
Low-Friction and -Knocking Diesel Engine Cylindrical-Tapered Bore Profile Design


Abstract
:1. Introduction
2. Numerical Modeling
2.1. The Piston’s Dynamic Modeling
2.2. The Piston Ring Group Dynamic Model
2.3. Friction Force Modeling
2.4. Cylinder Bore Deformation Calculation
2.5. The Piston-Ring Cylinder Bore (PRCB) Dynamic Model
2.6. Dynamic Model Calibration
2.7. Design of Cylinder Bore Profiles
3. Effect of Cylindrical-Tapered Cylinder Bore Shape Parameters on Friction and Knocking
3.1. Factorial Analysis
3.2. Analysis of Results
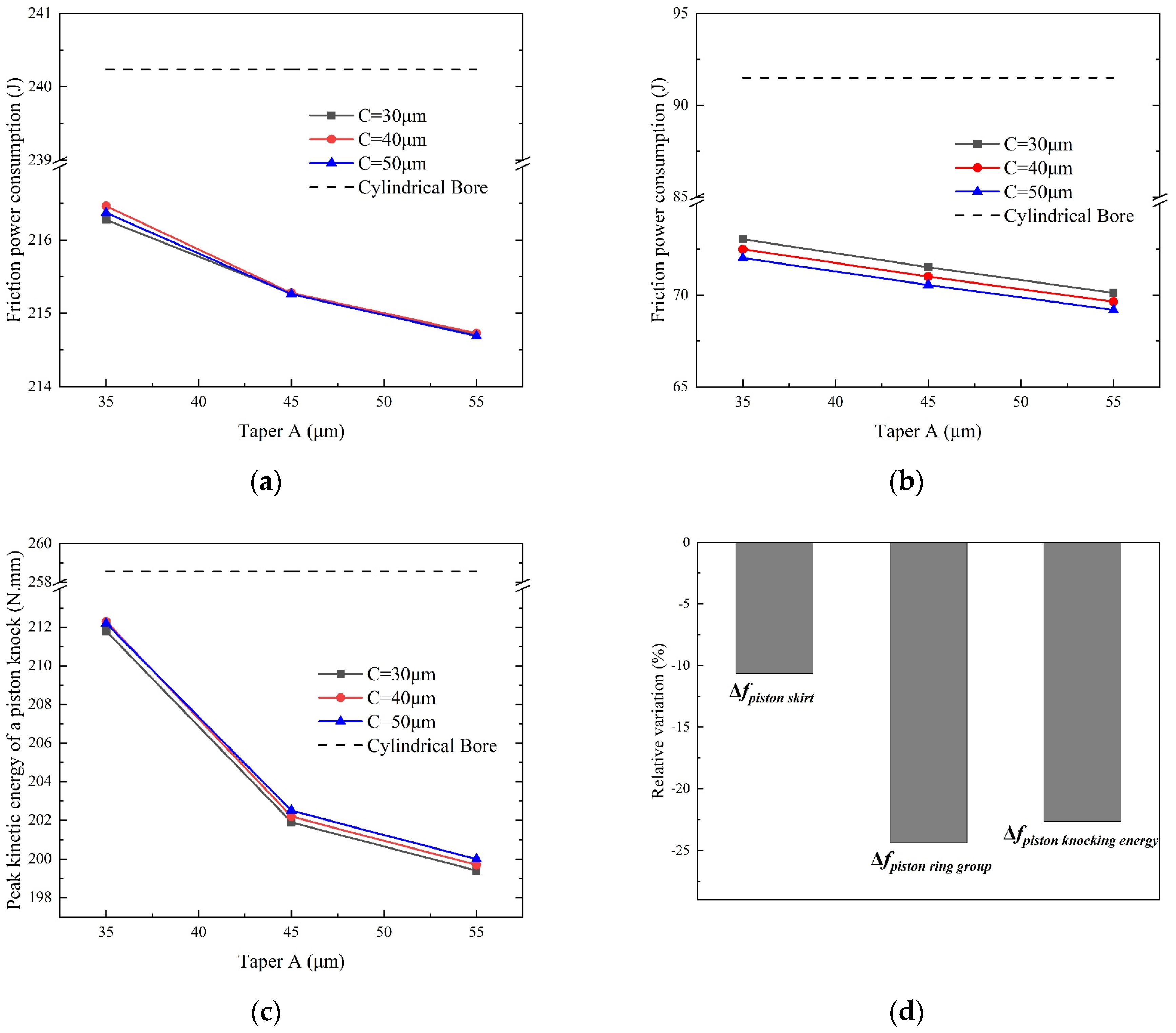
3.2.1. Effect of Taper (A) with Respect to Different Values of Ellipticity (C)
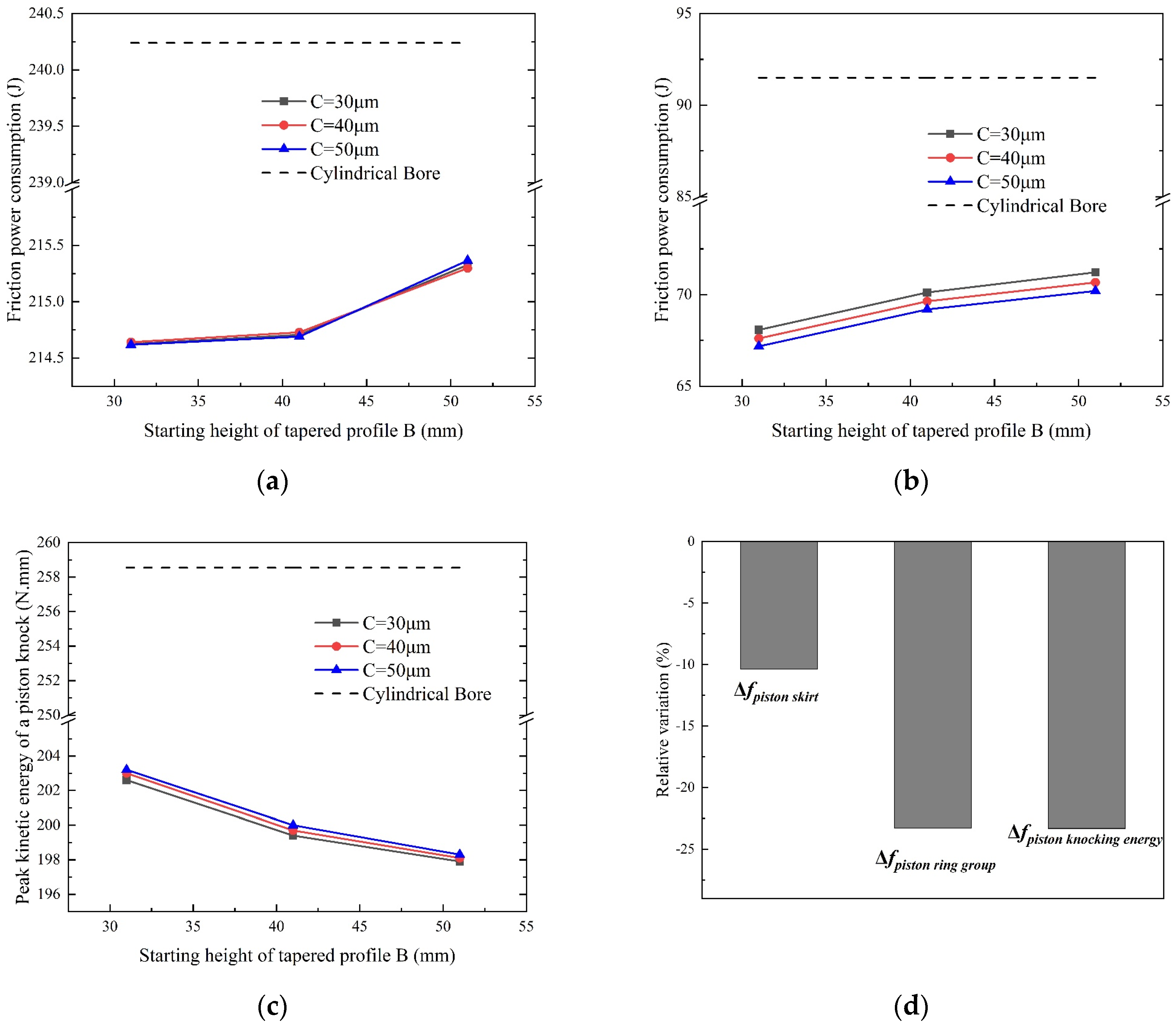
3.2.2. Effect of Starting Height of Tapered Profile (B) with Respect to Different Values of Ellipticity (C)
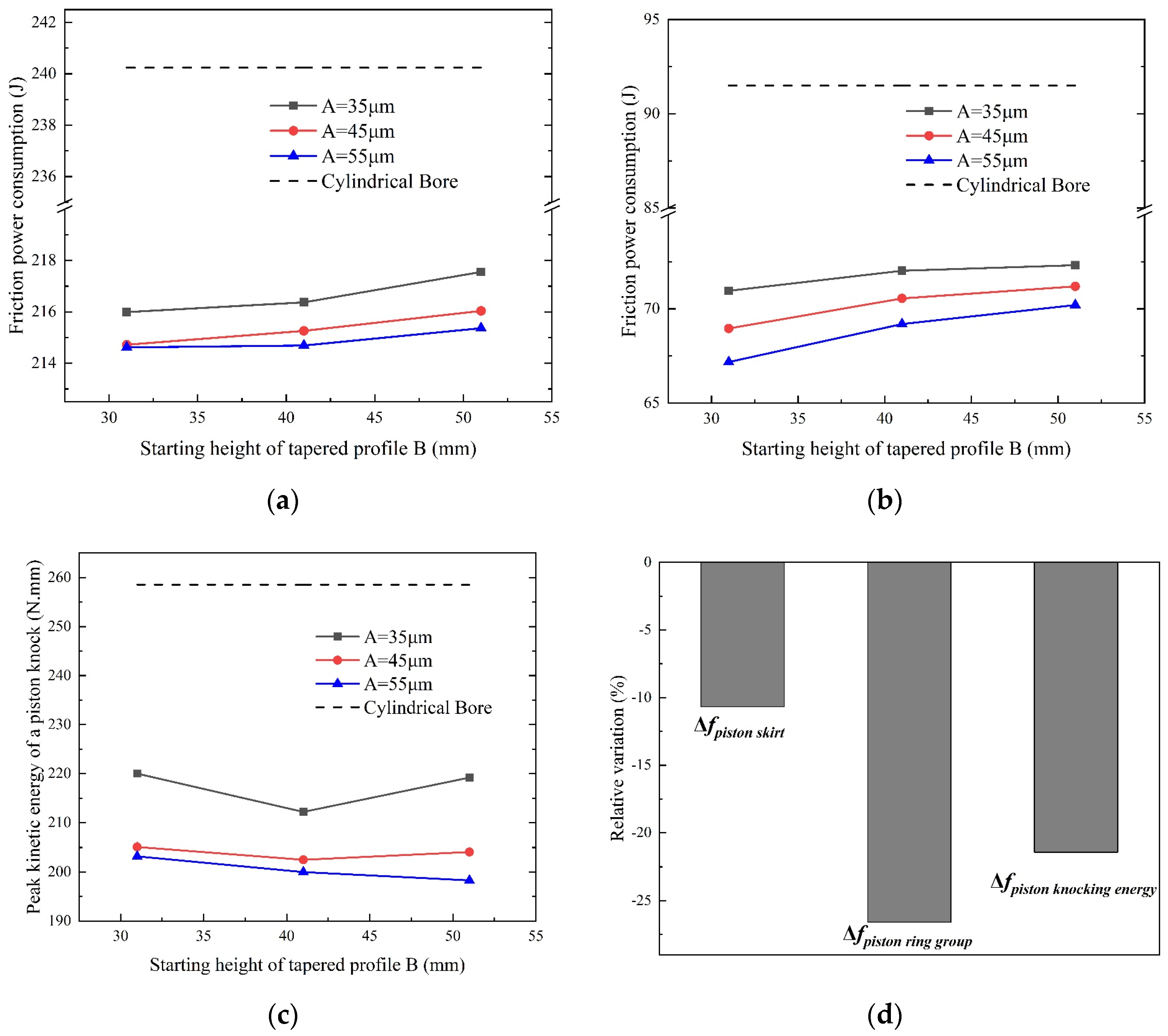
3.2.3. Effect of Starting Height of Tapered Profile (B) with Respect to Different Values of Taper (A)
3.3. Comparison between Optimal and Baseline Design
4. Conclusions
- (1)
- The taper has the greatest effect on the total friction power and the peak piston-knocking kinetic energy, followed by the starting height of the conical profile, while the ellipticity has the smallest effect; for the peak piston-knocking kinetic energy, there was a significant interaction between the taper and the starting height of the conical profile.
- (2)
- Compared with the cylindrical bore, the optimized skirt friction work of the cylindrical-tapered bore decreased from 240.24 J to 214.62 J, with a decrease of 10.66%; the piston ring friction work decreased from 91.5 J to 67.17 J, with a decrease of 26.59%; and the peak knocking kinetic energy decreased from 258.55 N·mm to 203.2 N·mm, with a decrease of 21.41%.
- (3)
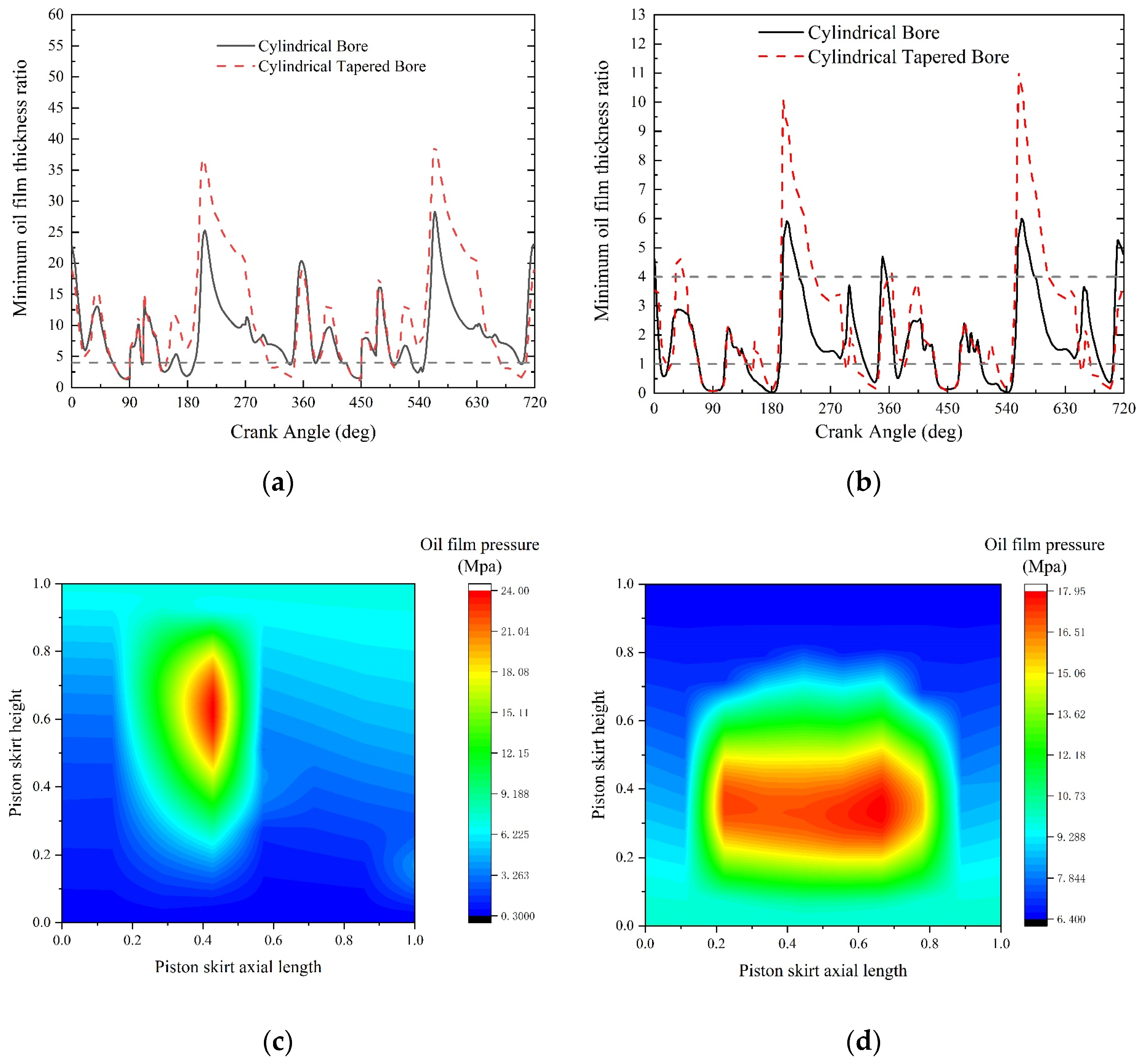
- Compared with the cylindrical bore, the minimum oil film thickness on the moving surface of the piston skirt and the piston ring was increased in the cylindrical-tapered bore, which reduced the contact time of dry friction and increased the contact time of hydrodynamic friction at the piston-knocking moment. The cylindrical-tapered bore provided a larger contact area and oil film thickness, which absorbed some of the energy of the second-order motion of the piston and attenuated the impact.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Bi, Y.; Wang, P.; Luo, L.; Wang, H.; Xin, Q.; Lei, J.; Shen, L. Analysis of out-of-round deformation of a dry cylinder liner of a non-road high-pressure common-rail diesel engine based on multi-field coupling. J. Braz. Soc. Mech. Sci. 2021, 43, 50. [Google Scholar] [CrossRef]
- Bi, Y.; Wang, P.; Xiang, R.; Wen, J.; Lei, J.; Shen, L.; Xin, Q. Numerical investigation on the operating characteristics of the cylinder liners of a turbocharged diesel engine. Sādhanā 2021, 46, 150. [Google Scholar] [CrossRef]
- Li, G.; Gu, F.; Wang, T.; Lu, X.; Zhang, R.; Ball, A. A dynamic deformation based lubrication model between the piston rings and cylinder liner. In Proceedings of the 2017 23rd International Conference on Automation and Computing (ICAC), Huddersfield, UK, 7–8 September 2017; pp. 1–6. [Google Scholar] [CrossRef]
- Delprete, C.; Razavykia, A. Piston dynamics, lubrication and tribological performance evaluation: A review. Int. J. Engine Res. 2020, 21, 725–741. [Google Scholar] [CrossRef]
- Sato, K.; Fujii, K.; Ito, M.; Koda, S. Application to Engine Development of Friction Analysis by Piston Secondary Motion Simulation in Consideration of Cylinder Block Bore Distortion; 0148-7191; Technical Paper; SAE: Washington, DC, USA, 2006. [Google Scholar] [CrossRef]
- Styles, G.; Rahmani, R.; Rahnejat, H.; Fitzsimons, B. In-cycle and life-time friction transience in piston ring–liner conjunction under mixed regime of lubrication. Int. J. Engine Res. 2014, 15, 862–876. [Google Scholar] [CrossRef]
- Wang, Y.; Ma, X.; Li, T.; Lu, X.; Li, W. Influence of thermal effect in piston skirt lubrication considering thermal deformation of piston and cylinder liner. Int. J. Engine Res. 2023, 24, 14680874231155571. [Google Scholar] [CrossRef]
- Li, G.; Gu, F.; Wang, T.; Lu, X.; Zhang, L.; Zhang, C.; Ball, A. An improved lubrication model between piston rings and cylinder liners with consideration of liner dynamic deformations. Energies 2017, 10, 2122. [Google Scholar] [CrossRef]
- Lu, Y.; Li, S.; Wang, P.; Liu, C.; Zhang, Y.; Müller, N. The analysis of secondary motion and lubrication performance of piston considering the piston skirt profile. Shock. Vib. 2018, 2018, 3240469. [Google Scholar] [CrossRef]
- Zhang, J.; Piao, Z.; Liu, S. Influence of skirt profile structure of gasoline engine piston on the friction and wear characteristics under standard conditions. J. Tribol. 2018, 140, 021703. [Google Scholar] [CrossRef]
- Totaro, P.P.; Westerfield, Z.; Tian, T. Introducing a New Piston Skirt Profile to Reduce Engine Friction; 0148-7191; Technical Paper; SAE: Washington, DC, USA, 2016. [Google Scholar] [CrossRef]
- Pawlus, P.; Reizer, R. Functional importance of honed cylinder liner surface texture: A review. Tribol. Int. 2022, 167, 107409. [Google Scholar] [CrossRef]
- Guo, Z.; Yuan, C.; Liu, P.; Peng, Z.; Yan, X. Study on influence of cylinder liner surface texture on lubrication performance for cylinder liner–piston ring components. Tribol. Lett. 2013, 51, 9–23. [Google Scholar] [CrossRef]
- Grabon, W.; Pawlus, P.; Wos, S.; Koszela, W.; Wieczorowski, M. Evolutions of cylinder liner surface texture and tribological performance of piston ring-liner assembly. Tribol. Int. 2018, 127, 545–556. [Google Scholar] [CrossRef]
- Mezghani, S.; Demirci, I.; Yousfi, M.; El Mansori, M. Mutual influence of crosshatch angle and superficial roughness of honed surfaces on friction in ring-pack tribo-system. Tribol. Int. 2013, 66, 54–59. [Google Scholar] [CrossRef]
- Hu, Y.; Meng, X.; Xie, Y.; Fan, J. Mutual influence of plateau roughness and groove texture of honed surface on frictional performance of piston ring–liner system. Proc. Inst. Mech. Eng. Part J. J. Eng. Tribol. 2017, 231, 838–859. [Google Scholar] [CrossRef]
- Edtmayer, J.; Lösch, S.; Hick, H.; Walch, S. Comparative study on the friction behaviour of piston/bore interface technologies. Automot. Engine Technol. 2019, 4, 101–109. [Google Scholar] [CrossRef]
- Alshwawra, A.; Pohlmann-Tasche, F.; Stelljes, F.; Dinkelacker, F. Enhancing the Geometrical Performance Using Initially Conical Cylinder Liner in Internal Combustion Engines—A Numerical Study. Appl. Sci. 2020, 10, 3705. [Google Scholar] [CrossRef]
- Alshwawra, A.; Pasligh, H.; Hansen, H.; Dinkelacker, F. Increasing the roundness of deformed cylinder liner in internal combustion engines by using a non-circular liner profile. Int. J. Engine Res. 2021, 22, 1214–1221. [Google Scholar] [CrossRef]
- Alshwawra, A.; Pohlmann-Tasche, F.; Stelljes, F.; Dinkelacker, F. Effect of freeform honing on the geometrical performance of the cylinder liner—Numerical study. SAE Int. J. Engines 2022, 16, 463–486. [Google Scholar] [CrossRef]
- Halbhuber, J.; Wachtmeister, G. Effect of Form Honing on Piston Assembly Friction; 0148-7191; Technical Paper; SAE: Washington, DC, USA, 2020. [Google Scholar] [CrossRef]
- AVL LIST GmbH. BOOST Rev 2017.1 Users Guide; AVL LIST GmbH: Steiermark, Austria, 2017. [Google Scholar]
- Liang, X.; Wang, Y.; Huang, S.; Yang, G.; Tang, L.; Cui, G. Investigation on Cylinder Bore Deformation under Static Condition Based on Fourier Decomposition; 0148-7191; Technical Paper; SAE: Washington, DC, USA, 2017. [Google Scholar] [CrossRef]
- AVL LIST GmbH. Excite Piston & Rings Rev 2017.1 Users Guide; LIST GmbH: Steiermark, Austria, 2017. [Google Scholar]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Value |
|---|---|
| Maximum power | 235 kW |
| Maximum moment | 1300 N·m |
| Number of cylinders | 6 |
| Diameter of a cylinder | 107 mm |
| Stroke | 126 mm |
| Engine capacity | 6.8 L |
| Compression ratio | 19.5 |
| Level | A/μm | B/mm | C/μm |
|---|---|---|---|
| 1 | 35 | 31 | 30 |
| 2 | 45 | 41 | 40 |
| 3 | 55 | 51 | 50 |
| Programmatic | Skirt Friction Power/J | Ring Group Friction Power/J | Total FrictionPower/J | Peak Knocking Kinetic Energy/(N·mm) |
|---|---|---|---|---|
| A1B1C1 | 215.62 | 71.86 | 287.48 | 219 |
| A1B1C2 | 215.62 | 71.36 | 286.98 | 220 |
| A1B1C3 | 215.79 | 70.89 | 286.68 | 220 |
| A1B2C1 | 216.09 | 72.98 | 289.04 | 212 |
| A1B2C2 | 216.26 | 72.42 | 288.69 | 212 |
| A1B2C3 | 216.18 | 71.95 | 288.13 | 212 |
| A1B3C1 | 217.53 | 73.37 | 290.90 | 219 |
| A1B3C2 | 217.42 | 72.75 | 290.19 | 219 |
| A1B3C3 | 217.36 | 72.25 | 289.60 | 219 |
| A2B1C1 | 214.61 | 69.83 | 284.41 | 205 |
| A2B1C2 | 214.58 | 69.33 | 283.91 | 205 |
| A2B1C3 | 214.52 | 68.88 | 283.41 | 205 |
| A2B2C1 | 215.08 | 71.45 | 286.53 | 202 |
| A2B2C2 | 215.08 | 70.95 | 286.03 | 202 |
| A2B2C3 | 215.06 | 70.48 | 285.56 | 203 |
| A2B3C1 | 215.85 | 72.19 | 288.04 | 204 |
| A2B3C2 | 215.88 | 71.63 | 287.48 | 204 |
| A2B3C3 | 215.85 | 71.12 | 286.98 | 204 |
| A3B1C1 | 214.44 | 68.00 | 282.43 | 203 |
| A3B1C2 | 214.44 | 67.56 | 281.99 | 203 |
| A3B1C3 | 214.41 | 67.11 | 281.55 | 203 |
| A3B2C1 | 214.49 | 70.06 | 284.56 | 199 |
| A3B2C2 | 214.52 | 69.56 | 284.11 | 200 |
| A3B2C3 | 214.49 | 69.12 | 283.61 | 200 |
| A3B3C1 | 215.11 | 71.15 | 286.30 | 198 |
| A3B3C2 | 215.08 | 70.59 | 285.71 | 198 |
| A3B3C3 | 215.17 | 70.12 | 285.29 | 198 |
| Parameter Factor Level | Skirt Friction Power/J | Range | Piston Ring Group Friction Power/J | Range | Total Friction Power/J | Range | Peak Knocking Kinetic Energy/N·mm | Range |
|---|---|---|---|---|---|---|---|---|
| A1 | 216.41 | 1.71 | 72.22 | 3.30 | 288.628 | 4.69 | 217 | 16 |
| A2 | 215.17 | 70.65 | 285.8255 | 203 | ||||
| A3 | 214.70 | 68.91 | 283.9375 | 200 | ||||
| B1 | 214.88 | 1.27 | 69.41 | 2.27 | 284.321 | 3.51 | 209 | 4 |
| B2 | 215.26 | 71.01 | 286.2385 | 204 | ||||
| B3 | 216.15 | 71.69 | 287.8315 | 207 | ||||
| C1 | 215.41 | 0.02 | 71.21 | 1.00 | 286.622 | 0.97 | 206 | 1 |
| C2 | 215.44 | 70.68 | 286.1205 | 207 | ||||
| C3 | 215.41 | 70.21 | 285.6485 | 207 |
| Norm | Interactions | Range |
|---|---|---|
| Skirt friction power | A × B | 0.56 |
| A × C | 0.03 | |
| B × C | 0.06 | |
| Piston ring friction power | A × B | 0.86 |
| A × C | 0.06 | |
| B × C | 0.09 | |
| Total friction power | A × B | 0.38 |
| A × C | 0.06 | |
| B × C | 0.12 | |
| Peak knocking kinetic energy (physics) | A × B | 11.80 |
| A × C | 2.95 | |
| B × C | 2.95 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, J.; Wang, N.; Wang, J.; Wang, H.; Zhang, X.; Dai, H.; Lin, J. Low-Friction and -Knocking Diesel Engine Cylindrical-Tapered Bore Profile Design. Energies 2024, 17, 2042. https://doi.org/10.3390/en17092042
Zhang J, Wang N, Wang J, Wang H, Zhang X, Dai H, Lin J. Low-Friction and -Knocking Diesel Engine Cylindrical-Tapered Bore Profile Design. Energies. 2024; 17(9):2042. https://doi.org/10.3390/en17092042
Chicago/Turabian StyleZhang, Junhong, Ning Wang, Jian Wang, Hui Wang, Xueling Zhang, Huwei Dai, and Jiewei Lin. 2024. "Low-Friction and -Knocking Diesel Engine Cylindrical-Tapered Bore Profile Design" Energies 17, no. 9: 2042. https://doi.org/10.3390/en17092042
APA StyleZhang, J., Wang, N., Wang, J., Wang, H., Zhang, X., Dai, H., & Lin, J. (2024). Low-Friction and -Knocking Diesel Engine Cylindrical-Tapered Bore Profile Design. Energies, 17(9), 2042. https://doi.org/10.3390/en17092042