3.2. Mechanical Strength
The mechanical strength was evaluated by determining the bulk crushing resistance in accordance with EN 13055 [
18]. The bulk crushing resistance can be carried out by means of two different procedures, depending on the dimension of the LWA and the weight of the sample. In the case of the manufactured ME-LWAs, Procedure 1 from the standard was chosen since the bulk density was above 150 kg/m
3. A sample of the ME-LWAs was placed in a steel cylinder of one-litre volume (
Figure 4); a piston was then pressed into the cylinder to a depth of 20 mm in a 100 s time interval; the force was recorded in Newtons. This procedure was repeated on three test specimens.
The crushing resistance, C
b, of each sample was evaluated as follows:
where L is the force exerted by the piston [N], F is the compressive force [N], and A is the piston area [mm
2].
Table 4 presents the calculated average crushing resistance of the ME-LWAs and raw LWAs. The ME-LWAs were determined to have an average crushing resistance of 9.24 MPa, which, compared to raw LWAs, was more than 7 times higher. This demonstrates that the polyester resin coating considerably increased the resistance of the final ME-LWA product. The Lightweight Expanded Clay Aggregates handbook shows several paving solutions incorporating different types of expanded clay aggregates. For porous asphalt pavements, for instance, a C
b value of 4.50 MPa is required, which is approximately half that recorded for the ME-LWAs.
3.3. ME-LWA Thermal Stability
To ensure the reliable and consistent performance of the ME-LWA, the PCM encapsulated within the pores of the host material should be thermally reliable over many melting and freezing cycles and show little or no change in thermal properties after a long period of service. Therefore, the ME-LWA were subjected to melting/solidifying cycles in a temperature- and humidity-controlled environmental chamber to detect if there was any change in the phase change behaviour of the PCM and further verify the encapsulation efficiency.
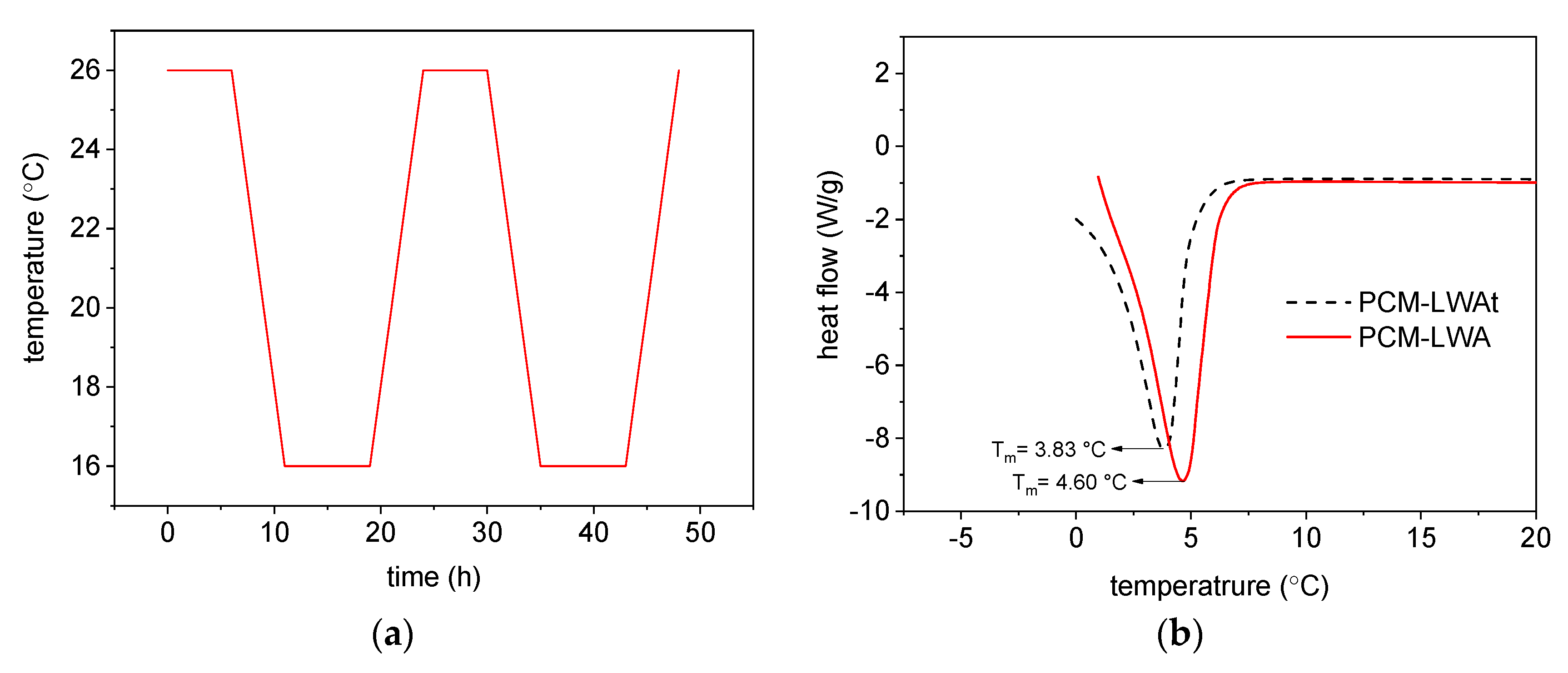
Figure 5a shows the typical two-day, time vs. temperature cycle, which lasted 5 weeks. The thermal properties, i.e., phase change temperature and latent heat of the PCM after repeated thermal cycling, were investigated by DSC. The DSC curve of the PCM before and after thermal cycling is shown in
Figure 5b. When comparing the melting temperature of the PCM in the ME-LWA before and after thermal cycling, the melting temperature changes only by 0.7 °C while the latent heat storage capacity at melting changes by 12.56 kJ/kg. The change in mass of the 200 g sample of ME-LWA was also only 0.9 g. The changes observed in the thermal characteristics of the PCM contained in the LWA are very small; it can, therefore, be concluded that the prepared ME-LWA is thermally reliable.
3.4. Thermal Effectiveness of ME-LWA
The differential scanning calorimetry (DSC) test was carried out with the aim of investigating the phase changing behaviour, particularly the phase change temperature and the thermal energy storage and release of ME-LWAs. The DSC curve of the ME-LWA in
Figure 6 is constant between +20 °C and +80 °C, indicating that no significant variation of heat flow occurs and that the material remains stable without storing or releasing heat. However, in the range between 0 °C and 4 °C, the phase change rises, as expected, during both the melting and solidification cycles. The maximum heat flow recorded during the melting cycle occurred at 3.41 °C. Meanwhile, during the solidification cycle, the maximum heat flow occurred at 0.99 °C. The specific enthalpies of the phase changes were recorded as 34.86 J/g and 31.20 J/g for the melting solidification cycles, respectively.
Figure 7 shows the results of DSC tests of the raw and PCM-impregnated LWA from two different samples of the coating layer, from which the melting temperature (T
m) and solidification temperature (T
s) were calculated. T
m and T
s represent the melting and solidification values, respectively, at the peak points of the DSC curve, i.e., the values at which the highest heat flow is reached. The resin-granite powder coating layer proved to be completely insensitive to the temperature variation. The raw LWA, being composed of clay previously treated at 1200 °C, also showed the same neutral thermal behaviour. A slightly different result was obtained from the sample composed of the internal coating layer in contact with the paraffin: very narrow peaks appeared during both the heating and cooling process, showing a T
P = 2.22 °C and ΔH
m = 0.9225 J/g during the melting phase and T
P = 1.57 °C and ΔH
c = 1.045 J/g during the solidification phase. These outcomes attest to the remarkable thermal capacity of PCM: just a very small amount of this material induces an enthalpy alteration in the system. Finally, very broad and sharp peaks were displayed by the PCM-impregnated LWA: concerning the solidification phase change, T
S = 2.04 °C, T
P = 0.28 °C and ΔH
c = 62.44 J/g. Nonetheless, the high latent heat obtained is expected to decrease for the coated specimens.
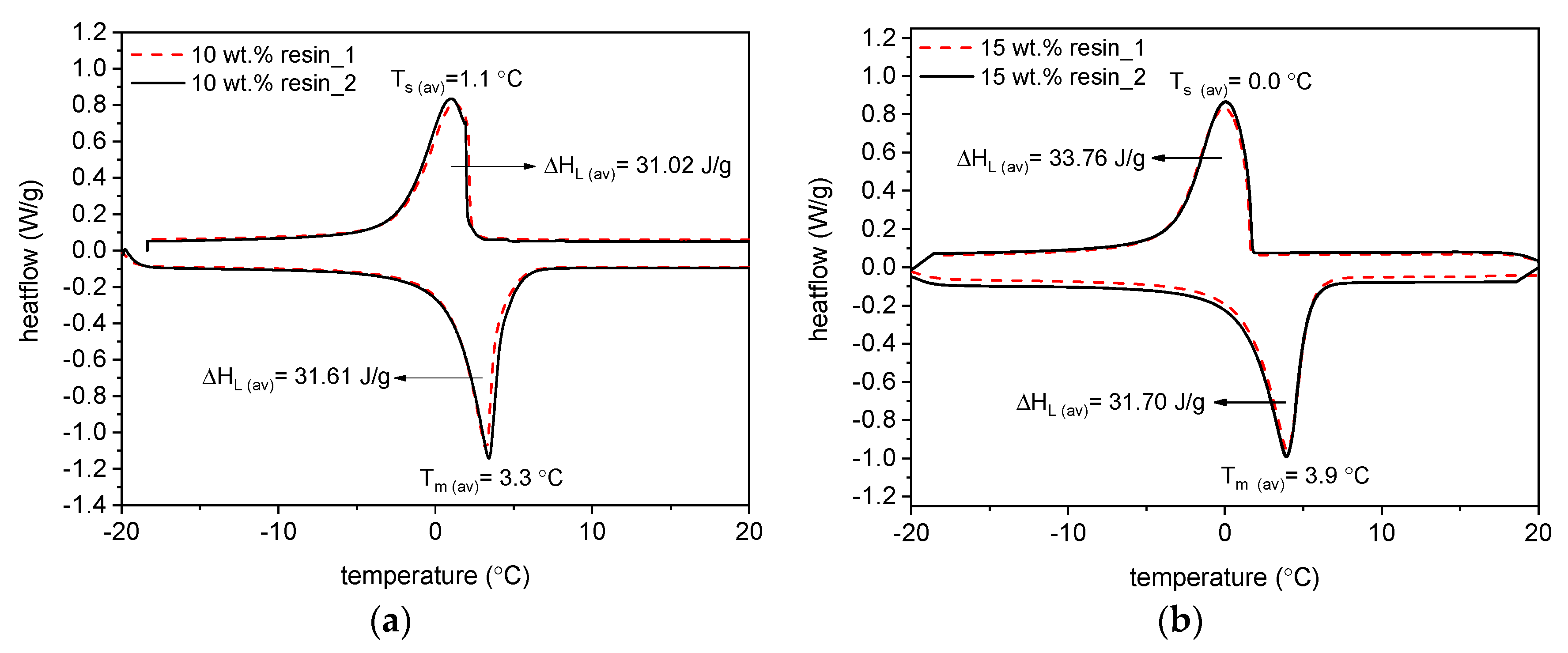
DSC tests on ME-LWA aggregates were carried out for two sets of samples coated using different quantities of resin.
Figure 8a illustrates the results of two ME-LWA specimens coated with 10 wt % resin. Both specimens (taken from different ME-LWAs) revealed almost identical behaviour: the two curves are seen to be overlapped, with approximately the same amount of latent heat available at both melting and solidification, i.e., 31.61 J/g and 31.02 J/g, respectively. The mean peak melting and solidification temperatures were also almost identical, averaging at T
m (average) = 3.3 °C and T
s (average) = 1.1 °C, respectively.
Figure 8b illustrates the results of two ME-LWA specimens coated with 15 wt % resin. Comparing the two sets of curves, melting of the PCM occurred at a higher temperature than for the 10 wt % resin coated ME-LWA samples, whereas solidification occurred at a lower temperature. In fact, the mean values of the melting and solidification temperatures were T
m (average) = 3.9 °C and T
s (average) = 0.0 °C, respectively. The latter offset in melting and solidification temperature is due to the increased resin content. Concerning the amount of latent heat, both specimens were characterized by sharp and broad bell-shaped curves, with the amount of latent heat available at melting and solidification equal to 31.70 J/g and 33.76 J/g, respectively.
The transition in the solid-liquid phase change between 1 °C and 3 °C asserted by the PCM manufacturer’s datasheet is in good agreement with the experimental results presented in
Figure 8. The almost perfect overlap of the curves for both the 10 wt % and 15 wt % samples attests to the excellent reproducibility and repetitiveness of the recorded melting and solidification phases obtained using the DSC technique. These figures indicate that both sets of ME-LWAs exhibit similar thermal characteristics. This is because there is no chemical reaction between the paraffin PCM and the resin coating during the preparation of the ME-LWAs.
The specific theoretical enthalpy, H, can be calculated as H = ΔH × P [J/g], where ΔH is the specific phase change enthalpy of PCM, obtained from DSC test or directly from the datasheet, and P is the percentage in weight of paraffin hosted in LWA. The latent heat of PCM is provided by the supplier with an inaccuracy of 7.5%: its value was estimated at 185 J/g in the worst case. Considering that the PCM absorption capacity by vacuum impregnation was calculated as 95%, the theoretical enthalpy of the PCM hosted in a specific amount of LWA should be 175.75 J/g. Comparing this result with the value of specific enthalpy of impregnated aggregates without coating calculated by DSC test, equal to 62.44 J/g, it is clear that the heat transfer efficiency of ME-LWA was reduced. The lower thermal conductivity of the ME-LWA, along with the complex dispersion of the pores where the PCM is collected, undesirably affected the energy storage and release. This reduction is even more evident considering that the presence of the coating: the mean latent heat of the samples discussed above, is 32 J/g. The presence of polyester resin and granite powder contribute to the reduction of the ME-LWA specific enthalpy by approximately 50%.
3.5. ME-LWAs’ Resistance to Fragmentation
Many aggregates are more susceptible to abrasion when wet than dry [
19]. The Micro-Deval test incorporates the use of water, in contrast to some other tests that are conducted on dry aggregates. The test results are helpful for evaluating the toughness/abrasion resistance of coarse aggregate subject to abrasion. In the EN 1097-2 standard of the Micro-Deval test [
20], a Micro-Deval coefficient, which is the percentage of the original sample reduced to a size smaller than 1.6 mm during abrasion, is determined. However, in this study, the factor to be determined was the percentage of the original sample that did not incur any damage during the test. Hence, the procedure adopted here can be considered a variation of the EN 1097-1 standard. In terms of sample preparation, a sample of ME-LWA was weighed to the nearest gram and recorded as ‘A’. The sample was first soaked in pure water for 1 h, then transferred to the Micro-Deval container with the steel charges. The test was run for 120 min at 80 RPM, resulting in a total of 9600 revolutions. After the test was complete, the sample was separated from the steel balls and washed with water until the runoff was clear and all materials smaller than the 125-micron sieve had passed through. The steel charge was removed manually, and the ME-LWA was then air-dried. Damaged ME-LWAs were determined visually and subsequently removed, and the mass of the undamaged ME-LWAs was recorded as ‘B’. The percentage mass of ME-LWA that was left undamaged from the Micro-Deval abrasion test was calculated to the nearest 0.1%.
Some typical types of damage can be seen in
Figure 9. The ME-LWAs suffered different degrees of damage, ranging from small and large pits in the coating (
Figure 9a,b, respectively) to complete fracture with significant loss of coating (
Figure 9c,d).
The mass of sample that did not incur any damage was determined to be 600 g, hence A = 1000 g and B = 600 g, then % ME-LWA damaged = 40%. The interpretation of this result is straightforward and indicates that under the most severe conditions of wet abrasion, 40% of the ME-LWAs suffered some form of damage that could lead to the leaking of PCM. Under more realistic conditions, e.g., during the mixing of a cementitious binder, the ME-LWAs would not undergo such severe conditions.
3.6. Surface Polishing Characteristics of ME-LAWs (Micro-Roughness and Friction under Traffic)
Surface micro-roughness parameters and the Polished Stone Value coefficient (PSV) were carried out on ME-LWAs specimens by means of a laser profilometer scanning [
21] according to EN 1097-8 [
22]. The polishing cycle involved two phases of 3 h duration. In the first phase, coarse abrasive sand (size 300/600 μm) and water were used; in the second phase, fine abrasive sand (smaller than 53 μm) was used instead, together with water. Two different types of aggregates were produced: ME-LWAs with 10% resin coating (ID sample: 10%R) and ME-LWAs with a first coating of 10% resin and a second coating of 15% resin (ID sample: 1015%R). Results were compared with a control non-coated aggregate (basalt, ID sample: CA) with high performance according to common road construction specifications [
23,
24]. Three specimens were prepared for each type of aggregate (10%R, 1015%R and CA), for a total of nine specimens (
Figure 10a,b).
It is important to point out that a superficial fragmentation of some granules was observed for some of the 10%R samples (with a single resin coating) because they did not resist the smoothing action during the polishing test. This fragmentation was estimated to be around 16% of the surface area; however, this condition allowed the experimentation to be carried out correctly (
Figure 10c).
3.6.1. Roughness Analysis
As far as roughness analysis is concerned, a laser profilometer based on conoscopic holography was used [
21,
25,
26] (
Figure 11). Conoscopic holography is a non-contact digitizing technique used in submicrometric roughness measurements. This is in contrast to laser triangulation techniques, which are the most common solution for this kind of measurement, but there are fundamental limitations to their applicability when high precision, long standoffs or large apertures are needed, such as in this study [
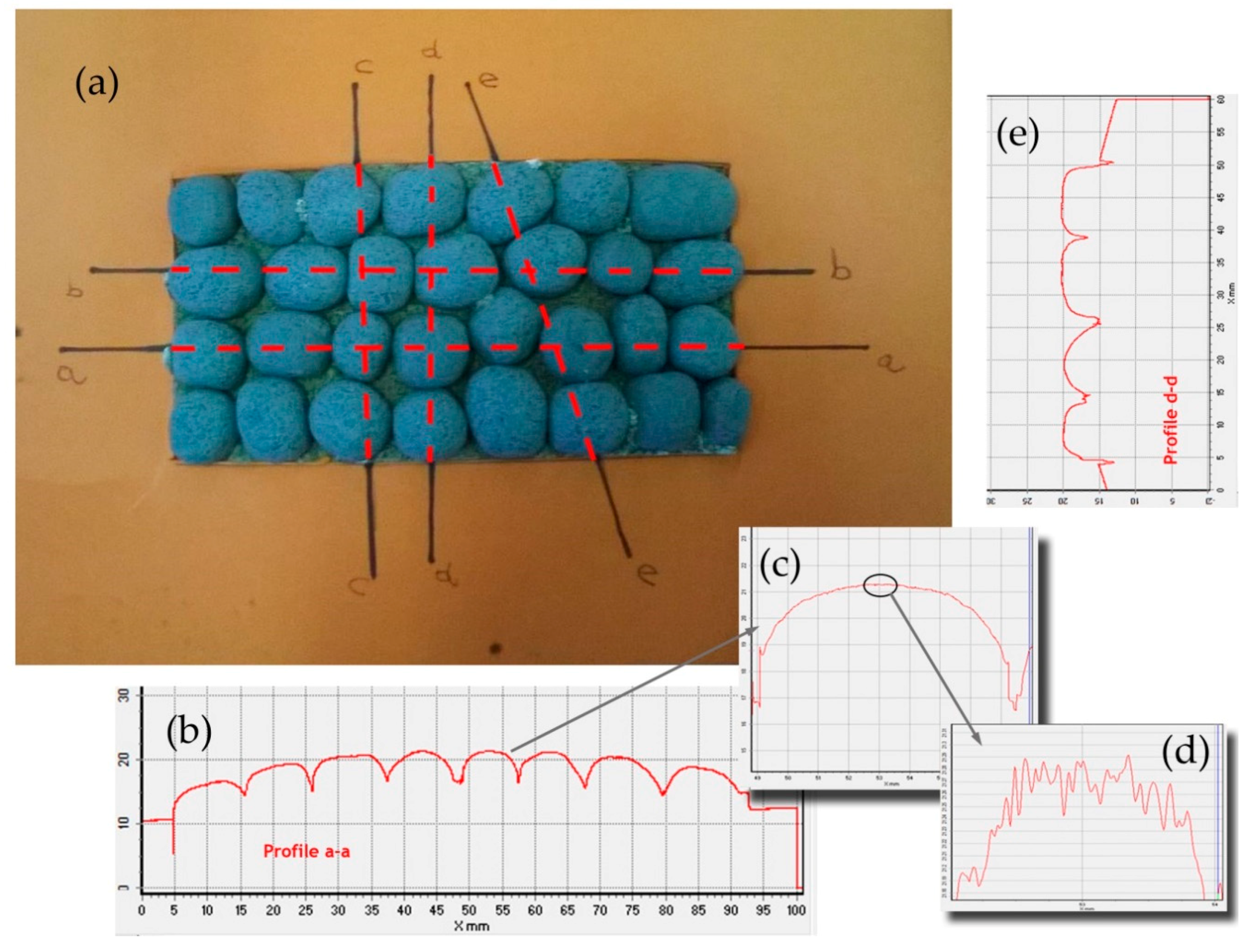
27]. For each aggregate sample, five profiles (a, b, c, d and e) were analysed on the top layer of the polished stone specimens. Two profiles along the same direction of polishing and three in the crosswise direction were carried out before and after the polishing test (
Figure 12a). Micro-roughness parameters (Ra, Rq and Rz) [
28] were derived from the profile analysis, as reported in
Table 5. In the literature it is also possible to calculate these parameters through laser measurements [
29]. These technologies are also applicable on a different scale for measurements related to deterioration, road geometry and contact tire-surface [
30,
31,
32].
Table 6 summarizes the roughness parameters before and after the polishing test. These values were derived from microprofiles sampled on the top of each aggregate with an average length (base-line) of 0.95–1.50 mm (
Figure 12d). Furthermore, the percentage decreases between the two monitoring steps (before-after) were estimated.
According to
Table 6, for all samples (CA, 10%R and 1015%R), the depth parameters decrease after polishing, with the lowest percentage decrease (on average −5%) being recorded for sample CA. Also, samples with a double layer of resin (1015%R) are more resistant to polishing (average decrease −14%) compared to 10%R (on average −20%).
3.6.2. Polished Stone Analysis
The residual friction after the polishing test was also investigated in terms of PSV, for which the outcomes are shown in
Table 7 and
Figure 13. In order to better investigate the PSV variability, the performance of expanded clay (ID sample: EC) was considered. Usually, EC is used for the surface layer of anti-skid and anti-noise asphalt pavements.
Table 7 shows the acceptance threshold values for the polishing test according to widely adopted Italian technical specifications, too.
As shown in
Table 7 and
Figure 13, the average values of the PSV coefficient (multiplied by 100) for both types of ME-LWAs are higher than those registered for the control aggregate. More specifically, PSV is recorded to be 53 for CA versus 63 for 10%R samples and 65 for the 1015%R sample. Finally, the average PSV registered for ME-LWAs is always higher than the specifications’ acceptance thresholds. Based on the abovementioned findings, it is possible to highlight that the double surface-coating technique (1015%R sample) allows for the attainment of a better performance than the aggregates made with a single-coating for road pavements in terms of both micro-roughness and friction development under traffic loadings.
3.7. Thermal Analysis of Relevant Temperature Conditions
Three further thermal measurement tests were carried out to obtain a more realistic evaluation of the ME-LWA effectiveness for their use as anti-icing solution in pavements. Two different samples of ME-LWAs and one sample of the raw LWA were prepared and tested in both a climatic chamber and a cold outdoor environment, monitoring their thermal behaviour as a result of the controlled and uncontrolled temperature reductions, respectively. Temperature measurements in the climatic chamber were performed using a FLIR thermal camera, infrared thermometer and thermocouples, while ambient temperature monitoring was conducted using a digital thermometer.
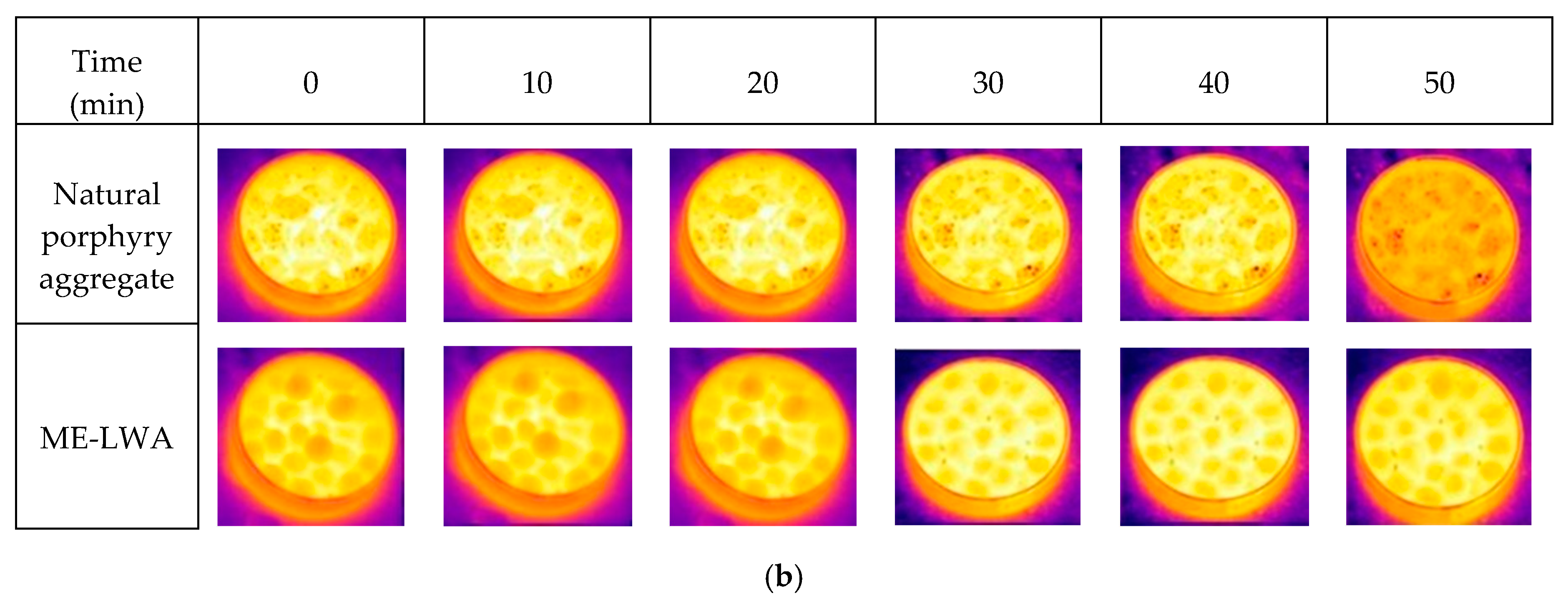
The measurements in both environments were performed for a sufficient time, during which sub-zero temperatures were reached. The FLIR thermal camera provided thermal pictures of the samples, from which the development of the temperature as a function of time was plotted (
Figure 14). The two samples made of ME-LWA are placed on the left and right of the thermal pictures, respectively, while the natural porphyry aggregate is placed in the centre. Pictures are taken at 10-min intervals from 0 to 50 min.
During the first 30 min, the differences between the ME-LWA samples and the natural aggregate were negative, meaning that the ME-LWAs were colder. However, with the decrease in the temperature, between 30 min and the end of the test, the values became positive, showing that the ME-LWAs maintained higher temperatures than the natural aggregate, reaching a maximum value of 2.8 °C. This trend was also observed from the thermal images presented in
Figure 14b, which clearly show the remarkable effect of PCM heat flow, particularly in the last 30 min, where the ME-LWAs can be seen to be glowing much brighter than the natural porphyry aggregates.
The measurement with the infrared thermometer (
Figure 15) also shows a different evolution of the temperature: after 25−30 min, the ME-LWAs remained approximately constant and close to 2 °C, while the natural porphyry aggregates continued to decrease, reaching a temperature of 0 °C.
An additional test was carried out in a climatic chamber to evaluate how long ME-LWAs were able to maintain temperatures above 0 °C. For this experiment, neither the thermal camera nor the infrared thermometer was used since the glass surfaces of the chamber would influence the measurements. Instead, digital thermocouples were embedded into samples of ME-LWAs and natural porphyry aggregates (
Figure 16). This analysis was performed to simulate a typical local temperature drop during the night; the chamber temperature was manually controlled to reproduce a set of available field data from the nearby climate station.
Figure 16 shows the fitted time versus temperature curves of the chamber air, natural aggregates and ME-LWA. The curve for the ME-LWA shows attenuation in its slope starting from 3−4 °C, while the natural aggregates continue to decrease in temperature, following almost the same trend as the chamber temperature. The meaningful difference in their behaviour was shown between approximately 04:30 and 07:00, when the sample temperature was below 0 °C. The ME-LWA, on the other hand, maintained a temperature above 0 °C, more likely due to the PCM phase change from liquid to solid and subsequent exothermic heat flow.
The latter results are promising since this material has been demonstrated to have a remarkable delaying effect on the temperature drop as soon as 3 °C is reached. It is acceptable to assume that the presence of bitumen and other virgin aggregates in an asphalt mix would hinder PCM heat release; however, it is still likely that ME-LWA aggregates would slow down or prevent the formation of ice on road surfaces where the climate is not that harsh.





 and
and 


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}


