Effect of Multi-Pass Friction Stir Processing on Mechanical Properties for AA2024/Al2O3 Nanocomposites


Abstract
:1. Introduction
2. Materials and Methods
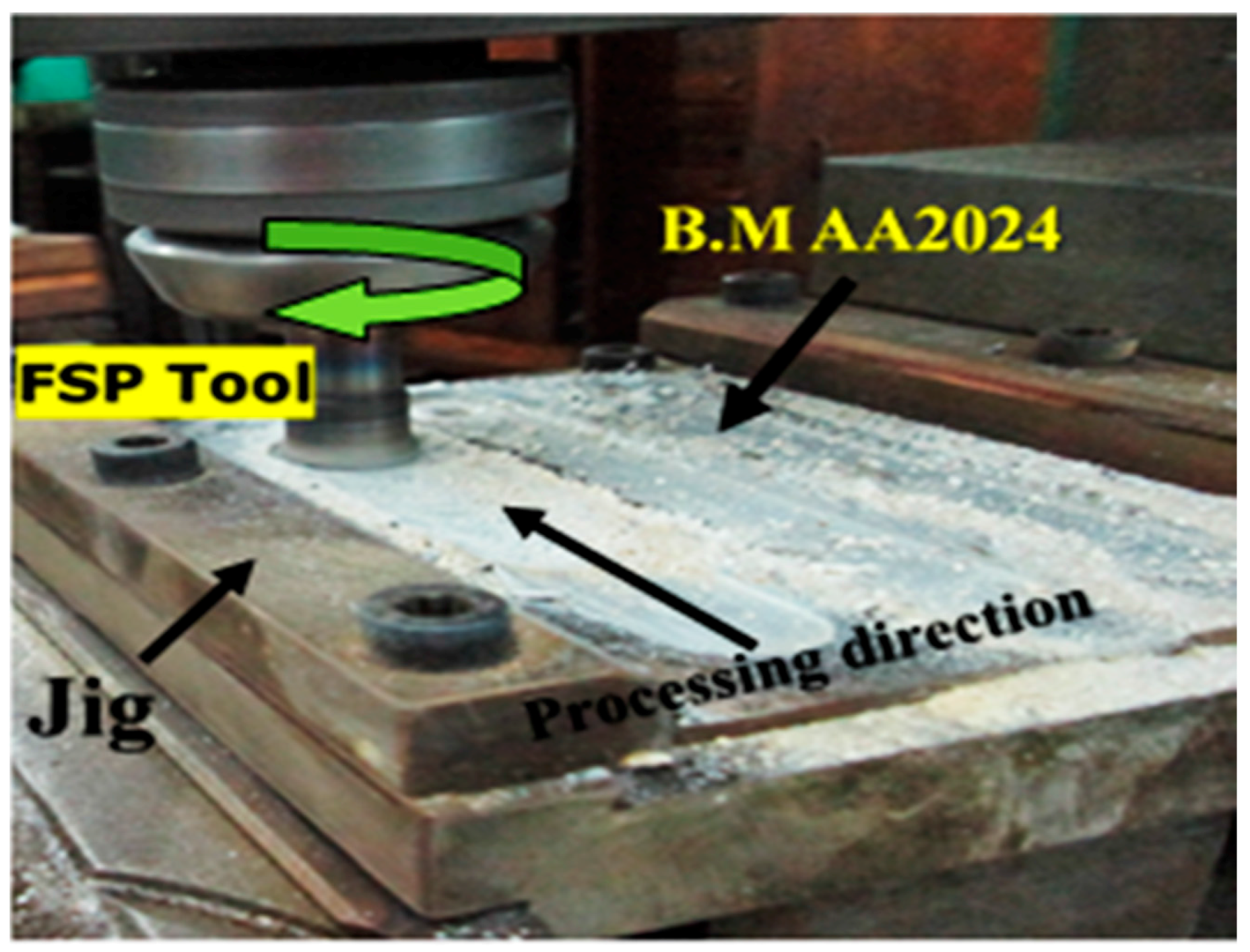
2.1. Material and Processing
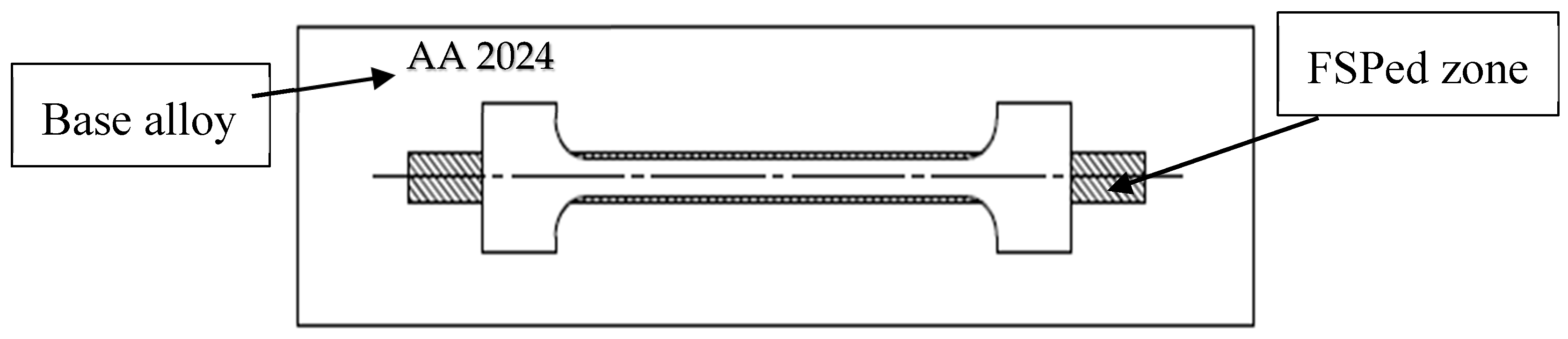
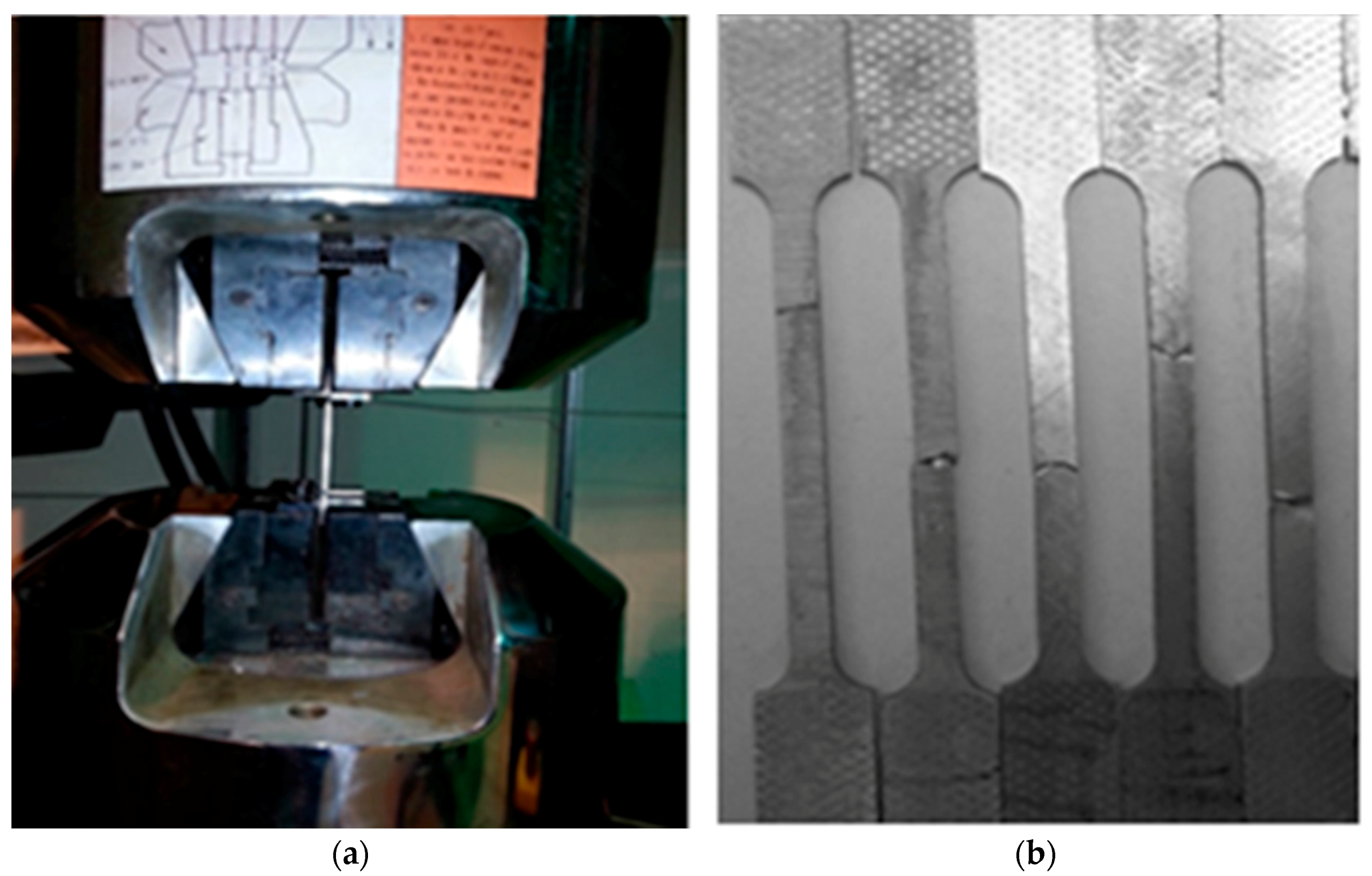
2.2. Tension Test
2.3. Microstructure and SEM Analysis
2.4. Microhardness Testing
3. Results and Analysis
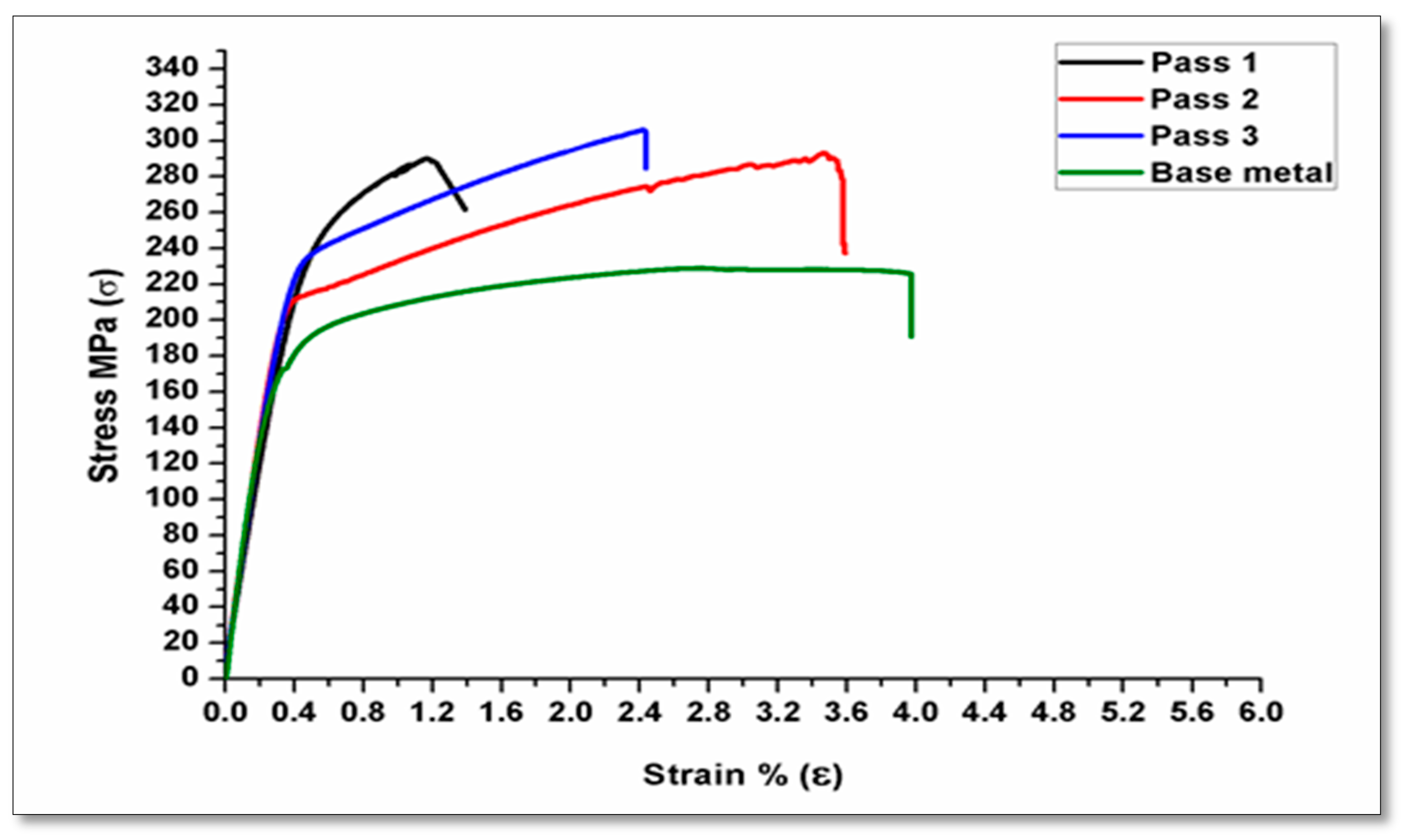
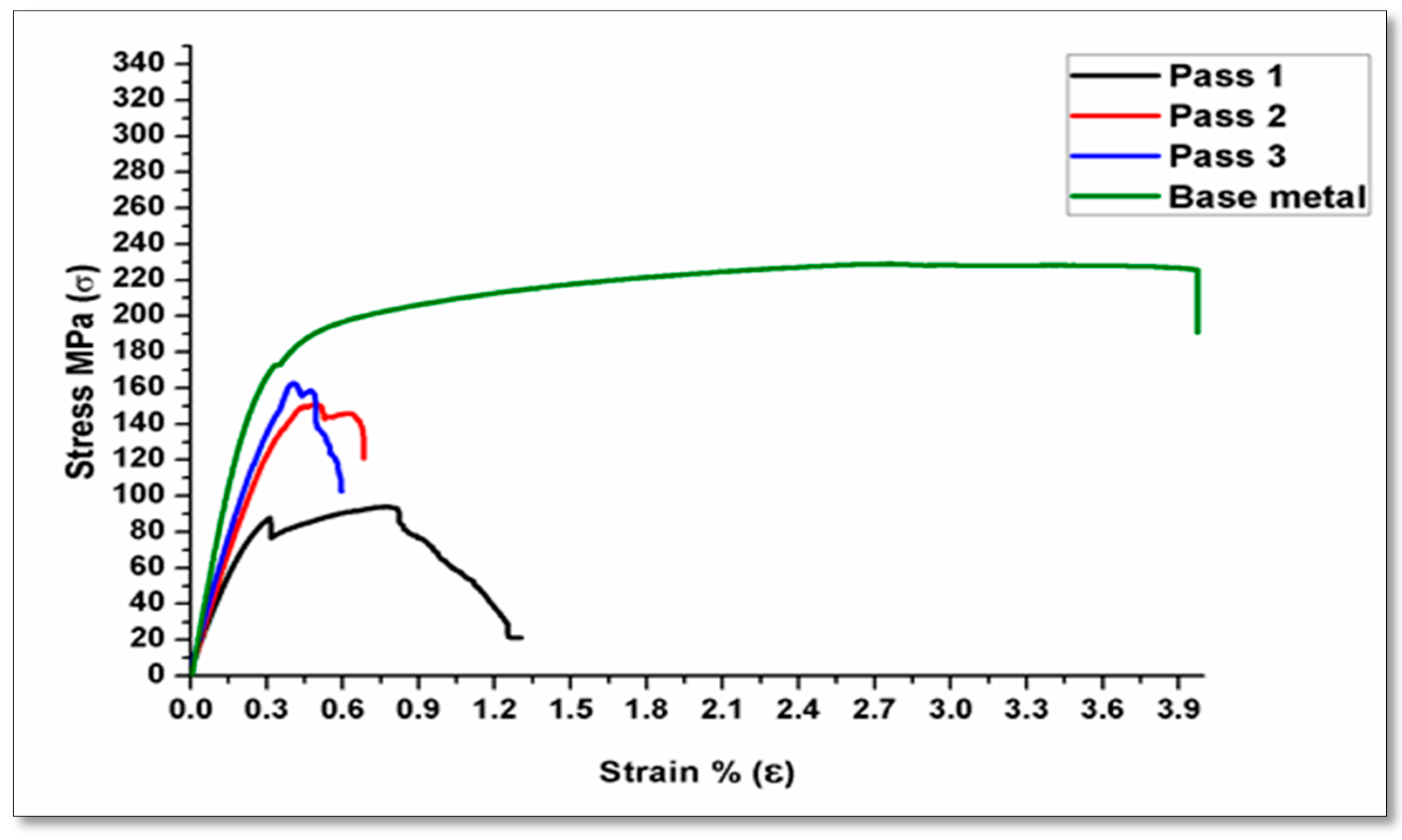
3.1. Effect of Processing Parameters on the Tensile Strength
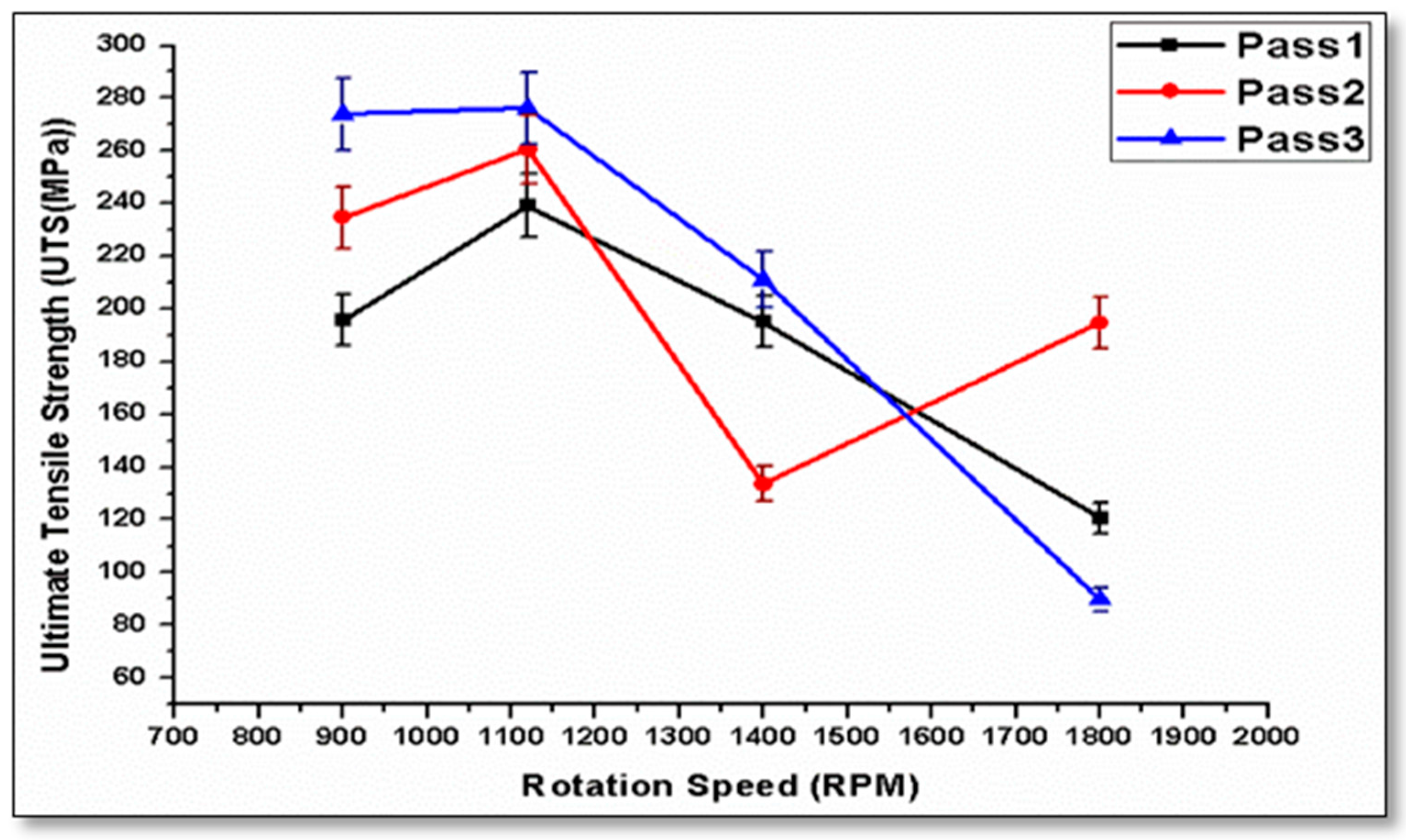
3.2. Effect of Tool Rotational Speed on Ultimate Tensile Strength (UTS)
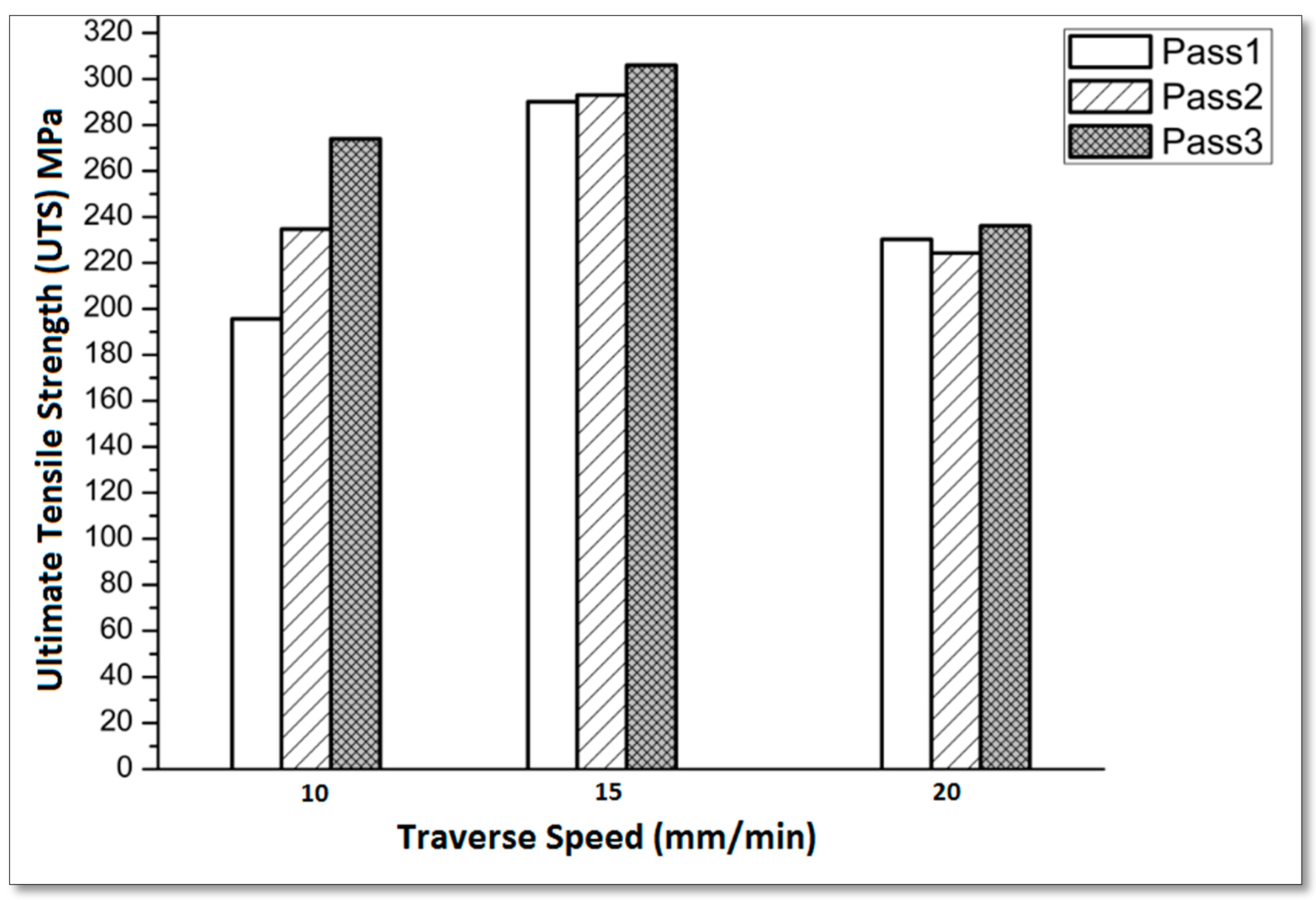
3.3. Effect of Tool Traverse Speed on Ultimate Tensile Strength
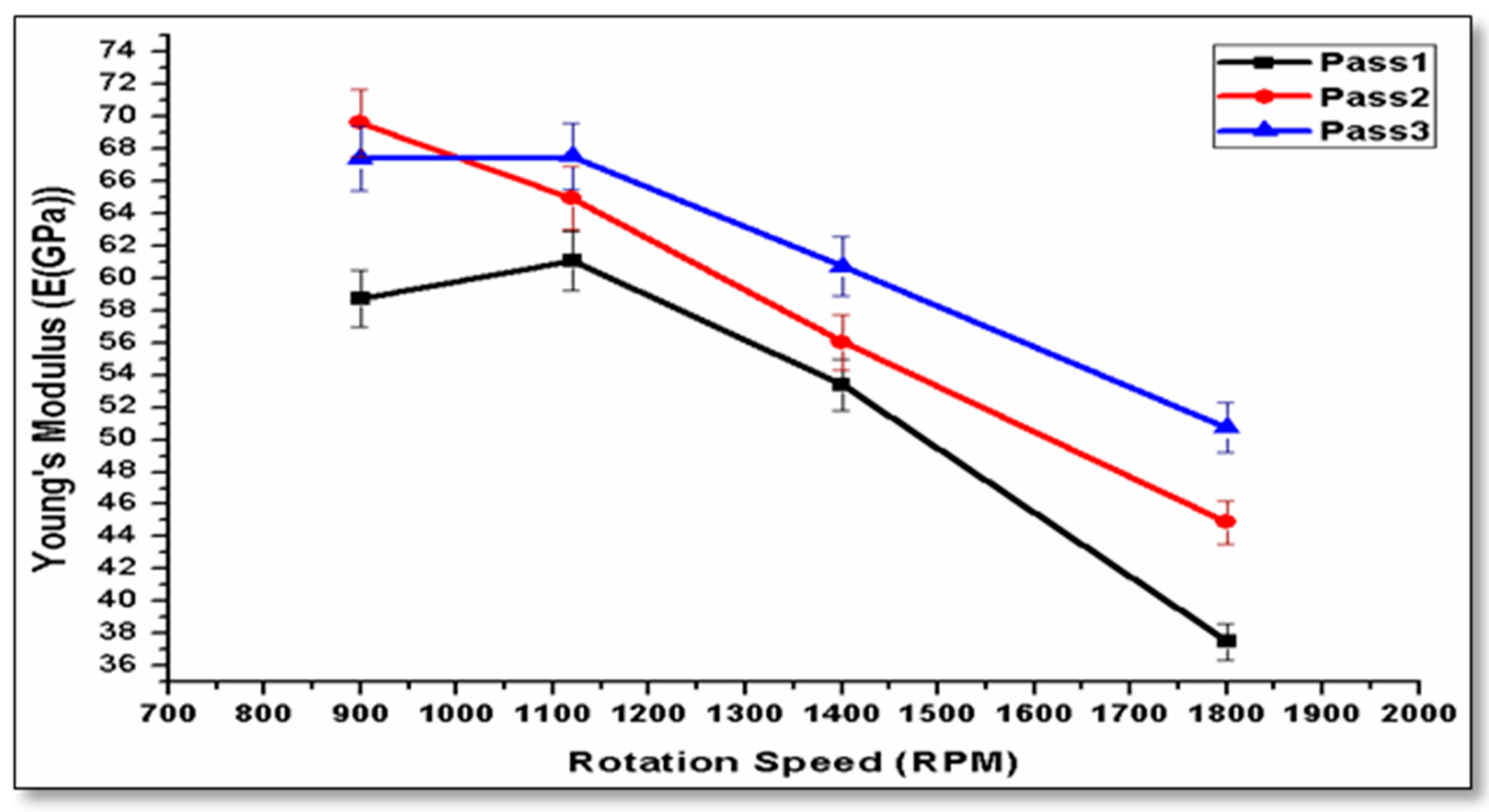
3.4. Effect of Process Parameters on Young’s Modulus
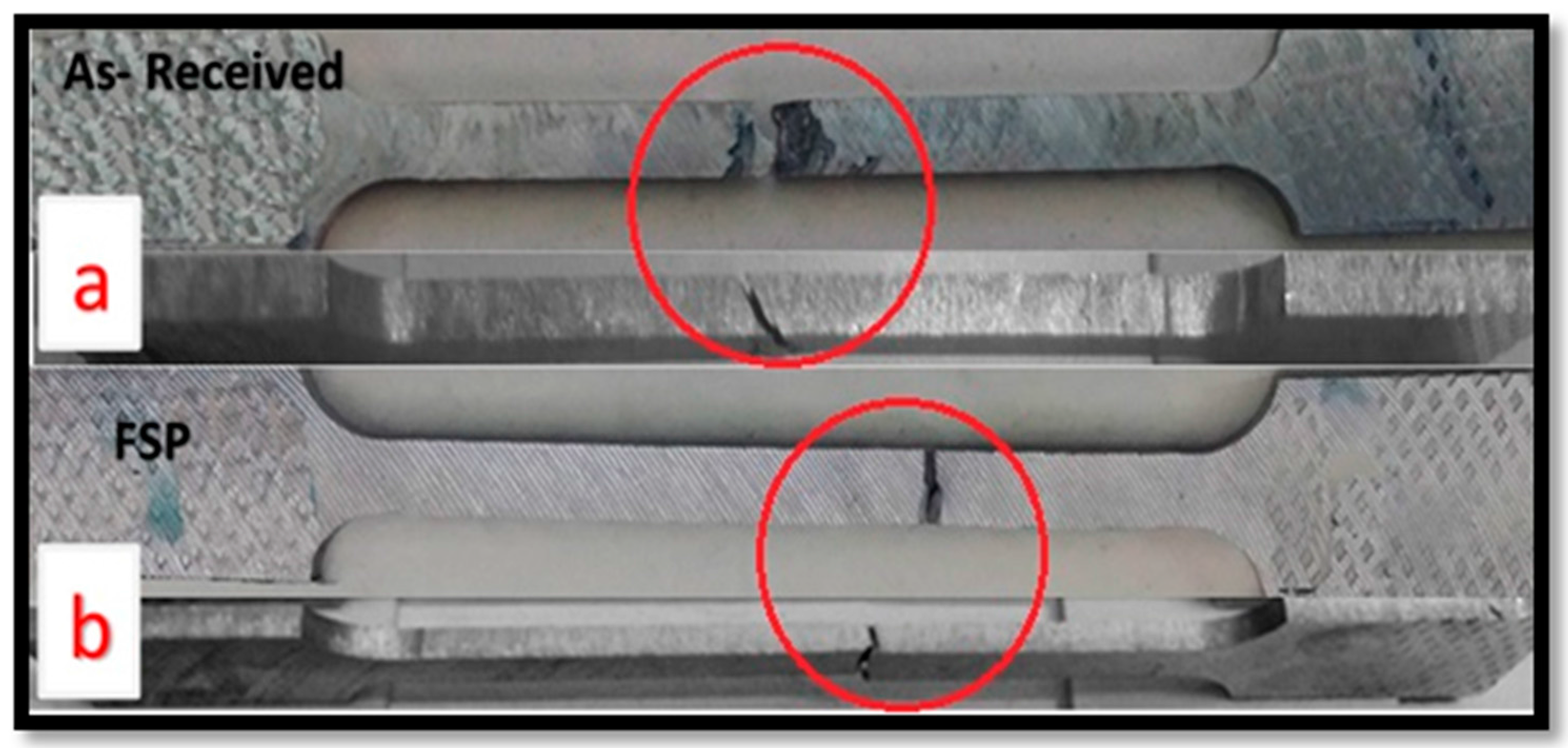
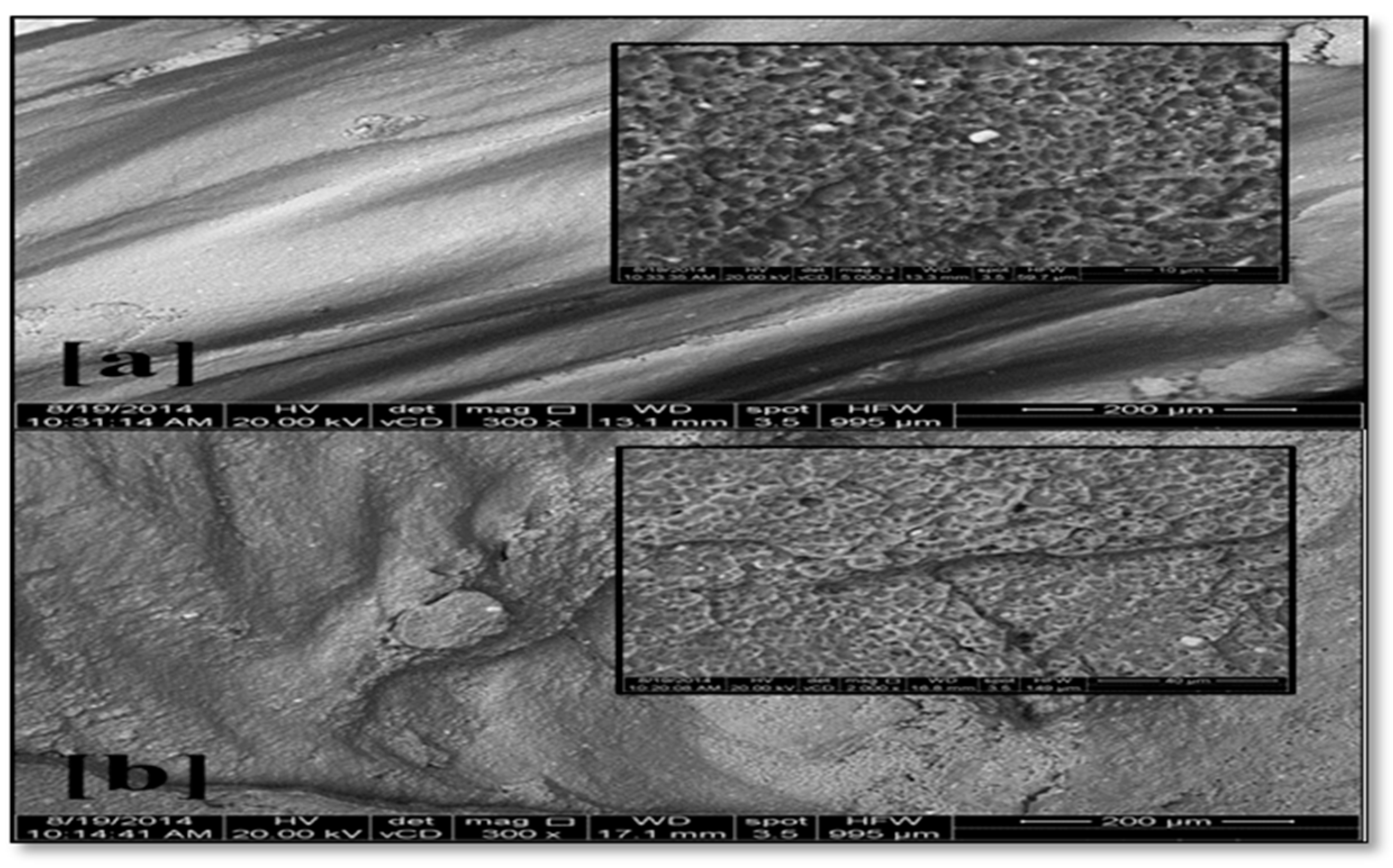
3.5. Fracture Surface Analysis
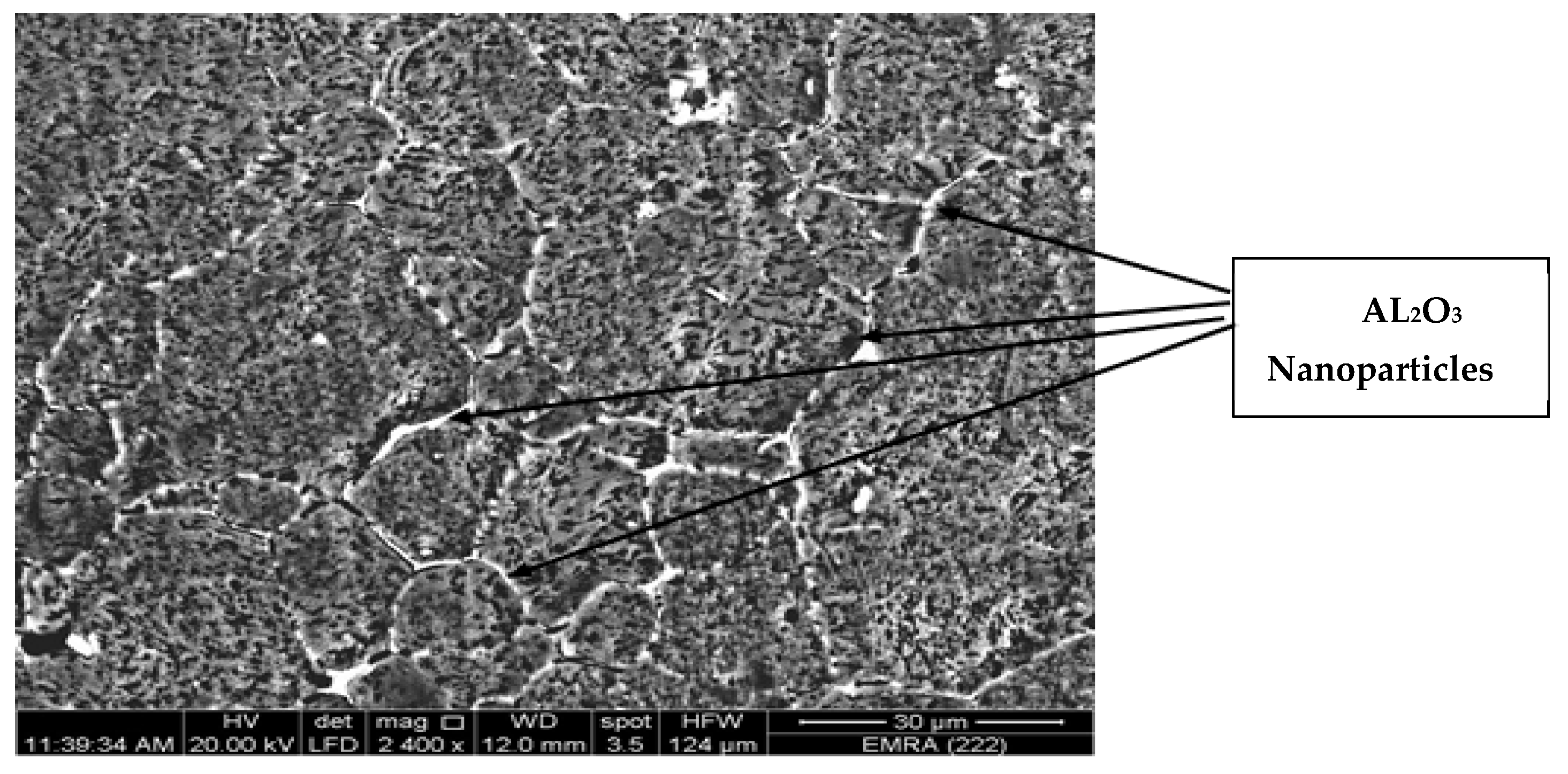
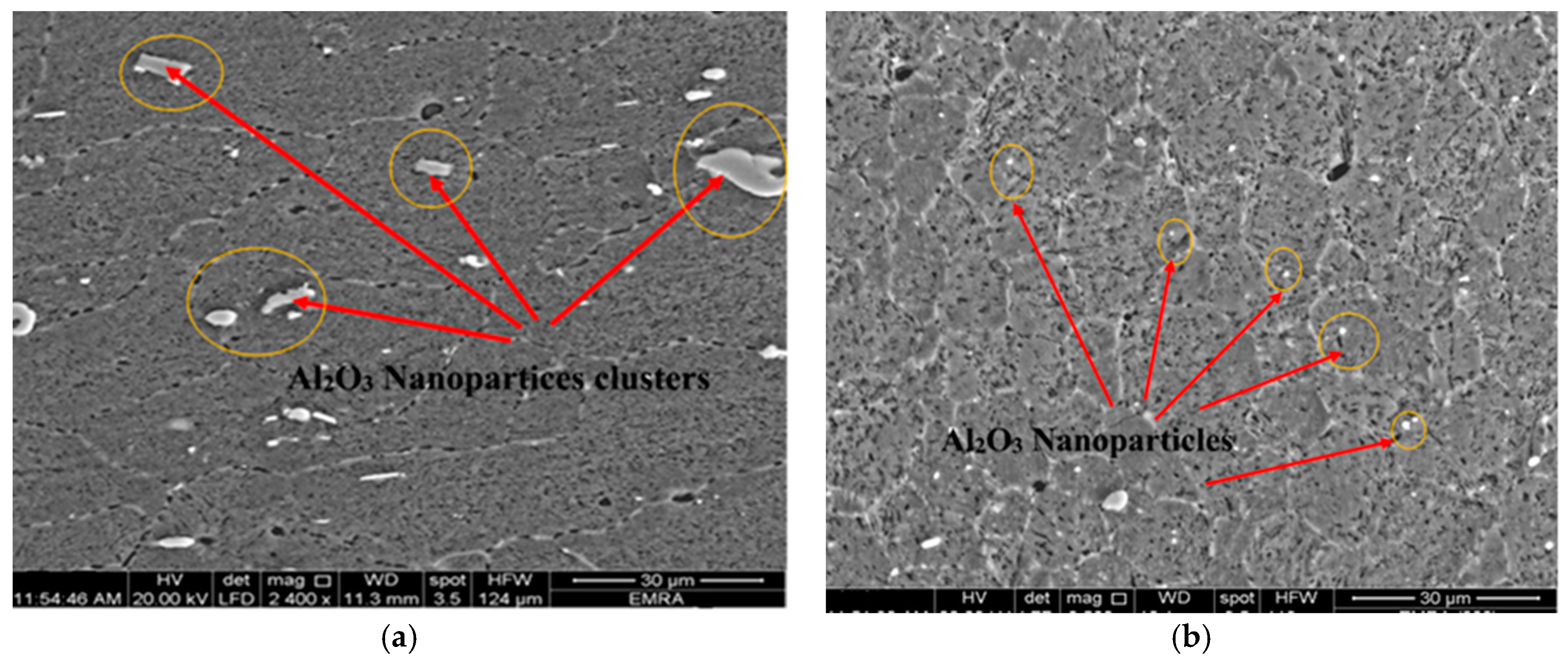
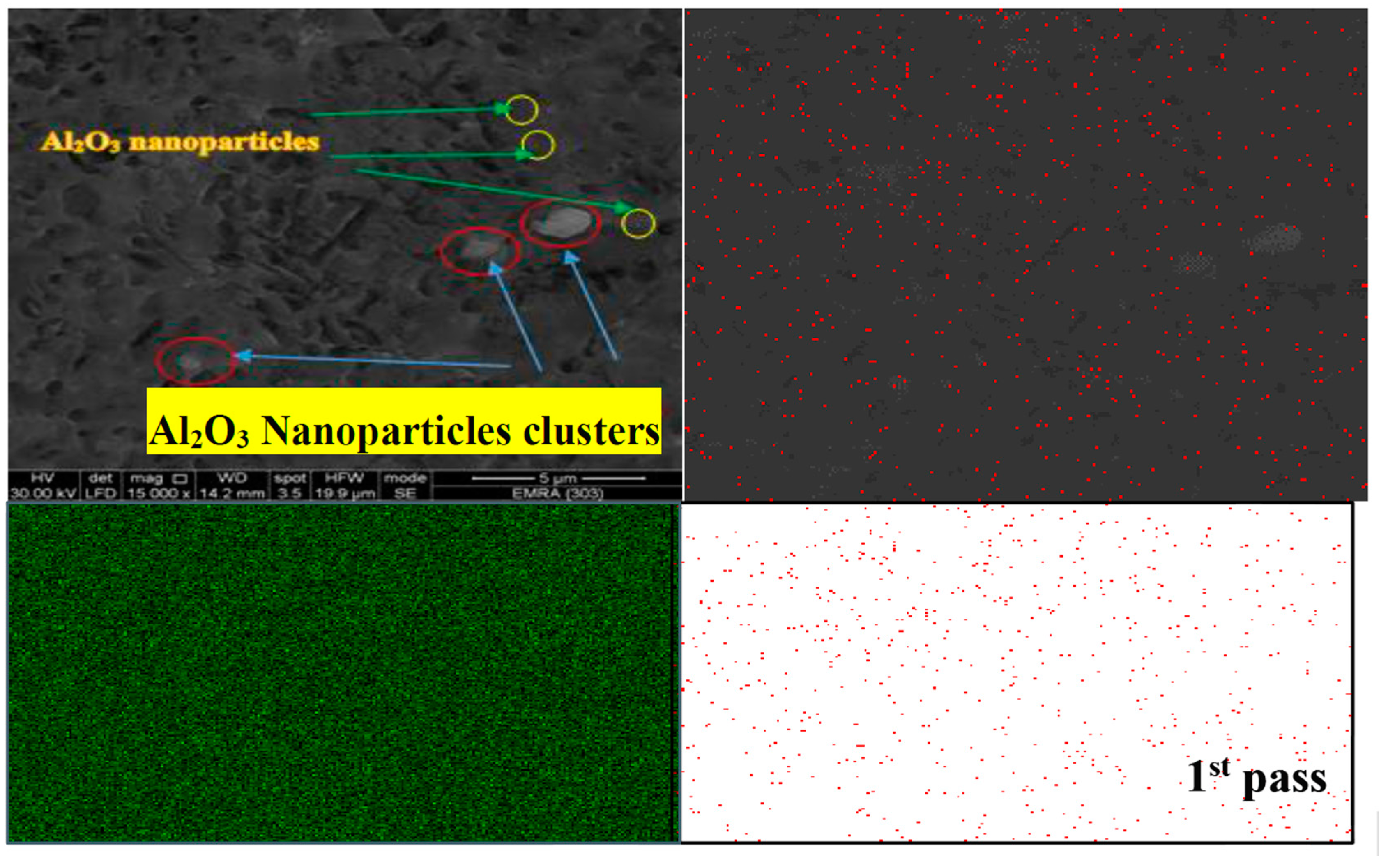
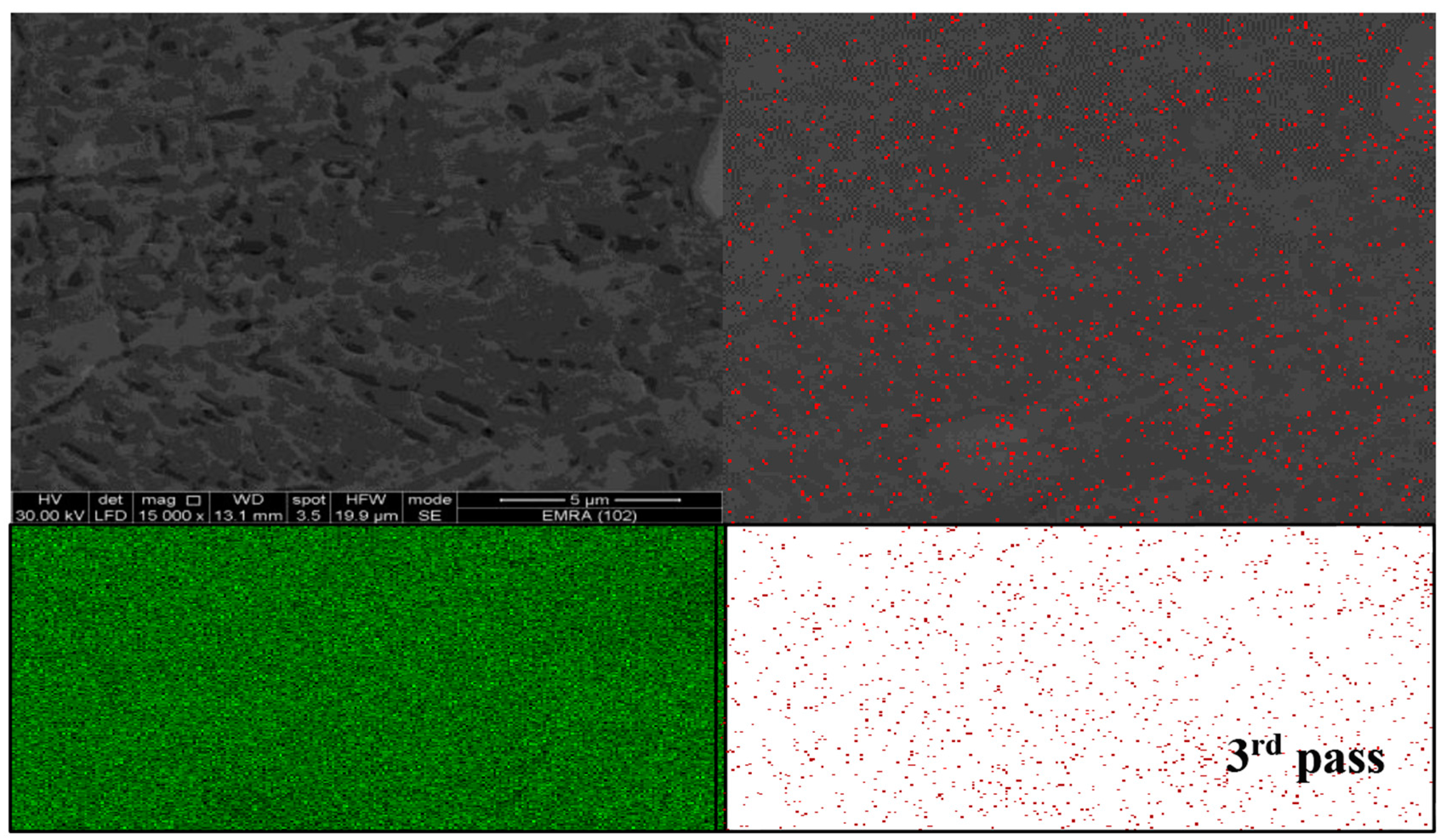
3.6. Nanoparticle Distribution
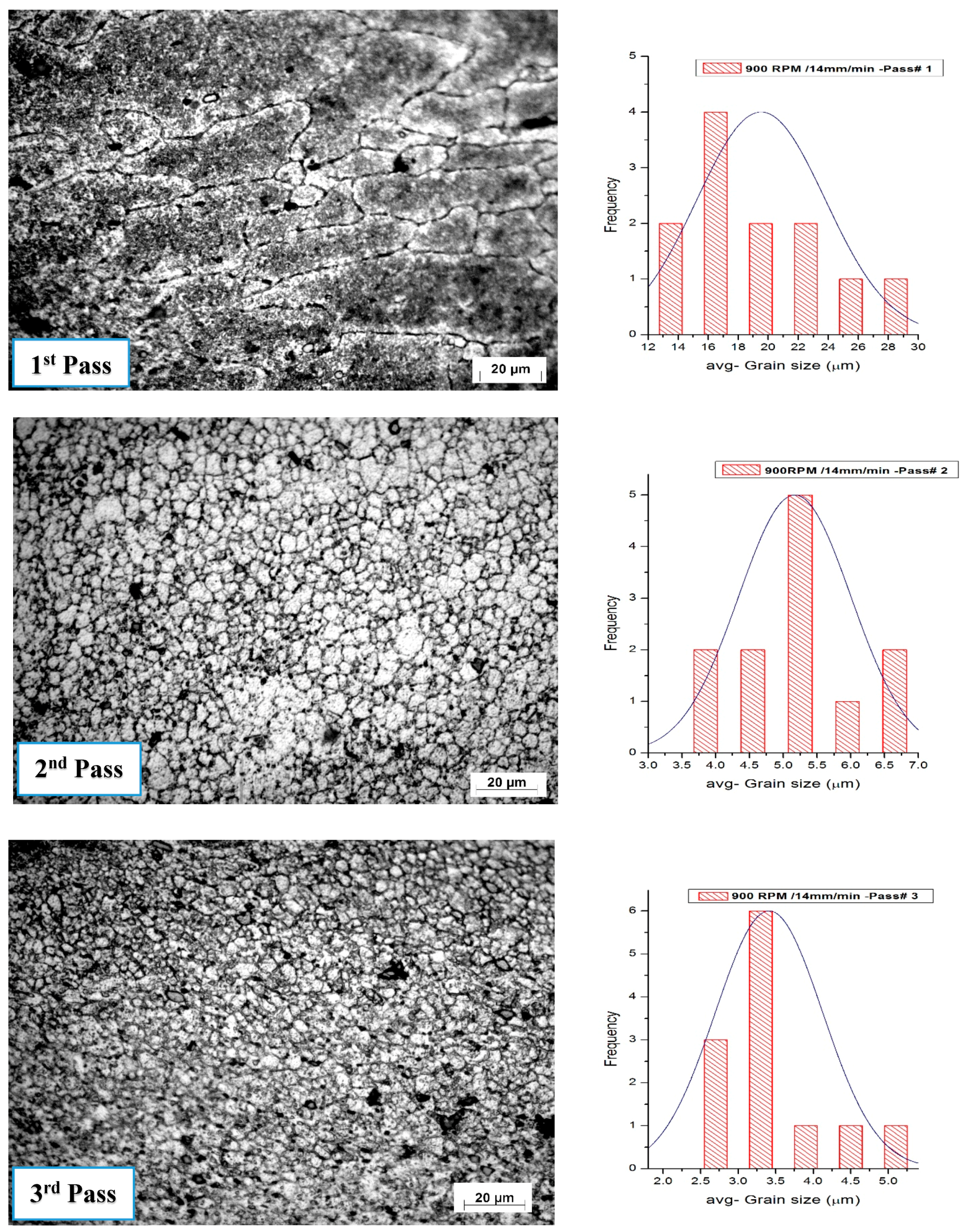
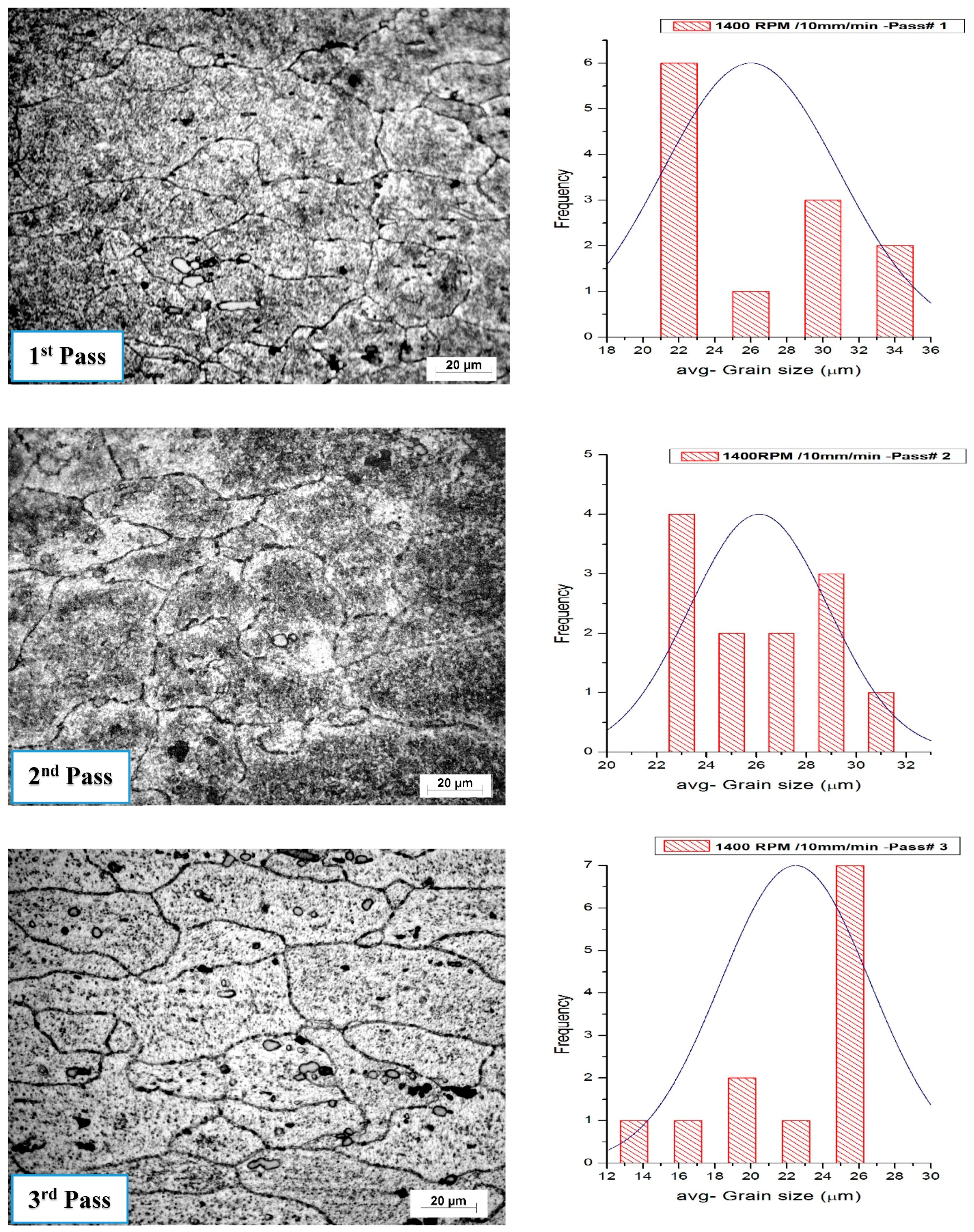
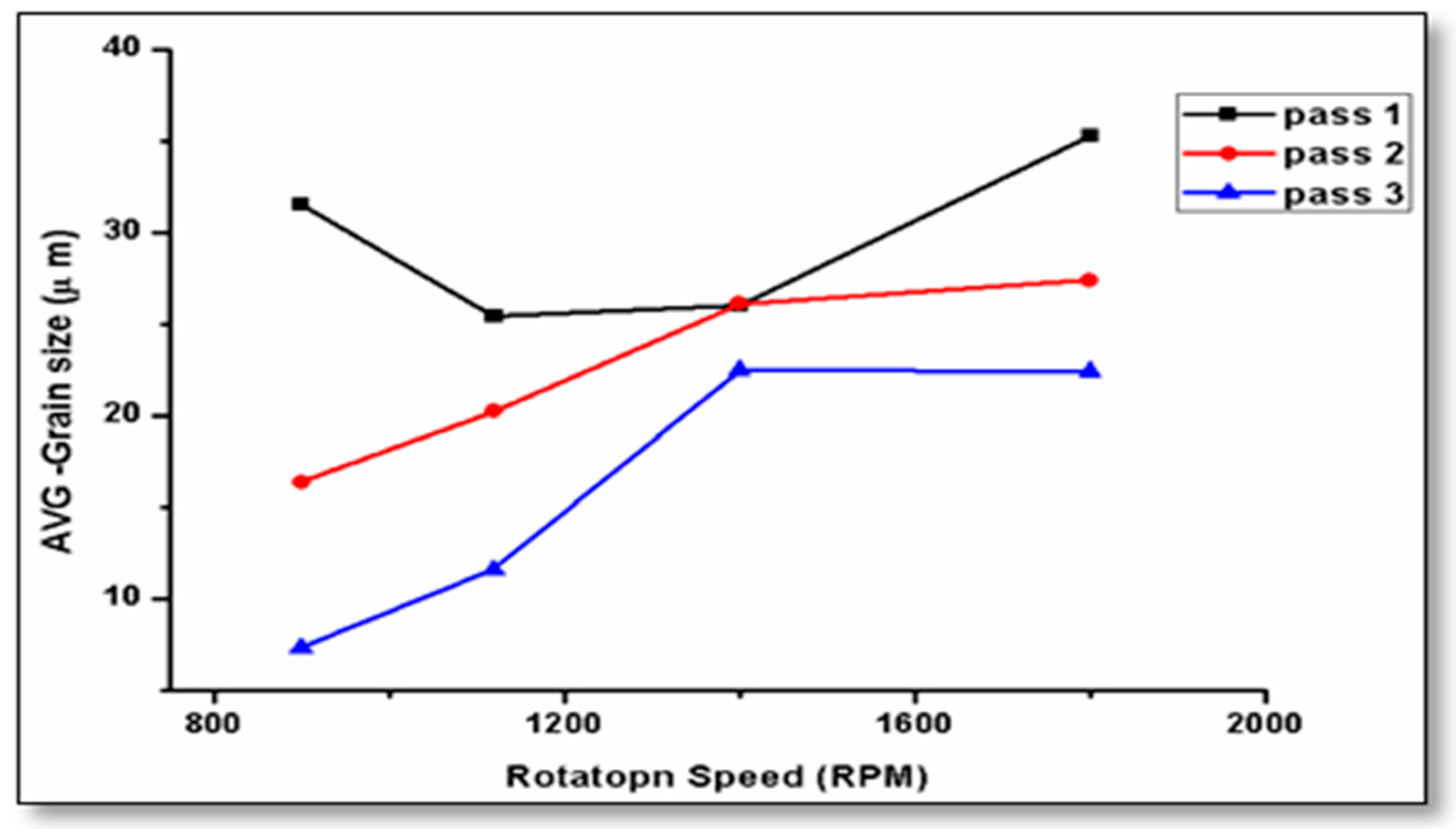
3.7. Influence of Tool Speed on the Grain Size
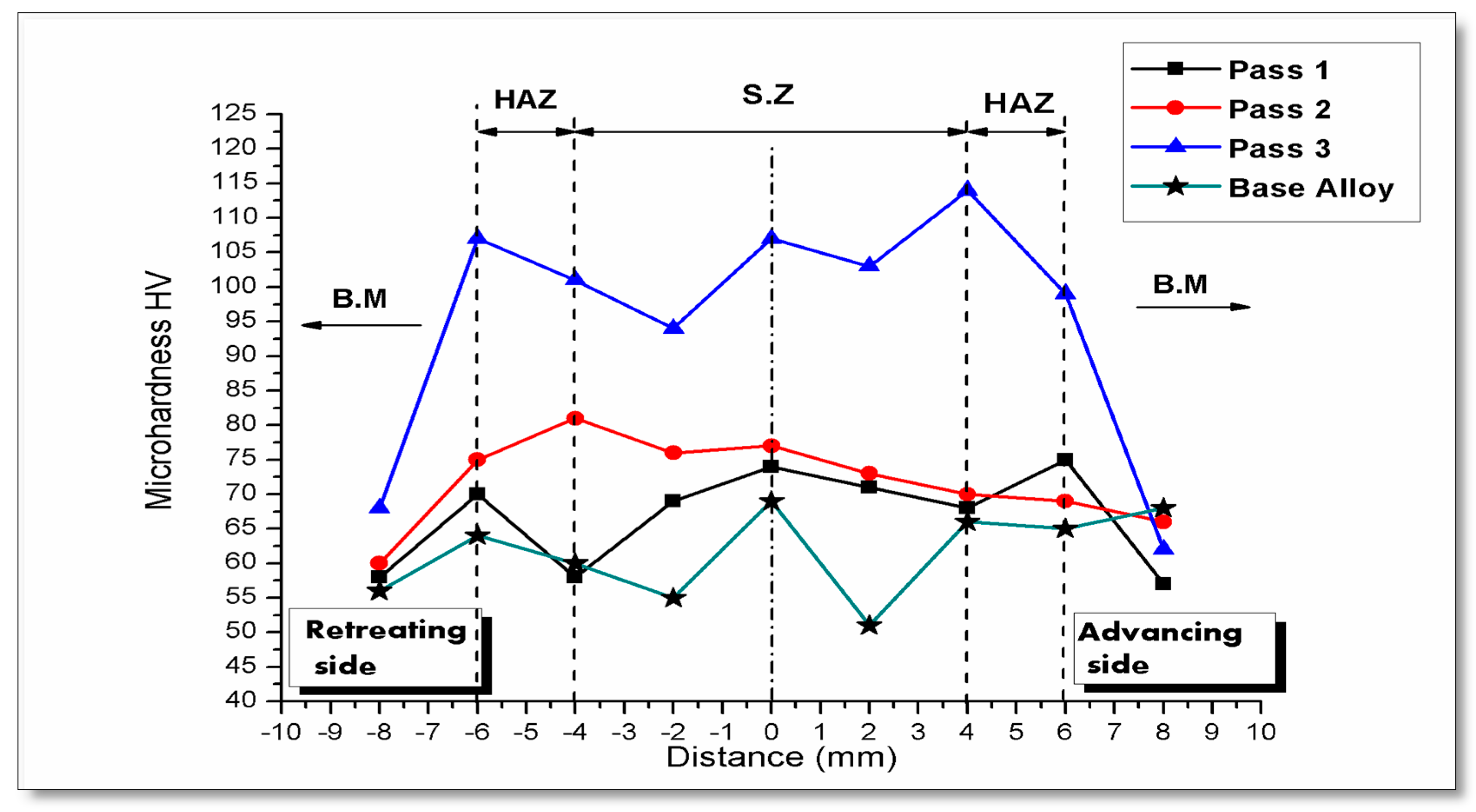
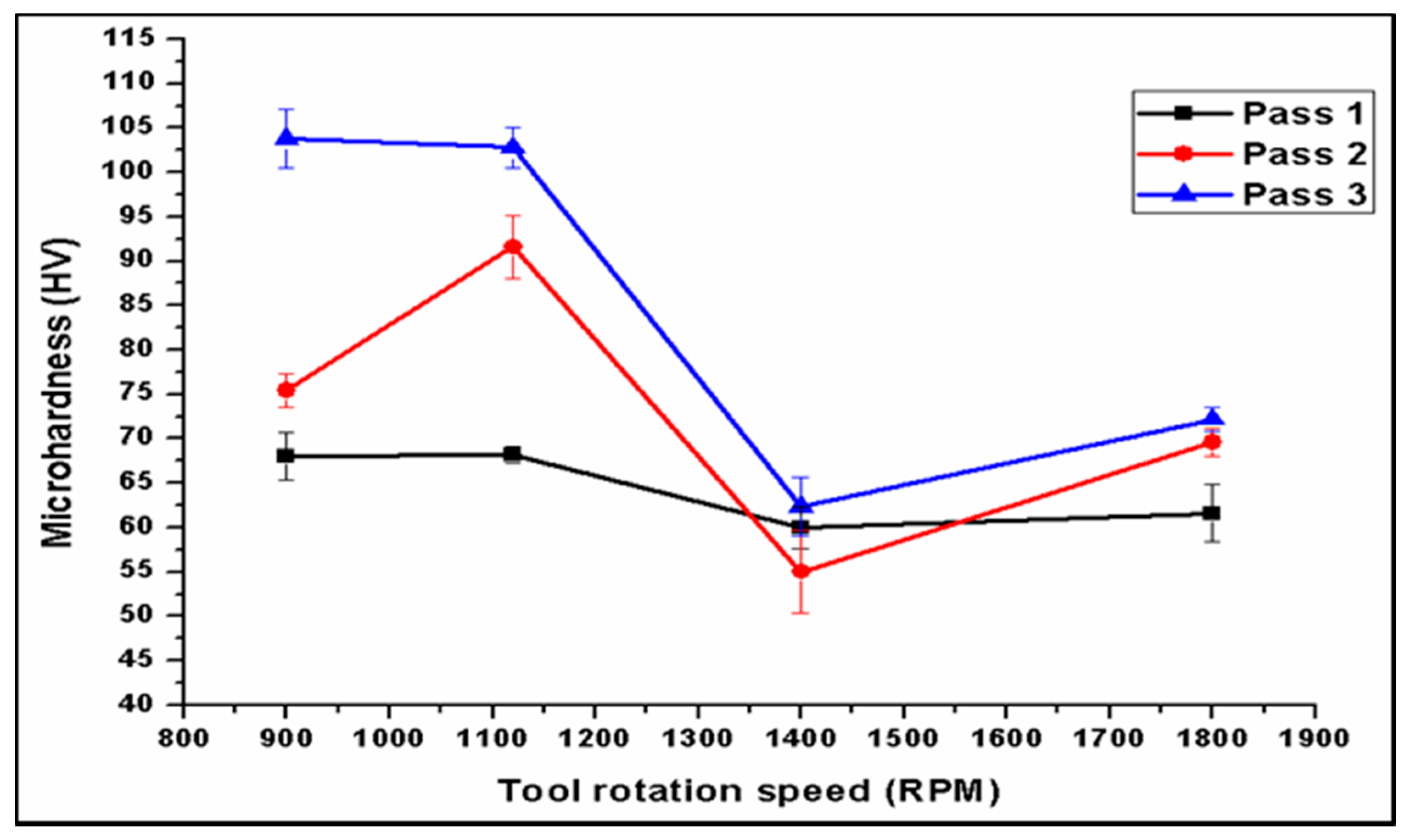
3.8. Microhardness Results
4. Conclusions
Acknowledgments
Conflicts of Interest
References
- Zahmatkesh, B.; Enayati, M.H.; Karimzadeh, F. Tribological and microstructural evaluation of friction stirprocessed Al2024 alloy. Mater. Des. 2010, 31, 4891–4896. [Google Scholar] [CrossRef]
- Maa, Z.Y.; Sharmab, S.R.; Mishra, R.S. Effect of multiple-pass friction stir processing on microstructure and tensile properties of a cast aluminum–silicon alloy. Scr. Mater. 2006, 54, 1623–1626. [Google Scholar] [CrossRef]
- Periyasamy, P.; Mohan, B.; Balasubramanian, V. Effect of heat input on mechanical and metallurgical properties of friction stir welded AA6061–10% SiCp MMCs. J. Mater. Eng. Perform. 2011, 21, 2417–2428. [Google Scholar] [CrossRef]
- Periyasamy, P.; Mohan, B.; Balasubramanian, V. Multi-objective optimization of friction stir welding parameters using desirability approach to join Al/Sic metal matrix composites. Trans. Nonferrous Met. Soc. China 2013, 23, 942–955. [Google Scholar] [CrossRef]
- Nami, H.; Adgi, H.; Sharifitabar, M. Microstructure and mechanical properties of friction stir welded Al/Mg2Si metal matrix cast composite. Mater. Des. 2011, 32, 976–983. [Google Scholar] [CrossRef]
- Bozkurt, Y.; Kentll, A.; Uzun, H.; Salman, S. Experimental investigation and prediction of mechanical properties of friction stir welded aluminium metal matrix composite plates. Mater. Sci. 2012, 18, 336–340. [Google Scholar] [CrossRef]
- Kumar, S.R.; Balasubramanian, V. Establishing relationships between mechanical properties of aluminium alloys. Mater. Des. 2012, 40, 17–35. [Google Scholar]
- Hussain, A.K.; Quadri, S.A.P. Evaluation of parameters of friction stir welding for aluminum AA6351 alloy. Int. J. Eng. Sci. Technol. 2010, 2, 5977–5984. [Google Scholar]
- Venkateswarlu, G.; Davidson, M.J.; Tagore, G.R.N. Effect of rotational speed on microstructure and mechanical properties of friction stir processed Mg AZ31B alloy. In Proceedings of the International Conference on Advances in Engineering, Science and Management, Tamil Nadu, India, 30–31 March 2012; pp. 323–327. [Google Scholar]
- Jana, S.; Mishra, R.; Baumann, J.; Grant, G. Effect of process parameters on abnormal grain growth during friction stir processing of a cast Al alloy. Mater. Sci. Eng. A 2010, 528, 189–199. [Google Scholar] [CrossRef]
- Mishra, R.; Ma, Z. Friction stir welding and processing. Mater. Sci. Eng. 2005, 50, 1–78. [Google Scholar] [CrossRef]
- Devaraju, A.; Kumar, A.; Kumaraswamy, A. Influence of reinforcements (Sic and Al2O3) and rotational speed on wear and mechanical properties of aluminum alloy 6061-T6 based surface hybrid composites produced via friction stir processing. Mater. Des. 2013, 51, 331–341. [Google Scholar] [CrossRef]
- Salih, O.S.; Ou, H.; Sun, W.; McCarron, D.G. A review of friction stir welding of aluminum matrix composites. Mater. Des. 2015, 86, 61–71. [Google Scholar] [CrossRef]
- Liu, H.J. Friction stir welding characteristics of 2017-T351 aluminum alloy sheet. J. Mater. Sci. 2005, 40, 3297–3299. [Google Scholar] [CrossRef]
- Moshwan, R.; Yusof, F.; Hass, M.A. Effect of tool rotational speed on force generation, microstructure and mechanical properties of friction stir welded Al-Mg-Cr-Mn (AA 5052-O) alloy. Mater. Des. 2015, 66, 118–128. [Google Scholar] [CrossRef]
- Sharma, V.; Prakash, U.; Kumar, B.M. Surface composites by friction stir processing. J. Mater. Process. Technol. 2015, 224, 117–134. [Google Scholar] [CrossRef]
- Surekha, K.; Murty, B.; Raok, K.P. Microstructural characterization and corrosion behavior of multipass friction stir processed AA2219 aluminum alloy. Surf. Coat. Technol. 2008, 202, 4057–4068. [Google Scholar] [CrossRef]
- Al-Fadhalah, K.J.; Almazrouee, A.I. Microstructure and mechanical properties of multi-pass friction stir processed aluminum alloy 6063. Mater. Des. 2014, 53, 550–560. [Google Scholar] [CrossRef]
- Besharati-Givi, M.K.; Asadi, P. Advances in Friction-Stir Welding and Processing; Woodhead: Cambridge, UK, 2014. [Google Scholar]
- Nakata, K.; Kim, Y.G.; Fujii, H.; Tsumura, T.; Komazaki, T. Improvement of mechanical properties of aluminum die casting alloy by multi-pass friction stir processing. Mater. Sci. Eng. 2006, 437, 274–280. [Google Scholar] [CrossRef]
- Barmouz, M.; Givi, M.K.B. Fabrication of in situ Cu/SiC composites using multi-pass friction stir processing: Evaluation of microstructural, porosity, mechanical and electrical behavior. Compos. Part A: Appl. Sci. Manuf. 2011, 42, 1445–1453. [Google Scholar] [CrossRef]
- Liu, Z.Y.; Xiao, B.L.; Wang, W.G.; Ma, Z.Y. Analysis of carbon nanotube shortening and composite strengthening in carbon nanotube/aluminum composites fabricated by multi-pass friction stir processing. Carbon 2014, 69, 264–274. [Google Scholar] [CrossRef]
- Johannes, L.B.; Mishra, R.S. Multiple passes of friction stir processing for the creation of superplastic 7075 aluminum. Mater. Sci. Eng. A 2007, 464, 255–260. [Google Scholar] [CrossRef]
- El-Rayes, M.M.; El-Danaf, E.A. The influence of multi-pass friction stir processing on the microstructural and mechanical properties of Aluminum Alloy 6082. J. Mater. Process. Technol. 2012, 212, 1157–1168. [Google Scholar] [CrossRef]
- Rao, A.; Katkar, V.; Gunasekaran, G. Effect of multipass friction stir processing on corrosion resistance of hypereutectic Al–30Si alloy. Corros. Sci. 2014, 83, 198–208. [Google Scholar] [CrossRef]
- Khorrami, M.S.; Kazeminezhad, M.; Kokabi, A.H. The effect of SiC nanoparticles on the friction stir processing of severely deformed aluminum. Mater. Sci. Eng. A 2014, 602, 110–118. [Google Scholar] [CrossRef]
- Lim, D.K.; Shibayanagi, T.; Gerlich, A.P. Synthesis of multi-walled CNT reinforced aluminum alloy composite via friction stir processing. Mater. Sci. Eng. A 2009, 507, 194–199. [Google Scholar] [CrossRef]
- Bahrami, M.; Givi, M.K.B. A novel approach to develop aluminum matrix nano-composite employing friction stir welding technique. Mater. Des. 2014, 53, 217–225. [Google Scholar] [CrossRef]
- Shafiei-Zarghani, A.; Kashani-Bozorg, S.F.; Zarei-Hanzaki, A. Microstructures and mechanical properties of Al/Al2O3 surface nano-composite layer produced by friction stir processing. Mater. Sci. Eng. A 2009, 500, 84–91. [Google Scholar] [CrossRef]
- Zhang, D.T.; Xiong, F.; Zhang, W.W.; Cheng, Q.I.U.; Zhang, W. Superplasticity of AZ31 magnesium alloy prepared by friction stir processing. Trans. Nonferrous Met. Soc. China 2011, 21, 1911−1916. [Google Scholar] [CrossRef]
- Cavaliere, P.; de Marco, P. Superplastic behavior of friction stir processed AZ91 magnesium alloy produced by high pressure die cast. J. Mater. Process. Technol. 2007, 184, 77–83. [Google Scholar] [CrossRef]
- Essam, M.; Samah, M.; Sayed, A.; Tamer, S.; El Sayed, Y. Review multi pass friction stir processing. Am. Sci. Res. J. Eng. Technol. Sci. ASRJETS 2016, 22, 98–108. [Google Scholar]
- Thube, R.S. Effect of tool pin profile and welding parameters on friction stir processing zone, tensile properties and micro-hardness of AA5083 joints produced by friction stir welding. Int. J. Eng. Adv. Technol. 2014, 3, 35–40. [Google Scholar]
- Dawood, M. Influence of tool design on the mechanical properties and microstructure in friction stir welding of Aa6351 aluminium alloy. Eng. Sci. Technol. 2012, 2, 233–237. [Google Scholar]
- Dinaharan, I.; Murugan, N. Optimization of friction stir welding process to maximize tensile strength of AA6061/ZrB2 in-situ composite butt joints. Met. Mater. 2012, 18, 135–142. [Google Scholar] [CrossRef]
- Kalaiselvan, K.; Murugan, N. Role of friction stir welding parameters on tensile strength of AA6061-B4C composite joints. Trans. Nonferrous Met. Soc. China 2013, 23, 616−624. [Google Scholar] [CrossRef]
- Murugan, N.; Kumar, B.A. Prediction of tensile strength of friction stir welded stir cast AA6061-T6/AlNp composite. Mater. Des. 2013, 51, 998–1007. [Google Scholar] [CrossRef]
- Yang, R.; Zhang, Z.; Zhao, Y.; Yang, R. Effect of multi-pass friction stir processing on microstructure and mechanical properties of Al3Ti/A356 composites. Mater. Charact. 2015, 106, 62–69. [Google Scholar] [CrossRef]
- Tutunchilar, S.; Givi, M.B.; Haghp, M. Eutectic Al–Si piston alloy surface transformed to modified hypereutectic alloy via FSP. Mater. Sci. Eng. A 2012, 534, 557–567. [Google Scholar] [CrossRef]
- Singh, G. Impact on extruded cast 5251 Al-B4c surface composite fabricated using FSP. Int. J. Eng. Res. 2015, 3, 542–547. [Google Scholar]
- Karthikeyan, L.; Senthilkumar, V. Effect of low feed rate fsp on microstructure and mechanical properties of extruded cast 2285 aluminum alloy. J. Mater. Sci. Technol. 2007, 23, 614–618. [Google Scholar]
- Dinaharan, I. Influence of ceramic particulate type on microstructure and tensile strength of aluminum matrix composites produced using friction stir processing. J. Asian Ceram. Soc. 2016, 4, 209–218. [Google Scholar] [CrossRef]
- Kim, H.; Abachi, P. Fabrication of Az31/Al2O3 nanocomposites by friction stir processing. Rev. Adv. Mater. Sci. 2011, 28, 85–89. [Google Scholar]
- Du, Z.; Tan, M.J.; Guo, J.F.; Bi, G.; Wei, J. Fabrication of a new Al-Al2O3-CNTs composite using friction stir processing (FSP). Mater. Sci. Eng. A 2016, 667, 125–131. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Cu | Mg | Mn | Zn | Fe | Si | Pb |
|---|---|---|---|---|---|---|---|
| % | 4.89 | 1.45 | 0.616 | 0.156 | 0.11 | 0.107 | 0.0193 |
| Element | Ni | Cr | Sn | Ti | V | Co | Al |
| % | 0.0004 | 0.00369 | 0.00792 | 0.0001 | 0.00097 | 0.0004 | 92.64 |
© 2017 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Moustafa, E. Effect of Multi-Pass Friction Stir Processing on Mechanical Properties for AA2024/Al2O3 Nanocomposites. Materials 2017, 10, 1053. https://doi.org/10.3390/ma10091053
Moustafa E. Effect of Multi-Pass Friction Stir Processing on Mechanical Properties for AA2024/Al2O3 Nanocomposites. Materials. 2017; 10(9):1053. https://doi.org/10.3390/ma10091053
Chicago/Turabian StyleMoustafa, Essam. 2017. "Effect of Multi-Pass Friction Stir Processing on Mechanical Properties for AA2024/Al2O3 Nanocomposites" Materials 10, no. 9: 1053. https://doi.org/10.3390/ma10091053
APA StyleMoustafa, E. (2017). Effect of Multi-Pass Friction Stir Processing on Mechanical Properties for AA2024/Al2O3 Nanocomposites. Materials, 10(9), 1053. https://doi.org/10.3390/ma10091053