3.1. PM Capture Efficiency of the DPF System
In order to evaluate the effect of DPF systems on diesel exhaust particulate matter capture, the PM ratio emissions before and after a DPF system under different diesel engine load conditions were tested separately, and the PM measurement results after a DPF system were compared with the limit values of Chinese regulation GB15097. The test data are shown in
Table 5.
As can be seen from
Table 5, when the diesel engine load increased, the flue gas flow rate in the DPF system reactor increased and the air velocity of DOC catalyst and DPF catalyst also increased. The design airspeed of the DOC catalyst is 51,746/h and the design airspeed of the DPF catalyst is 14,000/h. During the test, the airspeed of the DOC catalyst at 100% load is 174,017/h and the airspeed of the DPF catalyst is 43,504/h, both of which are much higher than the design airspeed of the catalyst.
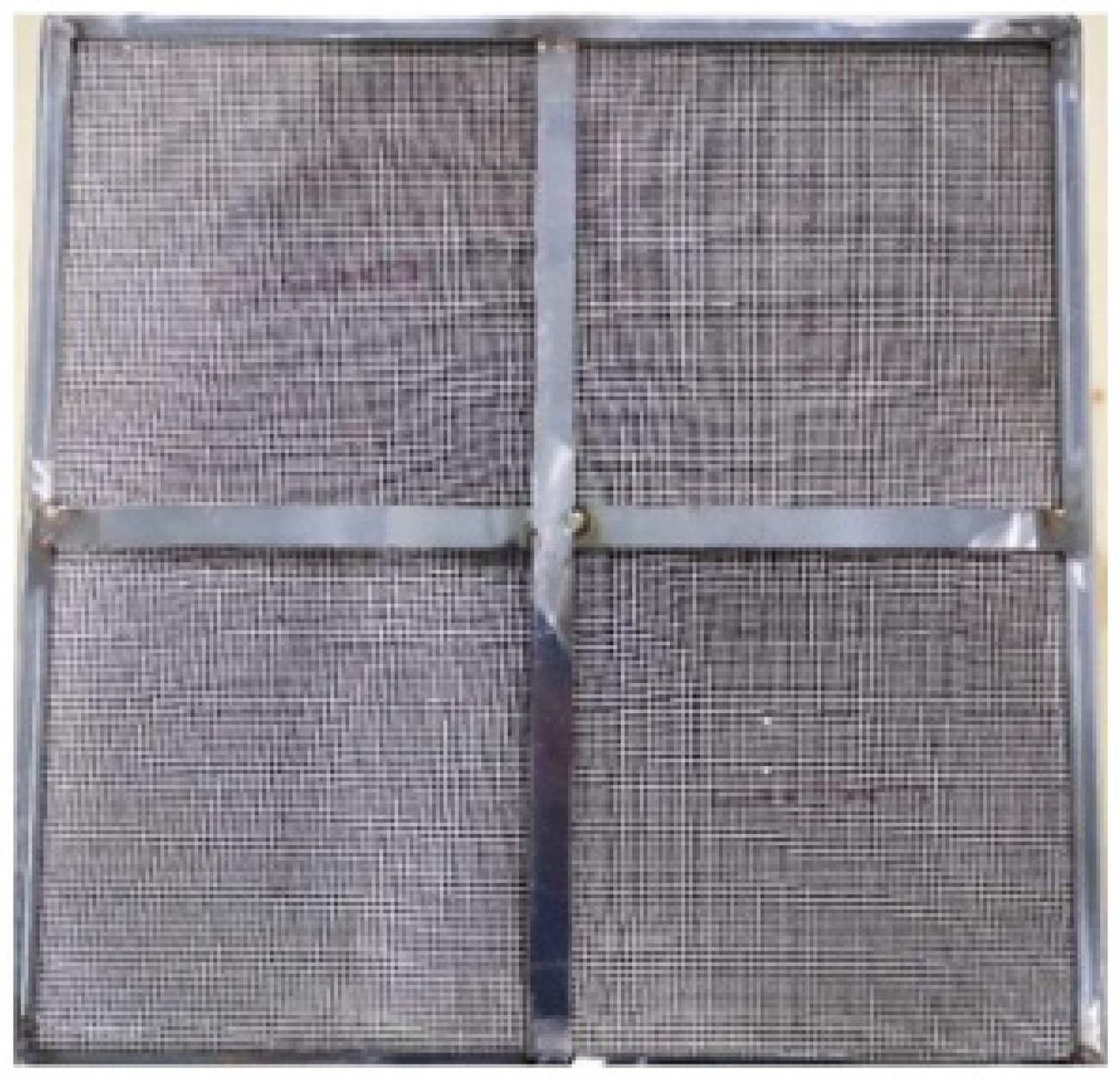
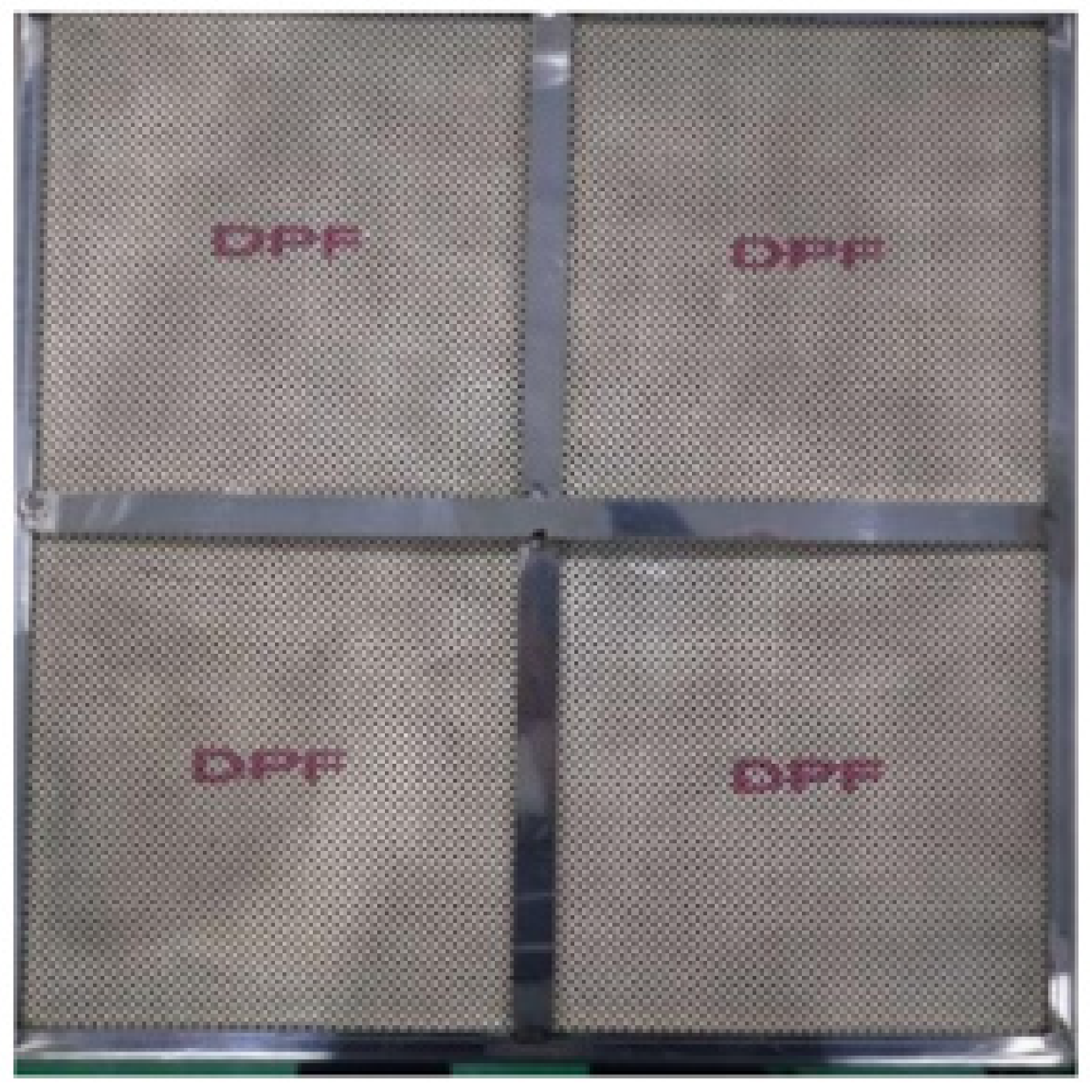
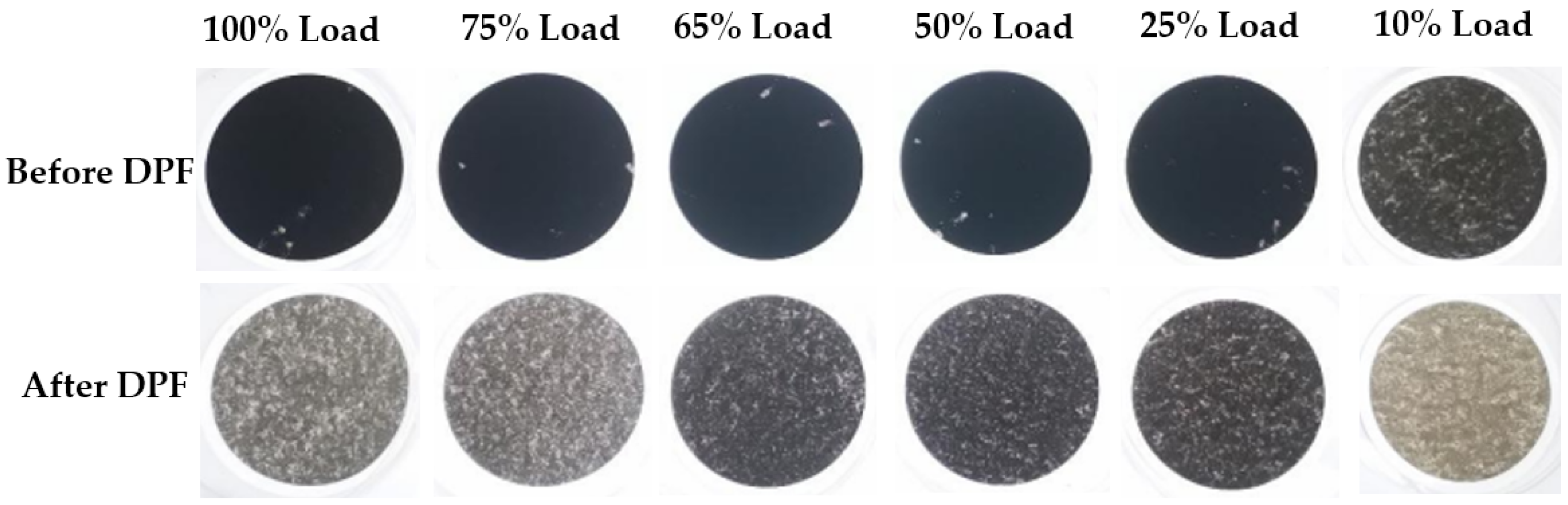
At different loads, the PM sampling filter paper before and after the DPF system is shown in
Figure 4, under different load conditions of the diesel engine. The PM emission in diesel engine flue gas was reduced after adding the DPF system.
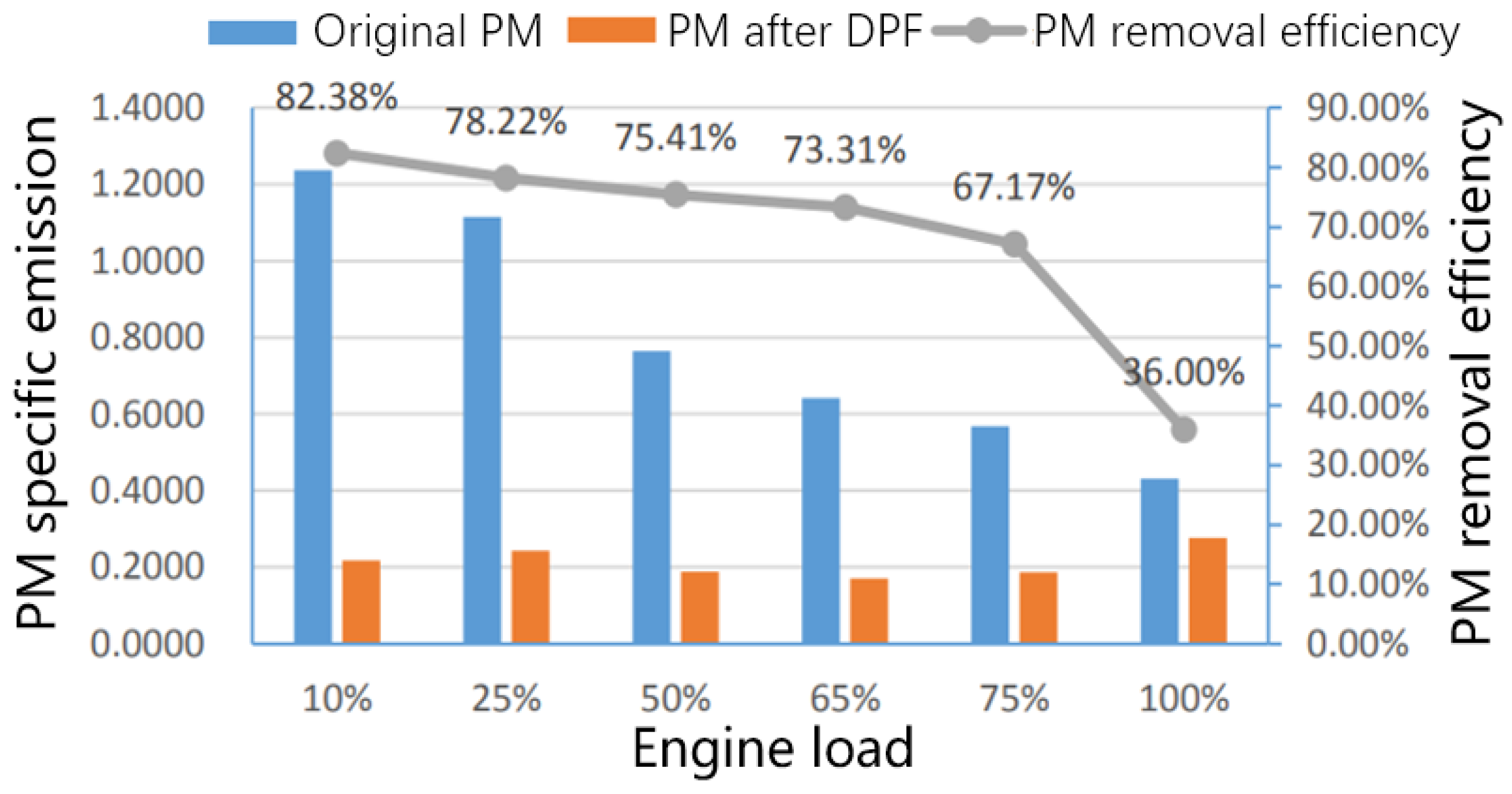
PM emission and PM removal efficiency of flue gas before and after the DPF system is shown in
Figure 5. As shown in
Figure 5, the PM emissions in diesel engine flue gas decreased after the addition of the DPF system under different load conditions of diesel engines. With the increase in diesel engine load, the PM capture efficiency of diesel engine flue gas started to decrease, and the particle capture efficiency is 82.38% at 10% load and decreased to 36% at 100% load.
On the one hand, the reason for the decreased efficiency of DPF at 100% engine load is due to the DPF being too small. The air velocity increases and the residence time of the gas on the catalyst surface becomes shorter and lower. On the other hand, due to the increase in diesel engine load, the flow rate of flue gas in the reactor increases and the pressure drops before and after it also increases, which leads to the increase in kinetic energy of the particles in the flue gas, resulting in the reduction of the filtering ability of DPF catalyst for the particles and the decrease in PM capture efficiency.
The specific emission values of PM in
Table 5 were weighted and compared with the regulatory limits. The measured value of PM weighted emission before DPF is 0.8509 g/kWh, and after DPF is 0.2115 g/kWh. According to the results, the original emissions of the diesel engine and the emissions after the DPF system cannot meet the limit requirements of the first and second stages of the regulation.
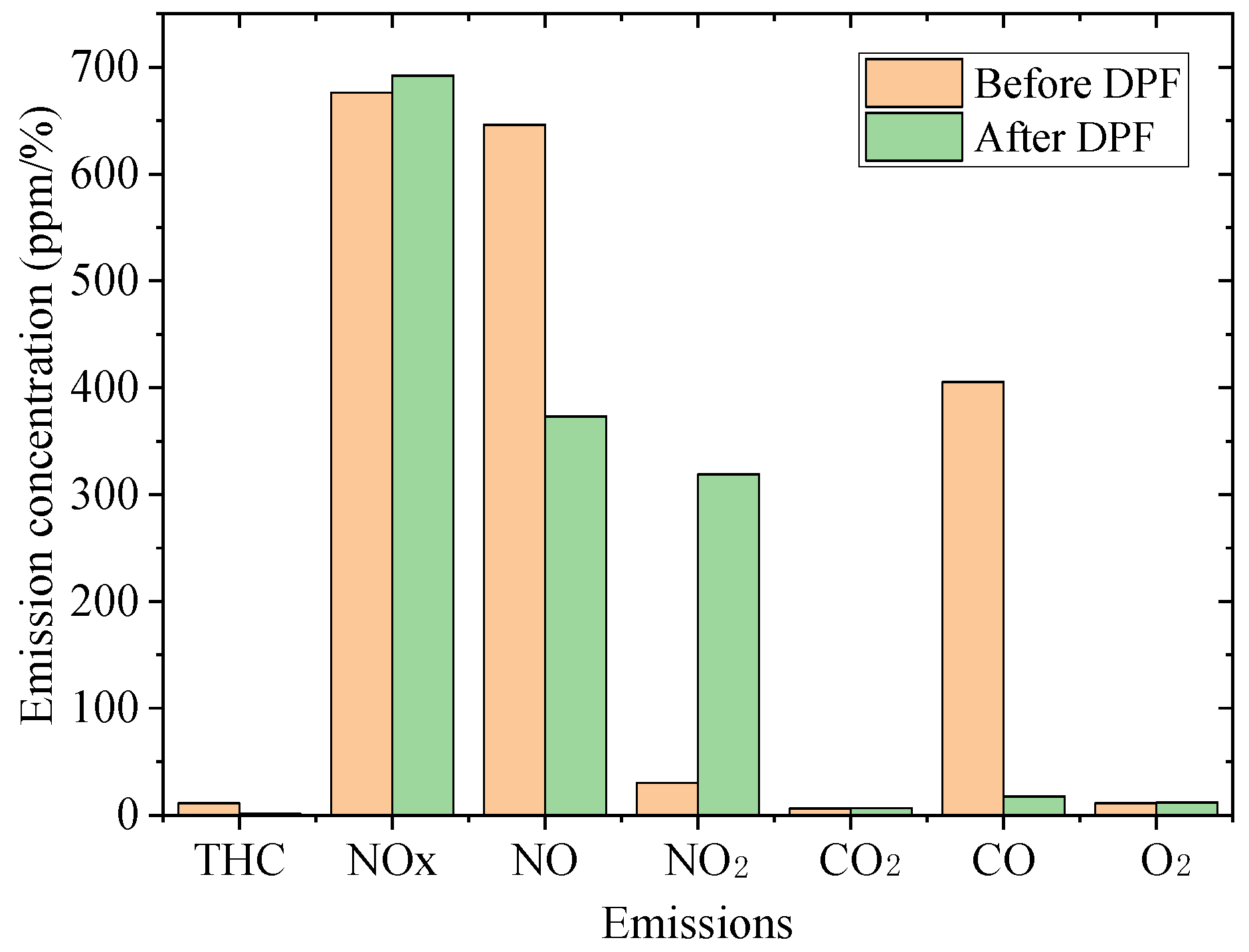
The removal efficiency of the DPF system catalyst for gaseous pollutants in diesel engine exhausts is shown in
Figure 6. During the test, the diesel engine operating condition is 65% load, and the diesel engine flue gas temperature is 340 °C.
As shown in
Figure 6, the DPF system catalyst has an obvious removal effect on total hydrocarbon (THC), CO and NO in diesel engine flue gas, with a removal efficiency of 88.50%, 95.73% and 42.25%, respectively; At the same time, the content of NO
2 and CO
2 in diesel engine flue gas increases, while the content of NO
X in flue gas has little change. This is because THC, CO
2 and NO in diesel engine flue gas undergo catalytic oxidation reactions under the action of DOC catalyst to generate CO
2, H
2O and NO
2. Then, NO
2 oxidizes the particulate matter captured on the catalyst carrier under the action of the DPF catalyst to generate CO
2 and NO for particulate matter capture and regeneration. The amount of NO
2 generated by DOC catalytic oxidation exceeds the amount of NO
2 required for carbon particle regeneration on the catalyst carrier, Therefore, the NO
X content after the DPF reactor is almost unchanged from that before the DPF reactor, while the NO decreases and the NO
2 increases.
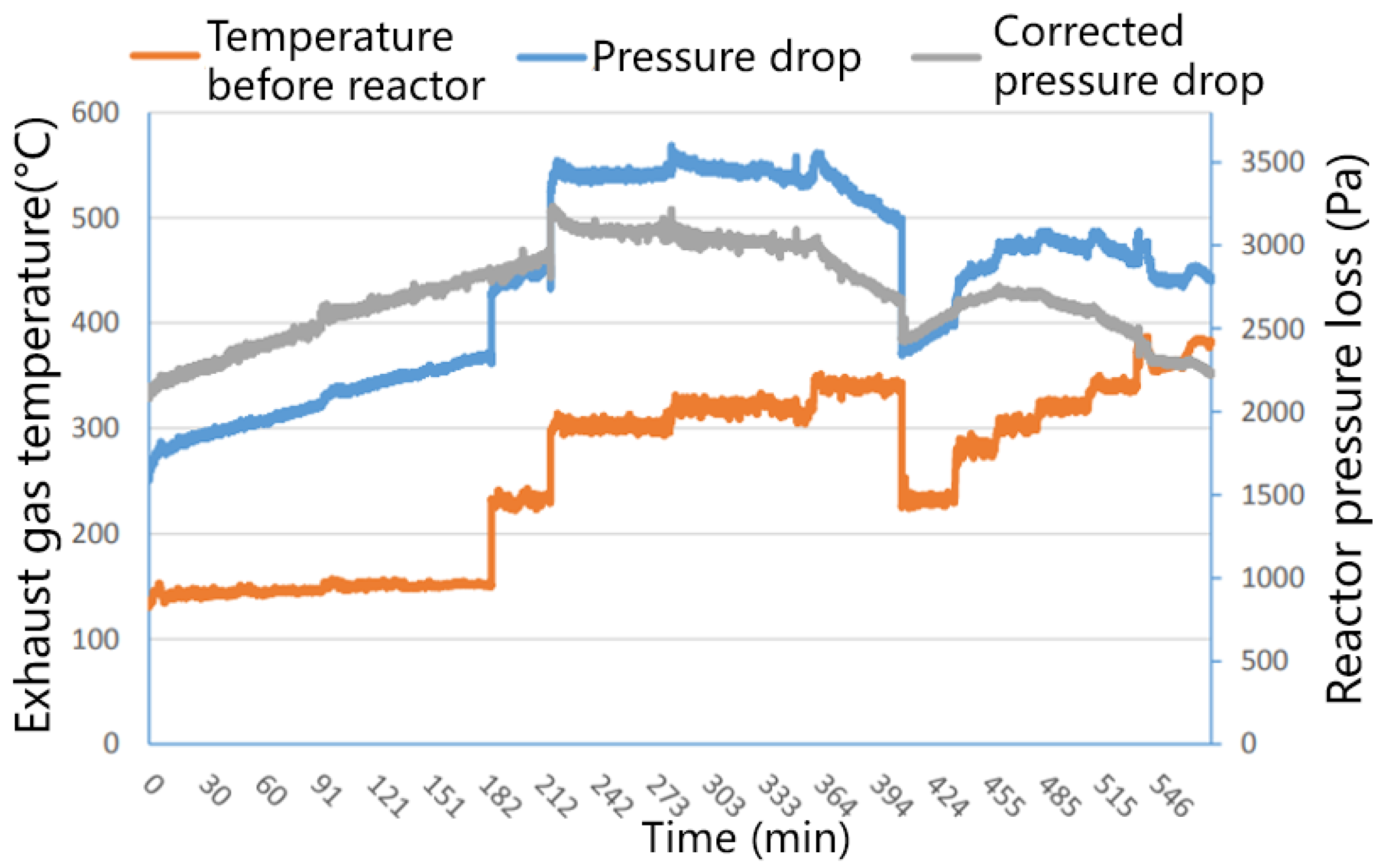
3.2. DPF System Active Regeneration Effect Test
In order to test the active regeneration performance of the DPF system catalyst, the diesel engine working condition was controlled at 65% load and the flue gas temperature was adjusted to 140 °C (much lower than the re-livability temperature of this type of catalyst) for about 240 min, and then the flue gas temperature was increased sequentially to determine the regeneration effect of the DPF system by measuring the pressure difference between the two ends of the DPF reactor. The test procedure was recorded as shown in
Table 6, and a total of one carbon loading condition and two regeneration cycles were performed, and the test results are shown in
Figure 7.
As shown in
Figure 7, when the DPF reactor inlet flue gas temperature is 140 °C, the pressure drop at both ends of the reactor has been increasing with the increase in running time, and then the temperature of the diesel engine is increased to 280 °C, and the reactor pressure loss still rises. When the flue gas temperature rises above 300 °C, the pressure drop at both ends of the DPF reactor starts to decrease, and the DPF starts to regenerate. With the increase in temperature, the rate of decrease in pressure difference between the two ends of the DPF reactor increases, and the efficiency of DPF regeneration increases.
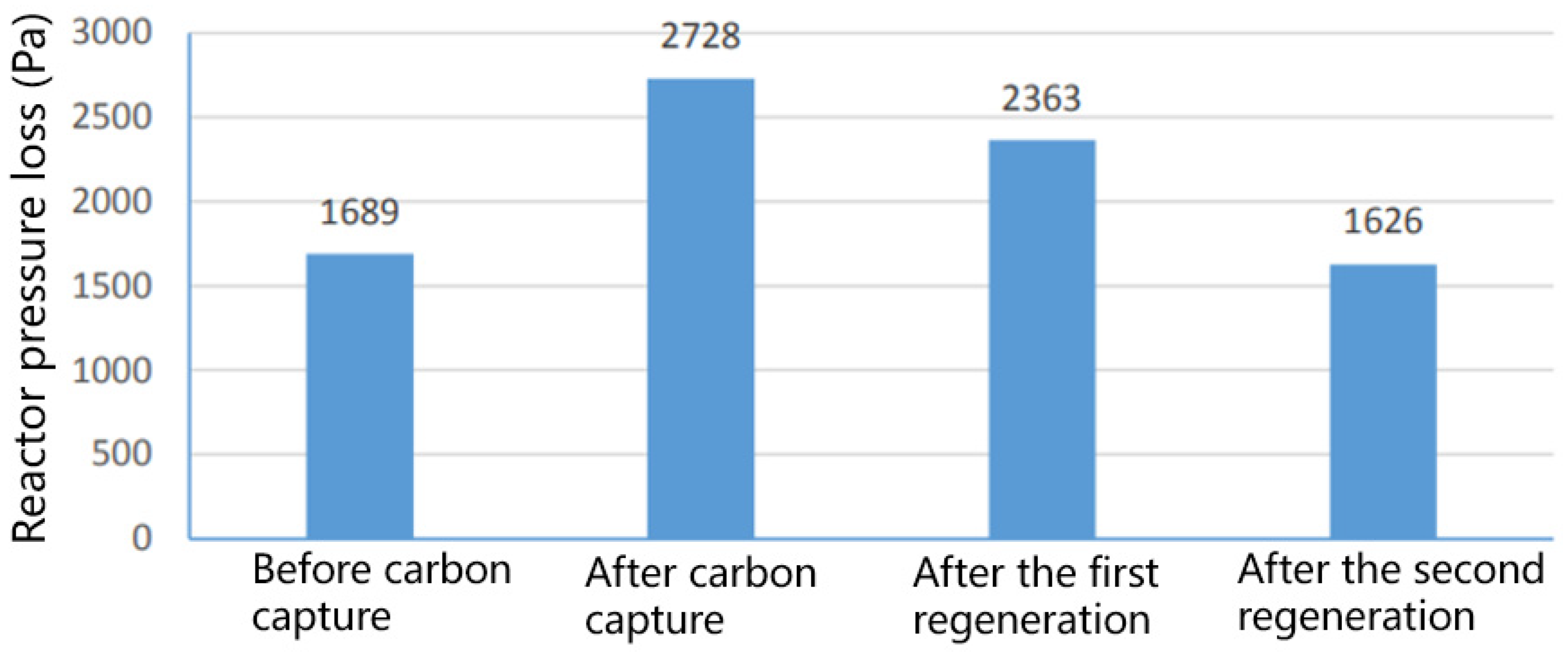
During the DPF regeneration effect test, the operating condition of the diesel engine was adjusted to 65% load and the flue gas temperature was adjusted to 230 °C before and after the carbon load and after the first and second regeneration cycle test process, respectively, and the differential pressure of the DPF reactor was measured, and the results are shown in
Figure 8.
It can be seen from
Figure 8 that the reactor pressure loss increased after the DPF system was carbon loaded, and after the regeneration test was performed, the reactor pressure loss decreased. The combined test results in
Figure 8 and
Figure 9 show that this type of DPF catalyst regenerates well, and the regeneration temperature range is above 300 °C (the upper limit of the regeneration temperature of the DPF catalyst was not tested because the maximum temperature of the test working condition diesel engine is 380 °C), which is in good agreement with the design value of the DPF system catalyst, and the regeneration efficiency of the DPF system increases with the increase in temperature.
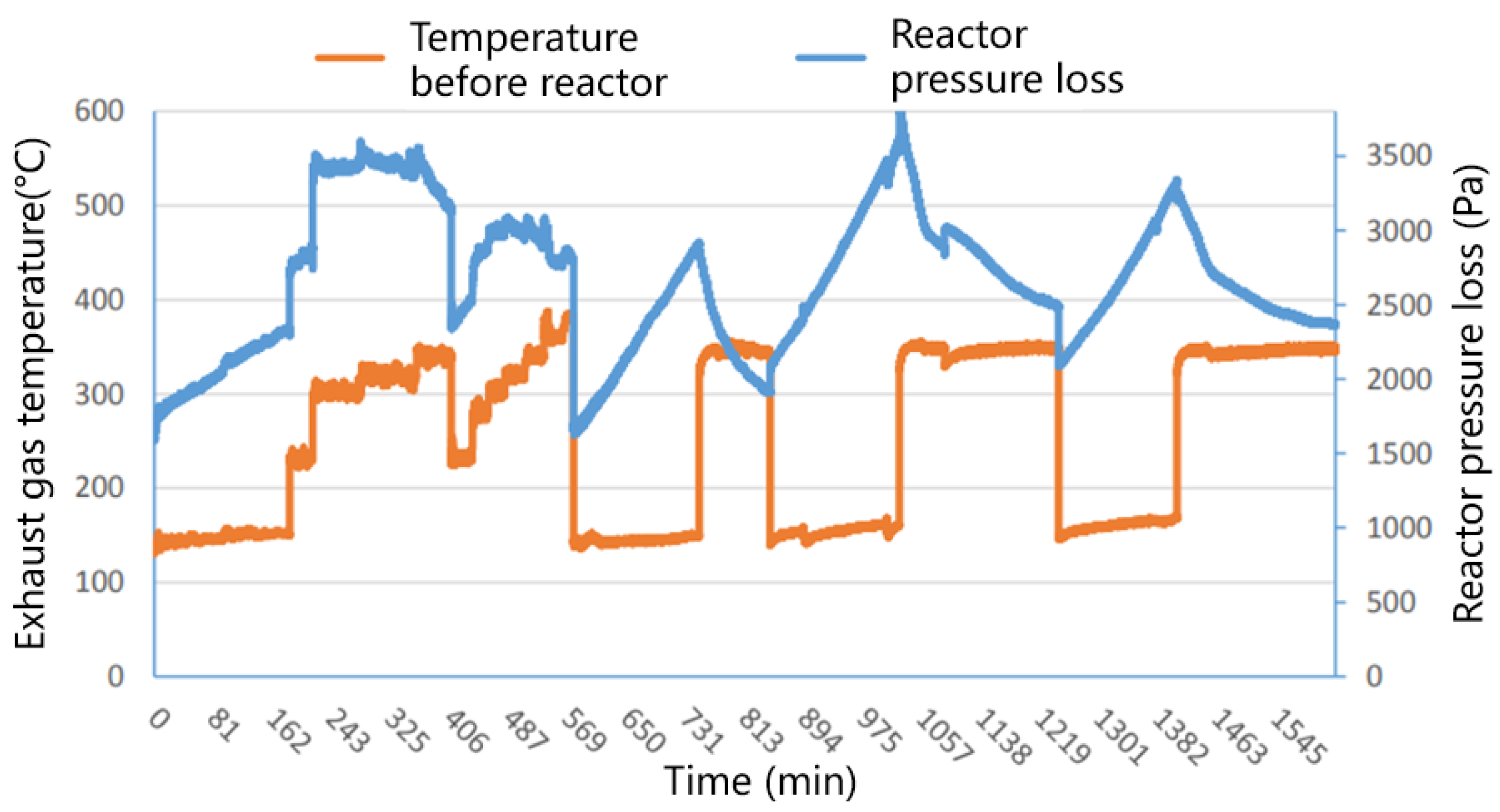
In order to repeat the verification and durability test of the active regeneration effect of the DPF catalyst, after completing the active regeneration effect test of the DPF system as shown in
Table 6, three carbon loading and regeneration cycles were continued. The test results are shown in
Figure 9.
As shown in
Figure 9, the increase in exhaust gas temperature brings about the increase in pressure drop loss inside the DPF filter body, the larger the carbon load, the larger the pressure drop generated, and the trend of temperature change with pressure drop is non-linear. This is due to the increase in temperature, the increase in energy in the gas, the intensification of gas motion, viscosity, and resistance to flow; at the same time, the increase in temperature reduces the gas density, increases the gas volume flow rate, and accelerates the flow rate, thus increasing the pressure drop loss along the way. The good active regeneration performance of the DPF system has been proved during many carbon loading and regeneration cycle tests on the catalyst of the DPF system.
3.3. Number-Size Distribution and Pressure Loss in DPF Systems
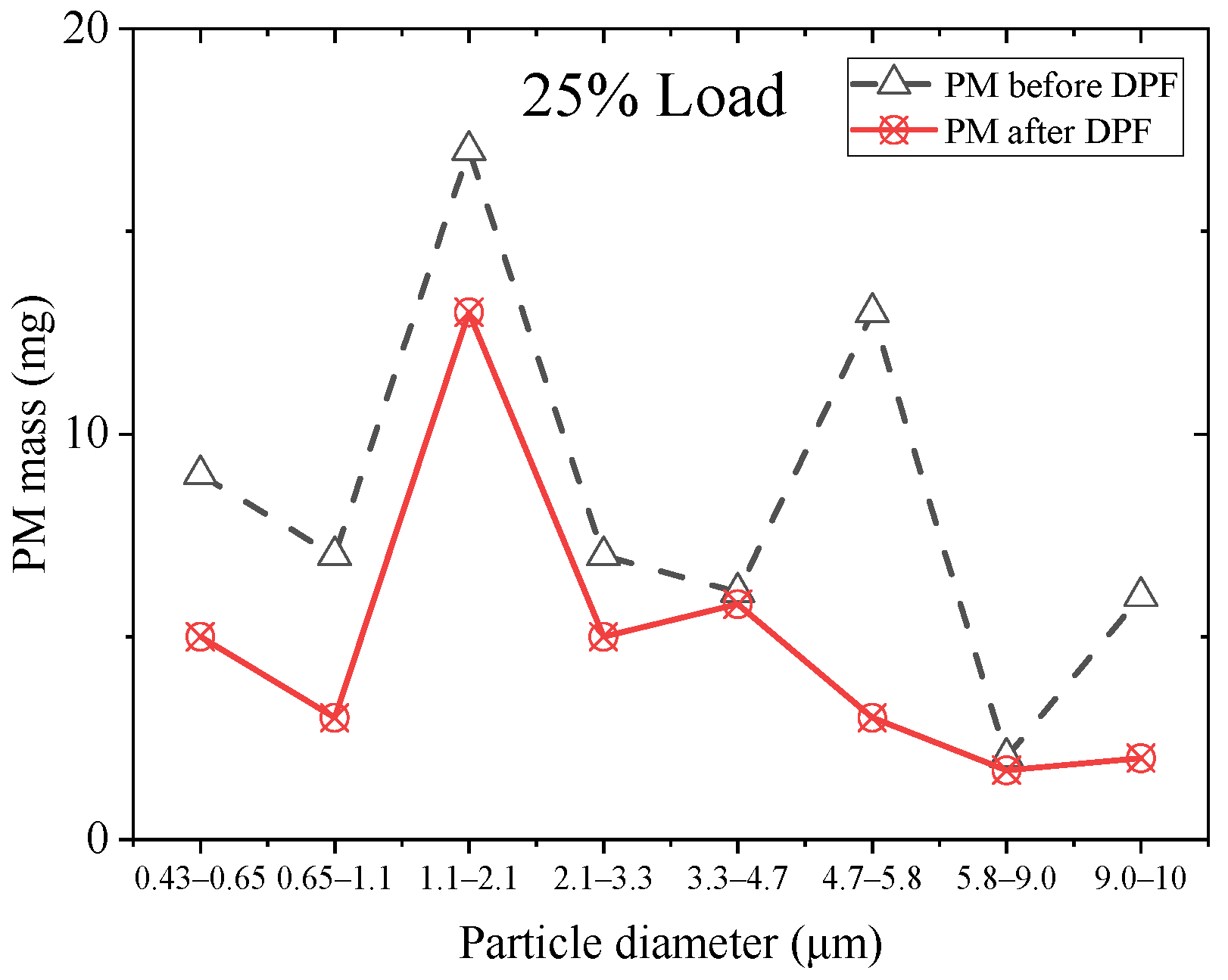
Particulate mass is the main index to evaluate marine engine particulate emission.
Figure 10 shows the number-size distribution of PM from 20DF engine under 25% load. From the results, it can be seen that the particulate matter in the experiment under 25% load condition is concentrated in the region of 1.1–2.1 μm and 4.7–5.8 μm, and the DPF is effective in reducing the particulate matter in the region of 4.7–5.8 μm.
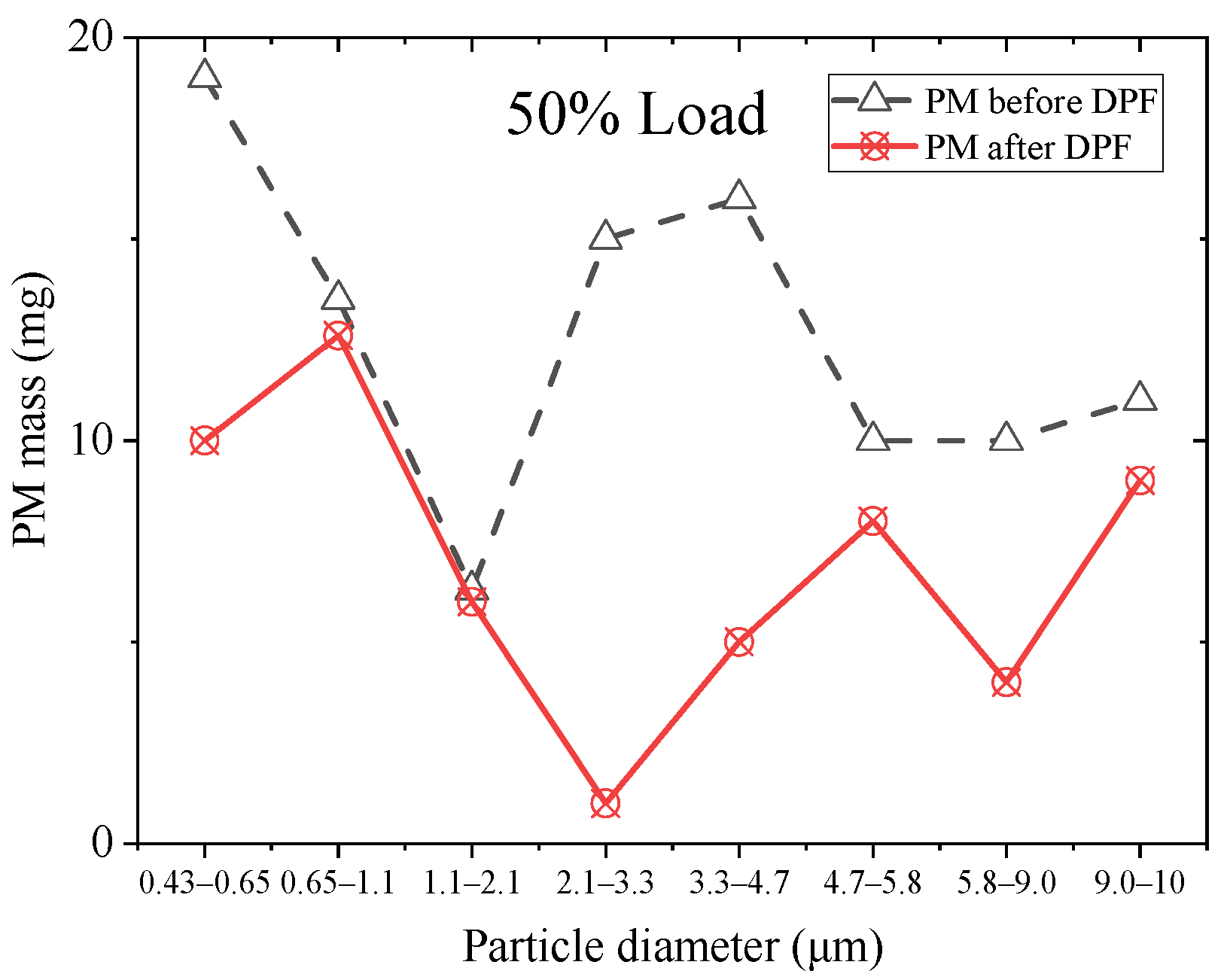
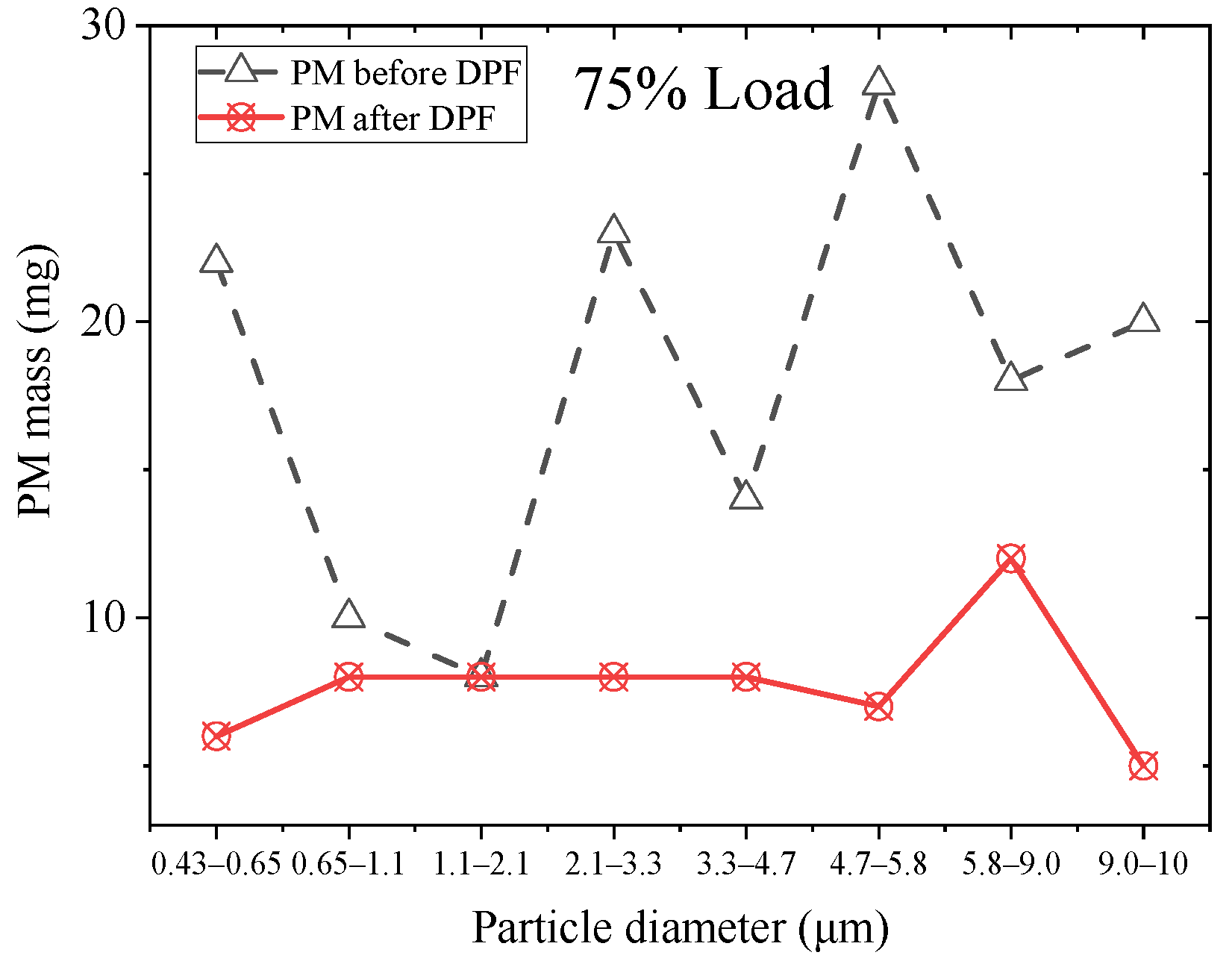
From
Figure 11 and
Figure 12, it can be seen that the number-size distribution of PM from the 20DF engine is under 50% and 75% load. The effect of DPF on particle reduction in the 1.1–4.7 μm region is obvious. Under 75% load condition, the particulate matter emission increases. In this experiment, the particulate matter is concentrated in the 2.1–5.8 μm region, and the DPF has an overall significant effect on the reduction of particulate matter in the 20DF engine. For the 4-stroke diesel engine with the increase in load, the particulate emission rate increases gradually from 50% medium load to a higher load of 75%, which is because the increased fuel consumption by the increase in diesel engine load is mainly used for diffusion combustion, and most of the dry carbon smoke is produced in the diffusion combustion stage, therefore, the PM rate increases significantly under the high load condition.
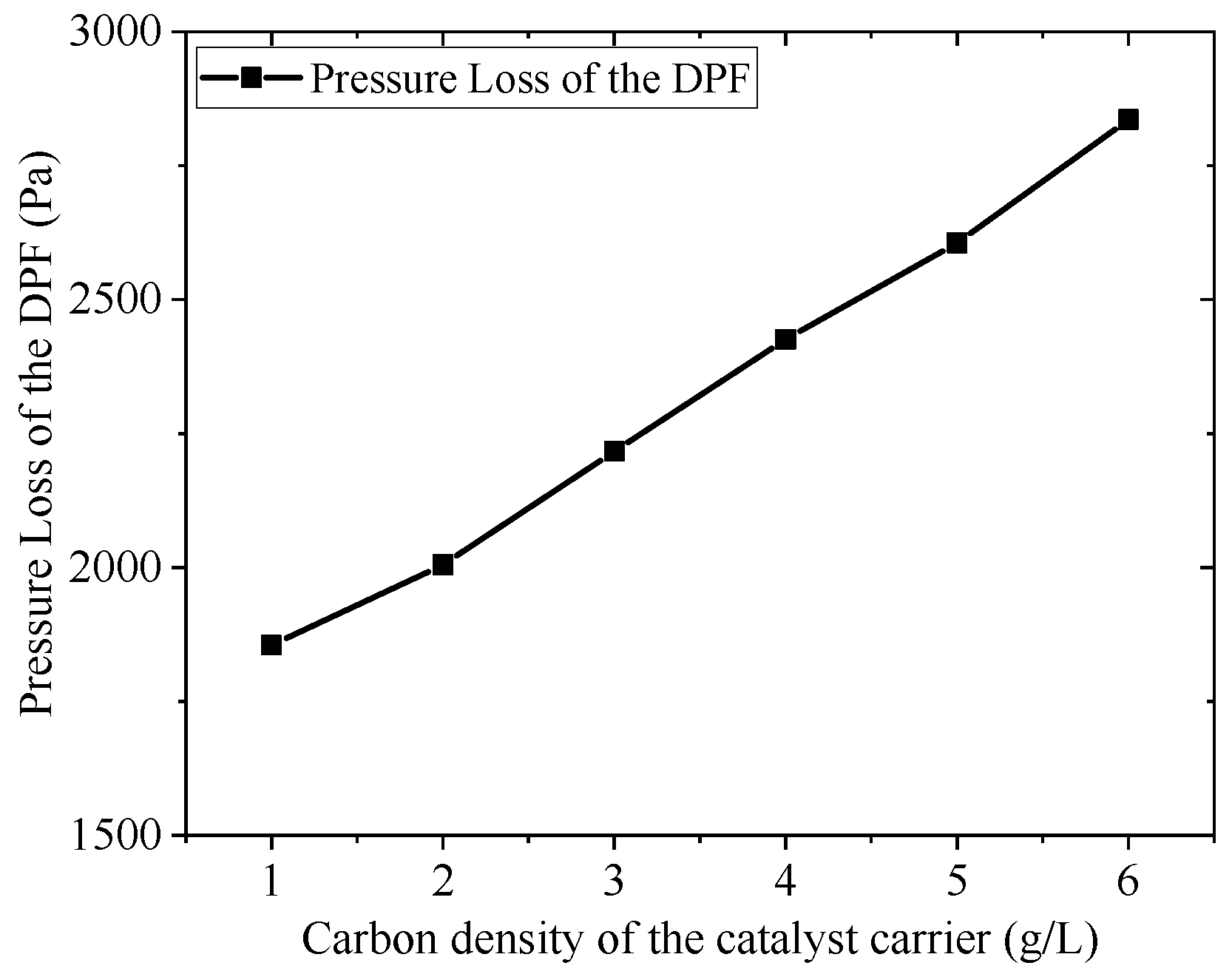
The correspondence between the carbon density of the catalyst carrier and pressure loss of the DPF is shown in
Figure 13. As shown in
Figure 13, the pressure loss of the DPF system is linearly related to the carbon loading of the catalyst, and the pressure loss of the reactor increases with the increase in the carbon density of the catalyst carrier.
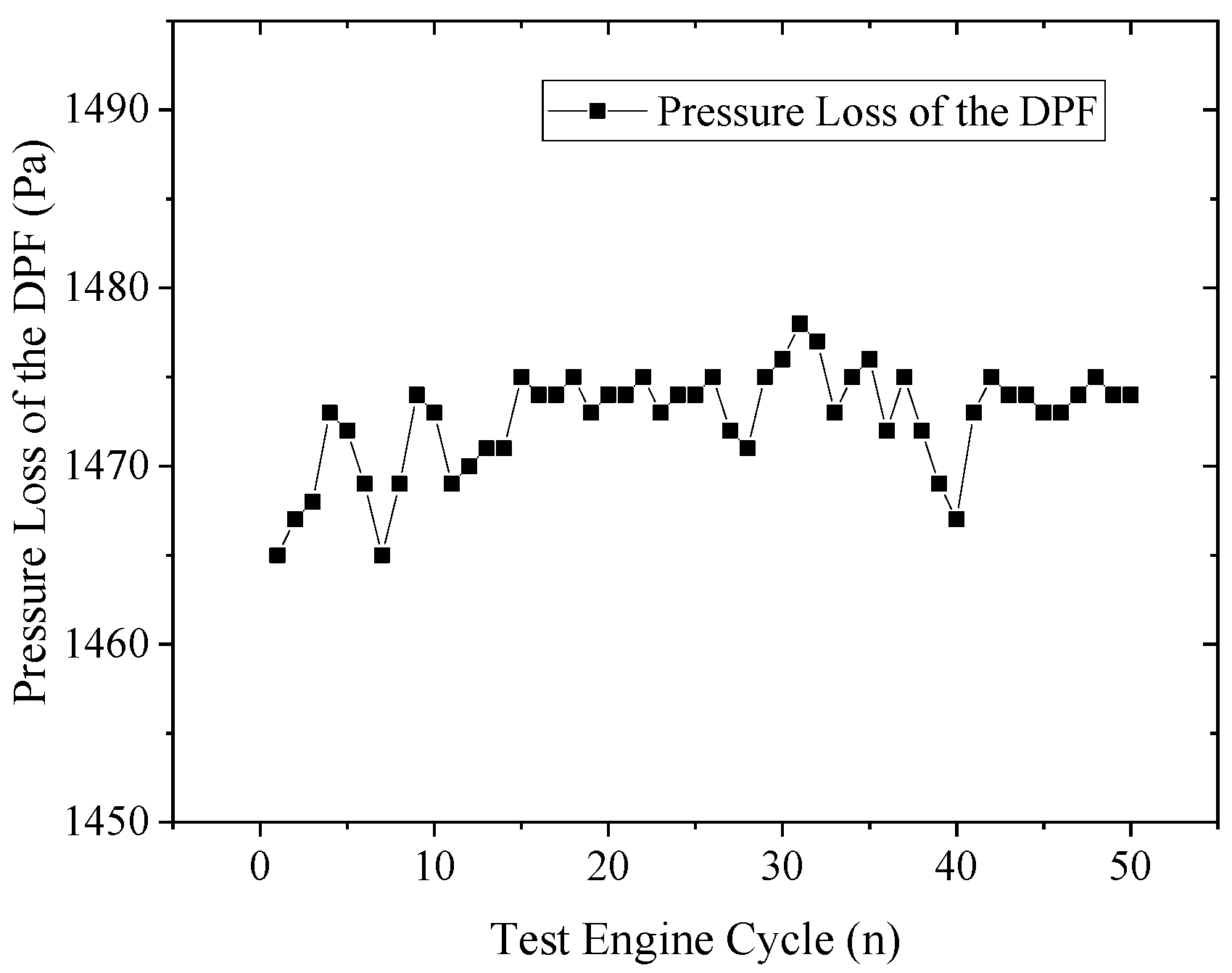
As can be seen from
Figure 14, When the diesel engine load is 25%, the pressure loss of the reactor is variable and fluctuates around 1472 Pa. The carrier used by DPF is a porous medium material. After the exhaust enters from the inlet channel, it can only pass through the porous ceramic wall and exit from the adjacent outlet channel, while the particles are trapped on the porous wall. The DPF system can effectively remove the particulate matter emissions in the flue gas of the marine diesel engine, and the regeneration of the particulate matter in the DPF system can be achieved in different ways according to the differences in the exhaust characteristics of the diesel engine.
3.4. Reactor Flow Field and Catalyst Inlet Velocity Distribution Optimization
The DPF device in the experiment has the problem of high-pressure drop at 100% engine load, and further CFD simulation optimization is needed. The pressure drop results of the simulation model are kept the same as the experiments, so as to ensure that the CFD model can be used to optimize the internal flow field of the DOC+DPF reactor. The DPF system design requirements are velocity inhomogeneity ≤ 0.15 at DOC inlet cross section, homogeneity ≥ 0.85 reactor pressure loss ≤ 2200 Pa. In order to achieve the design goals of the DPF system, seven proposals (Case 1–Case 7) were compared to optimize the flow field inside the reactor.
The CFD optimization objectives are as follows: (1) To design a reasonable reactor structure, size, deflector or deflector plate arrangement position and combination form to make the uniformity at the DOC inlet section meet the design requirements given the reactor parameters (flue gas temperature, flow rate, DOC and DPF catalyst size and quantity). (2) Optimize the reactor size parameters and deflector arrangement position to meet the design requirements in terms of pressure loss of the reactor while satisfying the objective (1).
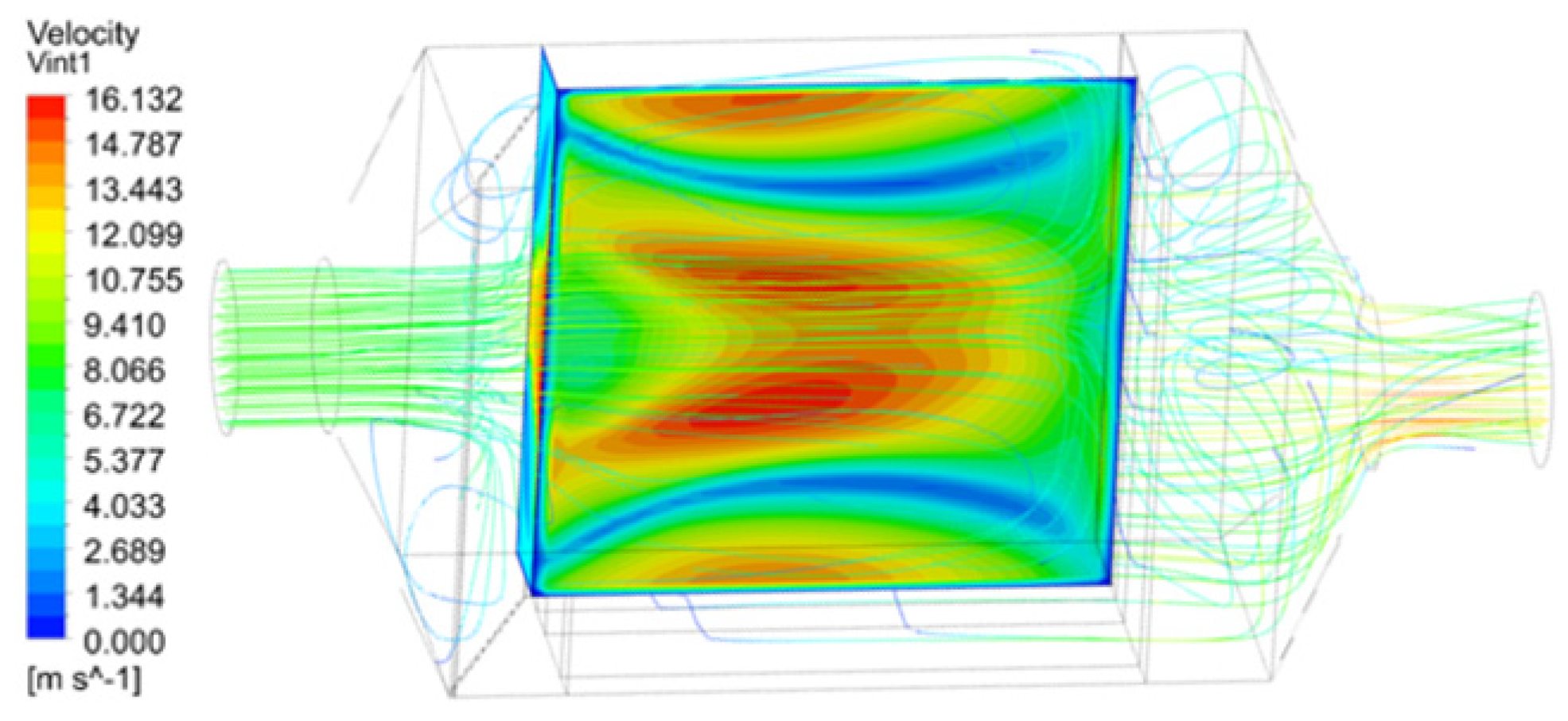
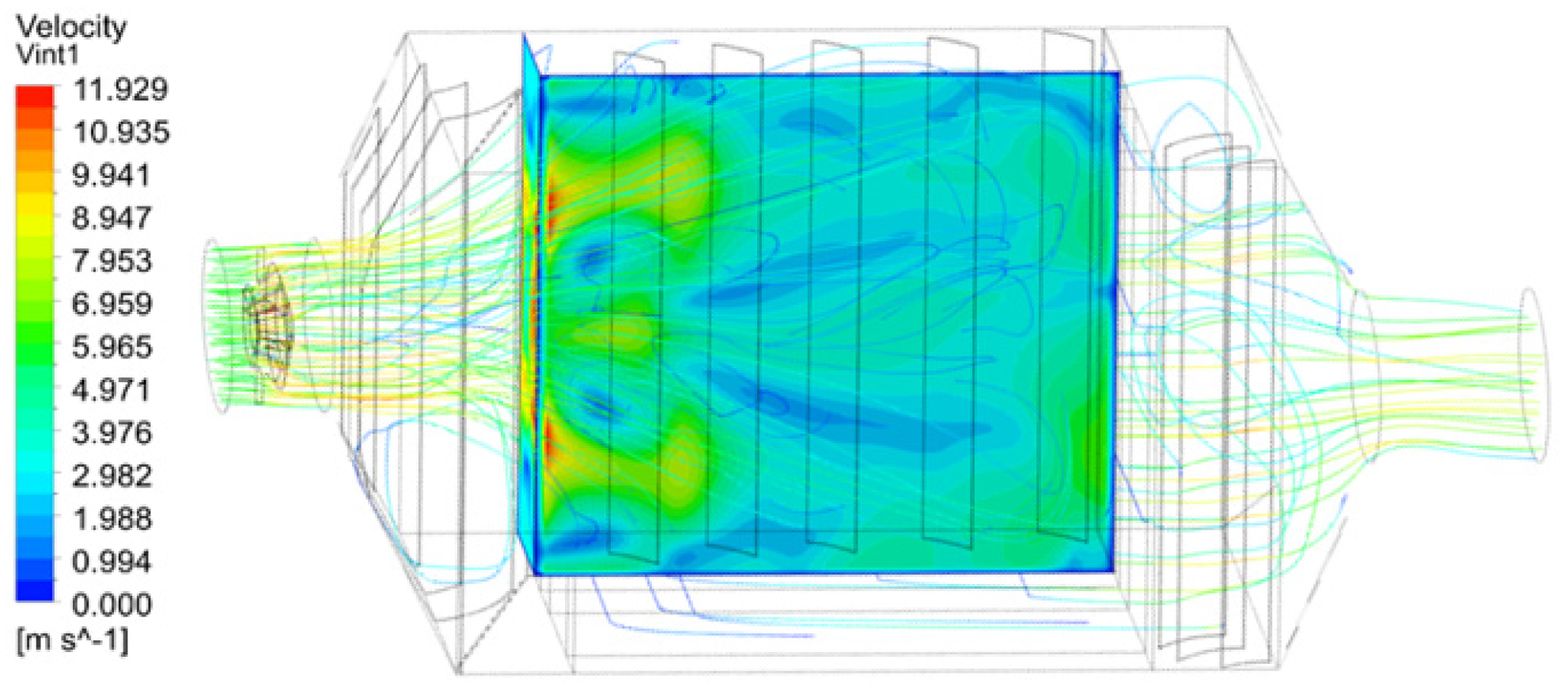
Optimization Case 1: Based on the original design scheme (no deflector, inlet deflector, DOC deflector and outlet deflector), the distance in front of the DOC catalyst inlet cut-off is increased to 300 mm. The velocity inhomogeneity of the reactor DOC inlet section and all other sections, the velocity distribution of the reactor DOC inlet section and the reactor pressure loss are shown in
Figure 15.
As seen in
Figure 15, after the DOC distance of the conventional reactor increases, a high-speed zone of about 16 m/s will be formed at the center of the DOC inlet cross-section. The velocity inhomogeneity of the DOC inlet cross is 0.382, and the velocity distribution is not uniform; the reactor pressure loss (except for DOC and DPF catalyst) is 406.5 Pa. It can be seen that after the DOC inlet distance of the conventional reactor increases, the reactor flow effect slightly decreases and fails to achieve the optimization target.
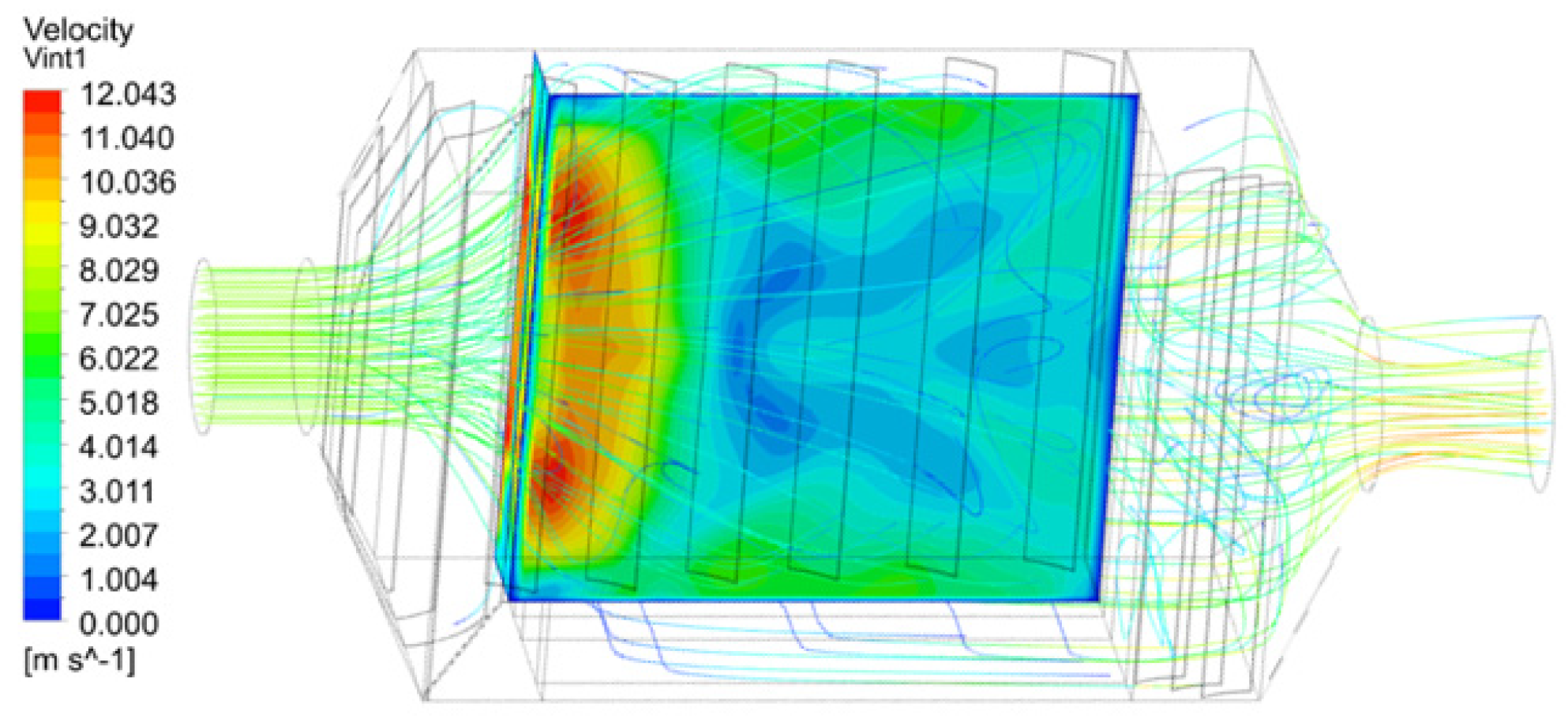
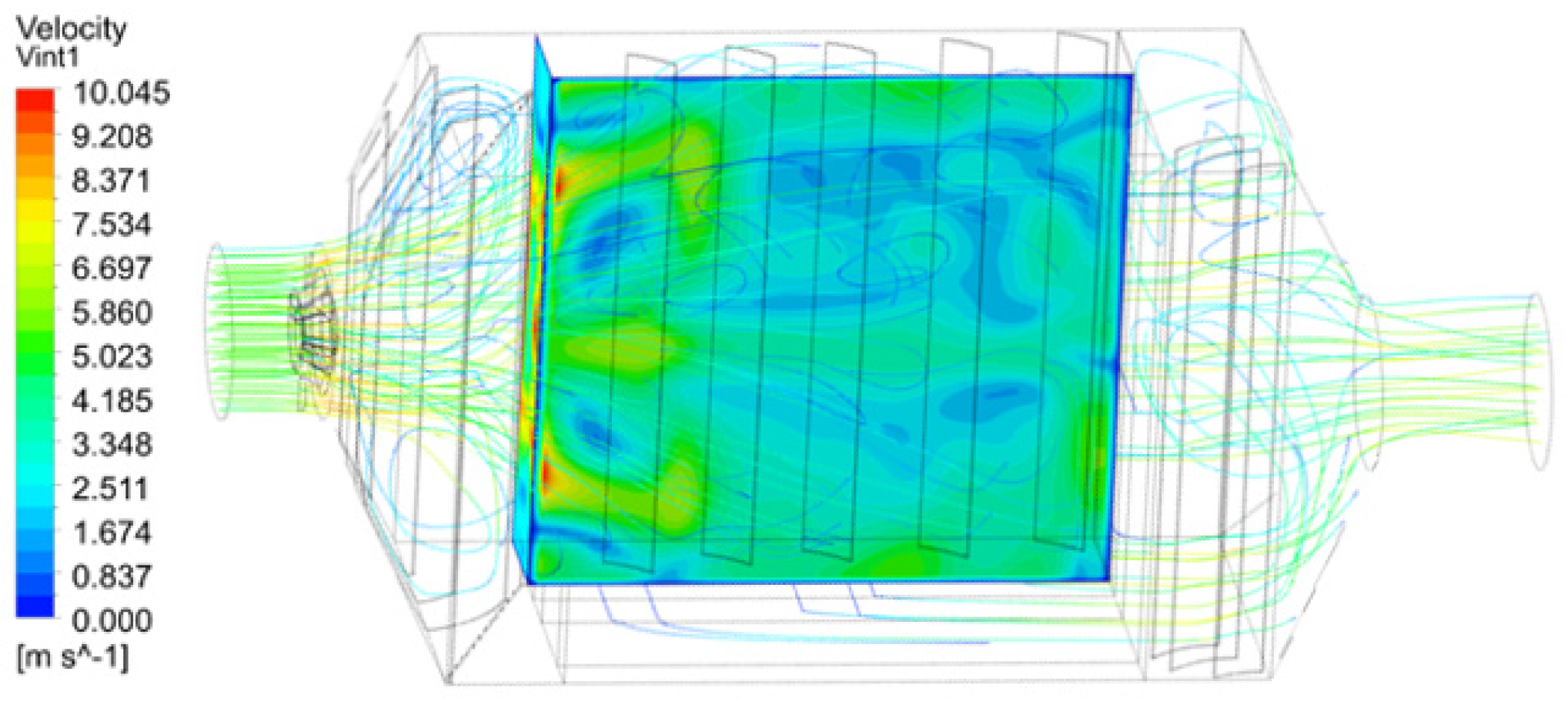
Optimization Case 2: Adding deflector clusters. On the basis of the conventional design scheme (no deflector, inlet deflector, DOC deflector and outlet deflector), the distance in front of the DOC catalyst inlet section is increased to 300 mm. The reactor DOC inlet cross-section velocity inhomogeneity and reactor pressure loss are slightly increased, and the flow effect is decreased. However, to facilitate the arrangement of the inlet deflector and the DOC deflector, the distance in front of the DOC catalyst inlet cutoff is still 300 mm. The velocity inhomogeneity of the reactor DOC inlet section and other sections, the velocity distribution of the reactor DOC inlet section and the reactor pressure loss are shown in
Figure 16.
It can be seen from
Figure 16 that after adding deflector clusters to the reactor, a high-speed zone of about 12 m/s will be formed at the DOC inlet section near the flue gas inlet side, and a low-speed zone of 0 m/s will be formed at the center of the section. The velocity inhomogeneity of DOC inlet section is 0.232, and the velocity distribution inhomogeneity is reduced but still does not meet the standard. The reactor pressure loss is 351.5 Pa. It can be seen that after adding deflector clusters the reactor flow effect increased but failed to meet the standard.
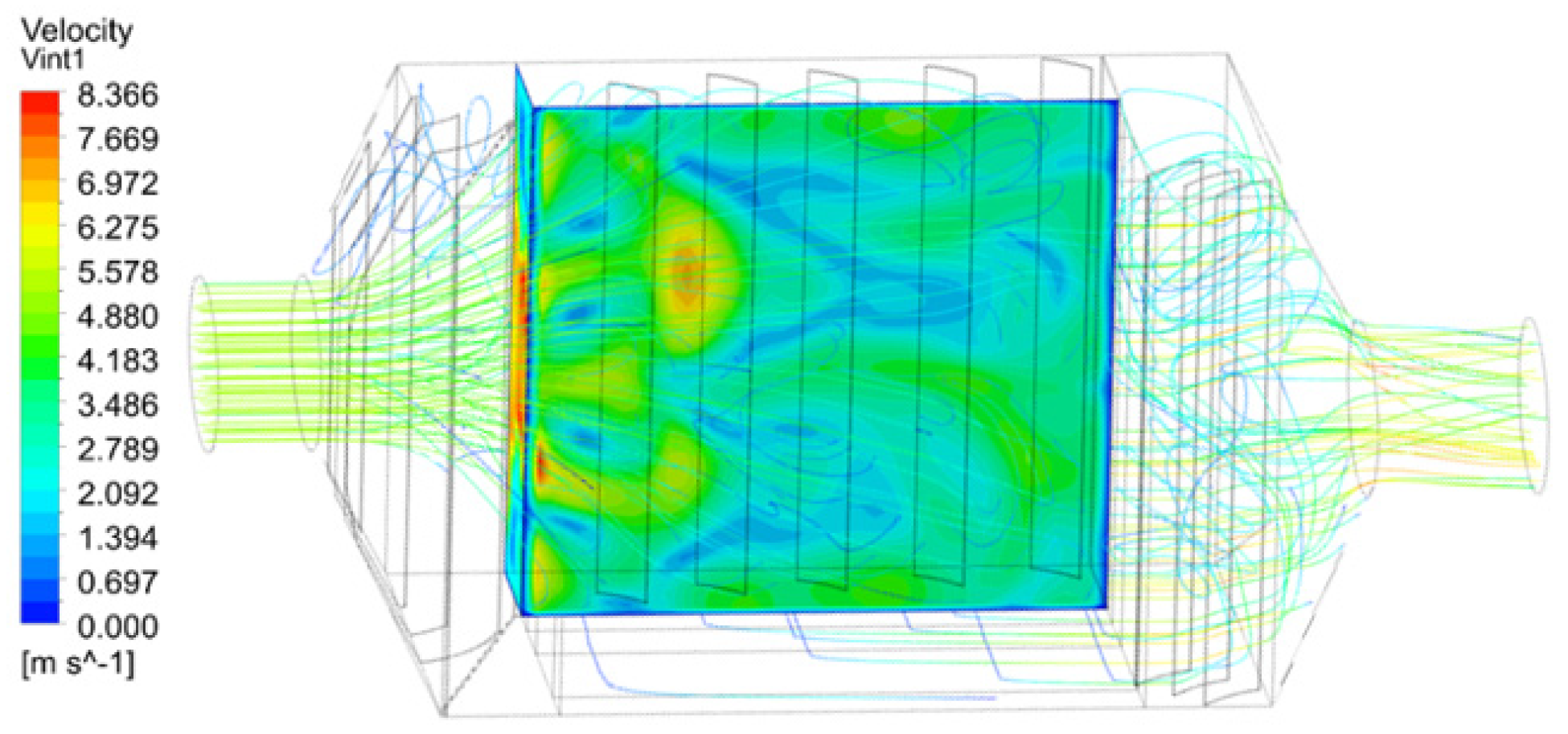
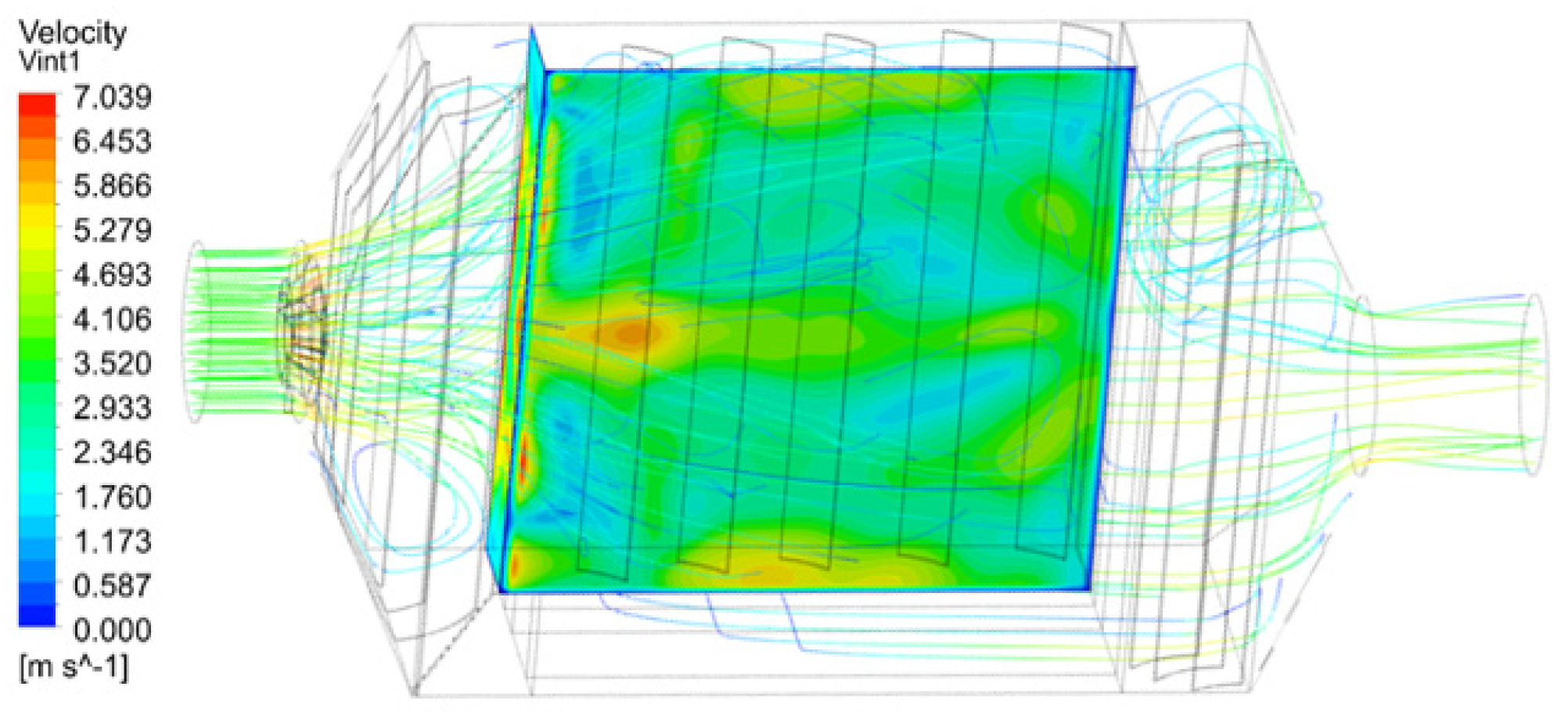
Optimization Case 3: Adjustment of the DOC deflector cluster. After adding the inlet deflector cluster, DOC deflector cluster and outlet deflector cluster in the conventional reactor, the reactor flow effect increased, but a high-speed zone of about 12 m/s is formed in the DOC inlet section near the flue gas inlet side, and a low-speed zone of 0 m/s is formed in the center of the section. Mainly the DOC deflector near the flue gas inlet side blocked the flue gas, therefore, the DOC deflector cluster needed to be optimized and adjusted. The velocity inhomogeneity of the DOC inlet section and all other sections, the velocity distribution of the reactor DOC inlet section and the reactor pressure loss are shown in
Figure 17.
As can be seen from
Figure 17, after adjusting the DOC deflector cluster (removing the flue gas inlet side), the high-speed zone of about 12 m/s near the flue gas inlet side of the DOC inlet section disappeared, and the low-speed zone of 0 m/s is formed at the center of the section to expand outward. The velocity inhomogeneity of the DOC inlet section is 0.182, and the velocity distribution inhomogeneity is reduced but still did not meet the standard. The reactor pressure loss is 306.3 Pa. It can be seen that the reactor flow effect increased after adjusting the DOC deflector cluster but failed to meet the standard.
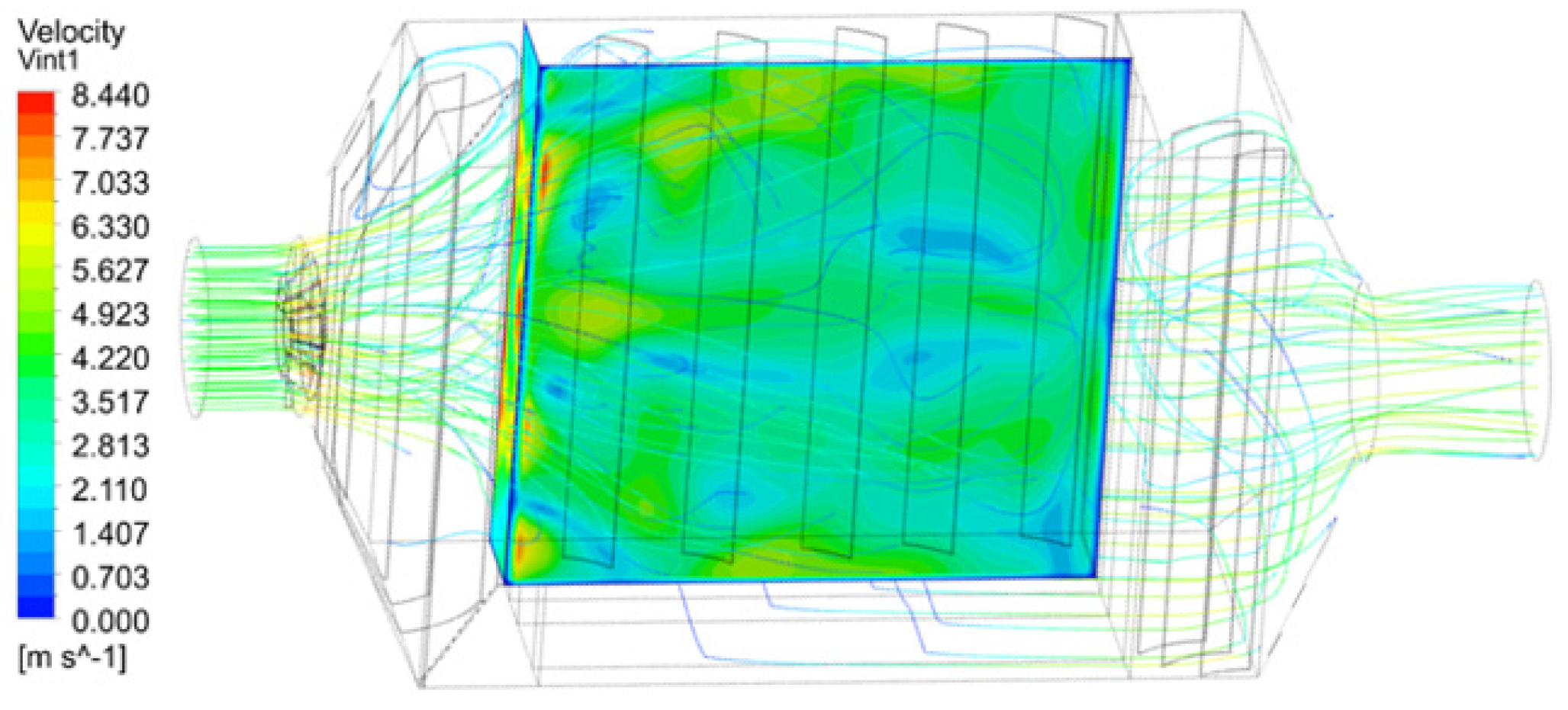
Optimization Case 4: Adding deflector. The reactor flow effect increased after adjusting the cluster of DOC deflectors but failed to meet the standard, and the optimization effect of purely adjusting the deflectors on the reactor flow field distribution is not obvious; therefore, the deflectors were added to the flue gas inlet side. The velocity inhomogeneity of the DOC inlet section and each other section, the velocity distribution of the reactor DOC inlet section and the reactor pressure loss are shown in
Figure 18.
It can be seen from
Figure 18 that after adding the inlet deflector, the DOC inlet section is close to a small range of high-speed zone of about 11 m/s at the flue gas inlet side, and a low-speed zone of 0 m/s is formed at the center of the section to expand outward. The non-uniformity of velocity at DOC inlet section is 0.163, and the non-uniformity of velocity distribution is reduced, but still not up to standard. The reactor pressure loss is 616.3 Pa. It can be seen that after adding the inlet deflector, the flow effect of the reactor increased, but failed to reach the standard, but the pressure loss increased significantly.
Optimization Case 5: Adjusting the deflector position. After adjusting the DOC deflector cluster, the reactor flow effect rose, but failed to meet the standard, and the optimization effect of simply adjusting the deflector on the reactor flow field distribution is not obvious; therefore, the deflector was added to the flue gas inlet side; the velocity inhomogeneity of the DOC inlet section and each other section, the velocity distribution of the reactor DOC inlet section and the reactor pressure loss are shown in
Figure 19.
After adjusting the inlet deflector from
Figure 19, the high-velocity zone of the DOC inlet section near the flue gas inlet side of about 10 m/s was reduced and a relatively high-velocity zone of about 7 m/s was formed. The low-velocity zone of 0 m/s formed at the center of the section expanded outward and disappeared, and the low-velocity zone of 0.5 m/s in the section increased. The velocity inhomogeneity of the DOC inlet section is 0.165, and the change of velocity distribution inhomogeneity was not obvious and still did not meet the standard. The reactor pressure loss is 543.3 Pa. It can be seen that after adjusting the inlet deflector, the range of high-velocity region above 10 m/s and low-velocity region at 0 m/s decreased, the velocity distribution converged to the average velocity, and the reactor pressure loss decreased.
From the analysis of the flow line in
Figure 19, it can be seen that the second deflector of the inlet deflector cluster directs most of the flue gas close to the inlet side, therefore, it is necessary to adjust the position and angle of the second deflector of the inlet deflector, i.e., the deflector is shifted to the inlet side and the angle of the deflector is increased from 30 degrees to 45 degrees.
Optimization Case 6: As mentioned above, the inlet deflector cluster needs to be adjusted. The velocity inhomogeneity of the DOC inlet section and each other section, the velocity distribution of the reactor DOC inlet section and the reactor pressure loss are shown in
Figure 20.
As seen in
Figure 20, after adjusting the inlet deflector cluster (the position and angle of the second deflector of the inlet deflector should be adjusted), a relatively high-speed zone of about 6 m/s was formed in the DOC inlet cross section near the flue gas inlet side, and the low-speed zone of 0.5 m/s disappeared in the cut-off cross-section. The reactor pressure loss is 546.3 Pa. It can be seen that after adjusting the inlet deflector cluster, the velocity distribution of the DOC inlet section converged to the average velocity; and the reactor pressure loss did not increase. In order to further improve the velocity uniformity of the DOC inlet section, a relatively high-velocity zone of about 6 m/s was eliminated from the DOC inlet section near the flue gas inlet side (due to the large inlet ring inlet of the inlet deflector, which resulted in a central high-velocity flow). Therefore, the inlet deflector inner ring inlet diameter and angle need to be adjusted, i.e., the inlet inner ring angle is increased from 15 degrees to 20 degrees, and the inner ring inlet diameter is reduced from 50 mm to 35 mm.
Optimization Case 7: As mentioned before, the inner ring of the deflector needs to be adjusted. The velocity inhomogeneity of the DOC inlet section and each other section, the velocity distribution of the reactor DOC inlet section and the reactor pressure loss are shown in
Figure 21.
As seen in
Figure 21, after adjusting the inner ring of the inlet deflector (the angle of the inlet inner ring increased from 15 degrees to 20 degrees, and the diameter of the inlet inner ring decreased from 50 mm to 35 mm), the relatively high-speed area of about 6 m/s formed on the inlet side of the DOC inlet section near the flue gas inlet became 4 m/s. The velocity inhomogeneity of the DOC inlet section is 0.137, and the velocity distribution inhomogeneity decreased and met the standard. The reactor pressure loss is 545.3 Pa. It can be seen that after adjusting the inner ring of the inlet deflector, the velocity distribution of the DOC inlet section tends to the average velocity, and the reactor pressure loss does not increase. The reactor design meets the requirements.
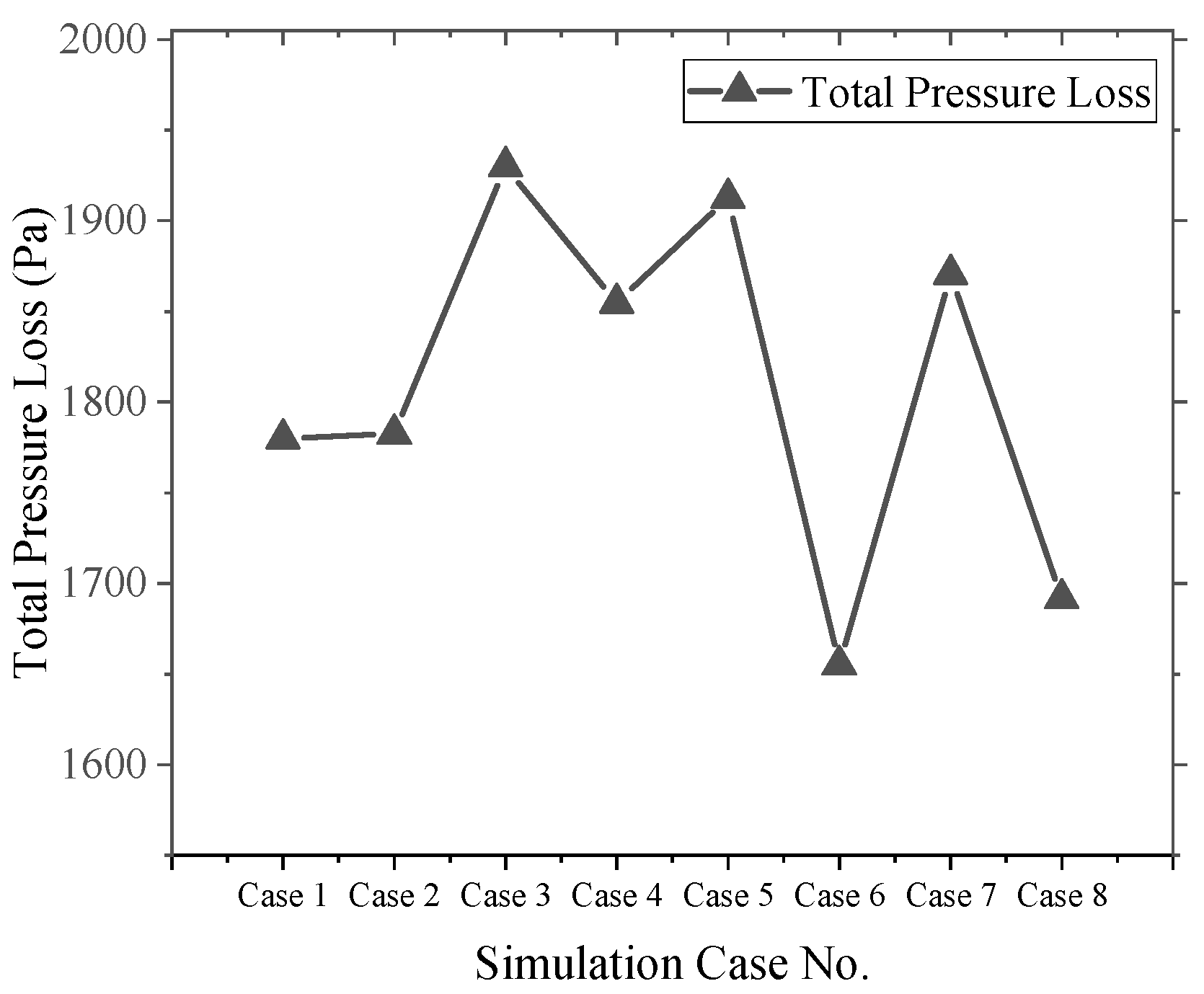
In summary, the optimization of reactor flow field distribution by simply adjusting the deflector is not obvious through the comparison of the above seven proposals.
Figure 22 illustrates the total pressure loss of the DPF system. The reactor flow effect slightly decreased after the distance of the DOC inlet of the conventional reactor increased. After adjusting the inlet deflector cluster, the velocity distribution of the DOC inlet section converged to the average velocity, and the reactor pressure loss did not increase. After adjusting the inner ring of the inlet deflector, the velocity distribution of the DOC inlet section converged to the average velocity. The total pressure loss of the DPF system was low, and the DOC+DPF reactor design met the requirements.



























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}