Experimental Investigation of Multi-mode Fiber Laser Cutting of Cement Mortar



Abstract
:1. Introduction
2. Materials and Mix Design
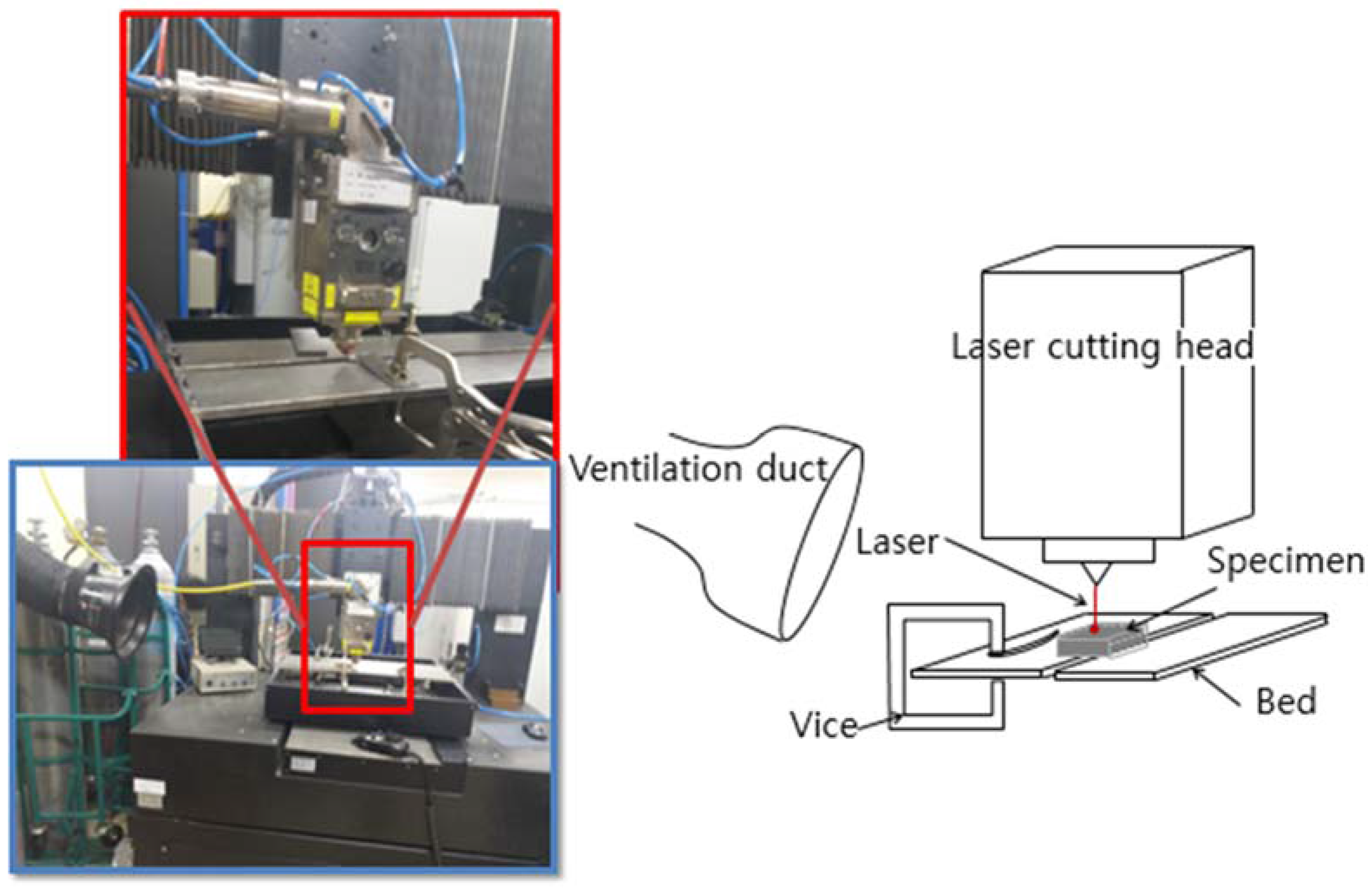
3. Experiment
4. Results and Discussion
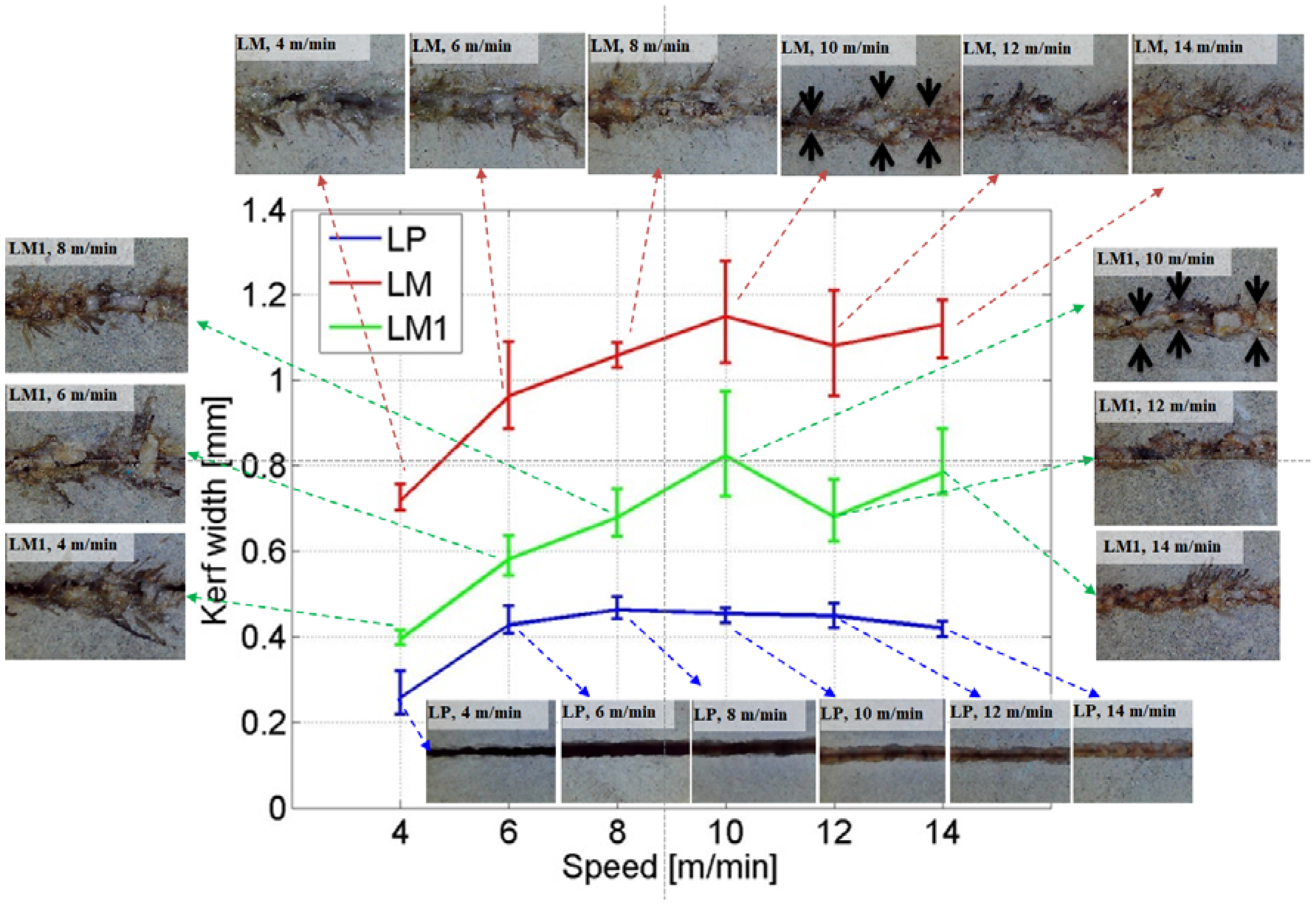
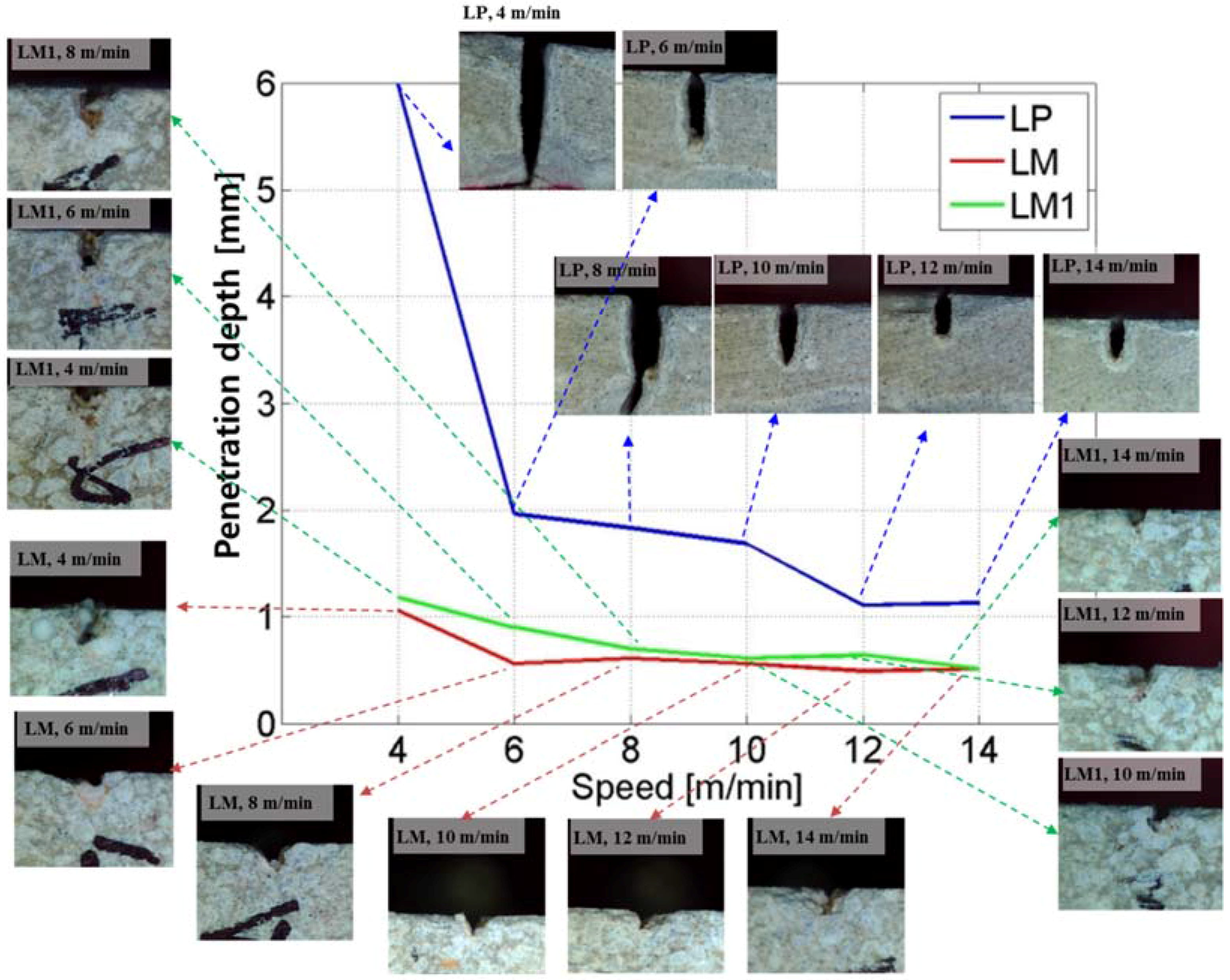
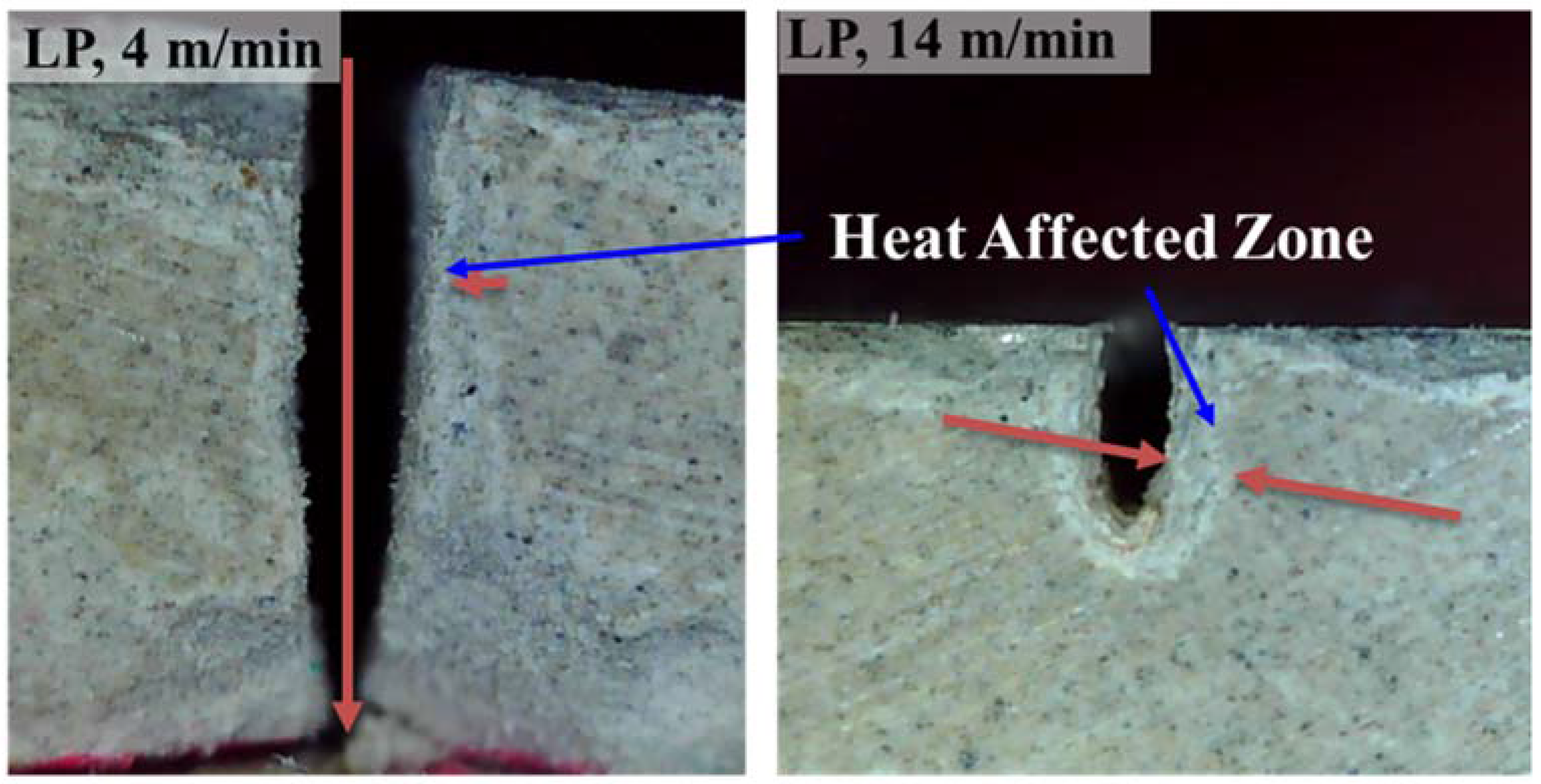
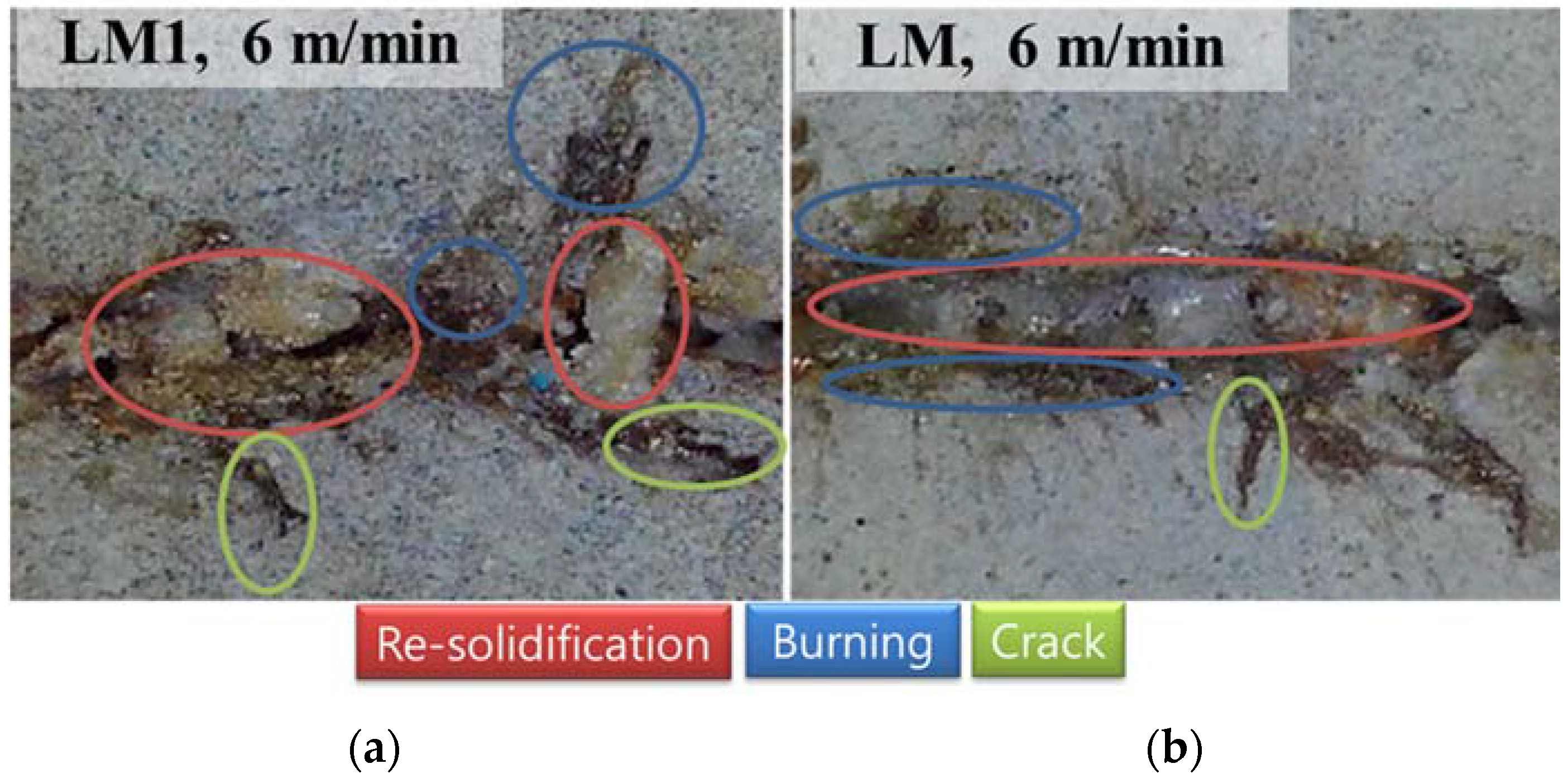
4.1. Visual Observation
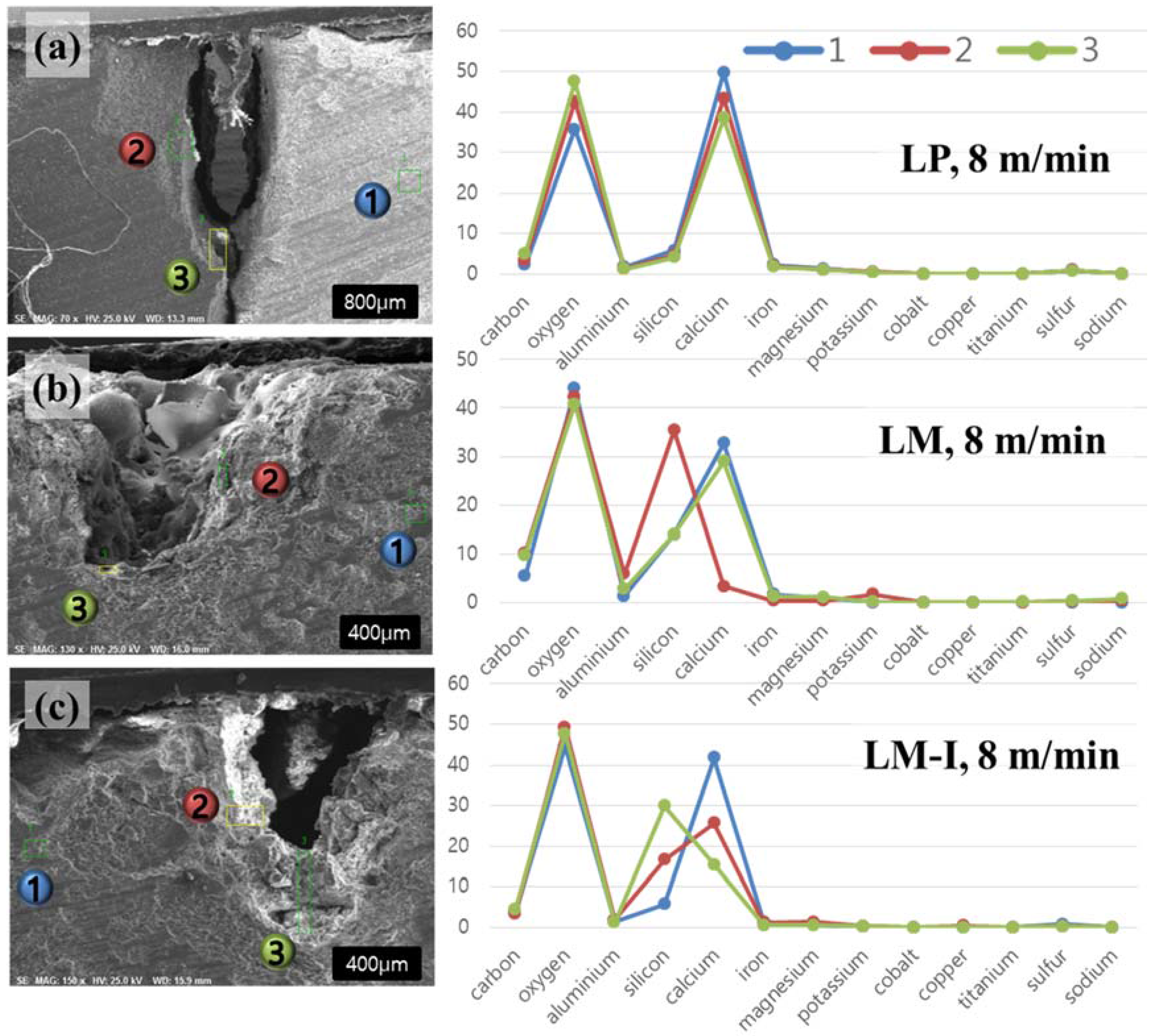
4.2. EDX Analysis
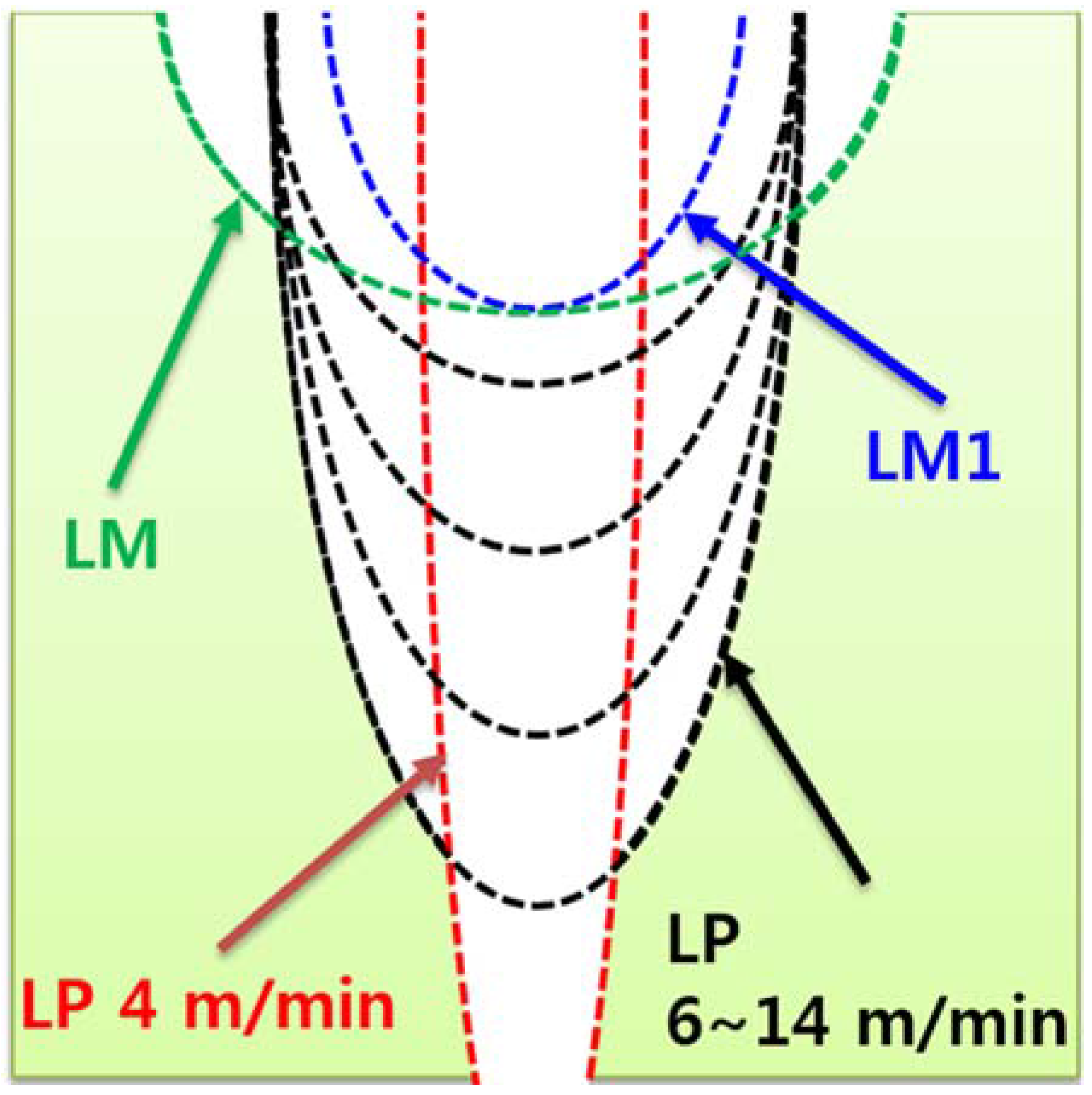
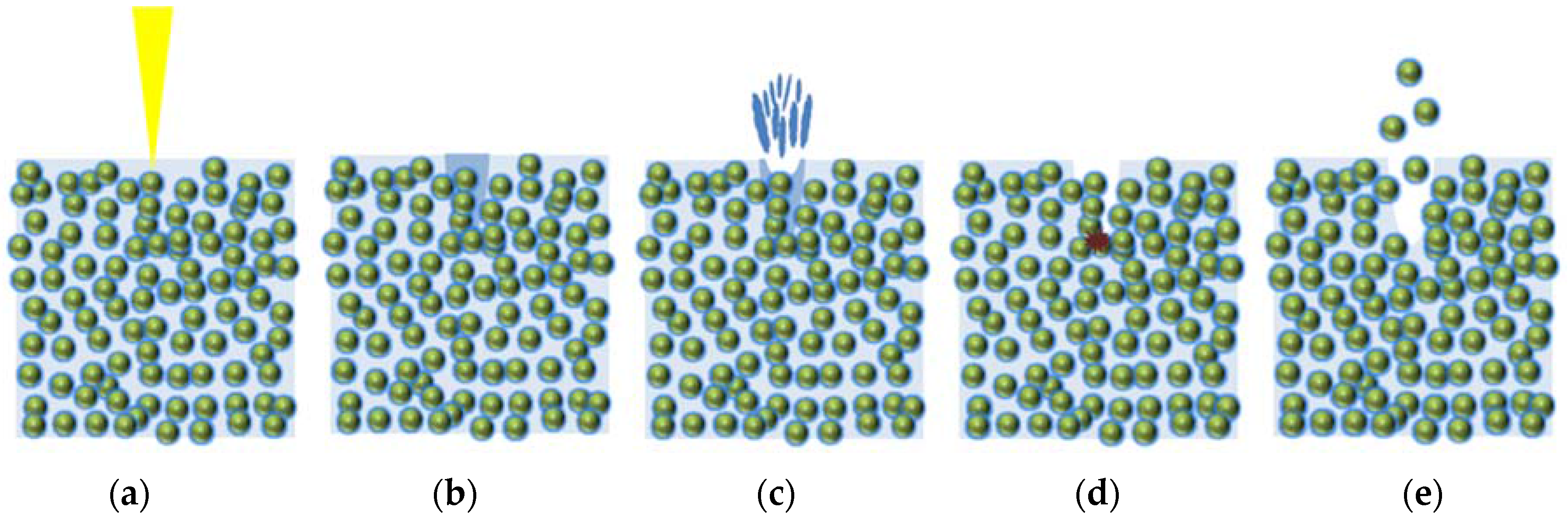
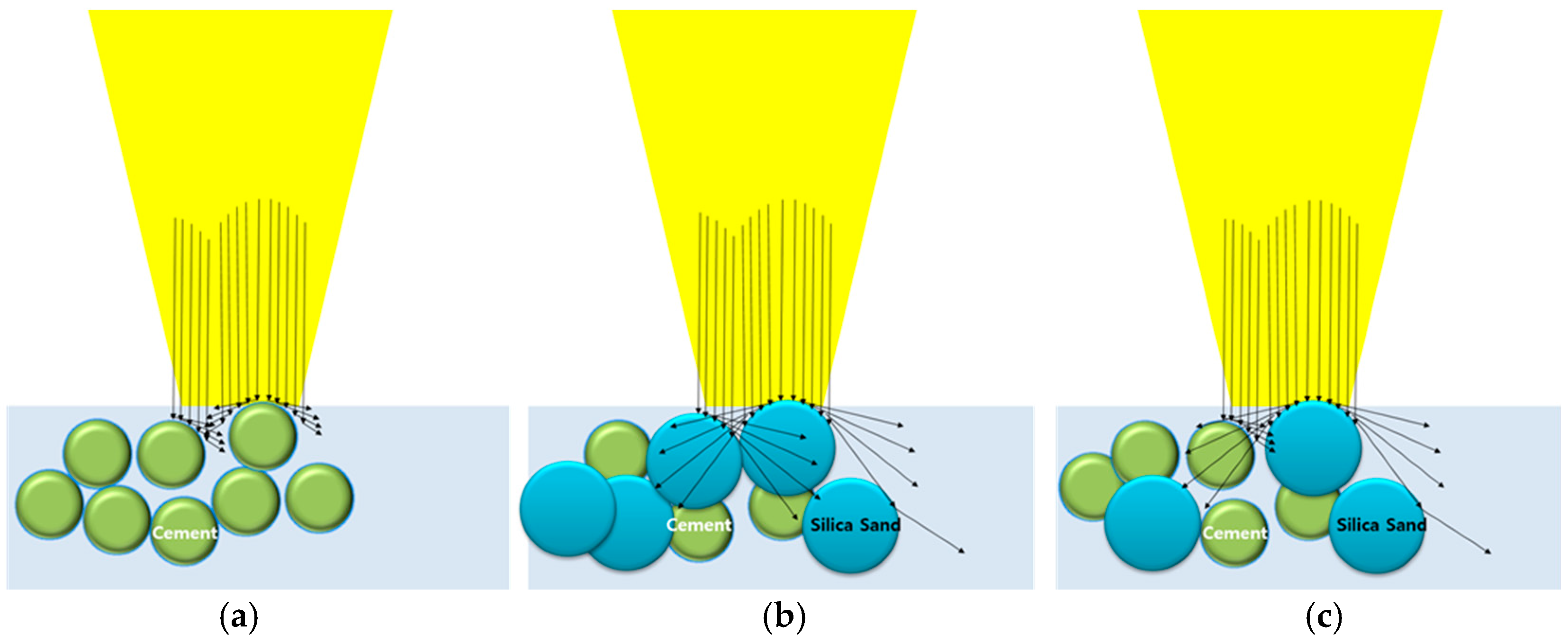
4.3. Material Removal Mechanism during Laser Cutting
5. Conclusions
- It is found that the line energy of 8.49 × 1012 J/m3 is enough to fully cut a cement paste with the thickness of 4 mm. Furthermore, the material removal mechanism during laser cutting of cthe ement paste is found to be different to the case of laser cutting of metals.
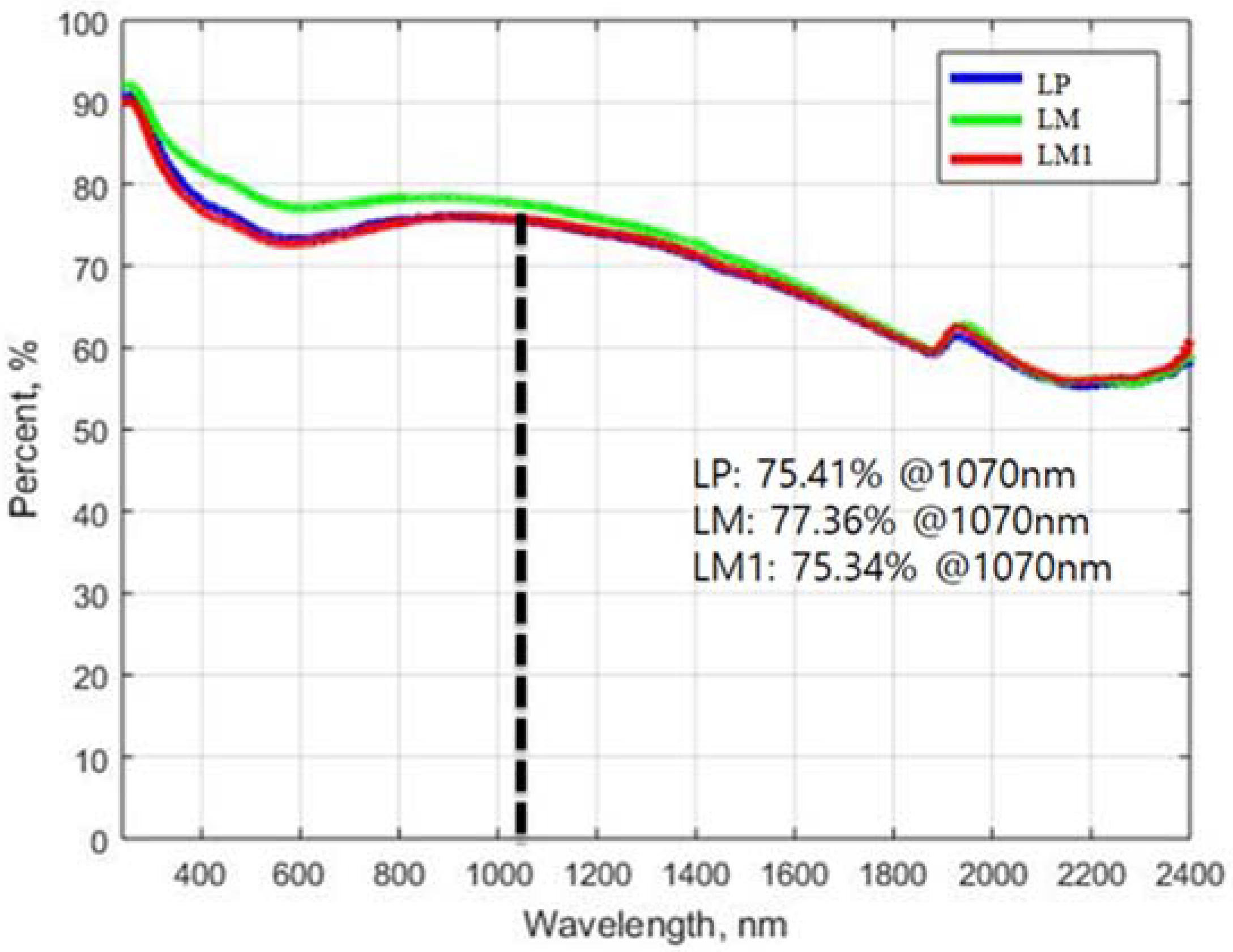
- The amount of silica sand in the cement mortar leads to significant differences in laser cutting quality and characteristics. The cement paste showed a relatively even kerf width and a deeper penetration depth, whereas the cement mortar showed a wider kerf width and a shallower penetration depth under the same amount of laser energy. This phenomenon could be explained by the fact that the silica sand would contribute to changing the direction of the heat transfer as a result of the interaction between the silica sand and the laser.
- The heat-affected zone of the LP can be clearly identified in the cross section of all specimens, and varies between 0.4 and 0.51 mm; no significant variation within the given laser parameters is found.
- The presence of silica sand leads cement mortar specimens to additional physical changes such as resolidification, burning, and cracks under laser interaction. Because of the high pressure induced during laser cutting, cracks may develop in small regions farther from the re-solidification region. The chemical composition changes after laser interaction can be found in the EDX analysis, which indicates that silicon and calcium in the cement hydration products decompose into silicon dioxide and calcium oxide in the cement paste specimens. On the other hand, in the case of the cement mortar, silica sand is formed in a bigger structurer after laser interaction, and some portions of calcium are removed.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Cao, X.; Jahazi, M.; Immarigeon, J.P.; Wallace, W. A review of laser welding techniques for magnesium alloys. J. Mater. Process. Technol. 2006, 171, 188–204. [Google Scholar] [CrossRef]
- Dubey, A.K.; Yadava, V. Laser beam machining—A review. Int. J. Mach. Tool. Manu. 2008, 609–628. [Google Scholar] [CrossRef]
- Ansari, M.A.; Erfanzadeh, M.; Mohajerani, E. Mechanisms of laser-tissue interaction: II. Tissue thermal properties. J. Lasers Med. Sci. 2013, 4, 99–106. [Google Scholar] [PubMed]
- Lee, D.; Patwa, R.; Herfurth, H.; Mazumder, J. Parameter optimization for high speed remote laser cutting of electrodes for lithium-ion batteries. J. Laser Appl. 2016, 28, 022006. [Google Scholar] [CrossRef]
- Lee, D.; Mazumder, J. Effects of laser beam spatial distribution on laser-material interaction. J. Laser Appl. 2016, 28, 032003. [Google Scholar] [CrossRef]
- Lee, D.; Patwa, R.; Herfurth, H.; Mazumder, J. Three dimensional simulation of high speed remote laser cutting of cathode for lithium-ion batteries. J. Laser Appl. 2016, 28, 032010. [Google Scholar] [CrossRef]
- Lee, D.; Patwa, R.; Herfurth, H.; Mazumder, J. High speed remote laser cutting of electrodes for lithium-ion batteries: Anode. J. Power Sources 2013, 240, 368–380. [Google Scholar] [CrossRef]
- Lee, D.; Mazumder, J. Numerical Studies of Laser Cutting of an Anode for Lithium-ion Batteries. In Proceedings of the International Congress on Applications of Lasers & Electro–Optics, Anaheim, CA, USA, 23–27 September 2012. [Google Scholar]
- Lee, D. Experimental investigation of laser spot welding of Ni and Au-Sn-Ni alloy. J. Weld. Jt. 2017, 35, 1–5. [Google Scholar] [CrossRef]
- Lee, D.; Cho, J.; Kim, C.H.; Lee, S.H. Application of laser spot cutting on spring contact probe for semiconductor package inspection. Opt. Laser Technol. 2017, 97, 90–96. [Google Scholar] [CrossRef]
- Hong, K.M.; Shin, Y.C. Prospects of laser welding technology in the automotive industry: A review. J. Mater. Process. Technol. 2017, 245, 46–69. [Google Scholar] [CrossRef]
- Weng, F.; Chen, C.; Yu, H. Research status of laser cladding on titanium and its alloys: A review. Mater. Des. 2014, 58, 412–425. [Google Scholar] [CrossRef]
- Zhang, K.R.; Zhang, J.X. Numerical simulation for keyhole profile and their effect of TC4 titanium alloy during laser welding. Rare Met. Mat. Eng. 2009, 38, 987–990. [Google Scholar]
- Long, N.P.; Daido, H.; Yamada, T.; Nishimura, A.; Hasegawa, N.; Kawachi, T. Experimental characterization of concrete removal by high-power quasicontinuous wave fiber laser irradiation. J. Laser Appl. 2017, 29, 041501. [Google Scholar] [CrossRef]
- Peach, B.; Petkovski, M.; Blackburn, J.; Engelberg, D.L. Laser scabbling of mortars. Constr. Build. Mater. 2016, 124, 37–44. [Google Scholar] [CrossRef]
- Peach, B.; Petkovski, M.; Blackburn, J.; Engelberg, D. The effect of concrete composition on laser scabbling. Constr. Build. Mater. 2016, 111, 461–473. [Google Scholar] [CrossRef]
- Peach, B.; Petkovski, M.; Blackburn, J.; Engelberg, D. An experimental investigation of laser scabbling of concrete. Constr. Build. Mater. 2015, 89, 76–89. [Google Scholar] [CrossRef]
- Ki, H.; Mohanty, P.S.; Mazumder, J. Multiple reflection and its influence on keyhole evolution. J. Laser Appl. 2002, 14, 39–45. [Google Scholar] [CrossRef]
- Ki, H.; Mohanty, P.S.; Mazumder, J. Modeling of laser keyhole welding: Part I. Mathematical modeling, numerical methodology, role of recoil pressure, multiple reflections, and free surface evolution. Metall. Mater. Trans. A 2002, 33, 1817–1830. [Google Scholar] [CrossRef]
- Ki, H.; Mohanty, P.S.; Mazumder, J. Modeling of laser keyhole welding: Part II. Simulation of keyhole evolution, velocity, temperature profile, and experimental verification. Metall. Mater. Trans. A 2002, 33, 1831–1842. [Google Scholar] [CrossRef]
- Ki, H.; Mohanty, P.S.; Mazumder, J. Modelling of high-density laser-material interaction using fast level set method. J. Phys. D Appl. Phys. 2001, 34, 364–372. [Google Scholar] [CrossRef]
- Lawrence, J.; Li, L. Surface glazing of concrete using a 2.5 kW high power diode laser and the effects of large beam geometry. Opt. Laser Technol. 1999, 31, 583–591. [Google Scholar] [CrossRef] [Green Version]
- Lawrence, J.; Li, L. High power diode laser surface glazing of concrete. J. Laser Appl. 2000, 12, 116–125. [Google Scholar] [CrossRef] [Green Version]
- Domone, P.; Illston, J. Construction Materials: Their Nature and Behaviour, 4th ed.; CRC Press: London, UK, 2010. [Google Scholar]
- Alarcon-Ruiz, L.; Platret, G.; Massieu, E.; Ehrlacher, A. The use of thermal analysis in assessing the effect of temperature on a cement paste. Cem. Concr. Res. 2005, 35, 609–613. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Series | Cement | Water | Silica Sand | Compressive Strength (MPa) |
|---|---|---|---|---|
| LP | 1 | 0.5 | - | 56.1 |
| LM | 1 | 0.5 | 1.5 | 65.7 |
| LM1 | 1 | 0.5 | 1.0 | 66.4 |
| Cases | Speed (m/min) | Line Energy (J/m3) |
|---|---|---|
| 1 | 14 | 2.43 × 1011 |
| 2 | 12 | 2.83 × 1011 |
| 3 | 10 | 3.40 × 1011 |
| 4 | 8 | 4.24 × 1011 |
| 5 | 6 | 5.66 × 1012 |
| 6 | 4 | 8.49 × 1012 |
| Series | Points | Total (%) | C | O | Al | Si | Ca | Fe | Mg | K | Cu | Ti | S | Na |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| LP | 1 | 100 | 2.20 | 35.6 | 1.68 | 5.85 | 49.8 | 2.22 | 1.26 | 0.41 | 0 | 0 | 0.97 | 0 |
| 2 | 100 | 3.46 | 42.6 | 1.33 | 4.70 | 43.4 | 2.04 | 1.05 | 0.45 | 0 | 0 | 0.90 | 0 | |
| 3 | 100 | 4.86 | 47.5 | 1.22 | 4.07 | 38.4 | 1.73 | 1.04 | 0.42 | 0 | 0 | 0.76 | 0 | |
| LM | 1 | 100 | 5.45 | 44.0 | 1.36 | 14.0 | 32.8 | 1.60 | 0.89 | 0 | 0 | 0 | 0 | 0 |
| 2 | 99.99 | 10.2 | 42.4 | 5.83 | 35.4 | 3.32 | 0.29 | 0.28 | 1.63 | 0 | 0 | 0.24 | 0.35 | |
| 3 | 100 | 9.80 | 40.8 | 2.80 | 14.0 | 29.0 | 1.20 | 1.12 | 0.11 | 0 | 0.08 | 0.30 | 0.79 | |
| LM1 | 1 | 99.99 | 3.85 | 44.4 | 1.38 | 5.74 | 41.6 | 1.37 | 0.71 | 0.15 | 0 | 0 | 0.74 | 0 |
| 2 | 99.99 | 3.44 | 49.2 | 1.83 | 16.7 | 25.6 | 1.16 | 1.27 | 0.19 | 0.32 | 0 | 0.28 | 0 | |
| 3 | 100 | 4.55 | 47.6 | 1.17 | 29.9 | 15.4 | 0.46 | 0.47 | 0.20 | 0 | 0 | 0.21 | 0 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lee, D.; Pyo, S. Experimental Investigation of Multi-mode Fiber Laser Cutting of Cement Mortar. Materials 2018, 11, 278. https://doi.org/10.3390/ma11020278
Lee D, Pyo S. Experimental Investigation of Multi-mode Fiber Laser Cutting of Cement Mortar. Materials. 2018; 11(2):278. https://doi.org/10.3390/ma11020278
Chicago/Turabian StyleLee, Dongkyoung, and Sukhoon Pyo. 2018. "Experimental Investigation of Multi-mode Fiber Laser Cutting of Cement Mortar" Materials 11, no. 2: 278. https://doi.org/10.3390/ma11020278
APA StyleLee, D., & Pyo, S. (2018). Experimental Investigation of Multi-mode Fiber Laser Cutting of Cement Mortar. Materials, 11(2), 278. https://doi.org/10.3390/ma11020278