
Progress on Low-Temperature Pulsed Electron Deposition of CuInGaSe2 Solar Cells

 ,
,  ,
,  , , , and
, , , and 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Results
2.1. CIGS Film Morphology and Stoichiometry
2.2. Effects of Substrate Temperature
2.3. Sodium Incorporation and Its Effects
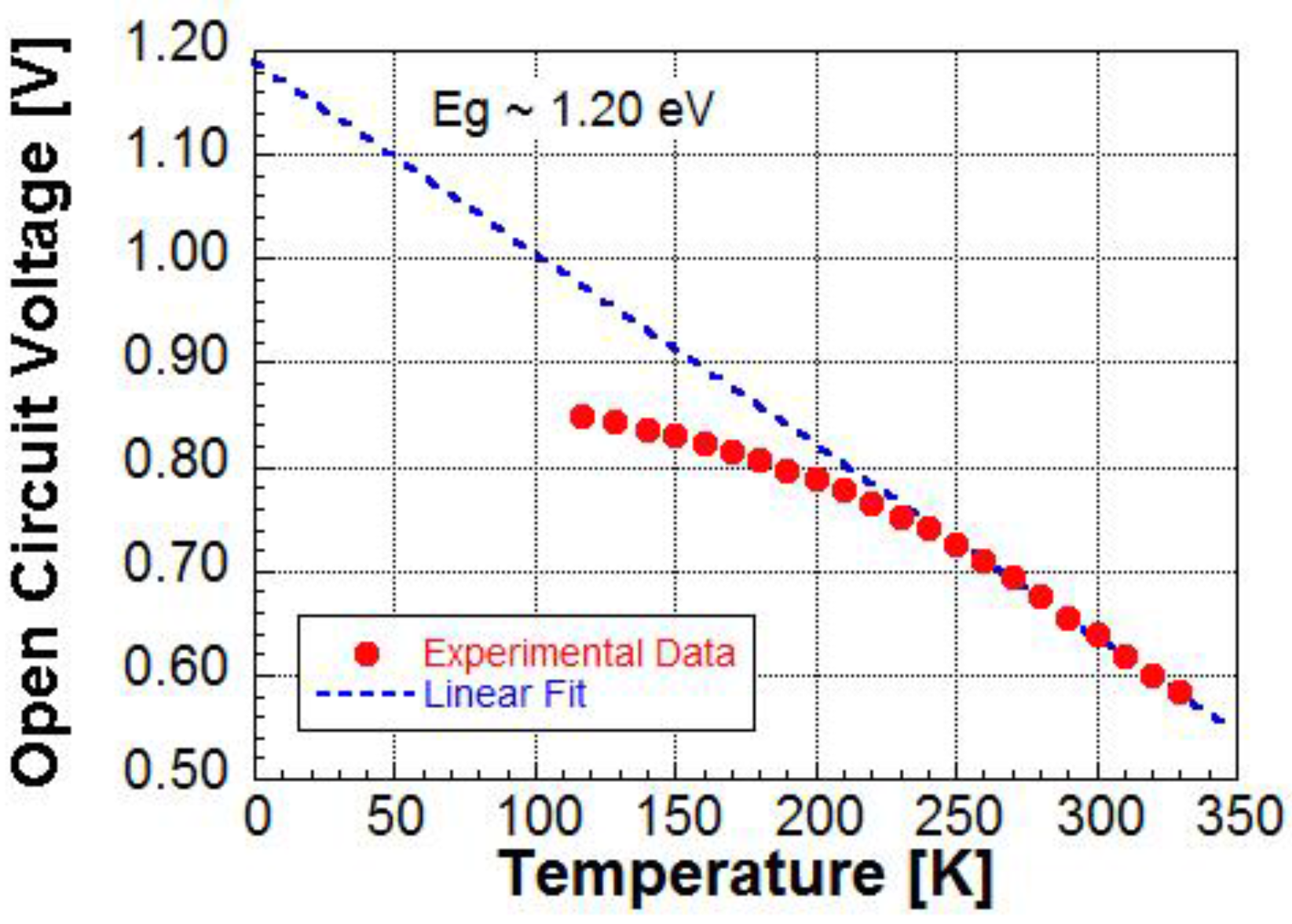
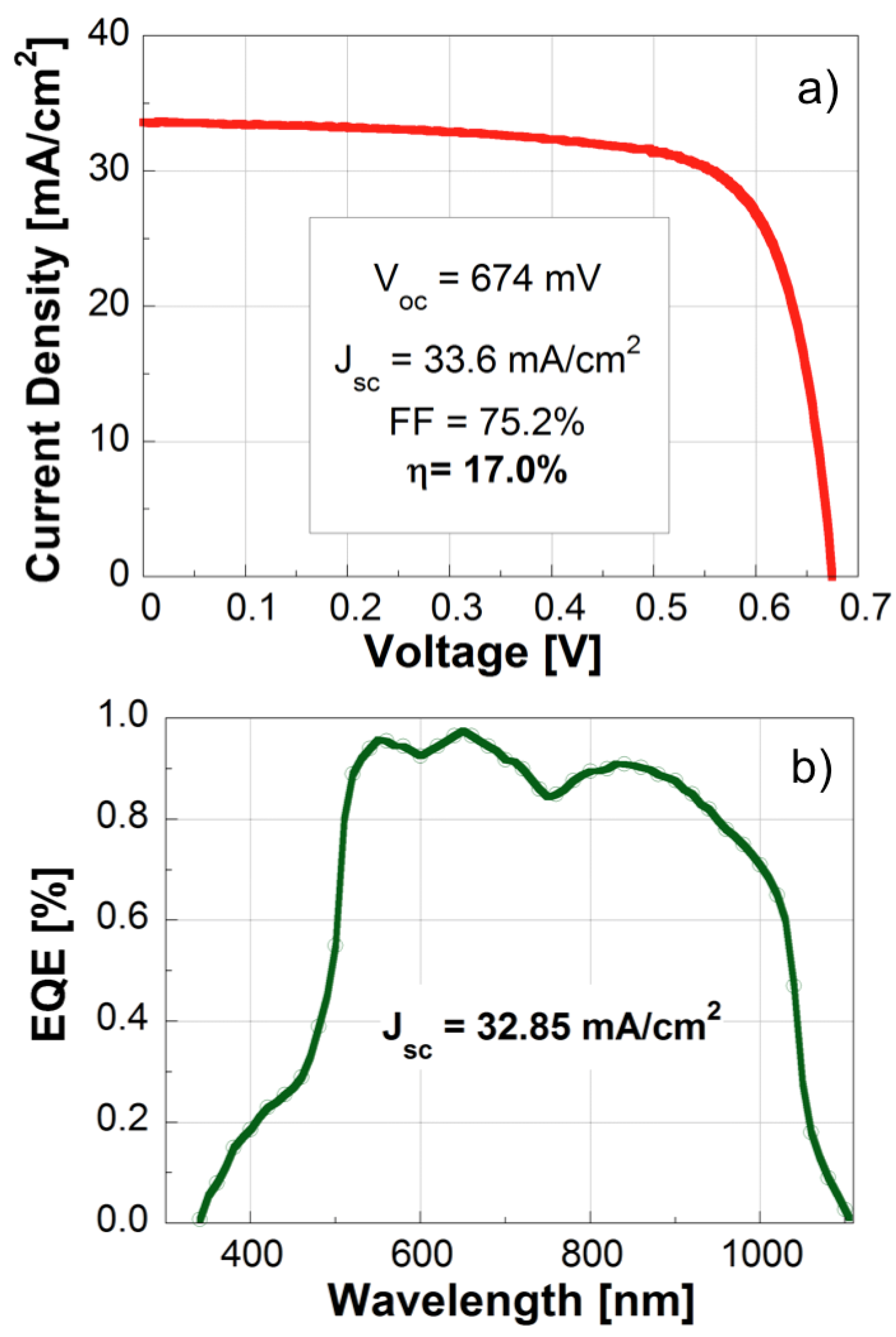
2.4. Electrical Properties of Devices
2.5. Efficiency and Uniformity of Solar Cells
3. Discussion and Conclusions
4. Materials and Methods
Acknowledgments
Author Contributions
Conflicts of Interest
Abbreviations
| CIGS | CuInGaSe2, i.e. Copper-indium-gallium-diselenide |
| LTPED | Low Temperature Pulsed Electron Deposition |
| PV | Photovoltaics |
| BIPV | Building Integrated Photovoltaics |
| SRH | Shockley-Read-Hall Recombination |
| GGI | Gallium concentration divided by the sum of gallium and indium concentrations |
References
- Bazilian, M.; Onyeji, I.; Liebreich, M.; MacGill, I.; Chase, J.; Shah, J.; Gielen, D.; Arent, D.; Landfear, D.; Zhengrong, S. Re-considering the economics of photovoltaic power. Renew. Energy 2013, 53, 329–338. [Google Scholar] [CrossRef]
- Green, M.A.; Emery, K.; Hishikawa, Y.; Warta, W.; Dunlop, E.D. Solar cell efficiency tables (Version 45). Prog. Photovolt. Res. Appl. 2015, 23, 1–9. [Google Scholar] [CrossRef]
- Friedlmeier, T.M.; Jackson, P.; Bauer, A.; Hariskos, D.; Kiowski, O.; Wuerz, R.; Powalla, M. Improved photocurrent in Cu(In,Ga)Se2 solar cells: From 20.8% to 21.7% efficiency. In Proceedings of the 42nd IEEE Photovoltaic Specialist Conference (PVSC), New Orleans, LA, USA, 14–19 June 2015; pp. 1–3.
- Rampino, S.; Bissoli, F.; Gilioli, E.; Pattini, F. Growth of Cu(In,Ga)Se2 thin films by a novel single-stage route based on pulsed electron deposition. Prog. Photovolt. Res. Appl. 2013, 21, 588–594. [Google Scholar]
- Rampino, S.; Bronzoni, M.; Colace, L.; Frigeri, P.; Gombia, E.; Maragliano, C.; Mezzadri, F.; Nasi, L.; Seravalli, L.; Pattini, F.; Trevisi, G.; Motapothula, M.; Venkatesan, T.; Gilioli, E. Low-temperature growth of single-crystal Cu(In,Ga)Se2 films by pulsed electron deposition technique. Sol. Energy Mater. Sol. Cells 2015, 133, 82–86. [Google Scholar] [CrossRef]
- Liu, J.; Zhuang, D.; Luan, H.; Cao, M.; Xie, M.; Li, X. Preparation of Cu(In,Ga)Se2 thin film by sputtering from Cu(In,Ga)Se2 quaternary target. Prog. Nat. Sci. Mater. Int. 2013, 23, 133–138. [Google Scholar] [CrossRef]
- Salomé, P.M.P.; Fjällström, V.; Szaniawski, P.; Leitão, J.P.; Hultqvist, A.; Fernandes, P.A.; Teixeira, J.P.; Falcão, B.P.; Zimmermann, U.; da Cunha, A.F.; et al. A comparison between thin film solar cells made from co-evaporated CuIn1-xGaxSe2 using a one-stage process versus a three-stage process. Prog. Photovolt. Res. Appl. 2015, 23, 470–478. [Google Scholar] [CrossRef]
- Chirilă, A.; Reinhard, P.; Pianezzi, F.; Bloesch, P.; Uhl, A.R.; Fella, C.; Kranz, L.; Keller, D.; Gretener, C.; Hagendorfer, H.; et al. Potassium-induced surface modification of Cu(In,Ga)Se2 thin films for high-efficiency solar cells. Nat. Mater. 2013, 12, 1107–1111. [Google Scholar] [CrossRef] [PubMed]
- Jackson, P.; Hariskos, D.; Wuerz, R.; Kiowski, O.; Bauer, A.; Friedlmeier, T.M.; Powalla, M. Properties of Cu(In,Ga)Se2 solar cells with new record efficiencies up to 21.7%. Phys. Status Solidi RRL 2015, 9, 28–31. [Google Scholar] [CrossRef]
- Vermang, B.; Fjällström, V.; Gao, X.; Edoff, M. Improved Rear Surface Passivation of Cu(In,Ga)Se Solar Cells: A Combination of an Al O Rear Surface Passivation Layer and Nanosized Local Rear Point Contacts. IEEE J. Photovolt. 2014, 4, 486–492. [Google Scholar] [CrossRef]
- Rampino, S.; Armani, N.; Bissoli, F.; Bronzoni, M.; Calestani, D.; Calicchio, M.; Delmonte, N.; Gilioli, E.; Gombia, E.; Mosca, R.; et al. 15% efficient Cu(In,Ga)Se2 solar cells obtained by low-temperature pulsed electron deposition. Appl. Phy. Lett. 2012, 101, 132107. [Google Scholar] [CrossRef]
- Pattini, F.; Bronzoni, M.; Mezzadri, F.; Bissoli, F.; Gilioli, E.; Rampino, S. Dynamics of evaporation from CuGaSe2 targets in pulsed electron deposition technique. J. Phys. D Appl. Phys. 2013, 46, 245101. [Google Scholar] [CrossRef]
- Rampino, S.; Pattini, F.; Malagù, C.; Pozzetti, L.; Stefancich, M.; Bronzoni, M. Application of a substrate bias to control the droplet density on Cu(In,Ga)Se2 thin films grown by Pulsed Electron Deposition. Thin Solid Film. 2014, 562, 307–313. [Google Scholar] [CrossRef]
- Zappettini, A.; Görög, T.; Zha, M.; Zanotti, L.; Zuccalli, G.; Paorici, C. A new process for synthesizing high-purity stoichiometric cadmium telluride. J. Cryst. Growth 2000, 214, 14–18. [Google Scholar] [CrossRef]
- Bronzoni, M.; Stefancich, M.; Rampino, S. Role of substrate temperature on the structural, morphological and optical properties of CuGaSe2 thin films grown by Pulsed Electron Deposition technique. Thin Solid Film. 2012, 520, 7054–7061. [Google Scholar] [CrossRef]
- Hsu, C.H.; Su, Y.S.; Wei, S.Y.; Chen, C.H.; Ho, W.H.; Chang, C.; Wu, Y.H.; Lin, C.J.; Lai, C.H. Na-induced efficiency boost for Se-deficient Cu(In,Ga)Se2 solar cells. Prog. Photoolt. Res. Appl. 2015, 23, 1621–1629. [Google Scholar] [CrossRef]
- Shafarman, W.N.; Siebentritt, S.; Stolt, L. Cu(InGa)Se2 Solar Cells. In Handbook of Photovoltaic Science and Engineering, 2nd ed.; Luque, A., Hegedus, S., Eds.; Wiley: New York, NY, USA, 2011; p. 547. [Google Scholar]
- Rudmann, D.; da Cunha, A.F.; Kaelin, M.; Kurdesau, F.; Zogg, H.; Tiwari, A.N.; Bilger, G. Efficiency enhancement of Cu(In,Ga)Se2 solar cells due to post-deposition Na incorporation. Appl. Phy. Lett. 2004, 84, 1129–1131. [Google Scholar] [CrossRef]
- Krishnan, R.; Payzant, E.A.; Kacnyzki, R.; Schoop, U.; Britt, J.; Noufi, R.; Anderson, T.J. Reaction kinetics and pathways of MoSe2. In Proceedings of the 35th IEEE Photovoltaic Specialists Conference (PVSC), Honolulu, HI, USA, 20–25 June 2010; pp. 001006–001008.
- Assmann, L.; Bernède, J.C.; Drici, A.; Amory, C.; Halgand, E.; Morsli, M. Study of the Mo thin films and Mo/CIGS interface properties. Appl. Surf. Sci. 2005, 246, 159–166. [Google Scholar] [CrossRef]
- Matson, R.J.; Jamjoum, O.; Buonaquisti, A.D.; Russell, P.E.; Kazmerski, L.L.; Sheldon, P.; Ahrenkiel, R.K. Metal contacts to CuInSe2. Sol. Cells 1984, 11, 301–305. [Google Scholar] [CrossRef]
- Cwil, M.; Igalson, M.; Zabierowski, P.; Siebentritt, S. Charge and doping distributions by capacitance profiling in Cu(In,Ga)Se2 solar cells. J. Appl. Phy. 2008, 103. [Google Scholar] [CrossRef]
- Hegedus, S.S.; Shafarman, W.N. Thin-film solar cells: device measurements and analysis. Prog. Photovolt. Res. Appl. 2004, 12, 155–176. [Google Scholar] [CrossRef]
- Harshavardhan, K.S.; Strikovski, M. Pulsed Electron-Beam Deposition of High Temperature Superconducting Films for Coated Conductor Applications. In Second-Generation HTS Conductors; Goyal, A., Ed.; Springer US: New York, NY, USA, 2005; pp. 109–133. [Google Scholar]
- Foltyn, S.R.; Muenchausen, R.E.; Estler, R.C.; Peterson, E.; Hutchinson, W.B.; Ott, K.C.; Nogar, N.S.; Hubbard, K.M.; Dye, R.C.; Wu, X.D. Influence of Beam and Target Properties on the Excimer Laser Deposition of Yba2Cu3O7−x Thin Films. In Proceedings of the N-Laser Ablation for Materials Synthesis Symposium, San Francisco, CA, USA, 19–20 April 1990; p. 205.
- Kim, J.H.; Lee, S.; Im, H.S. The effect of target density and its morphology on TiO2 thin films grown on Si (100) by PLD. Appl. Surf. Sci. 1999, 151, 6–16. [Google Scholar] [CrossRef]
- Rampino, S.; Annoni, F.; Bronzoni, M.; Calicchio, M.; Gombia, E.; Mazzer, M.; Pattini, F.; Gilioli, E. Joule heating-assisted growth of Cu(In,Ga)Se2 solar cells. J. Renew. and Sustain. Energy 2015, 7, 013112. [Google Scholar] [CrossRef]
- Pattini, F.; Annoni, F.; Bissoli, F.; Bronzoni, M.; Garcia, J.P.; Gilioli, E.; Rampino, S. Comparative study about Al-doped zinc oxide thin films deposited by Pulsed Electron Deposition and Radio Frequency Magnetron Sputtering as Transparent Conductive Oxide for Cu(In,Ga)Se2-based solar cells. Thin Solid Film. 2015, 582, 317–322. [Google Scholar] [CrossRef]








© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons by Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mazzer, M.; Rampino, S.; Gombia, E.; Bronzoni, M.; Bissoli, F.; Pattini, F.; Calicchio, M.; Kingma, A.; Annoni, F.; Calestani, D.; et al. Progress on Low-Temperature Pulsed Electron Deposition of CuInGaSe2 Solar Cells. Energies 2016, 9, 207. https://doi.org/10.3390/en9030207
Mazzer M, Rampino S, Gombia E, Bronzoni M, Bissoli F, Pattini F, Calicchio M, Kingma A, Annoni F, Calestani D, et al. Progress on Low-Temperature Pulsed Electron Deposition of CuInGaSe2 Solar Cells. Energies. 2016; 9(3):207. https://doi.org/10.3390/en9030207
Chicago/Turabian StyleMazzer, Massimo, Stefano Rampino, Enos Gombia, Matteo Bronzoni, Francesco Bissoli, Francesco Pattini, Marco Calicchio, Aldo Kingma, Filippo Annoni, Davide Calestani, and et al. 2016. "Progress on Low-Temperature Pulsed Electron Deposition of CuInGaSe2 Solar Cells" Energies 9, no. 3: 207. https://doi.org/10.3390/en9030207
APA StyleMazzer, M., Rampino, S., Gombia, E., Bronzoni, M., Bissoli, F., Pattini, F., Calicchio, M., Kingma, A., Annoni, F., Calestani, D., Cavallari, N., Thottapurath Vijayan, V., Lomascolo, M., Cretì, A., & Gilioli, E. (2016). Progress on Low-Temperature Pulsed Electron Deposition of CuInGaSe2 Solar Cells. Energies, 9(3), 207. https://doi.org/10.3390/en9030207