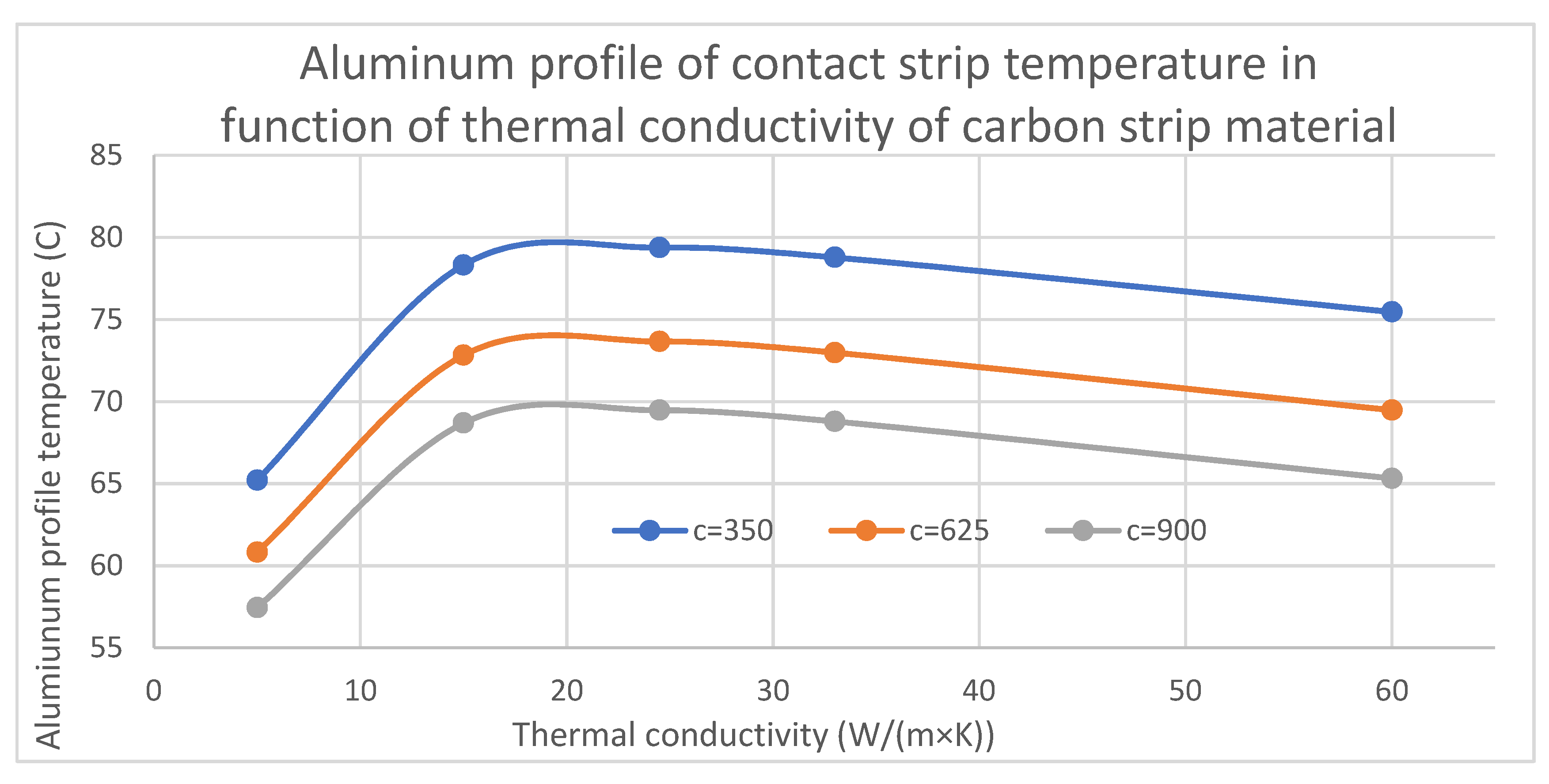
- Analysis of the sensitivity of factors k and c showed a strong negative correlation between the k-thermal conductivity coefficient and the maximum values of contact wire temperature and contact strip. It has been shown that the thermal conductivity of composite carbon–metal contact strips, in addition to the correlation with TCu, is characterized by a much greater (over 100-fold) effect on TCu values than the specific heat factor c. Comparing the unit increase in the coefficients k and c, the following effect on TCu was obtained, i.e., TCu (k + 1) = 1.8062 °C, while TCu (c + 1) = 0.0165 °C.
- Based on experimental research, it has been shown that the minimum value of the percentage of copper for the composite contact strip event is 26% Cu to comply with the contact wire temperature criterion of 120 °C (increase by 100 °C with respect to the ambient temperature of 20 °C and 34% Cu, on the assumption that the temperature increase will not be greater than 80 °C, the standard requirement [2,3]).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wei, W.; Song, Y.; Yang, Z.; Gao, G.; Xu, P.; Lu, M.; Tu, C.; Chen, M.; Wu, G. Investigation of the Impacts of Thermal Shock on Carbon Composite Materials. Materials 2019, 12, 435. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hitoshi, H.; Tsuyoshi, M.; Hitoshi, N.; Ichiro, I. Influence of the Arc between the Contact Wire and the Pantograph on the Material of the Contact Strip. IEEJ Trans. Power Energy 2007, 127, 718–724. [Google Scholar]
- Ocoleanu, C.F.; Manolea, G.; Cividjian, G.; Bulucea, C.A. Numerical Study of Thermal Field of Pantograph Contact Strip-Contact Line Wire Assembly. In Proceedings of the 4th WSEAS International Conference on Automatic. Control Modeling and Simulation, Sousse, Kantaoui Tunisia, 3–6 May 2010; WSEAS Press: Craiova, Romania, 2008; pp. 139–143. [Google Scholar]
- Ding, T.; Chen, G.X.; Bu, J.; Zhang, W.H. Effect of temperature and arc discharge on friction and wear behaviours of carbon strip/copper contact wire in pantograph–catenary systems. Wear 2011, 271, 1629–1636. [Google Scholar] [CrossRef]
- Yaman, O.; Aydin, I.; Karaköse, M.; Akin, E. Contact point analysis of catenar-pantograph system by using normal and thermal images. In Uluslar Arası Raylı Sistemler Mühendisliği Sempozyumu (ISERSE’13); ISERSE: Karabük, Türkiye, 2013; pp. 1–8. [Google Scholar]
- Bucca, G.; Collina, A. A procedure for the wear prediction of collector strip and con-tact wire in pantograph—Catenary system. Wear 2009, 266, 46–59. [Google Scholar] [CrossRef]
- Ocoleanu, C.F.; Popa, I.; Manolea, G.; Dolan, A.I. Temperature measurement in contact pantograph—AC contact line. In Proceedings of the 11th WSEAS International Conference on Automatic Control Modeling and Simulation, Istanbul, Turkey, 30 May–1 June 2009; pp. 184–188. [Google Scholar]
- Plesca, A. Thermal analysis of sliding electrical contacts with mechanical friction in steady conditions. Int. J. Therm. Sci. 2014, 84, 125–133. [Google Scholar] [CrossRef]
- Delcey, N.; Baucour, P.; Chamagne, D.; Wimmer, G.; Auditeau, G.; Bausseron, T.; Bouger, O.; Blanvillain, G. Thermal Modelling and Experimental Comparison for a Moving Pantograph Strip. World Academy of Science. Eng. Technol. Int. J. Civ. Environ. Eng. 2017, 11, 9. [Google Scholar]
- Jie, R.; Zhi-en, L.; Fu-wu, Y.; Hong-mei, L. Research on the Heat Transfer of High-speed Railway Pantographs. Appl. Mech. Mater. 2014, 490, 936–941. [Google Scholar]
- Bausseron, T. Etude De L’échauffement De La Caténaire Lors Du Captage à L’arrêt: Développement D’un Outil Informatique. Ph.D. Thesis, Université de Franche-Comté, Besançon, Franche-Comté, France, 2014. NNT: 2014BESA2062. [Google Scholar]
- Ocoleanu, C.F.; Manolea, G.; Popa, I. Experimental validation of numerical results coresponding to catenary contact wire temperature. Electr. Eng. Ser. 2011, 35, 152–157. [Google Scholar]
- Nituca, C. Thermal analysis of electrical contacts from pantograph-catenary system for power suply of electric vehicles. Electr. Power Syst. Res. 2013, 96, 211–217. [Google Scholar] [CrossRef]
- Commission Regulation (EU) No 1301/2014 of 18 November 2014 on the Technical Specifications for Interoperability Relating to the ‘Energy’ Subsystem of the Rail System in the Union Text with EEA Relevance; European Commission, European Union: Luxembourg, 2014; pp. 179–227.
- EN 50405: 2006 Railway Applications—Current Collection Systems—Pantographs. Testing Methods for Carbon Contact Strips. Available online: https://standards.iteh.ai/catalog/standards/clc/0ee47273-f78a-4546-8cdc-7f99d5bb18ad/en-50405-2006 (accessed on 16 July 2021).
- EN 50367:2006 Railway Applications—Current Collection Systems—Technical Criteria for the Interaction between Pantograph and Overhead Line. Available online: https://standards.iteh.ai/catalog/standards/sist/250af1d5-5b16-4dde-a53a-70d1e8acaaba/sist-en-50367-2006 (accessed on 16 July 2021).
- EN 50206-1:2010 Railway Applications—Rolling Stocks—Pantographs: Characteristics and Tests—Part 1: Pantographs for Main Line Vehicles. Available online: https://standards.iteh.ai/catalog/standards/clc/a2726892-abb2-4326-a8a0-2614a1201deb/en-50206-1-2010 (accessed on 16 July 2021).
- Hełka, A.; Sitarz, M. Certification researches of carbon contact strips. Sci. J. Sil. Univ. Technol. Ser. Transp. 2013, 81, 45–50. [Google Scholar]
- Sitarz, M.; Hełka, A.; Mańka, A.; Adamiec, A. Testing of railway pantograph. Arch. Transp. 2013, 25, 85–95. [Google Scholar]
- Mańka, A.; Sitarz, M. Effects of a thermal load on the wheel/brake-block sub-system: The thermal conicity of railway wheels. Proc. Inst. Mech. Eng. Part F J. Rail Rapid Transit 2016, 230, 193–205. [Google Scholar] [CrossRef]
- Mańka, A.; Hełka, A.; Ćwiek, J. Influence of copper content on pantograph contact strip material on maximum temperature of railroad wire—Minimum cooper content. Sci. J. Sil. Univ. Technol. Ser. Transp. 2020, 106, 97–105. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material Designation | Copper Percentage in Composite Strip% | The Share of Carbon in the Composite Strip% | The Share of Binder in the Composite Strip% |
|---|---|---|---|
| A | 0.2 | 94.5 | 5.3 |
| B | 20.1 | 76.4 | 3.5 |
| C | 30.7 | 63.5 | 5.8 |
| Material Designation | The Share of Copper in the Composite Event % | Contact Wire Temperature in °C |
|---|---|---|
| A | 0.2 | 230.7 |
| B | 20.1 | 138.4 |
| C | 30.7 | 111.7 |
| Thermal Conductivity K W/(m × K) | SPECIFIC Heat C J/(K × kg) | ||
|---|---|---|---|
| I (c = 350) | II (c = 625) | III (c = 900) | |
| A (k = 5) | 5/350 | 5/625 | 5/900 |
| B (k = 15) | 15/350 | 15/625 | 15/900 |
| C (k = 24.5) | 24.5/350 | 24.5/625 | 24.5/900 |
| D (k = 33) | 33/350 | 33/625 | 33/900 |
| E (k = 60) | 60/350 | 60/625 | 60/900 |
| Thermal Conductivity K W/(m × K) | Specific Heat C J/(K × kg) | ||
|---|---|---|---|
| I (c = 350) | II (c = 625) | III (c = 900) | |
| A (k = 5) | 220.42 | 217.62 | 214.78 |
| B (k = 15) | 142.43 | 137.62 | 133.99 |
| C (k = 24.5) | 120.55 | 115.31 | 111.45 |
| D (k = 33) | 110.00 | 104.57 | 100.65 |
| E (k = 60) | 93.18 | 87.43 | 83.43 |
| Thermal Conductivity K W/(m x K) | Specific Heat C J/(K × kg) | ||
|---|---|---|---|
| I (c = 350) | II (c = 625) | III (c = 900) | |
| A (k = 5) | 221.98 | 219.23 | 216.30 |
| B (k = 15) | 143.34 | 138.50 | 134.84 |
| C (k = 24,5) | 121.27 | 116.00 | 112.11 |
| D (k = 33) | 110.63 | 105.17 | 101.21 |
| E (k = 60) | 93.65 | 87.86 | 83.42 |
| Thermal Conductivity K W/(m × K) | Specific Heat C J/(K × kg) | ||
|---|---|---|---|
| I (c = 350) | II (c = 625) | III (c = 900) | |
| A (k = 5) | 65.21 | 60.83 | 57.45 |
| B (k = 15) | 78.32 | 72.82 | 68.69 |
| C (k = 24.5) | 79.38 | 73.66 | 69.47 |
| D (k = 33) | 78.78 | 72.98 | 68.79 |
| E (k = 60) | 75.46 | 69.48 | 65.32 |
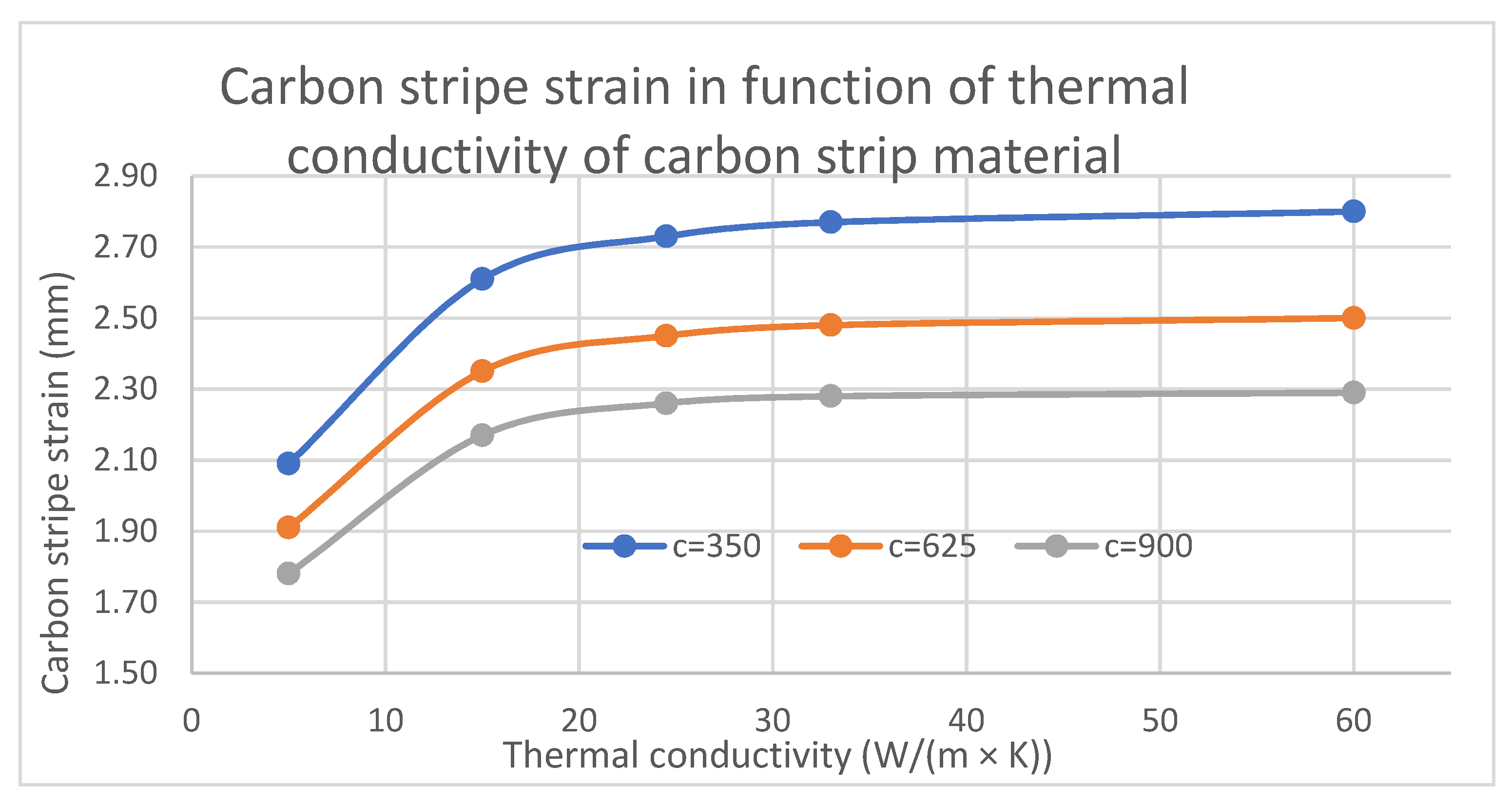
| Thermal Conductivity K W/(m × K) | Specific Heat C J/(K × kg) | ||
|---|---|---|---|
| I (c = 350) | II (c = 625) | III (c = 900) | |
| A (k = 5) | 2.09 | 1.91 | 1.78 |
| B (k = 15) | 2.61 | 2.35 | 2.17 |
| C (k = 24.5) | 2.73 | 2.45 | 2.26 |
| D (k = 33) | 2.77 | 2.48 | 2.28 |
| E (k = 60) | 2.80 | 2.50 | 2.29 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mańka, A.; Hełka, A.; Ćwiek, J. The Influence of Pantograph Carbon–Metal Composite Slider Thermal Properties on the Railroad Wire Temperature. Energies 2021, 14, 7940. https://doi.org/10.3390/en14237940
Mańka A, Hełka A, Ćwiek J. The Influence of Pantograph Carbon–Metal Composite Slider Thermal Properties on the Railroad Wire Temperature. Energies. 2021; 14(23):7940. https://doi.org/10.3390/en14237940
Chicago/Turabian StyleMańka, Adam, Andrzej Hełka, and Janusz Ćwiek. 2021. "The Influence of Pantograph Carbon–Metal Composite Slider Thermal Properties on the Railroad Wire Temperature" Energies 14, no. 23: 7940. https://doi.org/10.3390/en14237940
APA StyleMańka, A., Hełka, A., & Ćwiek, J. (2021). The Influence of Pantograph Carbon–Metal Composite Slider Thermal Properties on the Railroad Wire Temperature. Energies, 14(23), 7940. https://doi.org/10.3390/en14237940