
Lumped Parameters Model of a Crescent Pump



Abstract
:1. Introduction
2. Mathematical Model
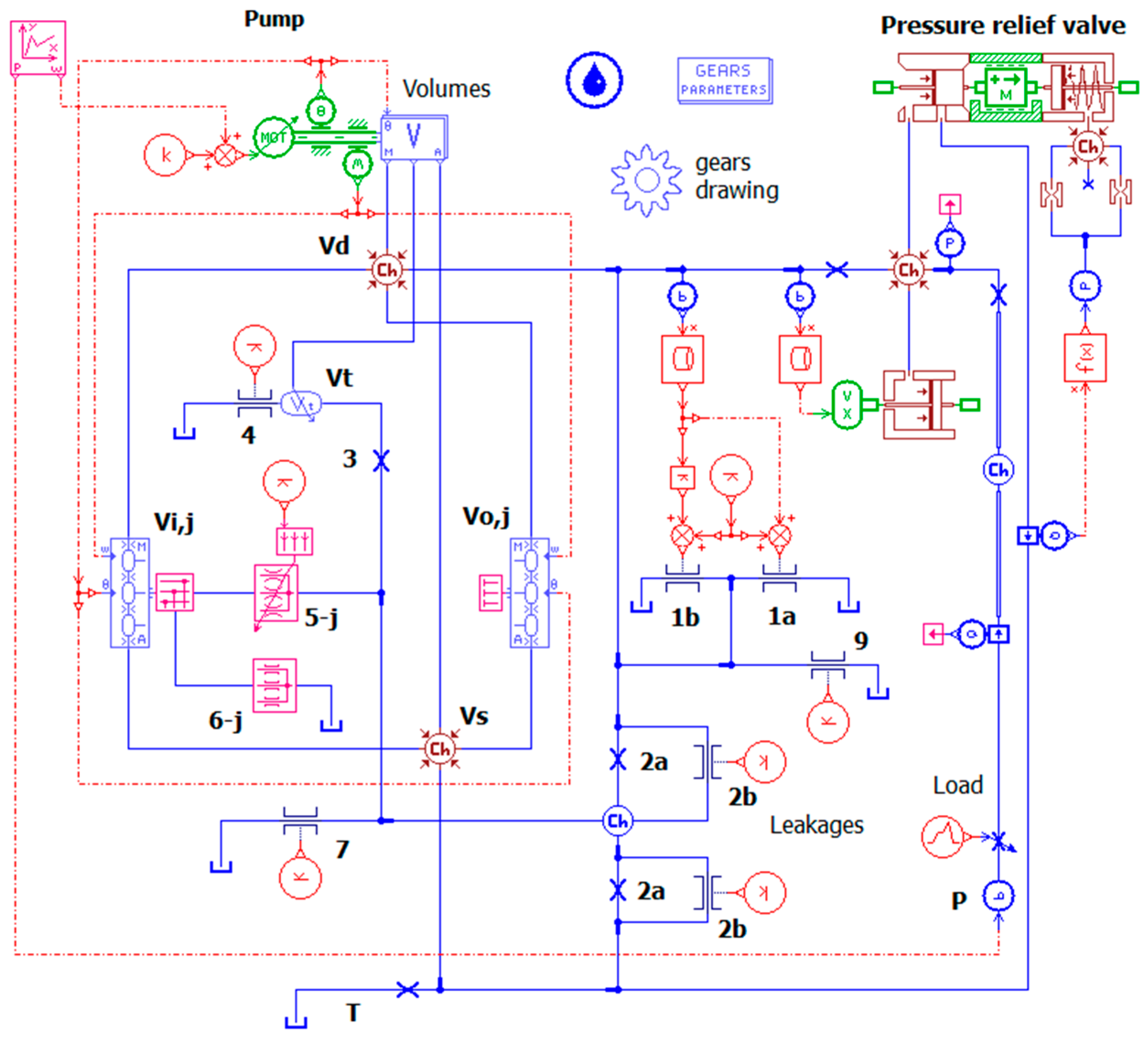
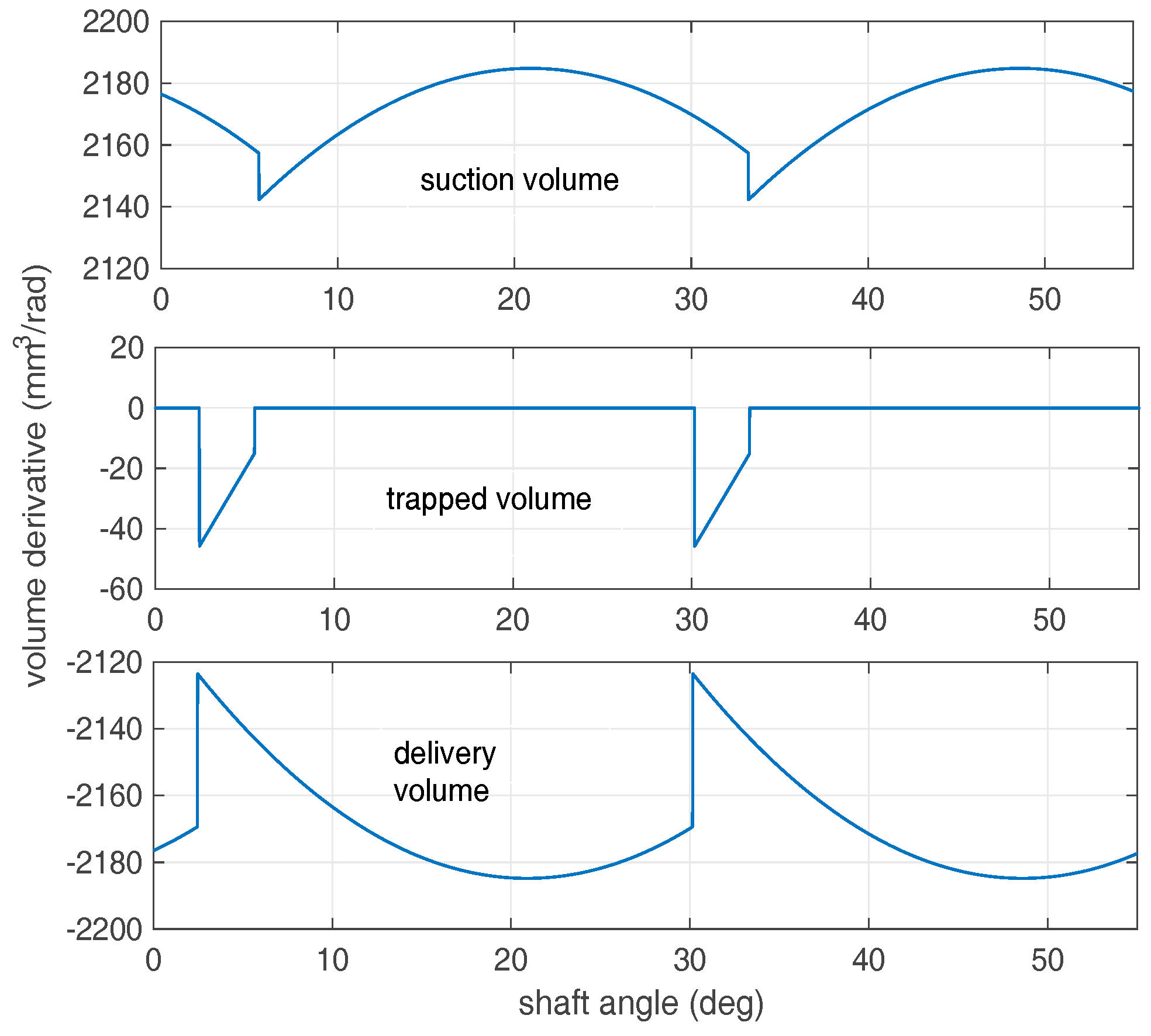
2.1. Control Volumes
2.2. Leakages
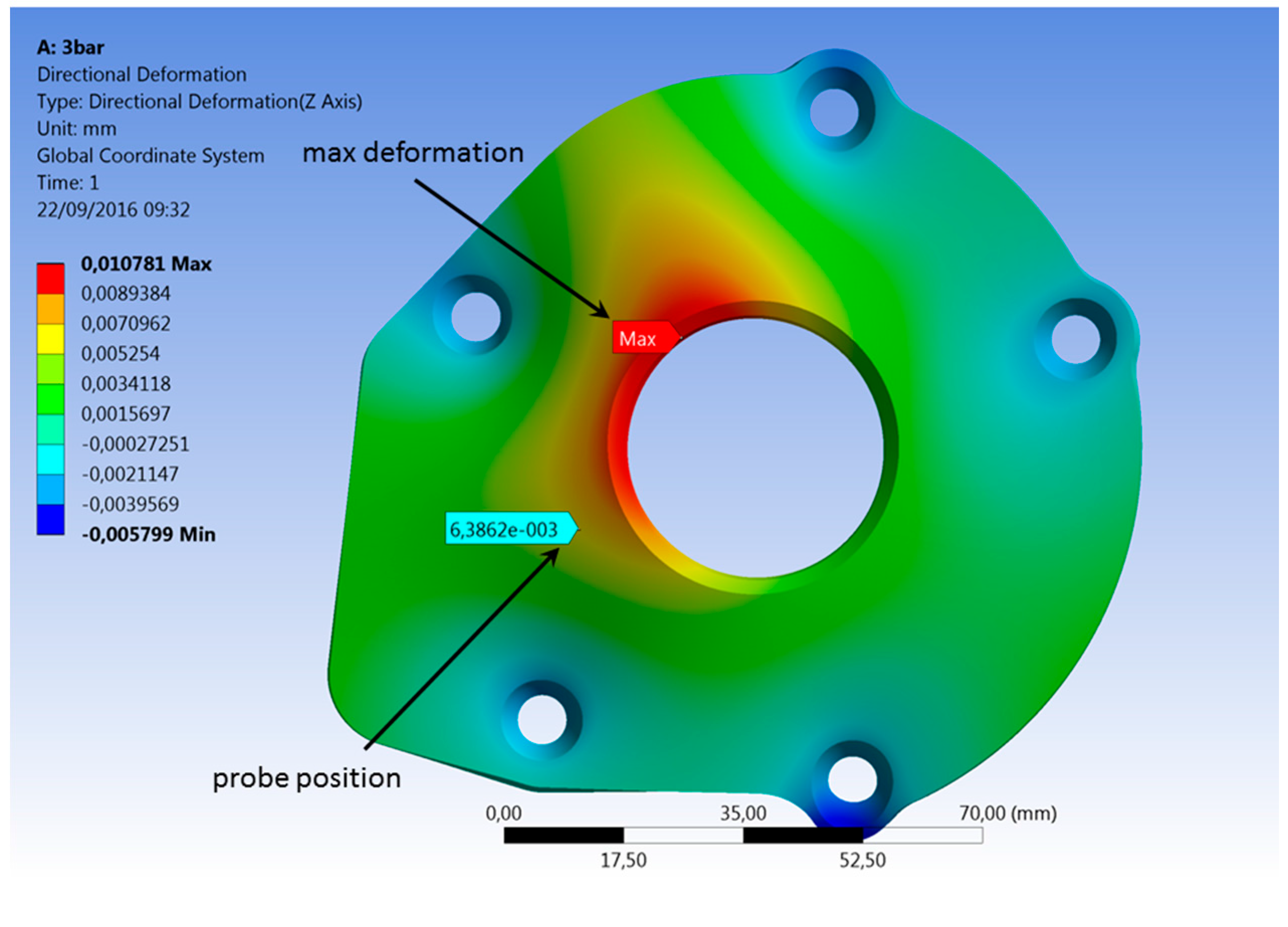
3. FEM Model of the Cover
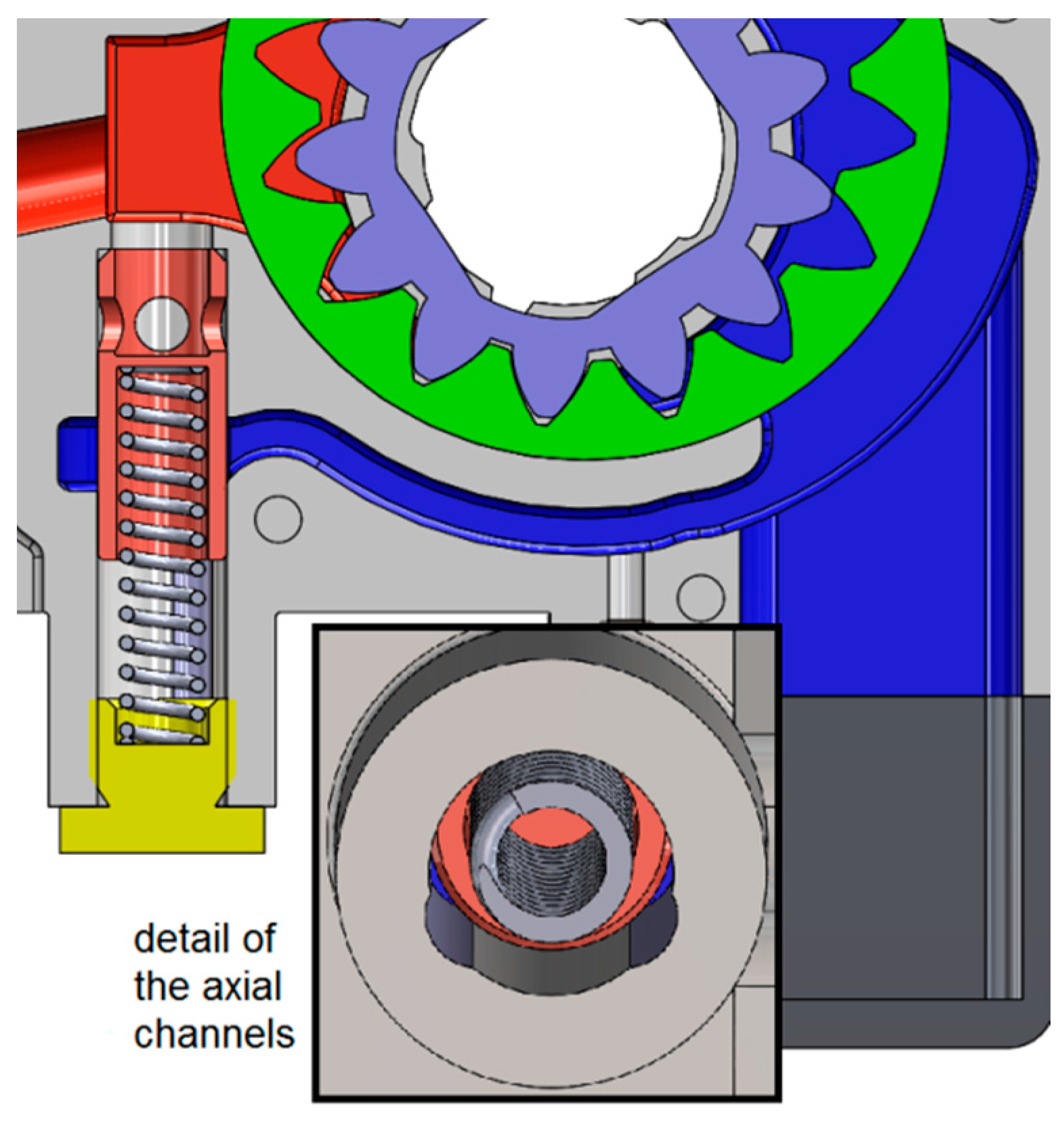
4. Model of the Relief Valve
4.1. Valve Description
4.2. CFD Model
4.2.1. Numerical Solution Techniques
4.2.2. Model Settings
4.3. Tuning of Lumped Parameters Model
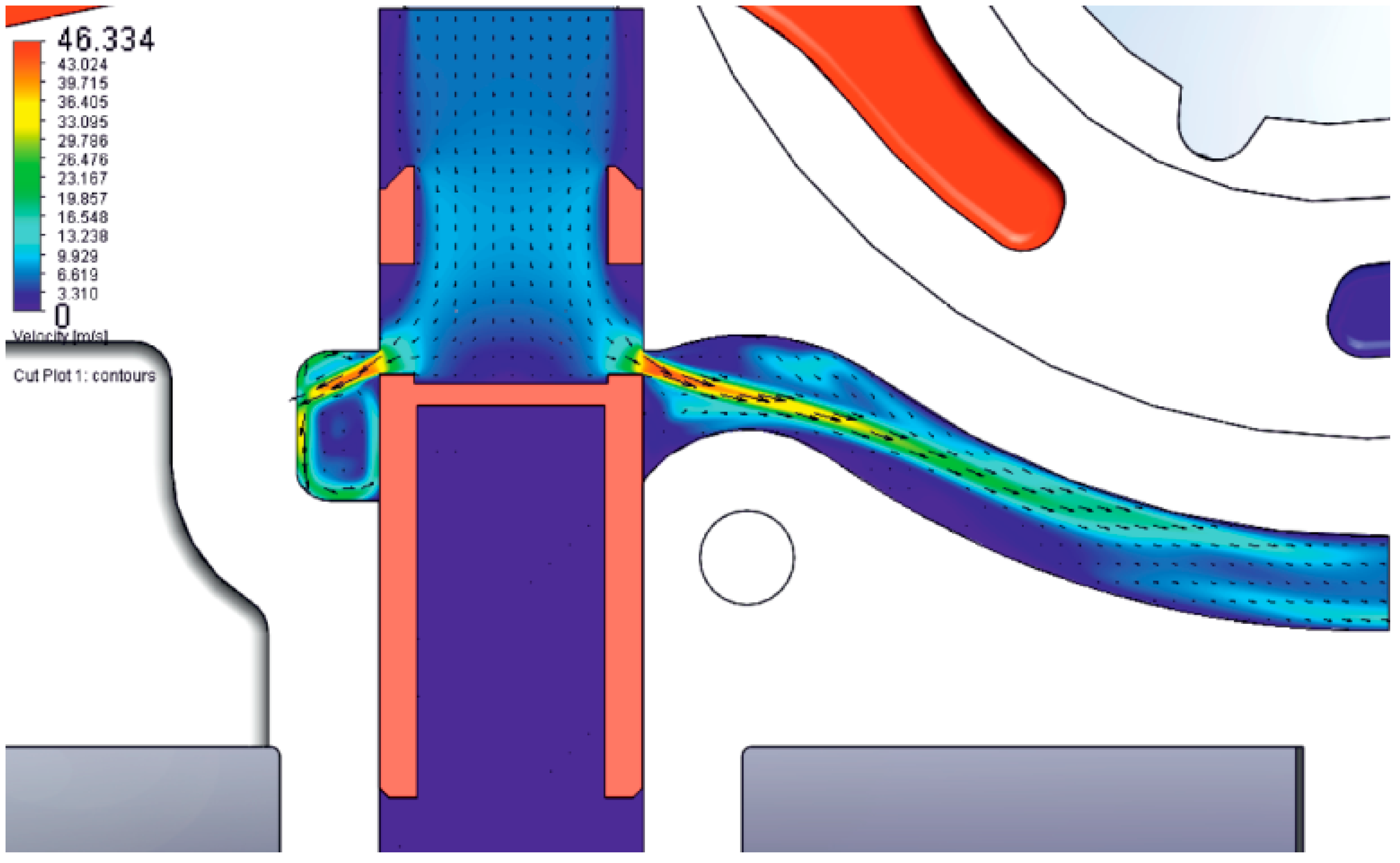
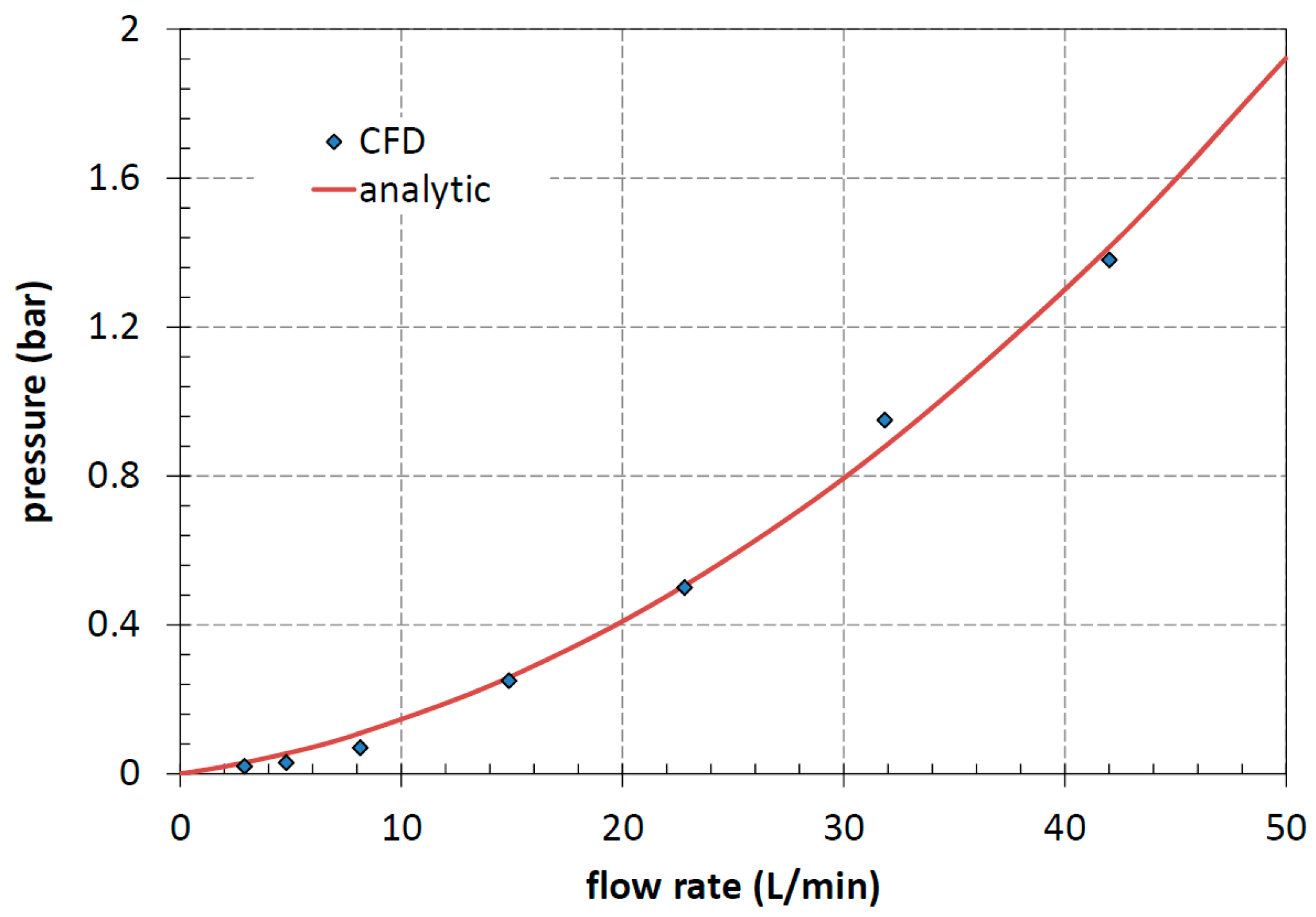
- the pressures at the valve inlet pd and in the spring chamber,
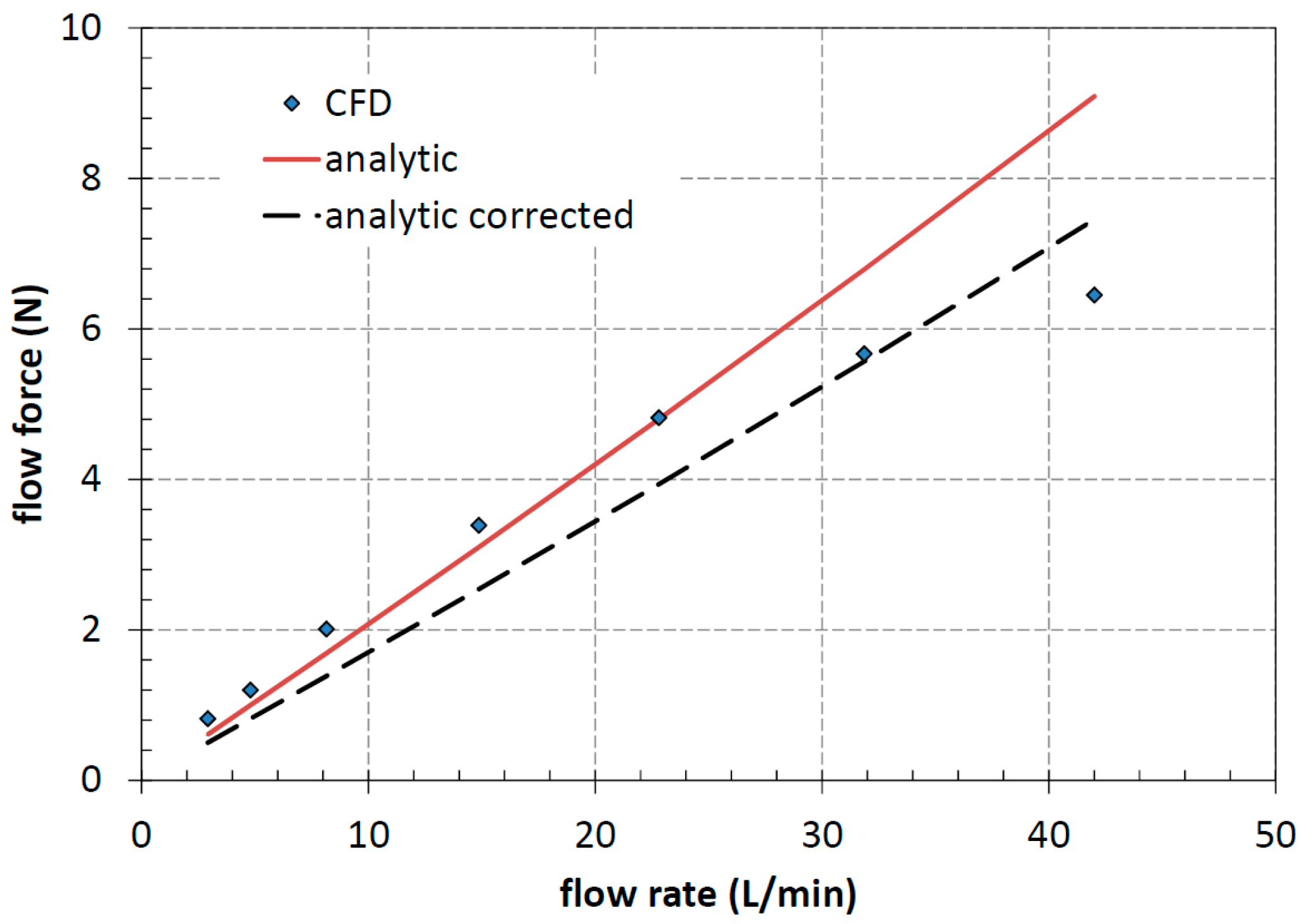
- the force acting on the frontal surface of the spool (opening force).
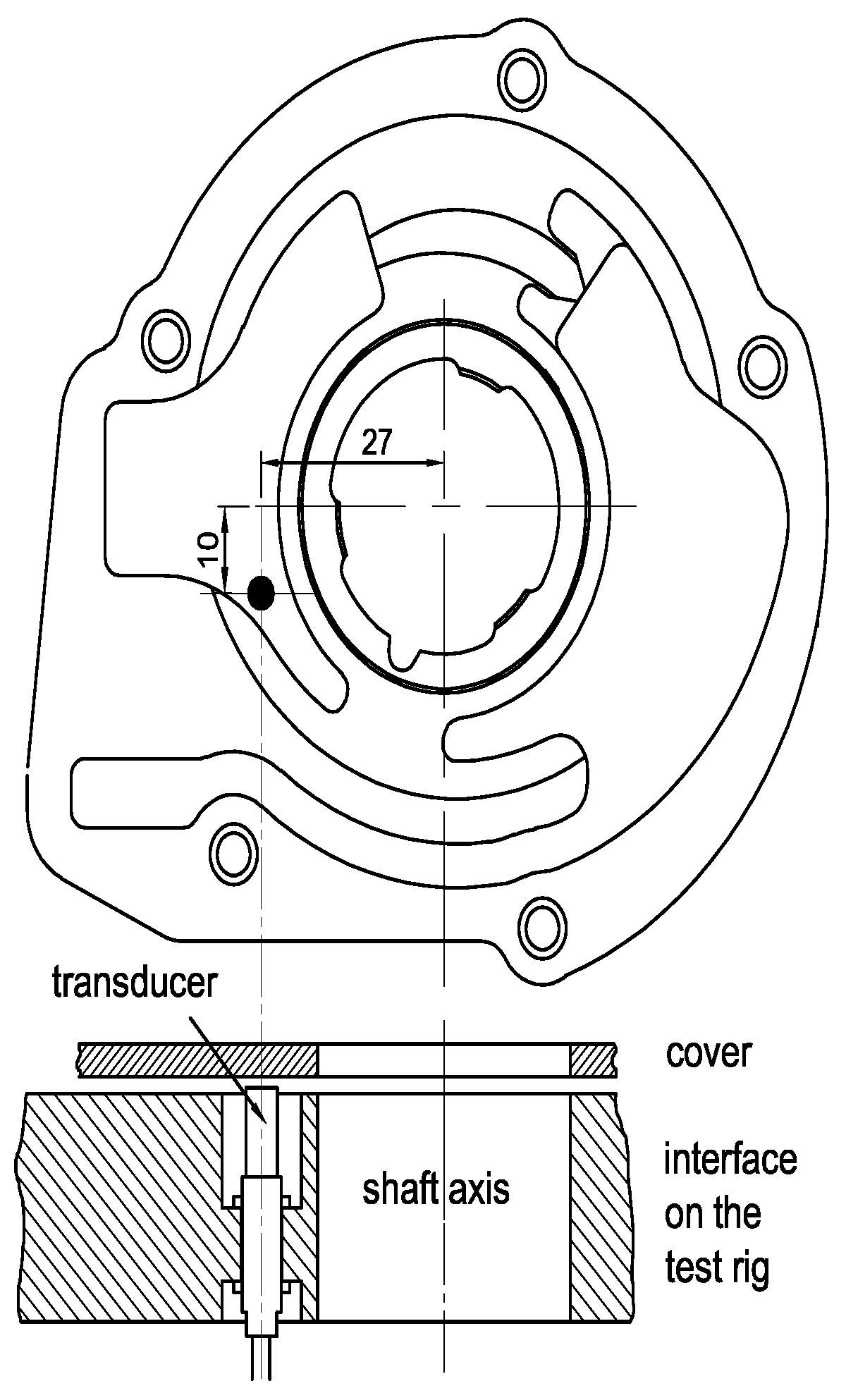
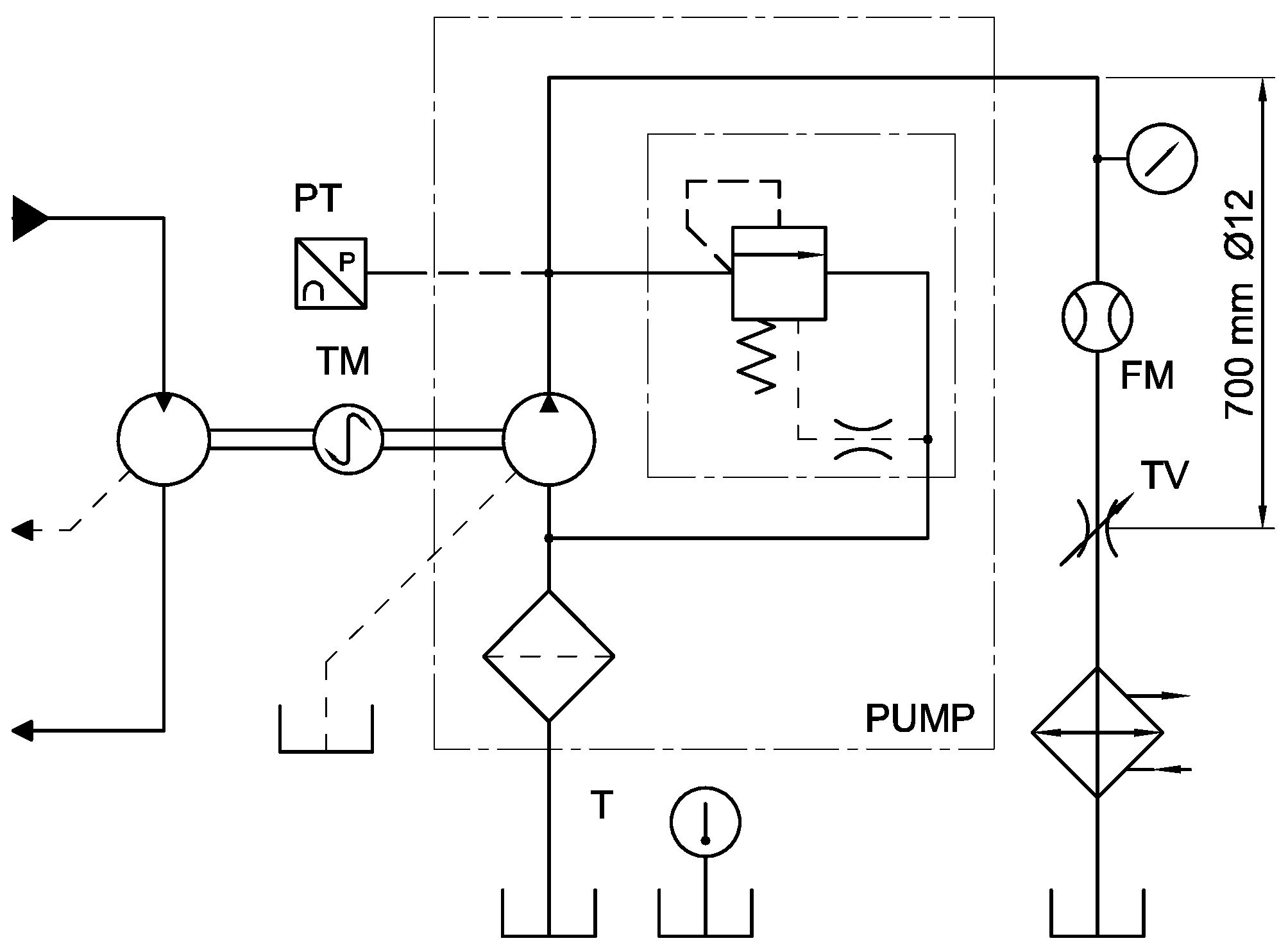
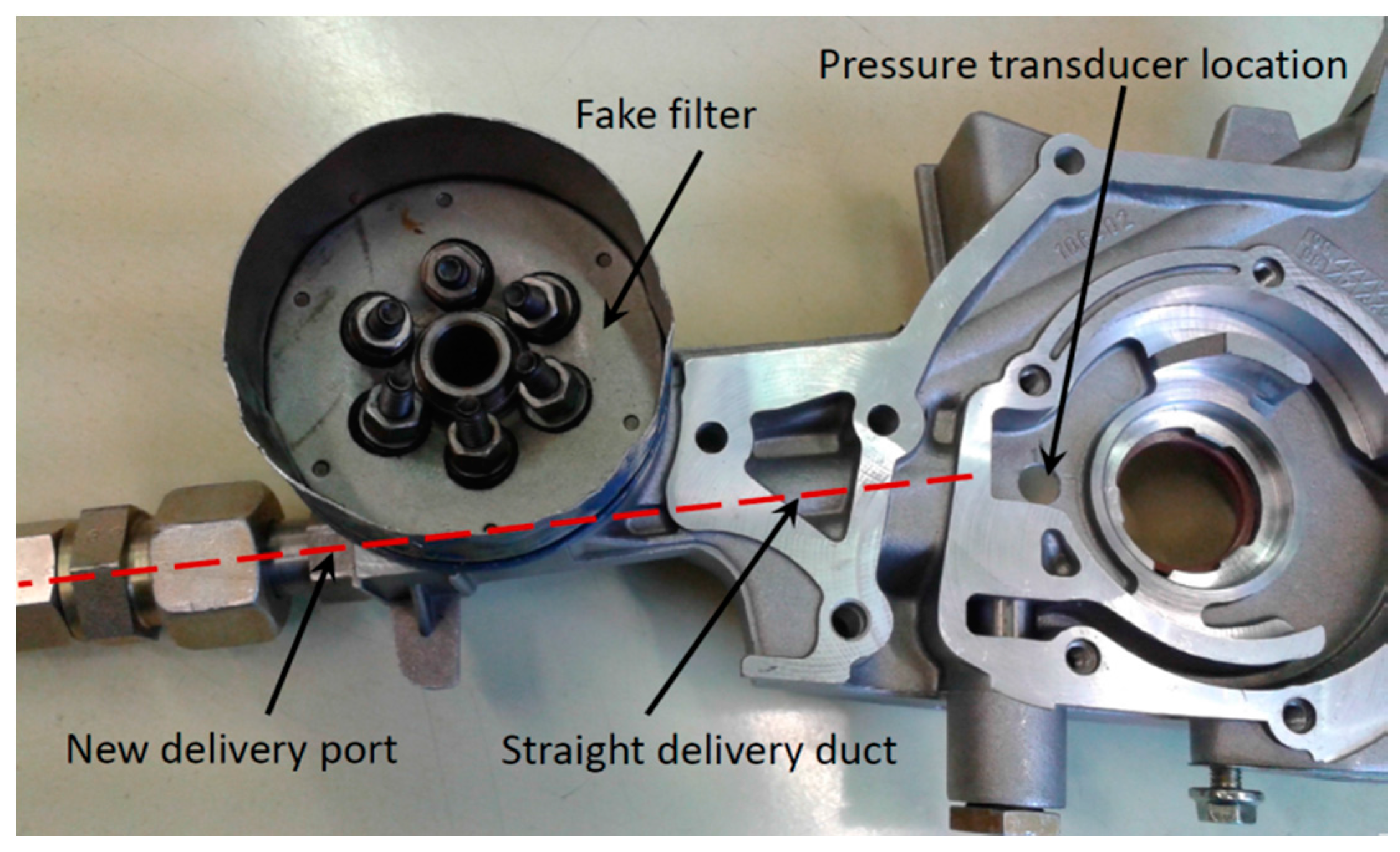
5. Test Rig
6. Complete Model and Validation
6.1. Model Description
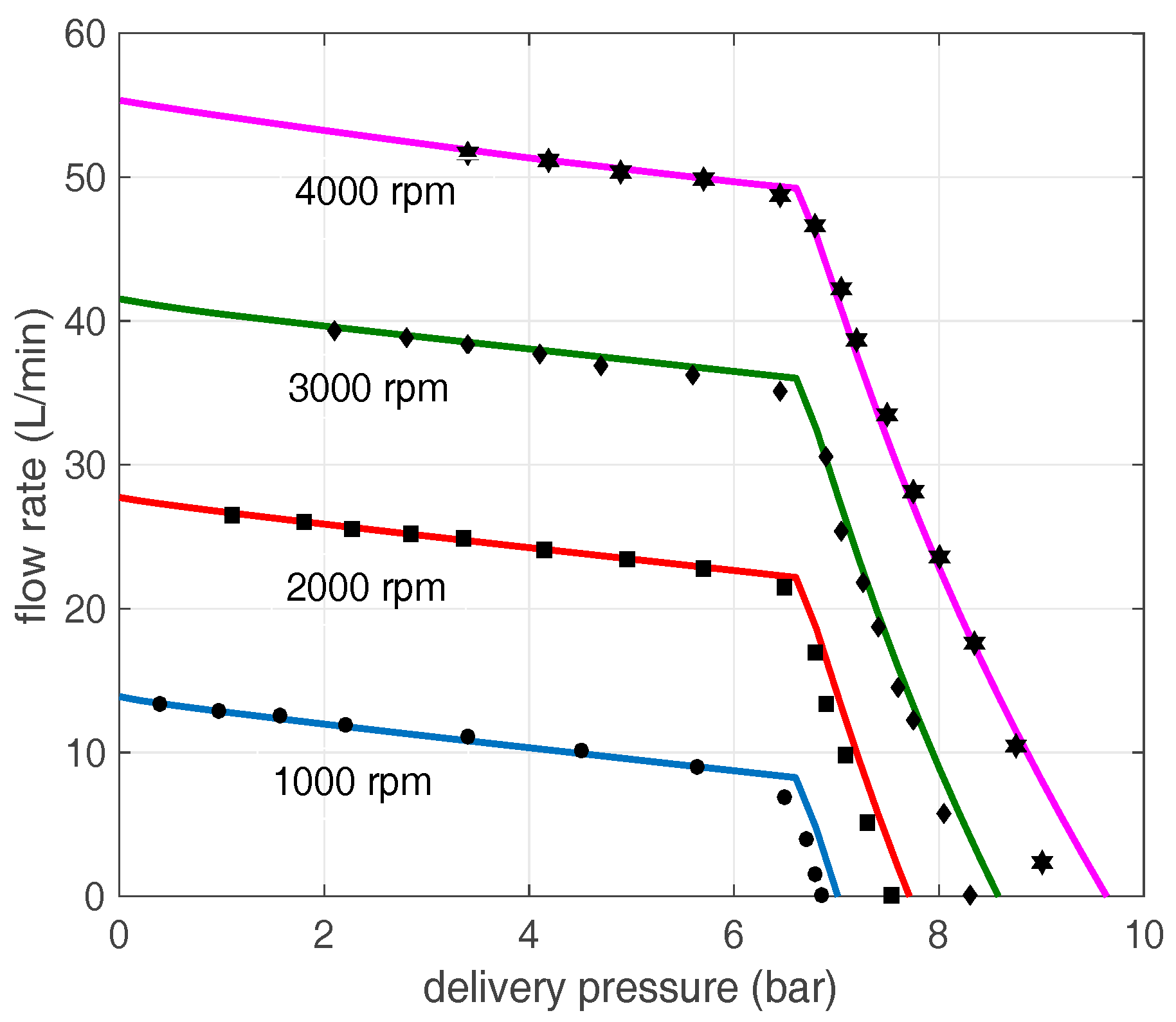
6.2. Steady State Validation
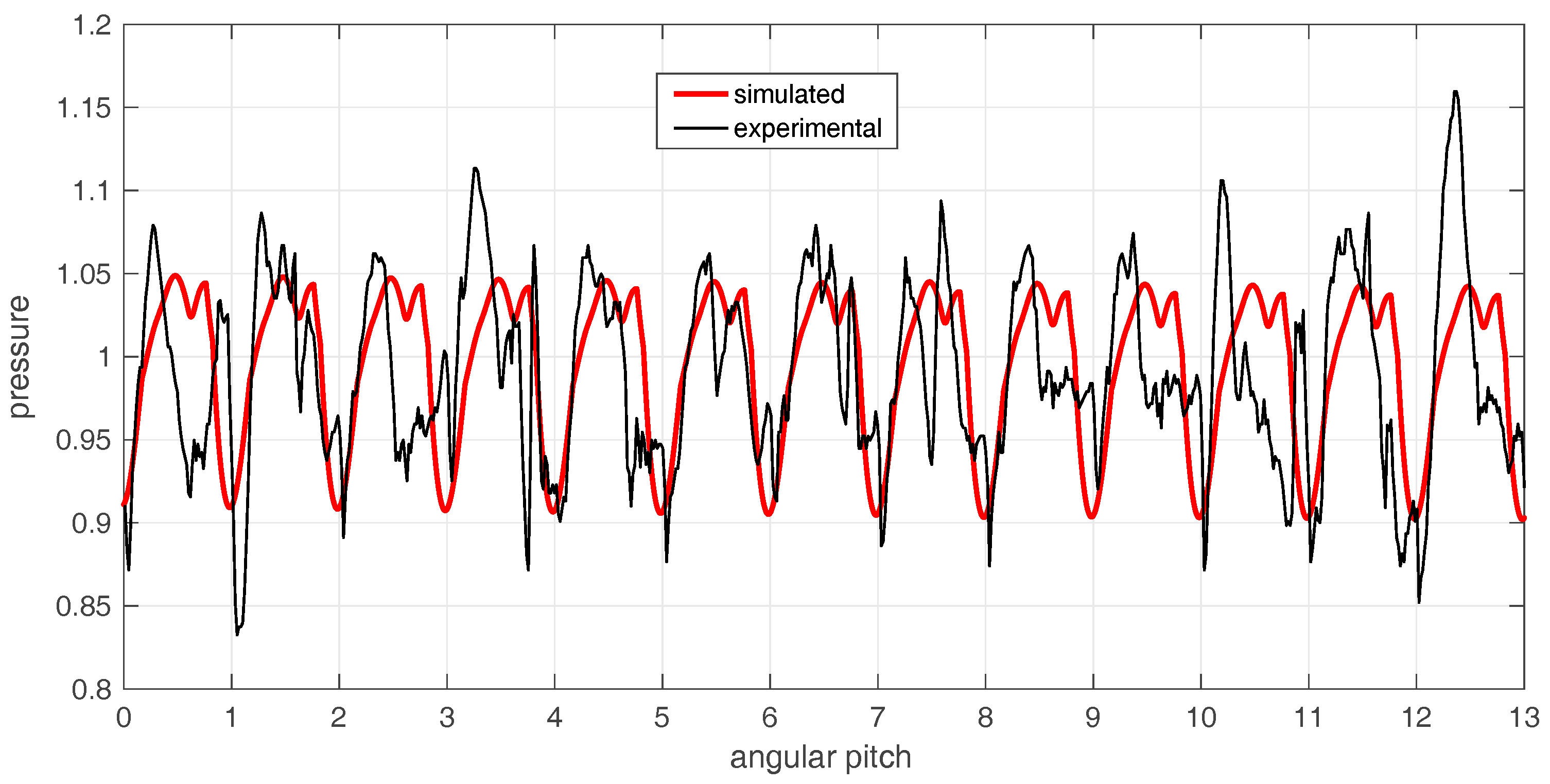
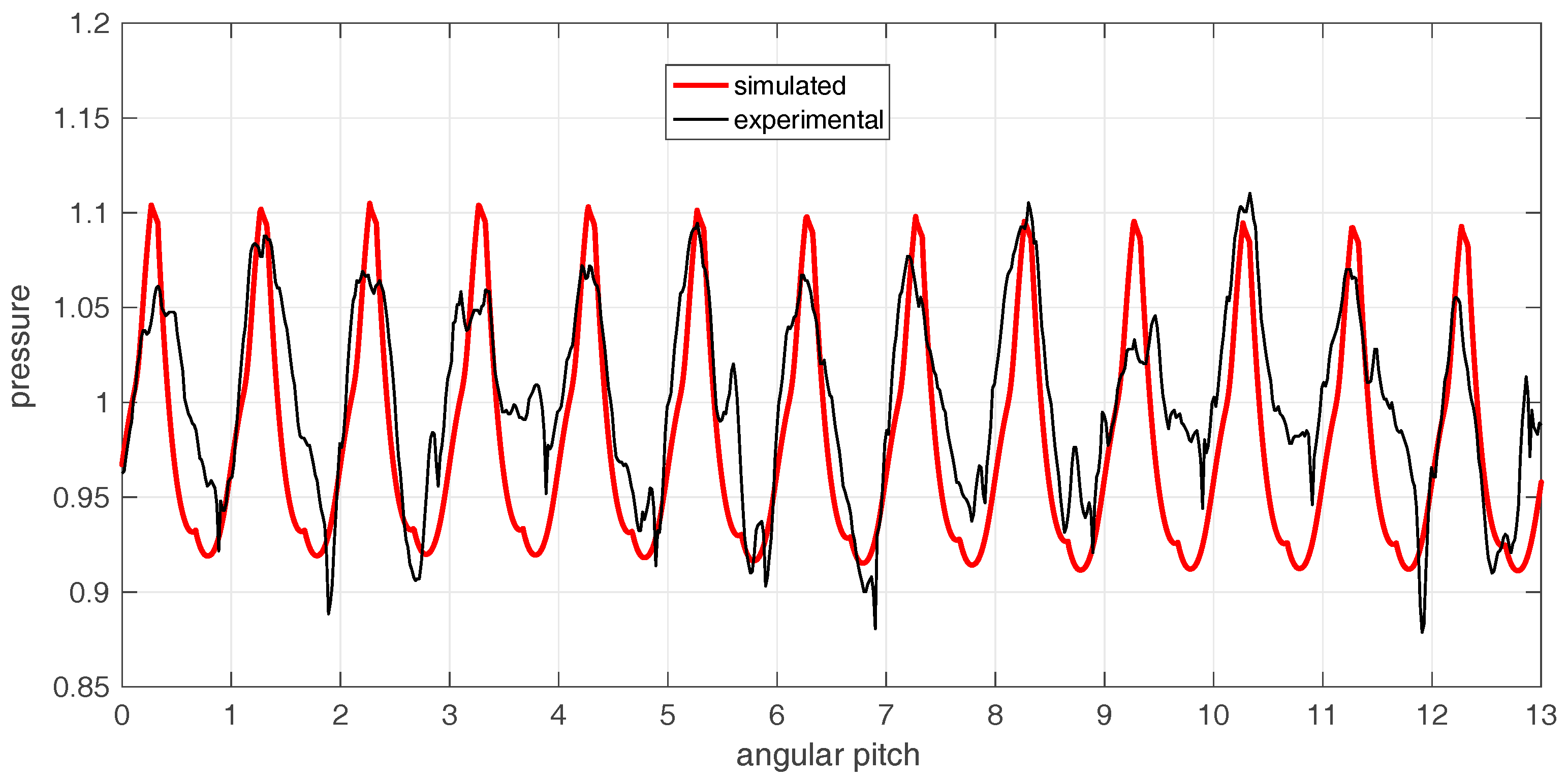
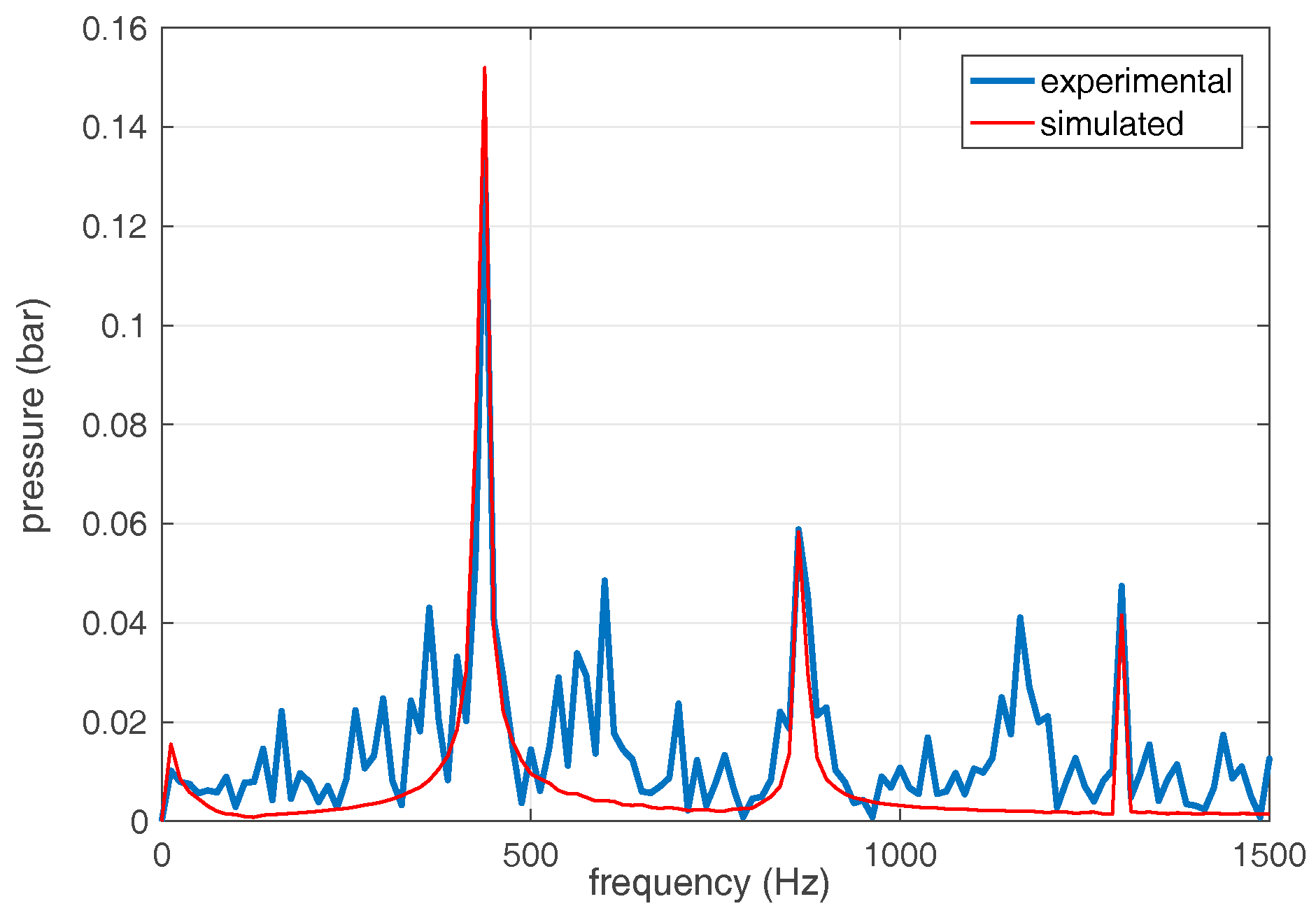
6.3. Dynamic Validation
7. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
Abbreviations
| Av | flow area of the relief valve |
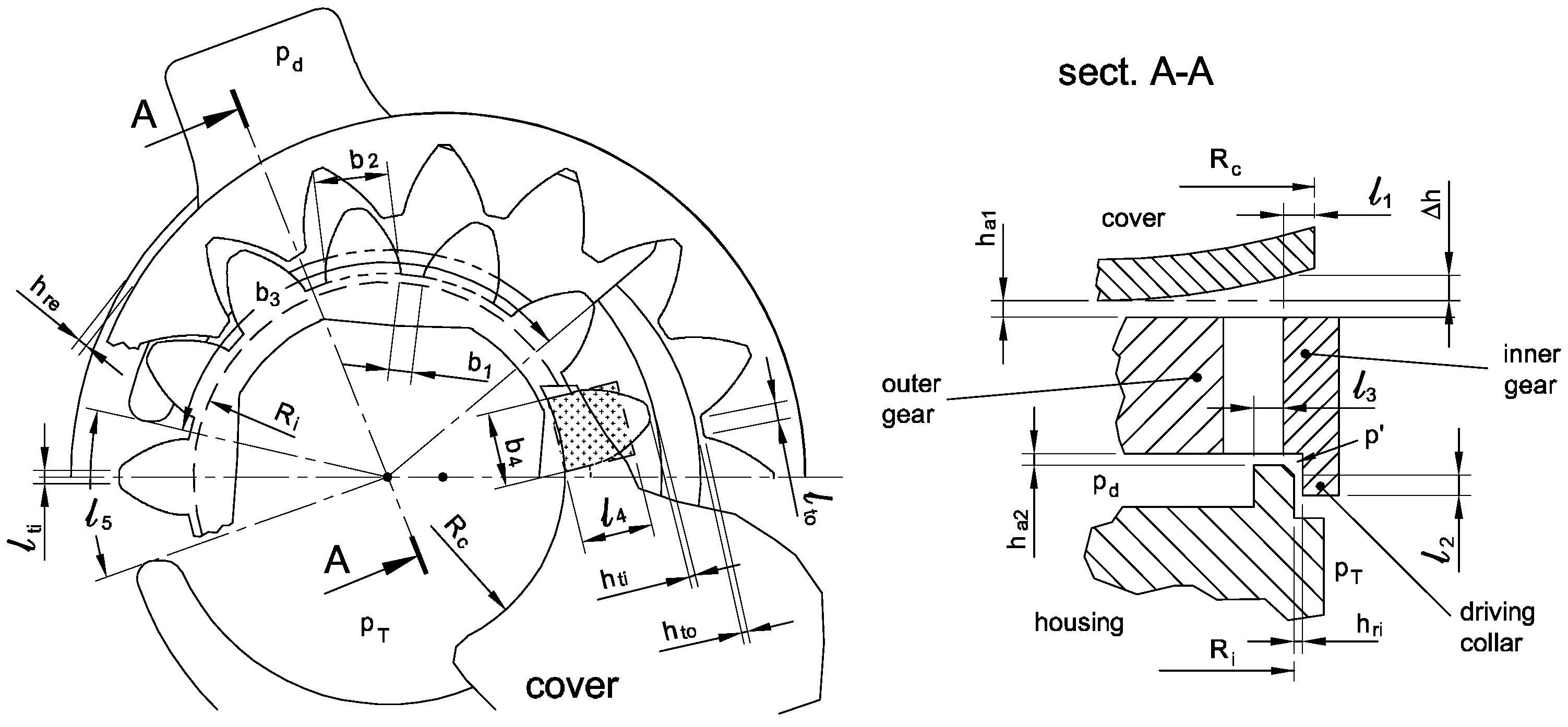
| b1 | distance between two consecutive teeth of the inner gear |
| b2 | root thickness of the teeth of the inner gear |
| b3 | extension of the inner rim of the casing exposed to the delivery pressure |
| b4 | width of the equivalent rectangular gap for the leakage on the tooth face of the inner gear |
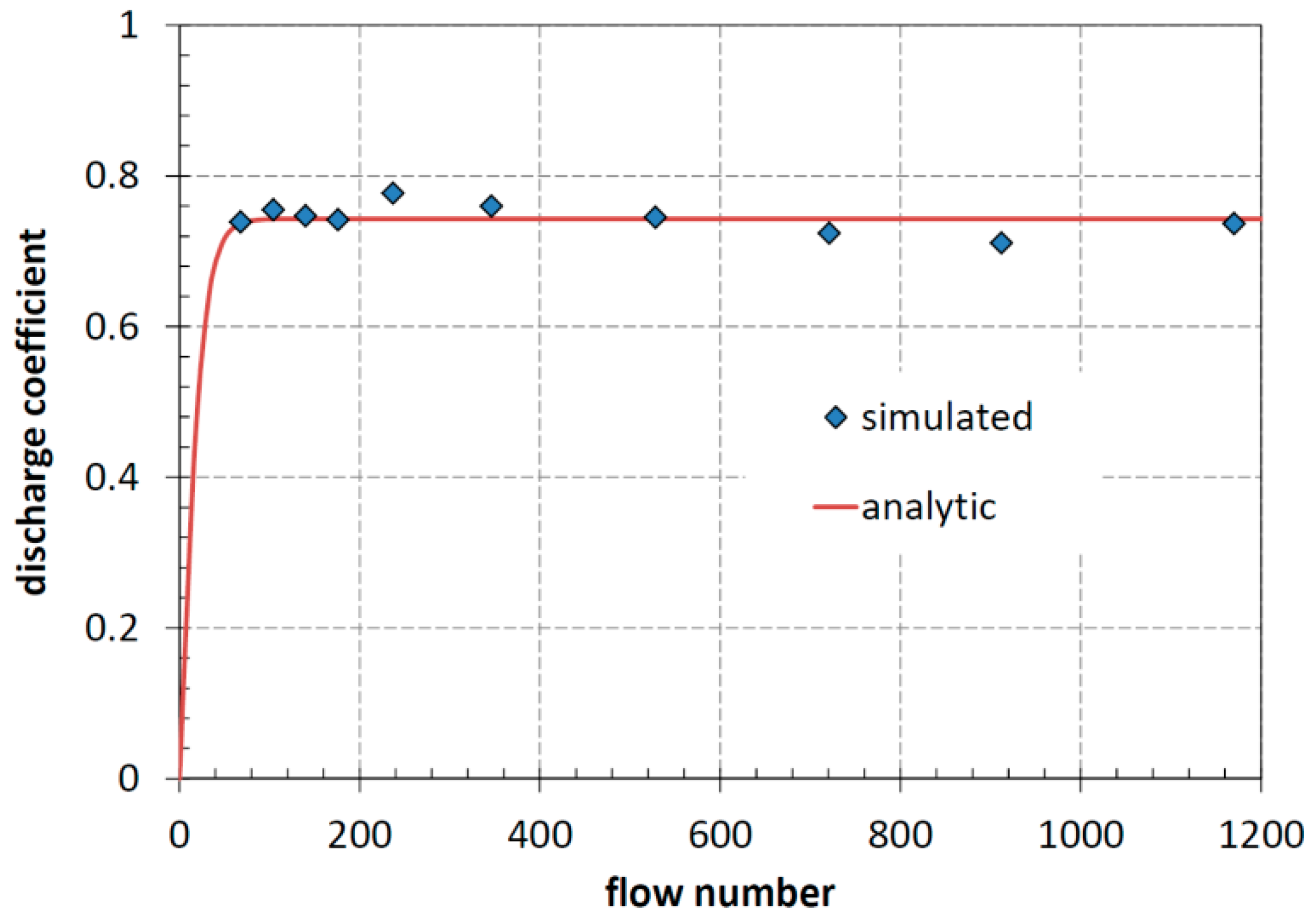
| Cd | discharge coefficient |
| Cd,max | maximum value of the discharge coefficient |
| ds | valve spool diameter |
| dh | hydraulic diameter of the valve flow area |
| e | eccentricity between the gears |
| f | dominant frequency of the pressure signal |
| FCFD | force on the frontal surface of the spool calculated by the CFD model |
| Fjet | flow force |
| l1 | length of the leakage passage between delivery volume and sump, cover side |
| l2 | length of the leakage passage between annular volume and sump |
| l3 | length of the leakage passage between delivery volume and annular volume |
| l4 | length of the leakage passage between delivery volume and sump, tooth face, cover side |
| l5 | length of the leakage passage between the outer gear and the casing |
| lti, lto | thickness of the tooth tip of the inner/outer gear respectively |
| ha1, ha2 | axial clearance on the cover/housing side respectively |
| hri | radial clearance of the driving collar of the inner gear |
| hre | radial clearance between the outer gear and the casing |
| hti, hto | clearance between the tooth tip and the crescent for the inner/outer gear respectively |
| H | gears thickness |
| nt | mean number of teeth of the inner gear exposed to the delivery pressure |
| Ni, No | maximum number of carry-over volumes belonging to the inner/outer gear respectively |
| p′ | pressure in the annular volume between the delivery volume and the sump |
| pd | delivery pressure |
| pt | trapped volume pressure |
| pT | sump pressure (atmospheric) |
| Qin, Qout | ingoing/outgoing flow rate in a control volume respectively |
| Qv | flow rate discharged by the relief valve |
| Rc | internal radius of the cover |
| Ri | radius of the driving collar of the inner gear |
| Rt1, Rt2 | tooth tip radius of the inner/outer gear respectively |
| Vd | delivery volume |
| Vi, Vo | carry-over volume belonging to the inner/outer gear respectively |
| Vs | suction volume |
| Vt | trapped volume |
| β | fluid bulk modulus |
| ε | eccentricity ratio of the outer gear with respect to the casing |
| δ1, δ2 | coordinate respectively of the first and second contact point along the line of contact |
| Δh | maximum deformation of the cover |
| Δφ | angular pitch of the inner gear |
| λ | flow number |
| λc | critical flow number |
| µ | fluid dynamic viscosity |
| φ | angular position of the shaft |
| θ | operating pressure angle |
| jet angle with respect to the spool axis | |
| Ψd, Ψs | angles identifying the extension of the crescent |
| ρ | fluid density |
| ρ1, ρ2 | radius of the pitch circle of the inner/outer gear respectively |
| ρi1, ρi2 | vector ray of the inner gear for the contact points 1 and 2 respectively |
| ρo1, ρo2 | vector ray of the outer gear for the contact points 1 and 2 respectively |
| ν | kinematic viscosity |
| νd, νs | normalized angular position relative to the delivery/suction volume respectively |
| ν01, ν02 | constants for νd and νs respectively |
| τ | transmission ratio |
| ω | angular speed of the shaft |
References
- Mancò, S.; Nervegna, N.; Rundo, M.; Armenio, G.; Pachetti, C.; Trichilo, R. Gerotor Lubricating Oil Pump for IC Engines. SAE Trans. J. Engines 1998, 107, 2267–2284. [Google Scholar]
- Schweiger, W.; Vacca, A. Gerotor Pumps for Automotive Drivetrain Applications: A Multi Domain Simulation Approach. SAE Int. J. Passeng. Cars 2011, 4, 1358–1376. [Google Scholar] [CrossRef]
- Garcia-Vilchez, M.; Gamez-Montero, P.; Codina, E.; Castilla, R.; Raush, G.; Freire, J.; Rio, C. Computational Fluid Dynamics and Particle Image Velocimetry Assisted Design Tools for a New Generation of Trochoidal Gear Pumps. Adv. Mech. Eng. 2015, 7, 1–14. [Google Scholar] [CrossRef] [Green Version]
- Altare, G.; Rundo, M. Computational Fluid Dynamics Analysis of Gerotor Lubricating Pumps at High Speed: Geometric Features Influencing the Filling Capability. J. Fluids Eng. 2016, 138, 111101. [Google Scholar] [CrossRef]
- Demenego, A.; Vecchiato, D.; Litvin, F.; Nervegna, N.; Mancò, S. Design and Simulation of Meshing of a Cycloidal Pump. Mech. Mach. Theory 2002, 37, 311–332. [Google Scholar] [CrossRef]
- Bonandrini, G.; Mimmi, G.; Rottenbacher, C. Theoretical Analysis of Internal Epitrochoidal and Hypotrochoidal Machines. J. Mech. Eng. Sci. 2009, 223, 1469–1480. [Google Scholar] [CrossRef]
- Gamez-Montero, P.; Castilla, R.; Khamashta, M.; Codina, E. Contact Problems of a Trochoidal-Gear Pump. Int. J. Mech. Sci. 2006, 48, 1471–1480. [Google Scholar] [CrossRef]
- Inaguma, Y. Friction Torque Characteristics of an Internal Gear Pump. J. Mech. Eng. Sci. 2011, 225, 1523–1534. [Google Scholar] [CrossRef]
- Rundo, M.; Nervegna, N. Lubrication Pumps for Internal Combustion Engines: A Review. Int. J. Fluid Power 2015, 16, 59–74. [Google Scholar] [CrossRef]
- Mimmi, G.; Pennacchi, P. Involute Gear Pumps versus Lobe Pumps: A Comparison. J. Mech. Des. 1997, 119, 458–465. [Google Scholar] [CrossRef]
- Zhou, H.; Song, W. Theoretical Flowrate Characteristics of the Conjugated Involute Internal Gear Pump. J. Mech. Eng. Sci. 2013, 227, 730–743. [Google Scholar] [CrossRef]
- Zhou, H.; Song, W. Optimization of Floating Plate of Water Hydraulic Internal Gear Pump. In Proceedings of the 8th JFPS International Symposium on Fluid Power, Okinawa, Japan, 25–28 October 2011.
- Song, W.; Zhou, H.; Zhao, Y. Design of the Conjugated Straight-Line Internal Gear Pairs for Fluid Power Gear Machines. J. Mech. Eng. Sci. 2013, 227, 1776–1790. [Google Scholar] [CrossRef]
- Slodczyk, D.; Stryczek, J. Fundamentals of Designing the Internal Involute Gearing Pumps. In Proceedings of the 7th FPNI Ph.D. Symposium on Fluid Power, Reggio Emilia, Italy, 27–30 June 2012.
- Fetvaci, C. Computerised Tooth Profile Generation of Conjugated Involute Internal Gears. Key Eng. Mater. 2014, 572, 355–358. [Google Scholar] [CrossRef]
- Jiang, Y.; Furmanczyk, M.; Lowry, S.; Zhang, D.; Perng, C. A Three-Dimensional Design Tool for Crescent Oil Pumps; SAE Technical paper 2008-01-0003; Society of Automotive Engineers: Warrendale, PA, USA, 2008. [Google Scholar]
- Guo, J.; Liu, L.; Chen, P.; Zhao, Q. Flow Field Numerical Simulation of Straight Line Conjugate Internal Meshing Gear Pump. Appl. Mech. Mater. 2013, 433–435, 40–43. [Google Scholar] [CrossRef]
- Mancò, S.; Nervegna, N. Simulation of an External Gear Pump and Experimental Verification. In Proceedings of the JFPS International Symposium on Fluid Power, Tokyo, Japan, 13–16 March 1989.
- Rundo, M. Theoretical Flow Rate in Crescent Pumps. Simul. Model. Pract. Theory 2016, in press. [Google Scholar]
- Rundo, M. Energy Consumption in ICE Lubricating Gear Pumps; SAE Technical Paper 2010-01-2146; Society of Automotive Engineers: Warrendale, PA, USA, 2010. [Google Scholar]
- Kini, S.; Mapara, N.; Thoms, R.; Chang, P. Numerical Simulation of Cover Plate Deflection in Gerotor Pump; SAE Technical Paper 2005-01-1917; Society of Automotive Engineers: Warrendale, PA, USA, 2005. [Google Scholar]
- Nanè, P. CFD Codes Comparison for Flow Simulation Problems on Fluid Power Components. Master’s Thesis, Politecnico di Torino, Turin, Italy, March 2016. [Google Scholar]
- Sobachkin, A.; Dumnov, G. Numerical Basis of CAD-Embedded CFD. In Proceedings of the NAFEMS World Congress, Salzburg, Austria, 9 June 2013.
- Altare, G.; Rundo, M. 3D Dynamic Simulation of a Flow Force Compensated Pressure Relief Valve. In Proceedings of the ASME 2016 International Mechanical Engineering Congress and Exposition, Phoenix, AZ, USA, 11–17 November 2016.
- Finesso, R.; Rundo, M. Numerical and Experimental Investigation on a Conical Poppet Relief Valve with Flow Force Compensation. Int. J. Fluid Power 2016, in press. [Google Scholar]
- Siemens Industry Software NV. LMS Imagine.Lab Amesim—Hydraulic Library User’s Guide; Siemens Industry Software NV: Leuven, Belgium, 2016. [Google Scholar]
























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Pressure (bar) | Measured (mm) | Simulated (mm) | Simulated Max (mm) |
|---|---|---|---|
| From 3 to 6 | 0.010 | 0.009 | 0.016 |
| From 3 to 8 | 0.017 | 0.018 | 0.028 |
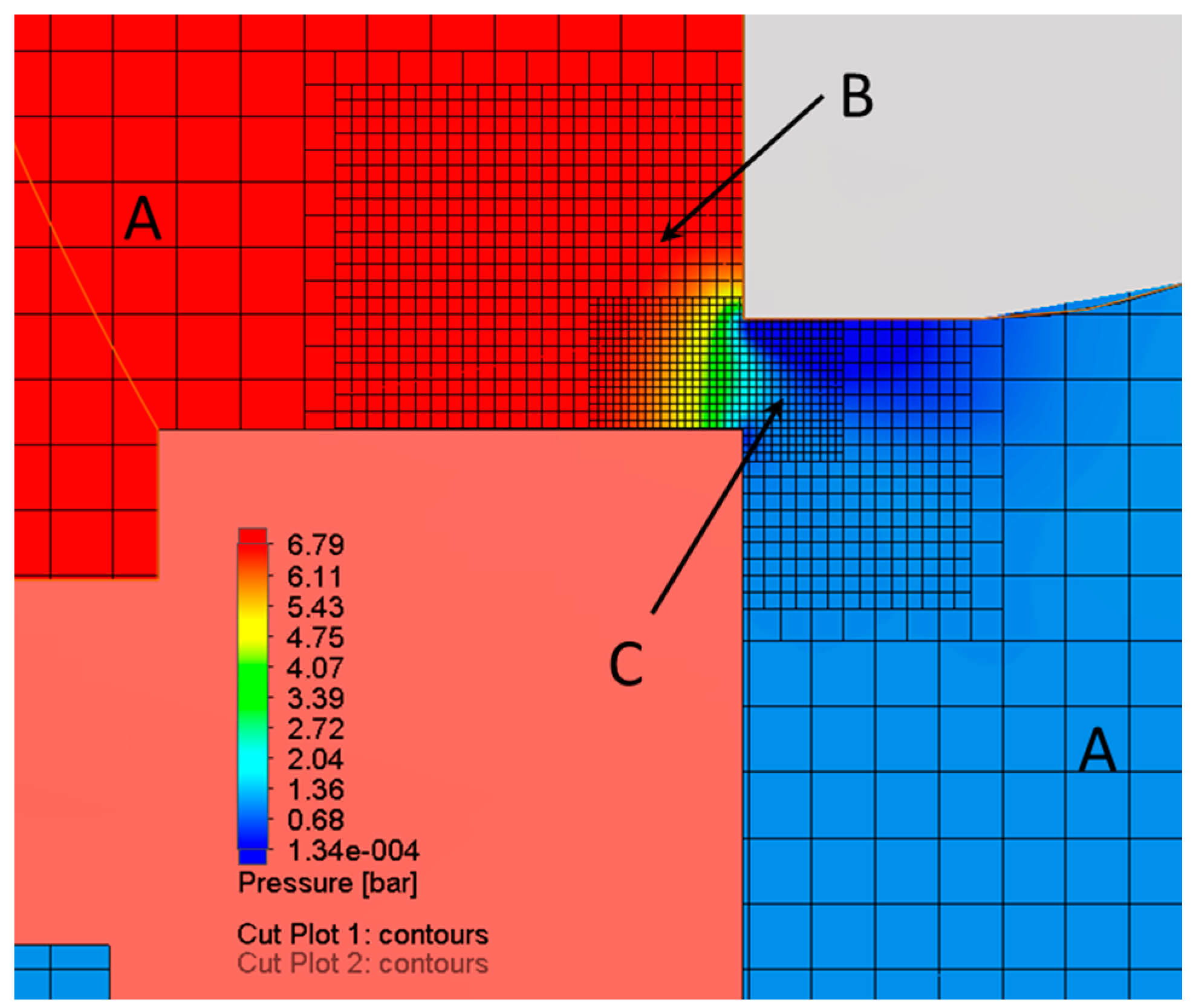
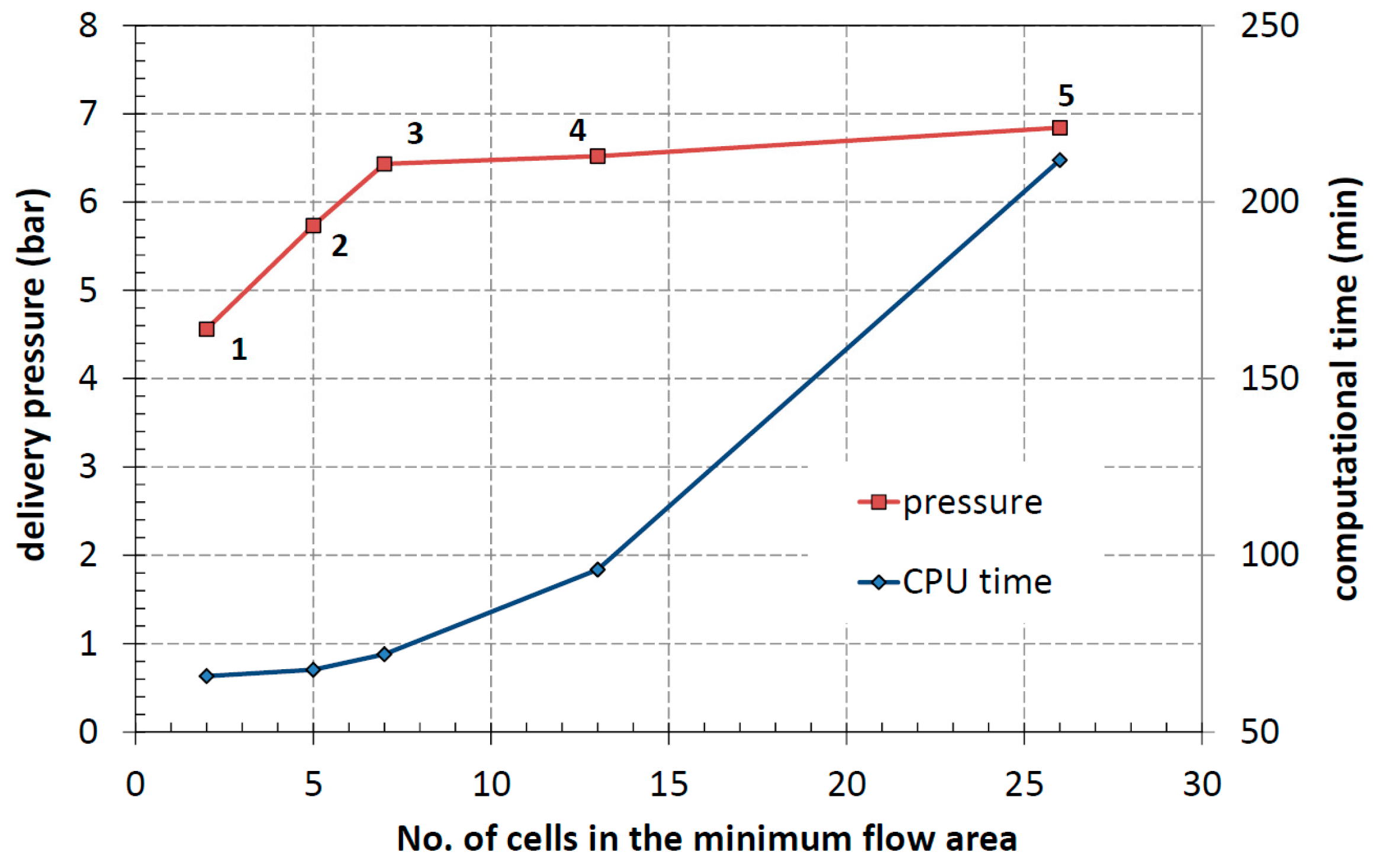
| Configuration | Refinement B | Refinement C | No. Cells in the Minimum Area | No. Fluid Cells (1000×) |
|---|---|---|---|---|
| 1 | 0 | 0 | 2 | 1307 |
| 2 | 1 | 0 | 5 | 1326 |
| 3 | 1 | 1 | 7 | 1377 |
| 4 (Figure 9) | 2 | 1 | 13 | 1750 |
| 5 | 2 | 2 | 26 | 3102 |
| Parameter | Value |
|---|---|
| Number of teeth | 13/16 |
| Teeth normal module m0 (mm) | 4 |
| Normal pressure angle θ0 (deg) | 32 |
| Eccentricity e (mm) | 6 |
| Tooth tip radius of the driving gear Rt1 (mm) | 29.1 |
| Tooth tip radius of the driven gear Rt2 (mm) | 28.6 |
| Root radius of the driving gear Rf1 (mm) | 21.95 |
| Root radius of the driven gear Rf2 (mm) | 35.6 |
| Gears axial thickness H (mm) | 13 |
| Pump displacement (cc/rev) | 13.65 |
| Crescent Extension | No. Contact Points Driver Gear | No. Contact Points Driven Gear | Leakage Reduction (%) |
|---|---|---|---|
| 34° (current) | 1.22 | 1.85 | 0 |
| 40° | 1.44 | 2.18 | 20% |
| 46° | 1.65 | 2.51 | 34% |
| 52° | 1.87 | 2.84 | 50% |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rundo, M.; Corvaglia, A. Lumped Parameters Model of a Crescent Pump. Energies 2016, 9, 876. https://doi.org/10.3390/en9110876
Rundo M, Corvaglia A. Lumped Parameters Model of a Crescent Pump. Energies. 2016; 9(11):876. https://doi.org/10.3390/en9110876
Chicago/Turabian StyleRundo, Massimo, and Alessandro Corvaglia. 2016. "Lumped Parameters Model of a Crescent Pump" Energies 9, no. 11: 876. https://doi.org/10.3390/en9110876
APA StyleRundo, M., & Corvaglia, A. (2016). Lumped Parameters Model of a Crescent Pump. Energies, 9(11), 876. https://doi.org/10.3390/en9110876