Carbide Precipitation during Tempering and Its Effect on the Wear Loss of a High-Carbon 8 Mass% Cr Tool Steel



Abstract
:1. Introduction
2. Experiment
2.1. Material
2.2. Heat Treatment
2.3. Microstructural Characterization
2.4. Tribological Testing and Examination Techniques
3. Results
3.1. Precipitates Formation in High-Carbon 8 Mass% Cr Tool Steel Calculated by Thermo-Calc
3.2. Morphology of Carbides or the Mixture of Carbides and Oxides
3.2.1. Optical Microscope (OM)
3.2.2. Scanning Electron Microscope (SEM)
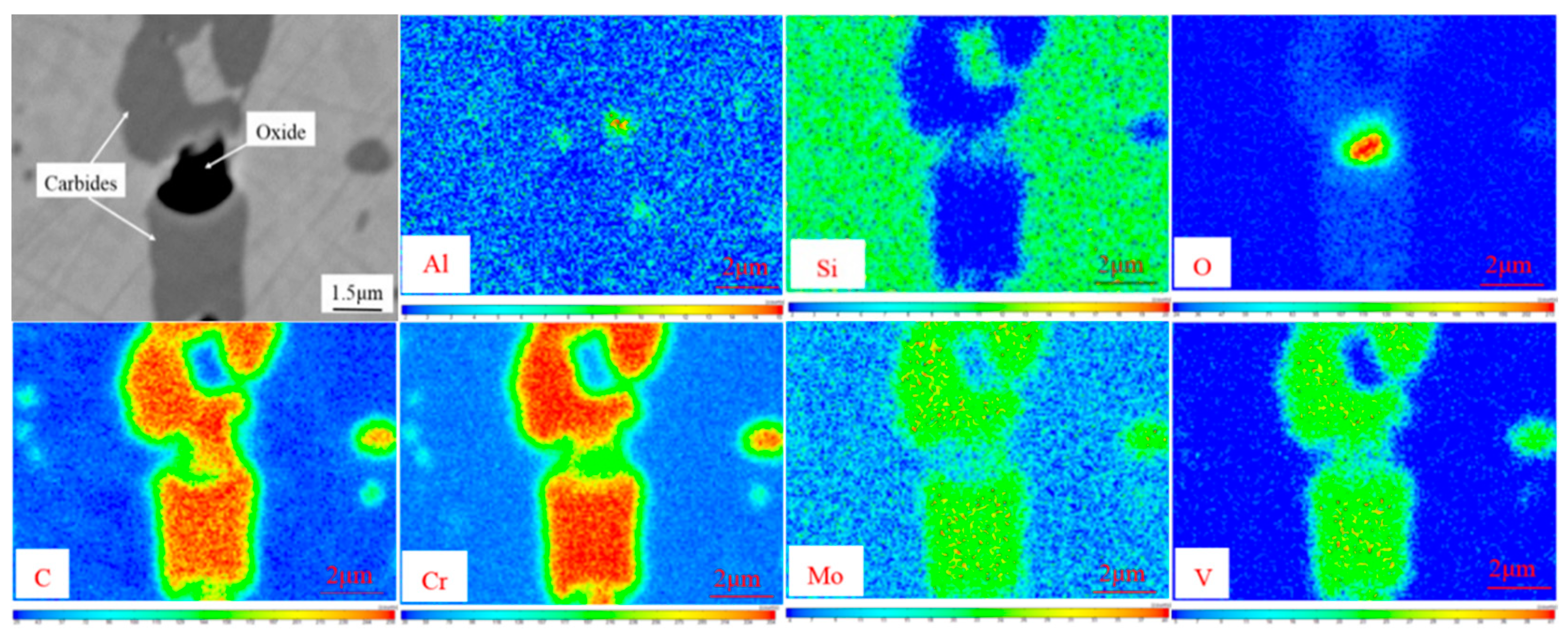
3.2.3. Electron-Probe Microanalysis (EPMA)
3.2.4. Size and Distribution
3.2.5. Type of Carbides
3.3. Wear Resistance
4. Discussion
4.1. Formation of Oxides and Carbides in the Liquid Phase
4.2. Formation of Oxides and Carbides in Solid–Liquid Dual Phase
4.3. Formation of Carbides in Solid Phase
4.4. The Improvement of Wear Resistance
5. Conclusions
- (1)
- When the size of carbides is the same, the number of carbides in test steel at a tempering temperature of 773–803 K is greater than that at a tempering temperature of 823–853 K, especially when the size of carbides is less than 5 μm.
- (2)
- There are carbides and carbides nucleated on oxides of Al2O3 in high-carbon 8 mass% Cr tool steel. Al2O3 precipitates in the liquid phase, Cr7C3 and Cr23C6 begin to precipitate in the solid–liquid two-phase region.
- (3)
- For the carbides in the test steel, a decrease in the temperature and an increase in the difference between the actual solubility product and the equilibrium solubility product promote the carbide formation.
- (4)
- The distance between adjacent actual particles is 121.30 μm at the tempering temperature of 773–803 K, which is 80.6 μm shorter than the tempering temperature 823–853 K.
- (5)
- Compared with the test steel tempered at 823–853 K, the maximum amount of reduction is 9.4% for single wear loss at the tempering temperature of 773–803 K.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Masb, A.R.; Mb, M.; Nisb, H.; Msb, S. A comprehensive review on cold work of AISI D2 tool steel. Metall. Res. Technol. 2018, 115, 104. [Google Scholar]
- Zhang, G.S.; Xing, J.D.; Gao, Y.M. Impact wear resistance of WC/Hadfield steel composite and its interfacial characteristics. Wear 2006, 260, 728–734. [Google Scholar] [CrossRef]
- Nurminen, J.; Jonne, N.; Petri, V. Microstructure and properties of hard and wear resistant MMC coatings deposited by laser cladding. Int. J. Refact. Met. Hard Mater. 2009, 27, 472–478. [Google Scholar] [CrossRef]
- Bourithis, L.; Papadimitriou, G.D.; Sideris, J. Comparison of wear properties of tool steels AISI D2 and O1 with the same hardness. Tribol. Int. 2006, 39, 479–489. [Google Scholar] [CrossRef]
- Hetzner, D.W.; Van Geertruyden, W. Crystallography and metallography of carbides in high alloy steels. Mater. Charact. 2008, 59, 825–841. [Google Scholar] [CrossRef]
- Nanesa, H.G.; Boulgakoff, J.; Jahazi, M. Influence of prior cold deformation on microstructure evolution of AISI D2 tool steel after hardening heat treatment. J. Manuf. Process 2016, 22, 115–119. [Google Scholar] [CrossRef]
- Du, G.; Li, J.; Wang, Z.B. Control of carbide precipitation during electroslag remelting-continuous rapid solidification of GCr15 Steel. Metall. Mater. Trans. B 2017, 48B, 2873–2889. [Google Scholar] [CrossRef]
- Hwang, B.; Suh, D.W.; Kim, S.J. Austenitizing temperature and hardenability of low-carbon boron steels. Scr. Mater. 2011, 64, 1118–1120. [Google Scholar] [CrossRef]
- Luo, Y.W.; Guo, H.J.; Guo, J. Effect of cooling rate on the transformation characteristics and precipitation behaviour of carbides in AISI M42 high-speed steel. Ironmak. Steelmak. 2018. [Google Scholar] [CrossRef]
- Das, D.; Ray, K.K.; Dutta, A.K. Influence of temperature of sub-zero treatments on the wear behavior of die steel. Wear 2009, 267, 1361–1370. [Google Scholar] [CrossRef]
- Zhou, X.F.; Fang, F.; Jiang, J.Q.; Zhu, W.L.; Xu, H.X. Refining carbide dimensions in AISI M2 high speed steel by increasing solidification rates and spheroidising heat treatment. Mater. Sci. Technol. 2014, 30, 116–122. [Google Scholar] [CrossRef]
- Ghomashchi, M.R.; Sellars, C. Microstructural changes in as-cast M2. Metall. Mater. Trans. A 1993, 24, 2171–2180. [Google Scholar] [CrossRef]
- Bombac, D.; Fazarinc, M.; Podder, A.S.; Kugler, G. Study of carbide evolution during thermo-mechanical processing of AISI D2 tool steel. J. Mater. Eng. Perform. 2013, 22, 742–747. [Google Scholar] [CrossRef]
- Kang, H.J.; Yoo, J.S.; Ji, T.P.; Ahn, S.T.; Kang, N.; Cho, K.M. Effect of nano-carbide formation on hydrogen-delayed fracture for quenching and tempering steels during high-frequency induction heat treatment. Mat. Sci. Eng. A Struct. 2012, 543, 6–11. [Google Scholar] [CrossRef]
- SLEIPNER Cold Work Tool Steel. Available online: https://docplayer.net/49143786-Sleipner-cold-work-tool-steel.html (accessed on 6 December 2018).
- Silva, A.K.; Inden, G.; Kumar, A.; Ponge, D.; Gault, B.; Raabe, D. Competition between formation of carbides and reversed austenite during tempering of a medium-manganese steel studied by thermodynamic-kinetic simulations and atom probe tomography. Acta Mater. 2018, 147, 165–175. [Google Scholar] [CrossRef]
- Xiong, Q.; Robson, J.D.; Chang, L.T.; Fellowes, J.W.; Smith, M.C. Numerical simulation of grain boundary carbides evolution in 316H stainless steel. J. Nucl. Mater. 2018, 508, 299–309. [Google Scholar] [CrossRef]
- Kim, H.; Kang, J.Y.; Son, D.; Lee, T.H.; Cho, K.M. Evolution of carbides in cold-work tool steels. Mater. Charact. 2015, 107, 376–385. [Google Scholar] [CrossRef]
- Ko, D.C.; Kim, S.G.; Kim, B.M. Influence of microstructure on galling resistance of cold-work tool steels with different chemical compositions when sliding against ultra-high-strength steel sheets under dry condition. Wear 2015, 338–339, 362–371. [Google Scholar] [CrossRef]
- Das, D.; Dutta, A.K.; Ray, K.K. Influence of varied cryotreatment on the wear behavior of AISI D2 steel. Wear 2009, 266, 297–309. [Google Scholar] [CrossRef]
- Fukaura, K.; Yokoyama, Y.; Yokoi, D.; Tsujii, N.; Ono, K. Fatigue of cold-work tool steels: effect of heat treatment and carbide morphology on fatigue crack formation, life, and fracture surface observations. Metall. Mater. Trans. A 2004, 35, 1289–1300. [Google Scholar] [CrossRef]
- Keith, J.L. The Development of the Arrhenius Equation. J. Chem. Educ. 1984, 61, 494. [Google Scholar]
- Wei, S.Z.; Zhu, J.H.; Xu, L.J. Research on wear resistance of high speed steel with high vanadium content. Mat. Sci. Eng. A Struct. 2005, 404, 138–145. [Google Scholar] [CrossRef]
- Wang, J.Q.; Huang, J.R. Solidification of Metal and Its Control; China Machine Press: Beijing, China, 1977. [Google Scholar]
- Huang, X.G. Principle of Steel Metallurgy; Metallurgical Industry Press: Beijing, China, 2011. [Google Scholar]
- Chen, J.X. Steel Metallurgy (Steelmaking Part); Metallurgical Industry Press: Beijing, China, 1990. [Google Scholar]
- Chen, J.X. Steelmaking Common Chart Data Manual; Metallurgical Industry Press: Beijing, China, 2006. [Google Scholar]
- Ning, A.G. Investigation on Nanoscale Precipitates in Hot-Work Die Steel and Comprehensive Strengthening Mechanism of Steel; Metallurgical Industry Press: Beijing, China, 2015. [Google Scholar]
- Elfawkhry, M.K.; Fathyk, A.M.; Eissa, M.M. Effect of Ca-Si modifiers on the carbide precipitation of as-cast hadfield steel. Steel Res. Int. 2014, 85, 885–890. [Google Scholar] [CrossRef]
- Li, J.; Li, J.; Shi, C.B.; Wang, L.L.; Wu, Z.; Wang, H. Effect of trace magnesium on carbide improvement in H13 steel. Can. Metall. Q. 2016, 55, 321–327. [Google Scholar] [CrossRef]
- Quested, P.N.; Mclean, M. Solidification morphologies in directionally solidified superalloys. Mater. Sci. Eng. 1984, 65, 171–180. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Fe | C | Si | Mn | Cr | Mo | V |
|---|---|---|---|---|---|---|---|
| Composition (wt %) | bal. | 1.2 | 1.0 | <0.6 | 8.5 | 2.50 | 0.50 |
| Heat Treatment Stage | Temperature (K)/Time (min) | |
|---|---|---|
| Sample A | Sample B | |
| Spheroidizing Annealing | 1073–1173/40–60 | 1073–1173/40–60 |
| Austenitizing | 1273–1373/20–40 | 1273–1373/20~40 |
| First Tempering | 823–853/60–90 | 773–803/60~90 |
| Second Tempering | 823–853/60–90 | 773–803/60–90 |
| Final hardness (HRC) | 58–60 | 61–63 |
| Sample | Mass Loss/mg | |||||
|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | Total | |
| A | 38.3 | 36.1 | 37.7 | 40.4 | 40.6 | 193.1 |
| B | 37.4 | 35.8 | 37.7 | 38.3 | 37.1 | 186.3 |
| w(A) − w(B) | 0.9 | 0.3 | 0 | 2.1 | 3.5 | 6.8 |
| [w(A) − w(B)]/w(B) | 2.41% | 0.84% | 0 | 5.48% | 9.4% | 3.66% |
| Number | Reaction | ∆Gθ (J/mol) |
|---|---|---|
| 1 | 2/3[Cr] + [O] = 1/3 Cr2O3 | −273010 + 119.69T [25] |
| 2 | 2/3[Al] + [O] = 1/3 Al2O3 | −408333.333 + 131.26T [25] |
| 3 | [Mn]+[O]= MnO | −244316 + 106.84T [25] |
| 4 | 1/2[Si] + [O]= 1/2 SiO2 | −297142.5 + 114.88T [25] |
| 5 | 2/3[V] + [O]= 1/3 V2O3 | −251164 + 102.24T [26] |
| 6 | 1/2[Mo] + [O]= 1/2 MoO2 | −172254.805 + 115.08T [27] |
| Al | C | Cr | Mn | Mo | N | O | S | Si | V | |
|---|---|---|---|---|---|---|---|---|---|---|
| C | 0.043 | 0.14 | −0.024 | −0.012 | −0.0083 | 0.11 | −0.34 | 0.46 | 0.08 | −0.077 |
| Cr | −0.12 | −0.0003 | 0.0018 | −0.19 | −0.14 | −0.02 | −0.0043 | |||
| Mn | −0.07 | −0.091 | −0.083 | −0.048 | ||||||
| Mo | −0.097 | −0.0003 | 0.0046 | −0.1 | −0.0007 | −0.0005 | ||||
| O | −3.9 | −0.45 | −0.04 | −0.021 | 0.0035 | 0.057 | −0.2 | −0.133 | −0.131 | −0.3 |
| Si | 0.058 | 0.18 | −0.0003 | 0.002 | −0.23 | 0.056 | 0.11 | 0.025 | ||
| V | −0.34 | −0.35 | −0.97 | −0.028 | 0.042 | 0.015 |
| Sample | A | B |
|---|---|---|
| Number of Carbides N1 | 329 | 910 |
| Number of Carbides Nucleated on Oxides N2 | 163 | 399 |
| Total Area of Carbides S1 (μm2) | 682.04 | 2498.33 |
| Total Area of Carbides Nucleated on Oxides S2 (μm2) | 1150.70 | 9993.32 |
| The distance between Adjacent Actual Particles Z (μm) | 201.36 | 121.30 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, S.; Xi, X.; Luo, Y.; Mao, M.; Shi, X.; Guo, J.; Guo, H. Carbide Precipitation during Tempering and Its Effect on the Wear Loss of a High-Carbon 8 Mass% Cr Tool Steel. Materials 2018, 11, 2491. https://doi.org/10.3390/ma11122491
Li S, Xi X, Luo Y, Mao M, Shi X, Guo J, Guo H. Carbide Precipitation during Tempering and Its Effect on the Wear Loss of a High-Carbon 8 Mass% Cr Tool Steel. Materials. 2018; 11(12):2491. https://doi.org/10.3390/ma11122491
Chicago/Turabian StyleLi, Shaoying, Xiaojun Xi, Yiwa Luo, Mingtao Mao, Xiao Shi, Jing Guo, and Hanjie Guo. 2018. "Carbide Precipitation during Tempering and Its Effect on the Wear Loss of a High-Carbon 8 Mass% Cr Tool Steel" Materials 11, no. 12: 2491. https://doi.org/10.3390/ma11122491
APA StyleLi, S., Xi, X., Luo, Y., Mao, M., Shi, X., Guo, J., & Guo, H. (2018). Carbide Precipitation during Tempering and Its Effect on the Wear Loss of a High-Carbon 8 Mass% Cr Tool Steel. Materials, 11(12), 2491. https://doi.org/10.3390/ma11122491