

Properties of Modified Warm-Mix Asphalt Mixtures Containing Different Percentages of Reclaimed Asphalt Pavement

 ,
, 
Abstract
:1. Introduction
2. Experimental Program
2.1. The Used Materials
2.1.1. Asphalt Binder
2.1.2. The Aggregate
2.1.3. Reclaimed Asphalt Pavement (PAP)
2.1.4. Sasobit REDUX® WMA Organic Additive
2.1.5. Aspha-Min® WMA foamed Additive
2.1.6. The Ordinary Filler
2.1.7. ZycoTherm® (ASA)
2.2. Asphalt Mixtures Design
- Ndesign is the design number of gyrations
- Ninitial is the initial number of gyrations
- Nmaximum is the maximum number of gyrations
- The first mix compacted at the estimated binder content
- The second mix compacted at the estimated binder content − 0.5%
- The third mix compacted at the estimated binder content + 0.5%
- The fourth mix compacted at the estimated binder content + 1.0%
- Pnb: the percentage of the newly added virgin binder.
- r: the percentage of new aggregate in the recycled mixture.
- Psb: the percentage of binder content in the RAP.
- Pb: the estimated percentage of binder content in the recycled mixtures, which is assumed to be equal to the binder content of a new mixture with 100% new materials.
2.3. Mixing Process of the Additives
2.3.1. Mixing of Sasobit REDUX Additive
2.3.2. Mixing of Aspha-Min Additive
2.3.3. Mixing of ZycoTherm (ASA)
2.4. Resilient Modulus (MR) Test
- MR: resilience modulus (Mpa)
- P: the applied load at maximum (N)
- v: Poisson ratio (0.35)
- H: deformation (mm) in the horizontal direction
- L: height of sample (mm)
- MRwet: resilience modulus for wet condition
- MRdry: resilience modulus for dry condition

2.5. Hamburg Wheel-Track Test
Sample Preparation
3. Results and Discussion
- 1-
- The Air Content Within the Mixtures
- WMA Mixture + 1.0% Sasobit REDUX Additive:
- WMA Mixture + Sasobit REDUX Additive + RAP:
- WMA Mixture + 0.3% Aspha-Min Additive:
- WMA Mixture + Aspha-Min Additive + RAP:
- WMA + 0.07% ZycoTherm Additive:
- WMA + ZycoTherm Additive + RAP:
- 2-
- The Content of VFA Within the Mixtures:
- WMA Mixture + 1.0% Sasobit REDUX Additive:
- WMA Mixture + Sasobit REDUX Additive + RAP:
- WMA Mixture + 0.3% Aspha-Min Additive:
- WMA Mixture + Aspha-Min Additive + RAP:
- WMA + 0.07% ZycoTherm Additive:
- WMA + ZycoTherm Additive + RAP:
- 3-
- The Content of VMA within the Mixtures:
- WMA Mixture + 1.0% Sasobit REDUX Additive:
- WMA Mixture + Sasobit REDUX Additive + RAP:
- WMA Mixture + 0.3% Aspha-Min Additive:
- WMA Mixture + Aspha-Min Additive + RAP:
- WMA + 0.07% ZycoTherm Additive:
- WMA + ZycoTherm Additive + RAP:
3.1. The Results of the Resilient Modulus (MR) Test and Resilient Modulus Ratio (RMR)
- 1-
- WMA Mixtures Modified by Sasobit REDUX (virgin and recycled ones)
- The resilient modulus ratio (RMR) for the mixture containing 1.0% Sasobit REDUX is slightly lower than the control HMA mixture at a mixing temperature of 135 °C, and that level keeps dropping by decreasing the mixing temperature from (135 °C to 125 °C to 115 °C). RMR for mixtures containing (1.0% Sasobit REDUX + 20% RAP) and (1.5% Sasobit REDUX + 40% RAP) is insignificantly below the level of the control mix at a mixing temperature of 135 °C. That sufficient level begins to drop by decreasing the mixing temperature below 135 °C. The WMA mixture with (2.0% Sasobit REDUX + 60% RAP) has a relatively high RMR, especially when mixed at 135 °C in comparison to the control mixture. That high level of MR begins to drop slightly by decreasing the mixing temperature below 135 °C.
- 2-
- WMA Mixtures Modified by Aspha-Min (virgin and recycled ones)
- The resilient modulus (MR) of the mixture containing 0.3% Aspha-Min is very low at a mixing temperature of 135 °C in comparison to the control HMA level. That low level keeps dropping down by decreasing the mixing temperature from (135 °C to 125 °C to 115 °C). The MR value for mixtures containing (0.3% Aspha-Min + 20% RAP), (0.4% Aspha-Min + 40% RAP) and (0.5% Aspha-Min + 60% RAP) is relatively low and keeps dropping by decreasing the mixing temperature below 135 °C. The current result is directly in line with the prior findings of Albayati AH. et al. [43] and offers a variety of used WMA additives.
- The resilient modulus ratio (RMR) for the mixture containing 0.3% Aspha-Min is under the level of the control HMA mixture at the three temperatures of mixing (135 °C, 125 °C, and 115 °C). Additionally, RMR for mixtures containing (0.3% Aspha-Min + 20% RAP), (0.4% Aspha-Min + 40% RAP), and (0.5% Aspha-Min + 60% RAP) is at a low level in comparison to the control mix, and that level keeps dropping by decreasing the mixing temperature below 135 °C.
- 3-
- WMA Mixtures Modified by ZycoTherm (virgin and recycled ones)
- The resilient modulus (MR) of the mixture containing 0.7% ZycoTherm is nearly at the same level as the control HMA mixture at the 135 °C mixing temperature. By decreasing the mixing temperature from (135 °C to 125 °C to 115 °C) the level of MR for the mentioned mixture begins to decrease gradually. The MR value for mixtures containing (0.07% ZycoTherm + 20% RAP), (0.1% ZycoTherm + 40% RAP) and (0.125% ZycoTherm + 60% RAP) is efficiently high at the 135 °C mixing temperature.
- The resilient modulus ratio (RMR) for the mixture containing 0.7% ZycoTherm is barely at the same level as the HMA mixture, and that level decreased slightly by reducing the mixing temperature from (135 °C to 125 °C to 115 °C). The RMR value for mixtures containing (0.07% ZycoTherm + 20% RAP), (0.1% ZycoTherm + 40% RAP) and (0.125% ZycoTherm + 60% RAP) is efficiently at a high level at all mixing temperatures (135 °C, 125 °C, and 115 °C).
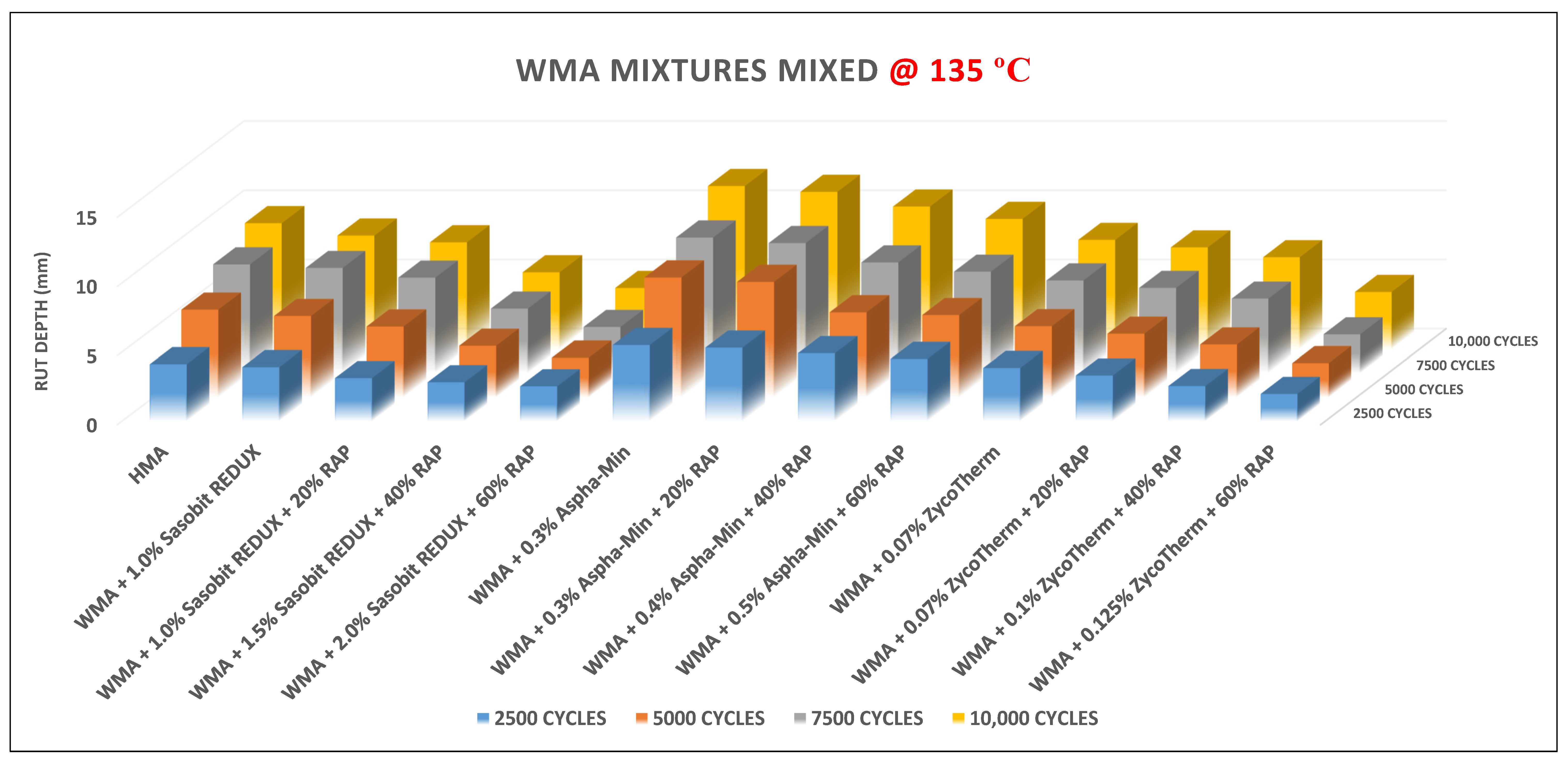
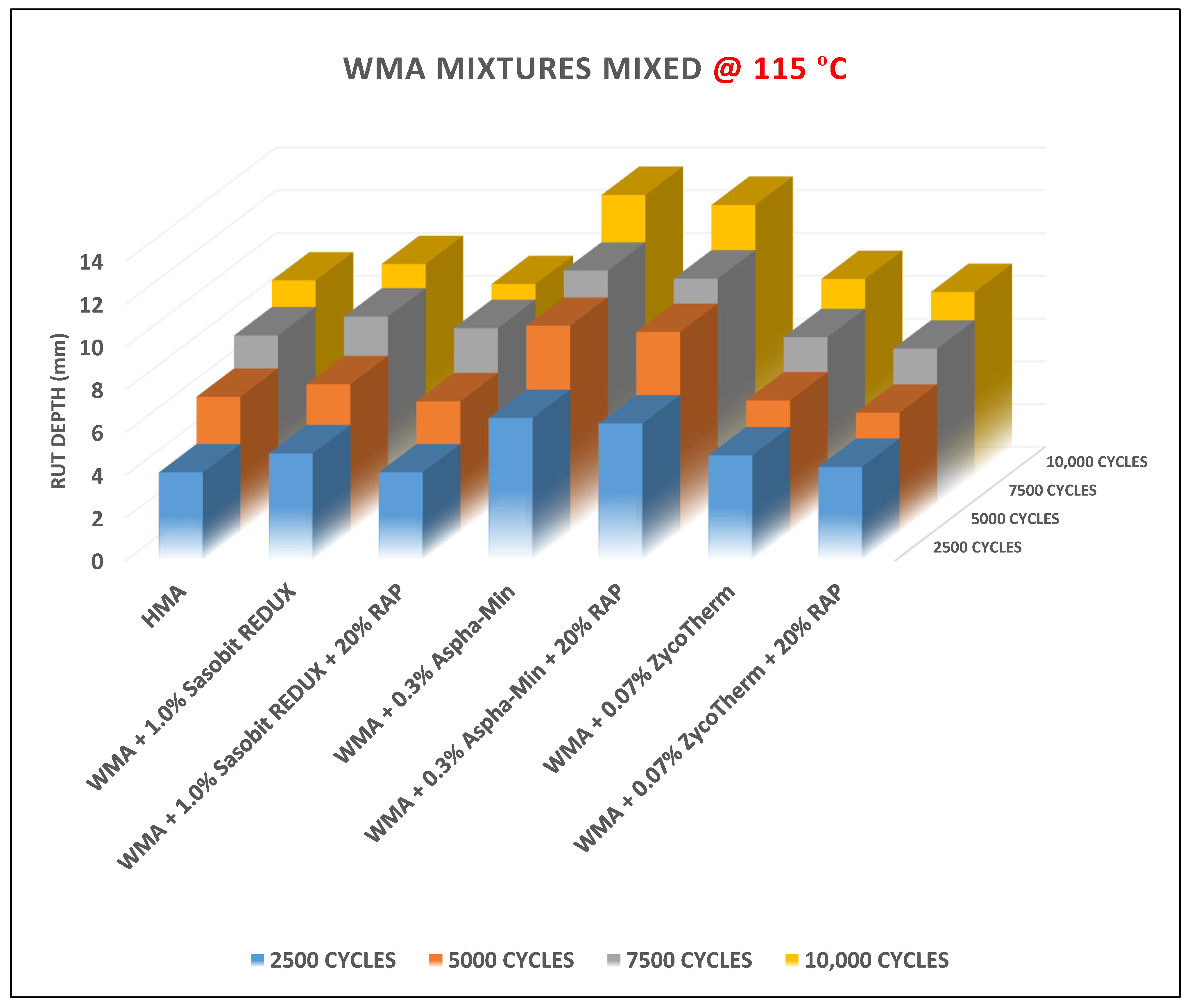
3.2. The Results of the Hamburg Wheel-Track Test
- 1-
- WMA Mixtures Mixed at 135 °C and 125 °C (virgin and recycled ones)
- 2-
- WMA Mixtures Mixed at 115 °C (virgin and recycled ones)
4. Conclusions
- The mechanism of setting three individual heating levels of mixing and compacting for the generated mixtures proved to be very effective in selecting the optimal range of temperatures to mix and compact. In addition, the conducted optimal range of temperatures is suitable enough for the WMA mixtures to achieve the best mechanical and durable performance.
- The best percentages of the used WMA additives in terms of the mechanical properties are set below in Table 19, in addition to the corresponding optimal range of mixing temperatures.
- To produce WMA mixtures with a high amount of RAP (>25%), the dosage of the used additive has to increase within the recommended limits by increasing the employed percentage of RAP within the WMA mixtures in order to equalize the hardened effect and high viscosity of the combined blend.
- The best durable properties have been achieved by mixing the mentioned WMA mixtures containing 0%, 20%, 40%, and 60% of RAP with 0.07%, 0.07%, 0.1%, and 0.125% of ZycoTherm® at 153 °C, respectively.
- WMA-RAP mixtures which contain a high amount of RAP (>25%) have to be mixed at a temperature higher than 120 °C because the RAP requires a preheating and mixing process at restricted heating temperatures between (180 and 120 °C) in order to activate its binder and make it workable for mixing with the virgin materials.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Zumrawi, M.M.E. Investigating causes of pavement deterioration in Khartoum State. Int. J. Civ. Eng. Technol. 2016, 7, 203–214. [Google Scholar]
- Abuawad, I.M.A.; Al-Qadi, I.L.; Trepanier, J.S. Mitigation of moisture damage in asphalt concrete: Testing techniques and additives/modifiers effectiveness. Constr. Build. Mater. 2015, 84, 437–443. [Google Scholar] [CrossRef]
- Mirzababaei, P. Effect of zycotherm on moisture susceptibility of Warm Mix Asphalt mixtures prepared with different aggregate types and gradations. Constr. Build. Mater. 2016, 116, 403–412. [Google Scholar] [CrossRef]
- Mirzababaei, M.; Karimiazar, J.; Teshnizi, E.S.; Arjmandzadeh, R.; Bahmani, S.H. Effect of Nano-Additives on the Strength and Durability Characteristics of Marl. Minerals 2021, 11, 1119. [Google Scholar] [CrossRef]
- Wang, T.; Xiao, F.; Zhu, X.; Huang, B.; Wang, J.; Amirkhanian, S. Energy consumption and environmental impact of rubberized asphalt pavement. J. Clean. Prod. 2018, 180, 139–158. [Google Scholar] [CrossRef]
- Hill, B.T.; Behnia, B.; Buttlar, W.G.; Reis, H. Evaluation of warm mix asphalt mixtures containing reclaimed asphalt pavement through mechanical performance tests and an acoustic emission approach. J. Mater. Civ. Eng. 2013, 25, 1887–1897. [Google Scholar] [CrossRef]
- Li, X.; Zhou, Z.; You, Z. Compaction temperatures of Sasobit produced warm mix asphalt mixtures modified with SBS. Constr. Build. Mater. 2016, 123, 357–364. [Google Scholar] [CrossRef]
- Yousefi, A.; Behnood, A.; Nowruzi, A.; Haghshenas, H. Performance evaluation of asphalt mixtures containing warm mix asphalt (WMA) additives and reclaimed asphalt pavement (RAP). Constr. Build. Mater. 2021, 268, 121200. [Google Scholar] [CrossRef]
- Ghabchi, R.; Singh, D.; Zaman, M. Laboratory evaluation of stiffness, low-temperature cracking, rutting, moisture damage, and fatigue performance of WMA mixes. Road. Mater. Pavement Des. 2015, 16, 334–357. [Google Scholar] [CrossRef]
- Liu, S.; Zhou, S.; Peng, A. Analysis of moisture susceptibility of foamed warm mix asphalt based on cohesion, adhesion, bond strength, and morphology. J. Clean. Prod. 2020, 277, 123334. [Google Scholar] [CrossRef]
- Praticò, F.G.; Giunta, M.; Mistretta, M.; Gulotta, T.M. Energy and environmental life cycle assessment of sustainable pavement materials and technologies for urban roads. Sustainability 2020, 12, 704. [Google Scholar] [CrossRef]
- Padula, F.R.G.; Nicodemos, S.; Mendes, J.C.; Willis, R.; Taylor, A. Evaluation of fatigue performance of high RAP-WMA mixtures. Int. J. Pavement Res. Technol. 2019, 12, 430–434. [Google Scholar] [CrossRef]
- Oner, J.; Sengoz, B. Utilization of recycled asphalt concrete with warm mix asphalt and cost-benefit analysis. PLoS ONE 2015, 10, e116180. [Google Scholar] [CrossRef] [PubMed]
- Shu, X.; Huang, B.; Shrum, E.D.; Jia, X. Laboratory evaluation of moisture susceptibility of foamed warm mix asphalt containing high percentages of RAP. Constr. Build. Mater. 2012, 35, 125–130. [Google Scholar] [CrossRef]
- Fakhri, M.; Maleki, H.; Hosseini, S.A. Investigation of different test methods to quantify rutting resistance and moisture damage of GFM-WMA mixtures. Constr. Build. Mater. 2017, 152, 1027–1040. [Google Scholar] [CrossRef]
- Saleh, M.; Nguyen, N.H.T. Effect of rejuvenator and mixing methods on behaviour of warm mix asphalt containing high RAP content. Constr. Build. Mater. 2019, 197, 792–802. [Google Scholar]
- Rodezno, C.; Brown, R. Improving accuracy of asphalt content determination by ignition test. Road. Mater. Pavement Des. 2017, 18, 112–127. [Google Scholar] [CrossRef]
- Almeida, A.; Sergio, M. Evaluation of the potential of Sasobit REDUX additive to lower warm-mix asphalt production temperature. Materials 2019, 12, 1285. [Google Scholar] [CrossRef] [Green Version]
- Wasiuddin, N.M.; Selvamohan, S.; Zaman, M.M.; Guegan, M.L.T.A. Comparative laboratory study of sasobit and aspha-min additives in warm-mix asphalt. Transp. Res. Rec. 2007, 1998, 82–88. [Google Scholar] [CrossRef]
- Alam, M.N.; Aggarwal, P. Effectiveness of anti stripping agents on moisture susceptibility of bituminous mix. Constr. Build. Mater. 2020, 264, 120274. [Google Scholar] [CrossRef]
- Austerman, A.J.; Mogawer, W.S.; Stuart, K.D. Variability of reclaimed asphalt pavement (RAP) properties within a state and its effects on RAP specifications. Transp. Res. Rec. 2020, 2674, 73–84. [Google Scholar] [CrossRef]
- Tran, N.; Hall, K.; Easley, T. Evaluation of the Rapid Angle Measurement (RAM) device for calibration of the superpave gyratory compactor internal angle. In Proceedings of the 10th International Conference on Asphalt Pavements, Quebec City, QC, Canada, 12–17 August 2006. [Google Scholar]
- Kumar, R.; Chandra, S. Warm mix asphalt investigation on public roads—A review. Civ. Eng. Urban Plan. Int. J. 2016, 3, 75–86. [Google Scholar] [CrossRef]
- Cominsky, R.J.; Huber, G.A.; Kennedy, T.W.; Anderson, M. The Superpave Mix Design. Manual for New Construction and Overlays; Strategic Highway Research Program: Washington, DC, USA, 1994. [Google Scholar]
- Design, S.M. Asphalt Institute, Superpave Ser.; The Asphalt Institute: College Park, MD, USA, 1969. [Google Scholar]
- National Academies of Sciences, Engineering, and Medicine. AASHTO T 209: Effect of Agitation Equipment Type on Theoretical Maximum Specific Gravity Values; National Academies of Sciences, Engineering, and Medicine: Washington, DC, USA, 2012. [Google Scholar]
- Prowell, B.D.; Dudley, M.C. Evaluation of measurement techniques for asphalt pavement density and permeability. Transp. Res. Rec. 2002, 1789, 36–45. [Google Scholar] [CrossRef]
- Newcomb, D.E.; Arambula, E.; Yin, F.; Zhang, J.; Bhasin, A.; Li, W.; Arega, Z. Properties of Foamed Asphalt for Warm Mix Asphalt Applications; The National Academies Press: Washington, DC, USA, 2015. [Google Scholar]
- Yu, X.; Zaumanis, M.; Santos, S.D.; Poulikakos, L.D. Rheological, microscopic, and chemical characterization of the rejuvenating effect on asphalt binders. Fuel 2014, 135, 162–171. [Google Scholar] [CrossRef]
- Zhang, Y.; Cheng, H.; Sun, L.; Liu, L.; Hu, Y. Determination of volumetric criteria for designing hard asphalt mixture. Constr. Build. Mater. 2021, 278, 122243. [Google Scholar] [CrossRef]
- Meng, Y.; Liu, L. Impact of Preheating Temperatures and RAP Characteristics on the Activation of RAP Binder. Appl. Sci. 2020, 10, 8378. [Google Scholar] [CrossRef]
- Wang, D.; Riccardi, C.; Jafari, B.; Falchetto, A.C.; Wistuba, M.P. Investigation on the effect of high amount of Re-recycled RAP with Warm mix asphalt (WMA) technology. Constr. Build. Mater. 2021, 312, 125395. [Google Scholar] [CrossRef]
- Caputo, P.; Abe, A.A.; Loise, V.; Porto, M.; Calandra, P.; Angelico, R.; Oliviero Rossi, C. The role of additives in warm mix asphalt technology: An insight into their mechanisms of improving an emerging technology. Nanomaterials 2020, 10, 1202. [Google Scholar] [CrossRef]
- Bausano, J.; Steger, R. New Approach to Determine Standard Deviation and Precision Estimates for ASTM D4867/D4867M and AASHTO T283. J. Test Eval. 2021, 50. [Google Scholar] [CrossRef]
- Deepa, S.; Krishnan, J.M. An investigation on resilient modulus of bituminous mixtures. In Transport Research; Lecture Notes in Civil Engineering; Springer: Singapore, 2020; pp. 895–905. [Google Scholar]
- Tsai, B.-W.; Coleri, E.; Harvey, J.T.; Monismith, C.L. Evaluation of AASHTO T 324 hamburg-wheel track device test. Constr. Build. Mater. 2016, 114, 248–260. [Google Scholar] [CrossRef]
- Morea, F.; Zerbino, R. Wheel tracking test (WTT) conducted under different standards. Study and correlation of test parameters and limits. Mater. Struct. 2015, 48, 4019–4028. [Google Scholar]
- Sukhija, M.; Saboo, N.; Pani, A. Economic and environmental aspects of warm mix asphalt mixtures: A comparative analysis. Transp. Res. Part. D. Transp. Environ. 2022, 109, 103355. [Google Scholar] [CrossRef]
- Fakhri, M.; Ghanizadeh, A.R.; Omrani, H. Comparison of fatigue resistance of HMA and WMA mixtures modified by SBS. Procedia Soc. Behav. Sci. 2013, 104, 168–177. [Google Scholar] [CrossRef]
- Meghana, A.N.; Kavitha, G. Laboratory Studies on Warm Mix Asphalt (WMA) using ZycoTherm Additive with Partial Replacement of Reclaimed Asphalt Pavement (RAP). i-Manag. J. Mater. Sci. 2017, 4, 18–24. [Google Scholar]
- Jomoor, N.B.; Fakhri, M.; Keymanesh, M.R. Determining the optimum amount of recycled asphalt pavement (RAP) in warm stone matrix asphalt using dynamic creep test. Constr. Build. Mater. 2019, 228, 116736. [Google Scholar] [CrossRef]
- Doyle, J.D.; Howard, I.L. Laboratory Investigation of High RAP Content Pavement Surface Layers; Mississippi State University: Starkville, MS, USA, 2010. [Google Scholar]
- Albayati, A.H. Performance evaluation of plant produced warm mix asphalt. J. Eng. 2018, 24, 145–164. [Google Scholar] [CrossRef]
- Ameli, A.; Nasr, D.; Babagoli, R.; Pakshir, A.H.; Norouzi, N.; Davoudinezhad, S. Laboratory evaluation of rheological behavior of binder and performance of stone matrix asphalt(SMA) mixtures containing zycotherm nanotechnology, sasobit, and rheofalt warm mixture additives. Constr. Build. Mater. 2020, 262, 120757. [Google Scholar] [CrossRef]
- Ameri, M.; Abdipour, S.V.; Yengejeh, A.R.; Shahsavari, M.; Yousefi, A.A. Evaluation of rubberised asphalt mixture including natural Zeolite as a warm mix asphalt (WMA) additive. Int. J. Pavement Eng. 2022, 1–12. [Google Scholar] [CrossRef]
























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test | Penetration (1/10 mm) | Kinematic Viscosity (Poise) | Specific Gravity | Flashpoint (°C) | Ductility (cm) |
|---|---|---|---|---|---|
| Results | 47 | 3.7 | 1.04 | 238 | 145 |
| Standards | ASTM D244 | ASTM D2170 | ASTM D70 | ASTM D92 | ASTM D113 |
| (S.C.R.B) Specification | (40–50) | (3.36–3.98) | (1.01–1.05) | Min. 232 | >100 |
| Test | Bulk Specific Gravity | Los Angles Abrasion (%) | Soundness (%) | Water Absorption (%) | Angularity (Coarse) (%) | ||
|---|---|---|---|---|---|---|---|
| Coarse Agg. | Fine Agg. | Coarse Agg. | Fine Agg. | ||||
| Virgin Aggregate | 2.38 | 2.36 | 21 | 1.3 | 1.2 | 2.8 | 89.6 |
| RAP | 2.35 | 2.33 | 19.8 | 0.9 | 0.8 | 0.9 | 93.2 |
| Standards | ASTM C-127/ C-128 | ASTM C-131 | ASTM C88/C88M | ASTM C-127/ C-128 | ASTM D 5821 | ||
| Chemical Component (%) | SiO2 | CaO | MgO | SO3 | Al2O3 | Fe2O3 |
|---|---|---|---|---|---|---|
| Virgin aggregate | 80.53 | 10.36 | 0.71 | 2.8 | 0.45 | 0.72 |
| RAP aggregate | 72.41 | 11.31 | 3.02 | 6.12 | 2.18 | 0.67 |
| Sieve Size | Specification Limit | Wearing (IIIA) Gradation | RAP Gradation | Combined Agg. of 20% RAP | Combined Agg. of 40% RAP | Combined Agg. of 60% RAP |
|---|---|---|---|---|---|---|
| ¾ | 100 | 100 | 93 | 98.6 | 97.2 | 95.8 |
| ½ | 100–90 | 93 | 95.3 | 93.46 | 93.92 | 94.38 |
| 3/8 | 90–76 | 85 | 79.6 | 83.92 | 82.84 | 81.76 |
| No.4 | 74–44 | 50 | 58 | 51.6 | 53.2 | 54.8 |
| No.8 | 58–28 | 40 | 41.6 | 40.32 | 40.64 | 40.96 |
| No.50 | 21–5 | 12 | 13.7 | 12.34 | 12.68 | 13.02 |
| No.200 | 10–4 | 7 | 5.7 | 6.74 | 6.48 | 6.22 |
| Property | Sasobit REDUX |
|---|---|
| Components | Hydrocarbons |
| Shape State | Flakes |
| Colour | Off- white |
| Content of Oil | 0.9% |
| Molecular Mass | 620 Dalton |
| Density | 580 kg/m3 |
| Congealing Point | 72–83 °C |
| Penetration at 25 °C | 16–30 dmm |
| Kinematic Viscosity at 100 °C | 9.0 cSt |
| Distribution of Carbon | 1.3% |
| Dosage | 1–1.5% by weight of binder (as recommended by Sasol Wax company) [18] |
| Property | Aspha-Min |
|---|---|
| Components | Sodium Alumino-Silicate |
| Shape State | Granulated Powder |
| Colour | White |
| Size of Particles | 380 μm |
| Specific Gravity | 2.05 |
| Density | 524 kg/m3 |
| Dosage | 0.3% by weight of total mix (as recommended by Eurovia manufacturer) [19] |
| Physical Properties | Specific Gravity | Fineness by (cm2/gm) | % Passing Sieve No. 200 |
|---|---|---|---|
| The Result | 3.14 | 3044 | 94 |
| Chemical Component (%) | SiO2 | CaO | MgO | SO3 | Al2O3 | Fe2O3 | S | C | Loss of Ignition |
|---|---|---|---|---|---|---|---|---|---|
| The Result | 0.01 | 65.20 | 0.51 | 2.8 | 0.01 | 0.12 | 0.12 | 4.55 | 33.15 |
| Physical Properties | Its Form | Color | Specific Gravity | Viscosity at 25 °C (Pas) | Flash Point (°C) | Dosage |
|---|---|---|---|---|---|---|
| The Result | liquid | Pale yellow or colorless | 0.98 | 1–5 | >80 | (0.03–0.1%) by weight of binder (as recommended by Zydex Industries) [20] |
| Design Traffic (ESALs) × 106 | Ndesign |
|---|---|
| <0.3 | 50 |
| 0.3 to <3 | 75 |
| 3 to <10 | 100 |
| 10 to <30 | 100 |
| ≥30 | 125 |
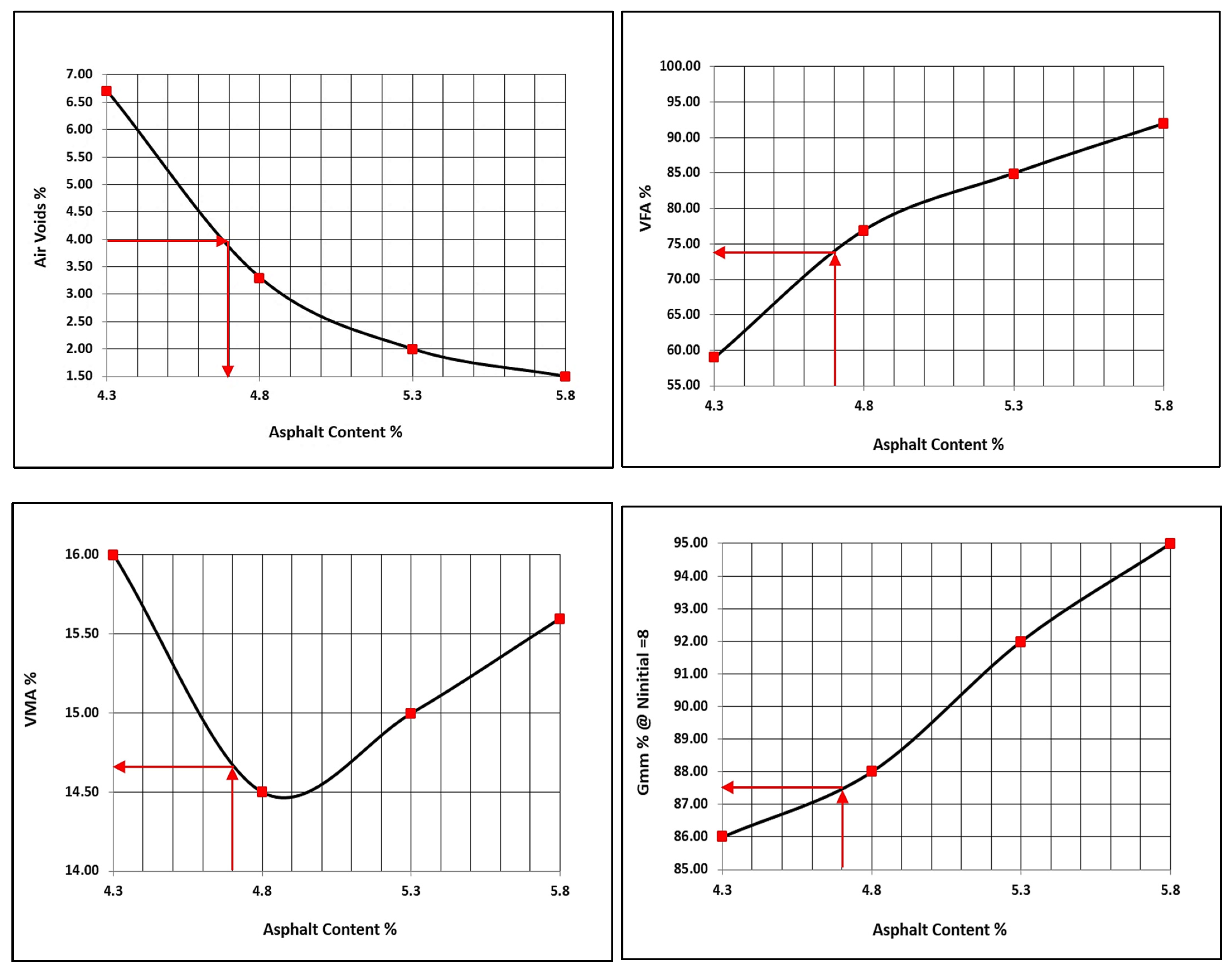
| Property | Estimated Binder (Pb) | Estimated Voids of Mineral Aggregate (VMA) | Estimated Voids Filled with Asphalt (VFA) | Estimated Effective Binder (Pbe) | Proportion of Dust | Estimated Gmm at Ninitial |
|---|---|---|---|---|---|---|
| Result | 4.8% | 14.50 | 72.17 | 4.82% | 1.23 | 86 |
| AASHTO M323 Standards [29] | ____ | Min. 14% | (65–75)% | ____ | 0.6–1.2 | <89% |
| Mixture Type | Recycled WMA Mixtures | ||
|---|---|---|---|
| 20% RAP | 40% RAP | 60% RAP | |
| Sasobit REDUX dosage by weight of the binder | 1.0% | 1.5% | 2.0% |
| Mixture Type | Recycled WMA Mixtures | ||
|---|---|---|---|
| 20% RAP | 40% RAP | 60% RAP | |
| Aspha-Min dosage by weight of the total mix | 0.3% | 0.4% | 0.5% |
| Mixture Type | Recycled WMA Mixtures | ||
|---|---|---|---|
| 20% RAP | 40% RAP | 60% RAP | |
| ZycoTherm dosage by weight of the binder | 0.07% | 0.1% | 0.125% |
| Mixture Type | Additive % | Mixing Temperature (°C) | Compaction Temperature (°C) |
|---|---|---|---|
| HMA (Control) | / | 160 | 150 |
| WMA + Sasobit REDUX | 1.0% of binder | 135 | 125 |
| 125 | 115 | ||
| 115 | 105 | ||
| WMA + Sasobit REDUX + 20% RAP | 135 | 125 | |
| 125 | 115 | ||
| 115 | 105 | ||
| WMA + Sasobit REDUX + 40% RAP | 1.5% of binder | 135 | 125 |
| 125 | 115 | ||
| WMA + Sasobit REDUX + 60% RAP | 2.0% of binder | 135 | 125 |
| 125 | 115 | ||
| WMA + Aspha-Min | 0.3% of the total mix | 135 | 125 |
| 125 | 115 | ||
| 115 | 105 | ||
| WMA + Aspha-Min + 20% RAP | 135 | 125 | |
| 125 | 115 | ||
| 115 | 105 | ||
| WMA + Aspha-Min + 40% RAP | 0.4% of the total mix | 135 | 125 |
| 125 | 115 | ||
| WMA + Aspha-Min + 60% RAP | 0.5% of the total mix | 135 | 125 |
| 125 | 115 | ||
| WMA + ZycoTherm | 0.07% of binder | 135 | 125 |
| 125 | 115 | ||
| 115 | 105 | ||
| WMA + ZycoTherm + 20% RAP | 0.07% of binder | 135 | 125 |
| 125 | 115 | ||
| 115 | 105 | ||
| WMA + ZycoTherm + 40% RAP | 0.1% of binder | 135 | 125 |
| 125 | 115 | ||
| WMA + ZycoTherm + 60% RAP | 0.125% of binder | 135 | 125 |
| 125 | 115 |
| Binder Content % | Gmb | Gmm | Air Voids % | VFA % | VMA % | Gmm % | |
|---|---|---|---|---|---|---|---|
| @ Ndesign = 100 | @ Ninitial = 8 | ||||||
| 4.3 | 2.311 | 2.472 | 6.7 | 59 | 16 | 94 | 86 |
| 4.8 | 2.383 | 2.432 | 3.3 | 77 | 14.5 | 97 | 88 |
| 5.3 | 2.352 | 2.411 | 2.0 | 85 | 15 | 98 | 92 |
| 5.8 | 2.341 | 2.382 | 1.5 | 92 | 15.6 | 99 | 95 |
| Property | The Result | AASHTO M 323 Standards |
|---|---|---|
| Optimum Binder Content % | 4.7 | @ 4% Air Voids |
| Air Voids % | 4.0 | 4.0 |
| VFA % | 74 | (65–75)% |
| VMA % | 14.7 | Minimum 15% |
| Proportion of Dust % | 1.3 | 0.6–1.2 |
| Gmm @ Ninitial | 87.5 | <89% |
| Mixture Type | WMA + 20% RAP | WMA + 40% RAP | WMA + 60% RAP |
|---|---|---|---|
| The Percentage of the Added Virgin Binder | 4.0% | 3.3% | 2.6% |
| Additives % | Sasobit REDUX® | Aspha-Min® | ZycoTherm® | ||||
|---|---|---|---|---|---|---|---|
| RAP % | Percent | Optimal Mixing Temp. °C | Percent | Optimal Mixing Temp. °C | Percent | Optimal Mixing Temp. °C | |
| 0% RAP | 1.0% | 125 °C | 0.3% | >135 °C | 0.07% | 115 °C | |
| 20% RAP | 1.0% | 135 °C | 0.3% | 135 °C | 0.07% | <115 °C | |
| 40% RAP | 1.5% | 125 °C | 0.4% | <125 °C | 0.1% | 125–135 °C | |
| 60% RAP | 2.0% | 125–135 °C | 0.5% | 125–135 °C | 0.125% | >135 °C | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Obaid, H.A.; Hashim, T.M.; Al-Abody, A.A.M.; Nasr, M.S.; Abbas, G.H.; Kadhim, A.M.; Sadique, M. Properties of Modified Warm-Mix Asphalt Mixtures Containing Different Percentages of Reclaimed Asphalt Pavement. Energies 2022, 15, 7813. https://doi.org/10.3390/en15207813
Obaid HA, Hashim TM, Al-Abody AAM, Nasr MS, Abbas GH, Kadhim AM, Sadique M. Properties of Modified Warm-Mix Asphalt Mixtures Containing Different Percentages of Reclaimed Asphalt Pavement. Energies. 2022; 15(20):7813. https://doi.org/10.3390/en15207813
Chicago/Turabian StyleObaid, Hayder Abbas, Tameem Mohammed Hashim, Ahmed Awad Matr Al-Abody, Mohammed Salah Nasr, Ghadeer Haider Abbas, Abdullah Musa Kadhim, and Monower Sadique. 2022. "Properties of Modified Warm-Mix Asphalt Mixtures Containing Different Percentages of Reclaimed Asphalt Pavement" Energies 15, no. 20: 7813. https://doi.org/10.3390/en15207813
APA StyleObaid, H. A., Hashim, T. M., Al-Abody, A. A. M., Nasr, M. S., Abbas, G. H., Kadhim, A. M., & Sadique, M. (2022). Properties of Modified Warm-Mix Asphalt Mixtures Containing Different Percentages of Reclaimed Asphalt Pavement. Energies, 15(20), 7813. https://doi.org/10.3390/en15207813