Effects of Static Heat and Dynamic Current on Al/Zn∙Cu/Sn Solder/Ag Interfaces of Sn Photovoltaic Al-Ribbon Modules


Abstract
:1. Introduction
2. Experimental Procedure
3. Results and Discussion
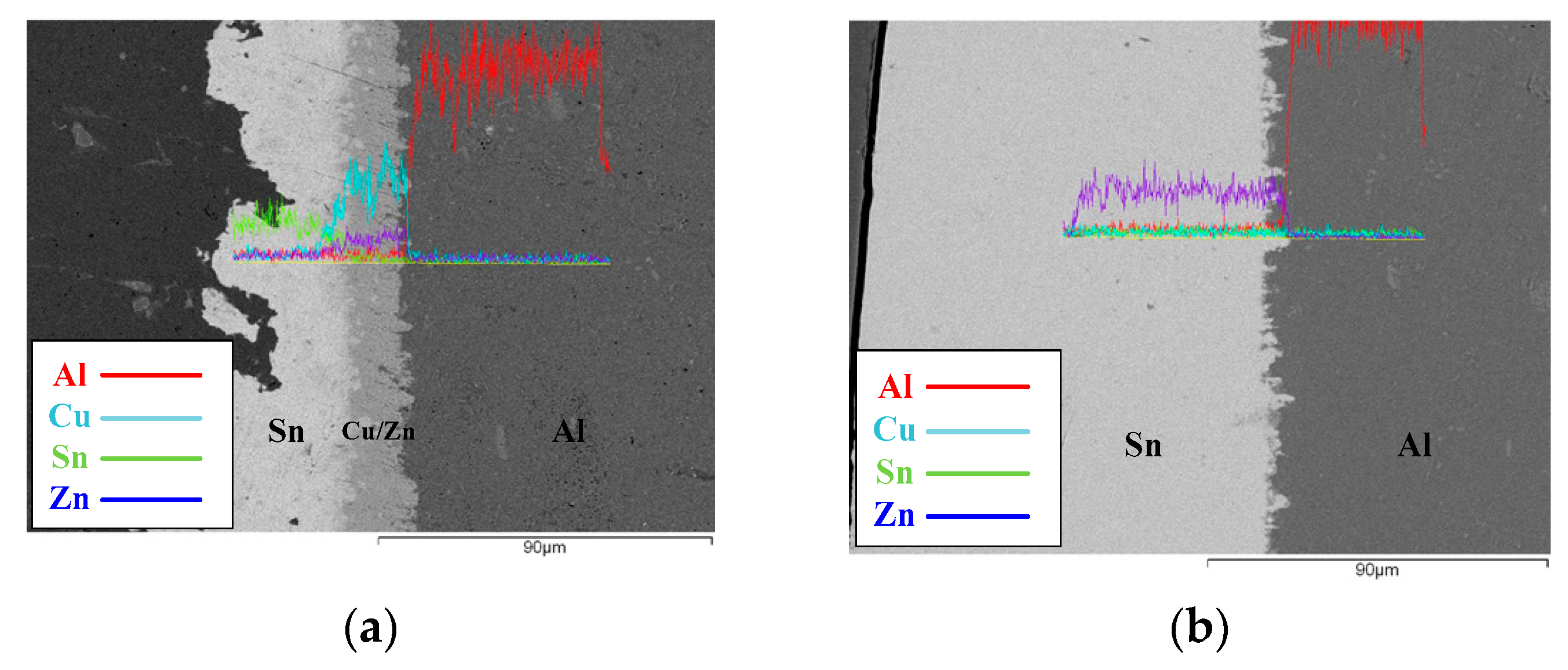
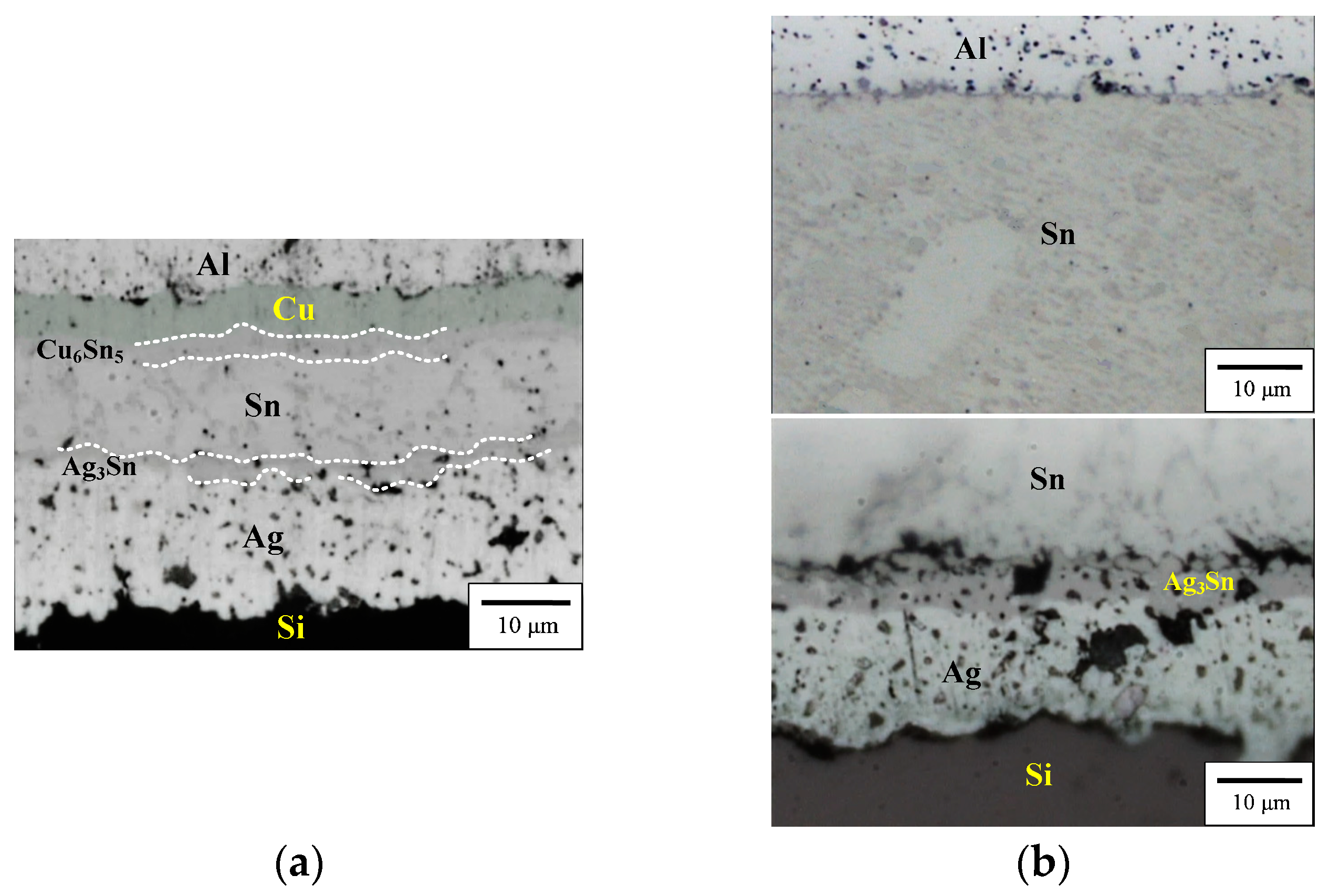
3.1. Connection Characteristics of PV Al-Ribbon Modules
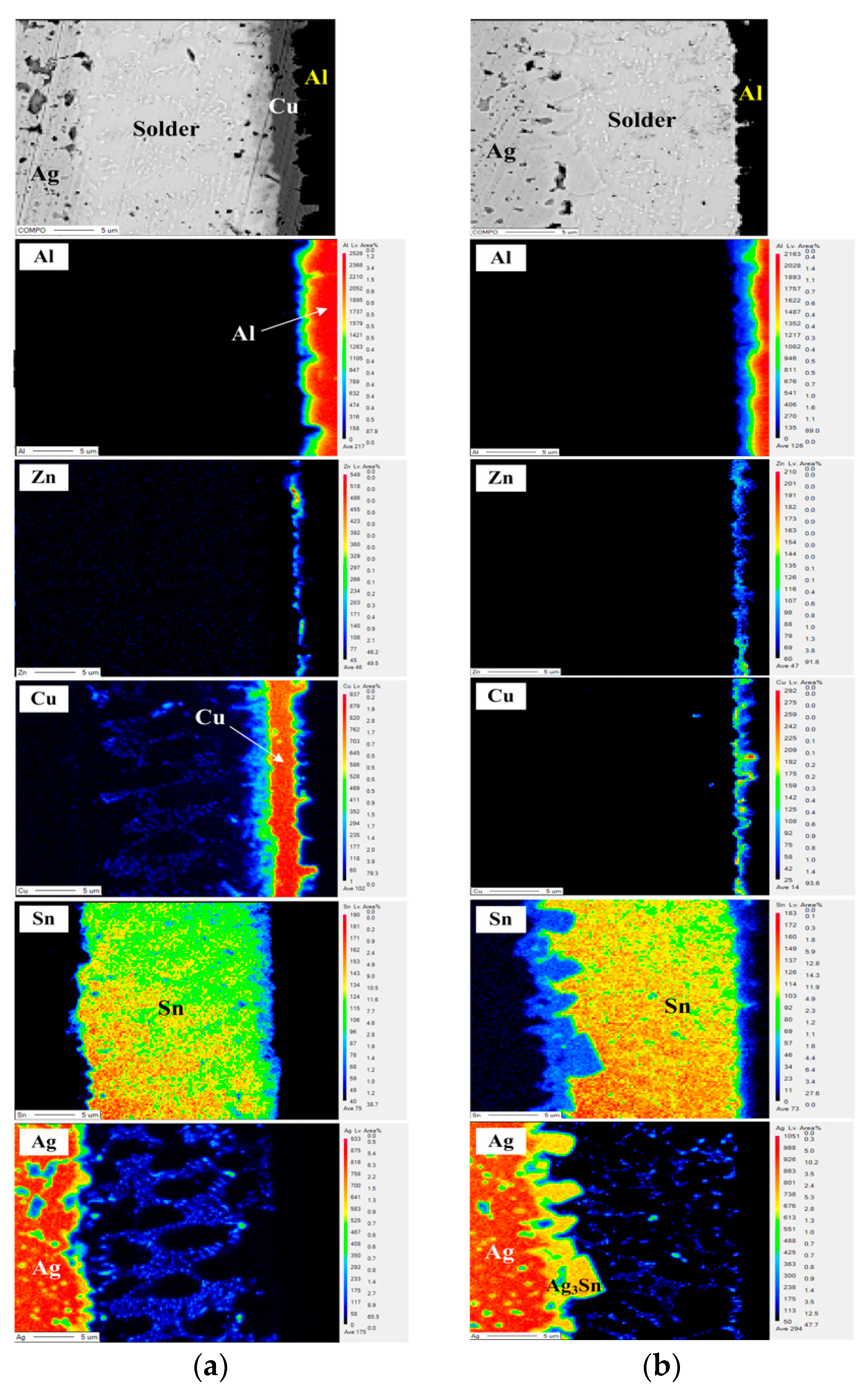
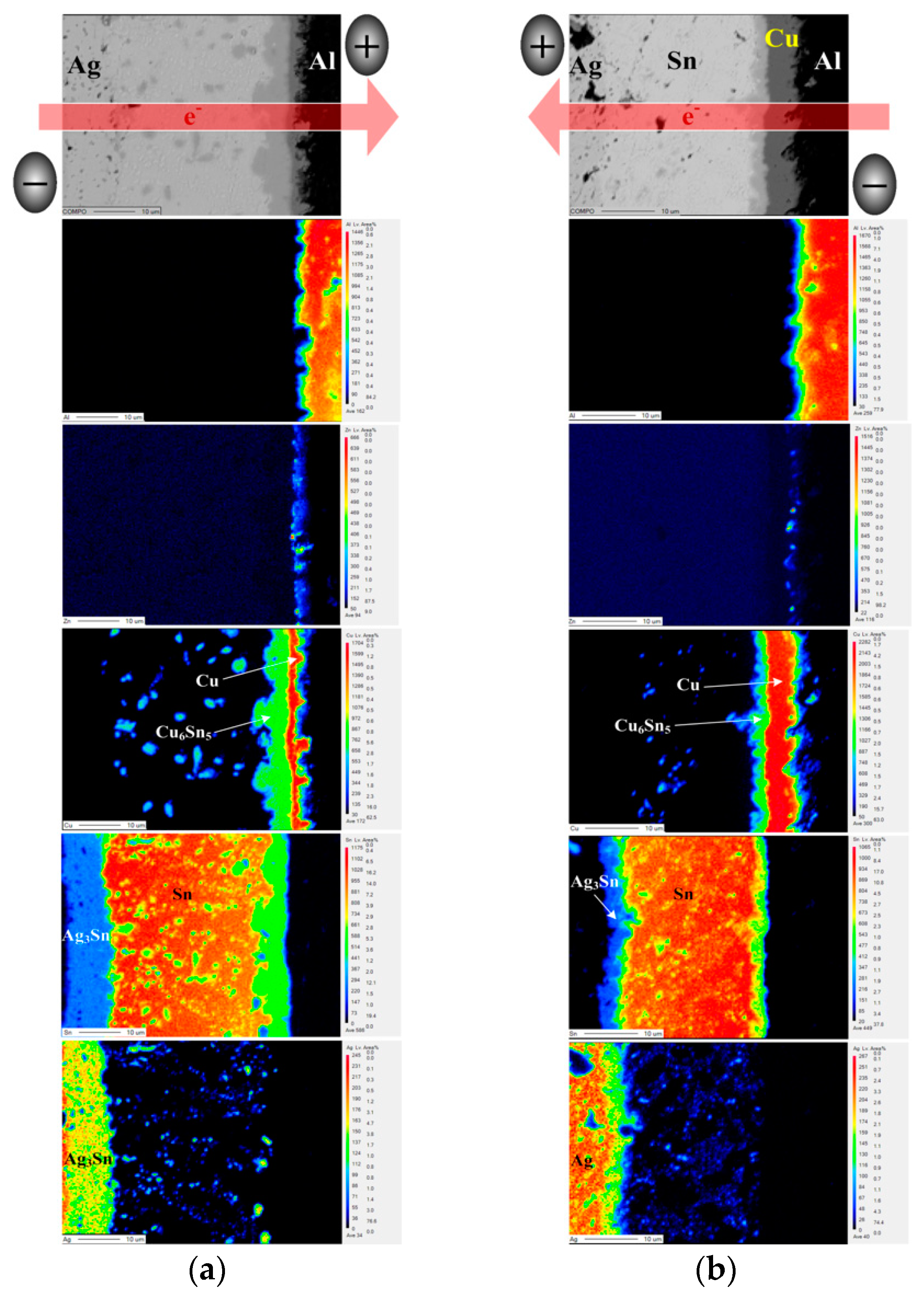
3.2. Electro-Thermal Effect on IMC Evolution of PV Modules
4. Conclusions
- This study uses an Al ribbon in place of a Cu ribbon, and fabricates the Cu∙Zn/Al ribbon via the electroless plating and electroplating processes, providing a connection between a solder and Al ribbon.
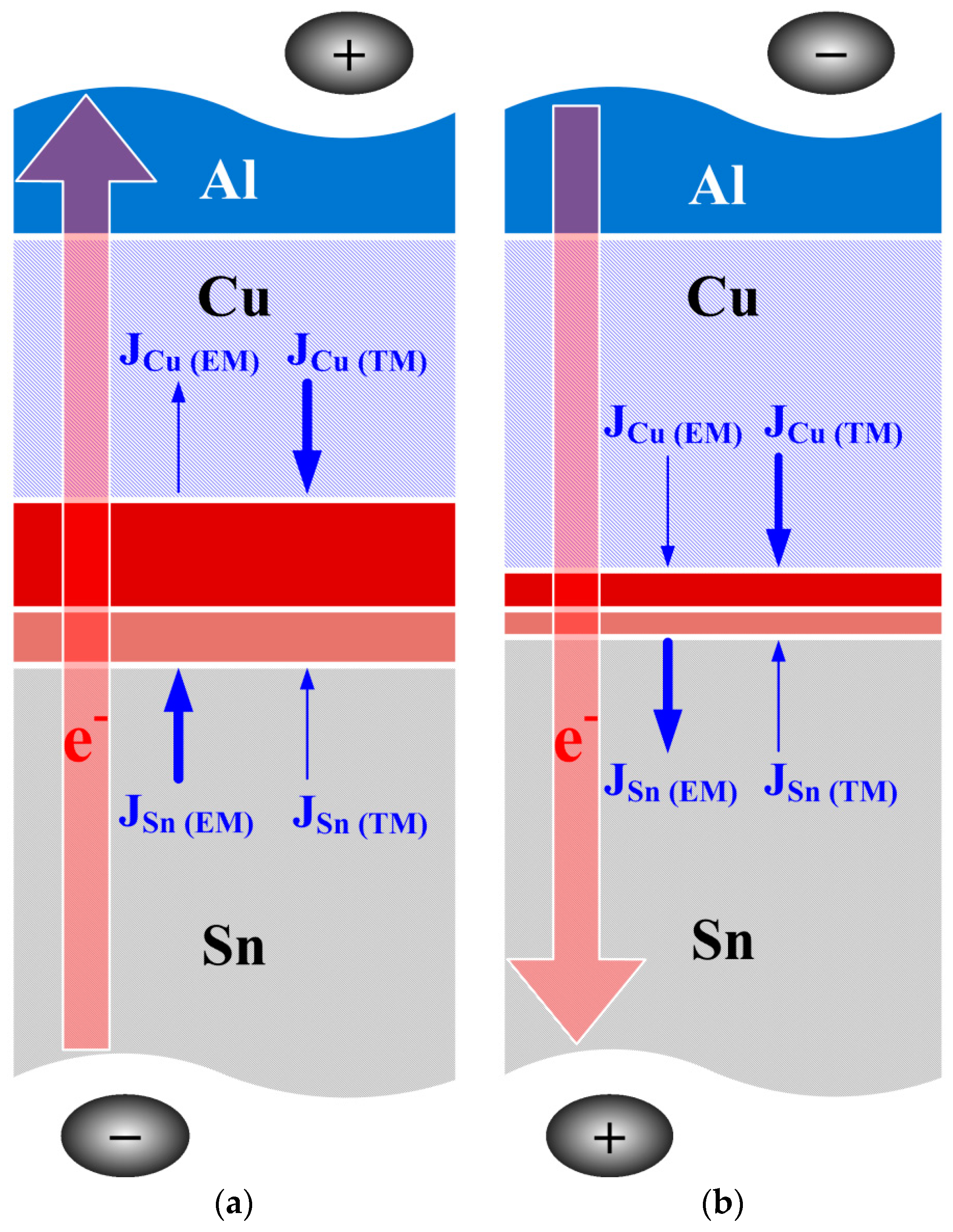
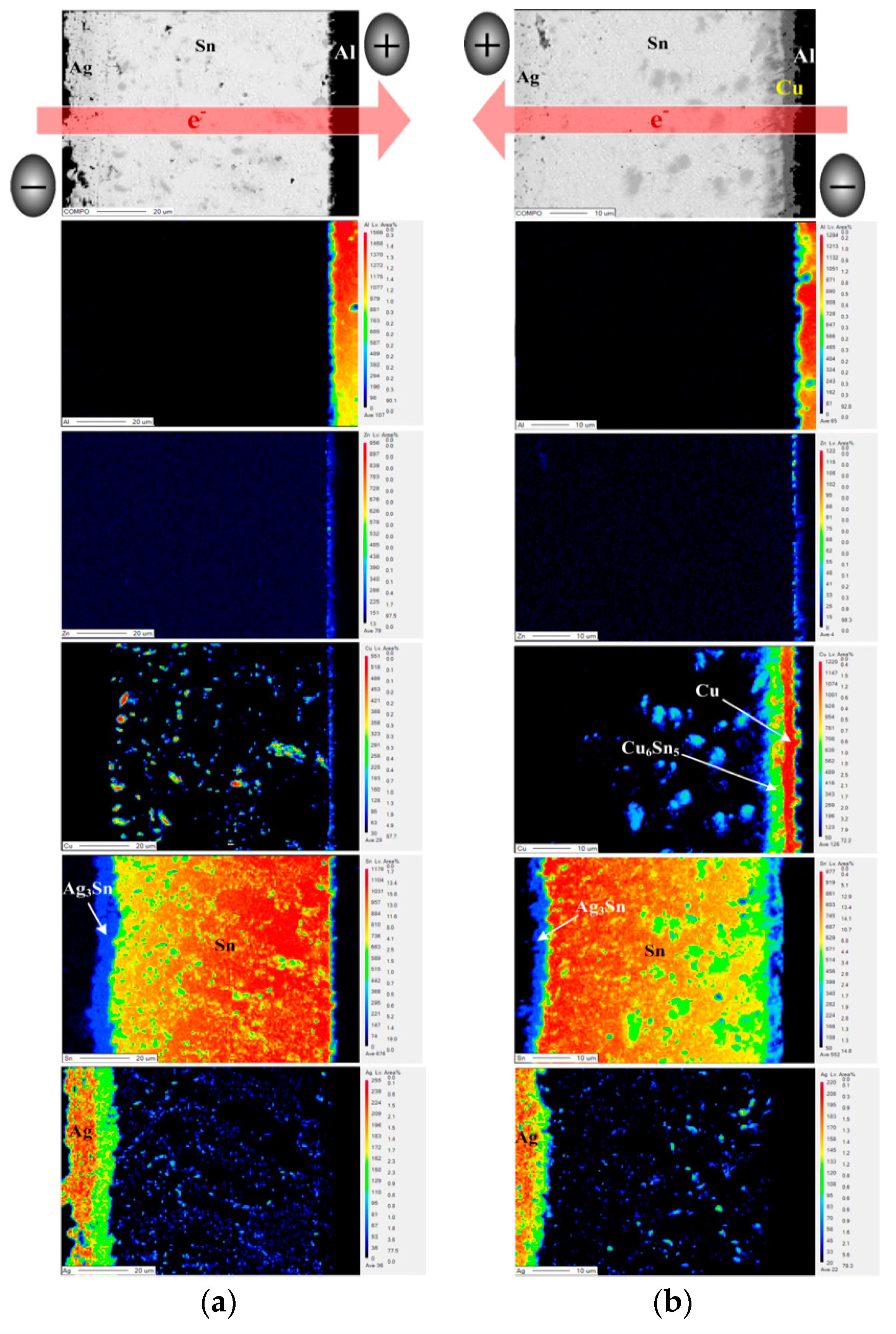
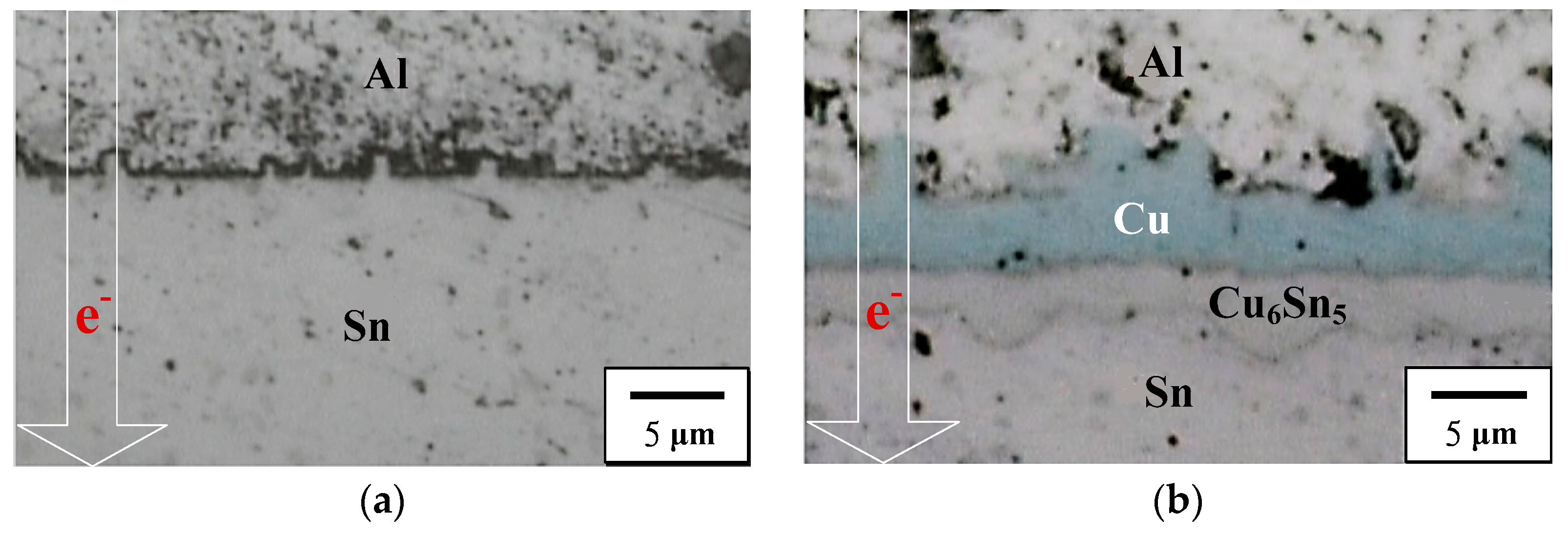
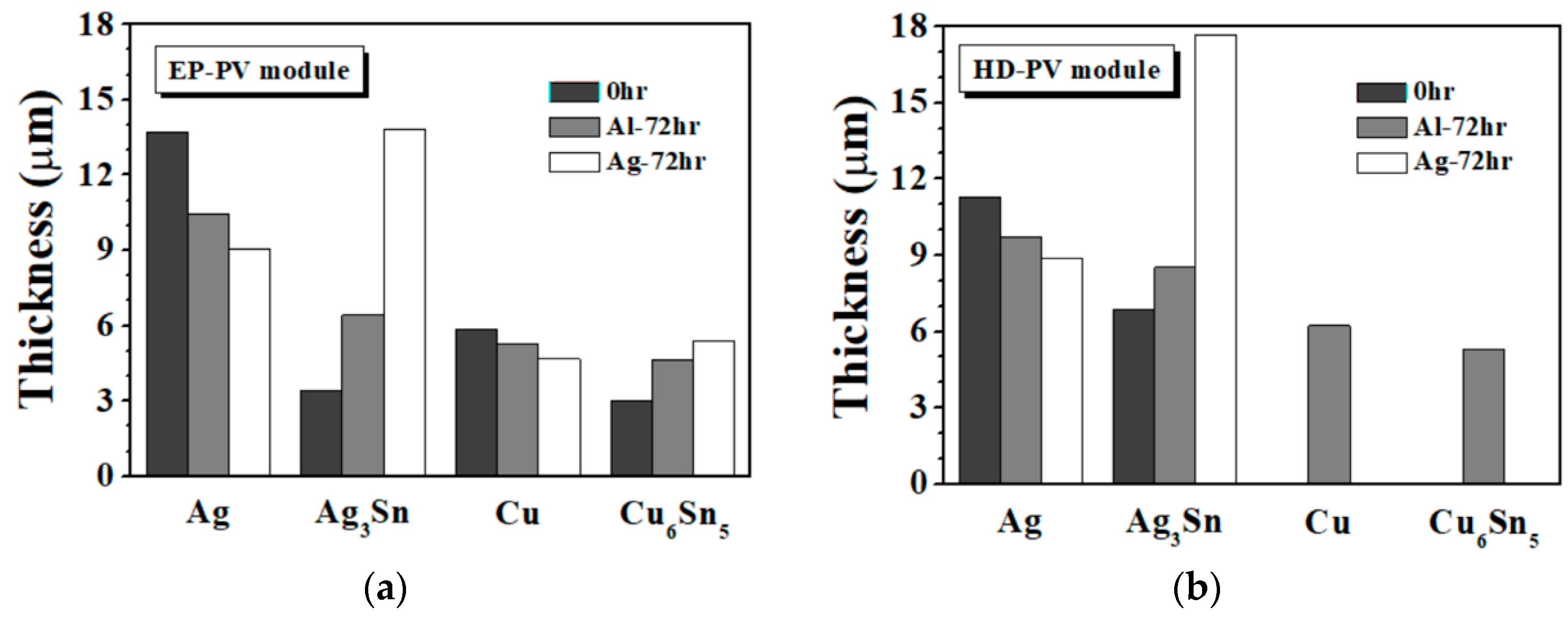
- The signal of the Cu layer in the HD PV module did not appear because the Cu layer remelted into a liquid Sn solder during the hot-dip process. Under Al-direction biasing duration, Cu atoms continually accumulating and diffusing for more than 24 h would form the Cu layer and the Cu6Sn5 layer.
- The Al-direction biased EP PV module had the same driving force (JCu (TM), JSn (EM)) direction, which decreased the growth behavior of IMCs (Ag3Sn, Cu6Sn5). Under Ag-direction biasing condition, both the EP and the HD PV modules had higher series resistances, due to the electromigration effect leading the rapid growth of Ag3Sn and Cu6Sn5 IMCs.
- Using an electroplated PV Al-ribbon can reduce the amounts of required solder, Ag paste and the cost of metal ribbon. Less solder reduced the growth reaction of IMCs, and had a better conductive efficiency of the PV module.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Chen, K.J.; Hung, F.Y.; Lui, T.S.; Chen, L.H.; Qiu, D.W.; Chou, T.L. Microstructure and electrical mechanism of Sn-xAg-Cu PV-ribbon for solar cells. Microelectron. Eng. 2014, 116, 33–39. [Google Scholar] [CrossRef]
- Chen, K.J.; Hung, F.Y.; Lui, T.S.; Chen, L.H.; Chen, Y.W. A study of green Sn–xZn photovoltaic ribbons for solar cell application. Sol. Eng. Mater. Sol. Cell. 2015, 143, 561–566. [Google Scholar] [CrossRef]
- Abd El-Rehim, A.F.; Zahran, H.Y. Investigation of microstructure and mechanical properties of Sn-xCu solder alloys. J. Alloy. Comp. 2017, 695, 3666–3673. [Google Scholar] [CrossRef]
- Bae, K.S.; Kim, S.J. Microstructure and adhesion properties of Sn-0.7Cu/Cu solder joints. J. Mater. Res. 2002, 17, 743–746. [Google Scholar] [CrossRef]
- Li, Z.Q.; Belyakov, S.A.; Xian, J.W.; Gourlay, C.M. The Influence of Primary Cu6Sn5 Size on the Shear Impact Properties of Sn-Cu/Cu BGA Joints. J. Electron. Mater. 2018, 47, 84–95. [Google Scholar] [CrossRef]
- Yoon, J.W.; Jung, S.B. Interfacial reactions between Sn–0.4 Cu solder and Cu substrate with or without ENIG plating layer during reflow reaction. J. Alloy. Comp. 2005, 396, 122–127. [Google Scholar] [CrossRef]
- Chen, Z.; Tian, W.; Li, J.; Zhu, W. Intermetallic Growth Induced Large-Scale Void Growth and Cracking Failure in Line-Type Cu/Solder/Cu Joints Under Current Stressing. J. Electron. Mater. 2018, 47, 2499–2506. [Google Scholar] [CrossRef]
- Zeng, G.; McDonald, S.; Nogita, K. Development of high-temperature solders: Review. Microelectron. Reliab. 2012, 52, 1306–1322. [Google Scholar] [CrossRef]
- Lan, G.A.; Lui, T.S.; Chen, L.H. The role of eutectic phase and acicular primary crystallized Zn phase on electrification-fusion induced fracture of Sn-xZn solder alloys. Mater. Trans. 2011, 52, 2111–2118. [Google Scholar] [CrossRef]
- Lin, K.L.; Wen, H.L.; Liu, T.P. The microstructures of the Sn-Zn-Al solder alloys. J. Electron. Mater. 1998, 27, 97–105. [Google Scholar] [CrossRef]
- Pstruś, J.; Fima, P.; Gancarz, T. Wetting of Cu and Al by Sn-Zn and Zn-Al eutectic alloys. J. Mater. Eng. Perform. 2012, 21, 606–613. [Google Scholar] [CrossRef]
- Yu, C.H.; Lin, K.L. Early stage soldering reaction and interfacial microstructure formed between molten Sn-Zn-Ag solder and Cu substrate. J. Mater. Res. 2005, 20, 1242–1249. [Google Scholar] [CrossRef]
- Haddadi, F.; Strong, D.; Prangnell, P.B. Effect of zinc coating on joint properties and interfacial reactions in aluminum to steel ultrasonic spot welding. JOM 2012, 64, 407–413. [Google Scholar] [CrossRef]
- Palenskis, V. Drift mobility, diffusion coefficient of randomly moving charge carriers in metals and other materials with degenerated electron gas. World J. Condensed Matter Phys. 2013, 3, 73–81. [Google Scholar] [CrossRef]
- Shewmon, P. Thermo- and Electro- Transport in Solids. In Diffusion in Solids, 2nd ed.; Springer: Berlin, Germany, 2016; pp. 224–238. [Google Scholar]
- Lin, C.W.; Hung, F.Y.; Lui, T.S.; Huang, D.J. Study on characteristics of interfacial microstructure and electrical current mechanism in Sn-xZn/Al photovoltaic modules. Sol. Energy 2018, 170, 840–848. [Google Scholar] [CrossRef]
- Jiang, J.; Lee, J.E.; Kim, K.S.; Suganuma, K. Oxidation behavior of Sn-Zn solders under high-temperature and high-humidity conditions. J. Alloy. Comp. 2008, 462, 244–251. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Al | Si | Fe | Zn | Ti | V |
|---|---|---|---|---|---|---|
| Wt.% | Bal. | 0.09 | 0.21 | 0.01 | 0.02 | 0.02 |
| Specimen | Resistance (Ω) |
|---|---|
| Al | 6.36 × 10−2 |
| Cu∙Zn/Al | 6.37 × 10−2 |
| Sn/Cu∙Zn/Al (EP) | 6.69 × 10−2 |
| Sn/Cu∙Zn/Al (HD) | 7.06 × 10−2 |
| PV Modules | Current Direction | Resistance (Ω) | Increase (%) | |
|---|---|---|---|---|
| 0 h | 72 h | |||
| Electroplated Sn | Al | 6.69 × 10−2 | 8.43 × 10−2 | 26 |
| Ag | 1.0 × 10−1 | 49 | ||
| Hot-dipped Sn | Al | 7.06 × 10−2 | 9.47 × 10−2 | 34 |
| Ag | 1.01 × 10−1 | 43 | ||
| Sn-50Zn | Al | 3.6 × 10−2 | 4.2 × 10−2 | 14 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, K.-J.; Hung, F.-Y.; Lui, T.-S.; Lin, W.-Y. Effects of Static Heat and Dynamic Current on Al/Zn∙Cu/Sn Solder/Ag Interfaces of Sn Photovoltaic Al-Ribbon Modules. Materials 2018, 11, 1642. https://doi.org/10.3390/ma11091642
Chen K-J, Hung F-Y, Lui T-S, Lin W-Y. Effects of Static Heat and Dynamic Current on Al/Zn∙Cu/Sn Solder/Ag Interfaces of Sn Photovoltaic Al-Ribbon Modules. Materials. 2018; 11(9):1642. https://doi.org/10.3390/ma11091642
Chicago/Turabian StyleChen, Kuan-Jen, Fei-Yi Hung, Truan-Sheng Lui, and Wen-Yu Lin. 2018. "Effects of Static Heat and Dynamic Current on Al/Zn∙Cu/Sn Solder/Ag Interfaces of Sn Photovoltaic Al-Ribbon Modules" Materials 11, no. 9: 1642. https://doi.org/10.3390/ma11091642
APA StyleChen, K. -J., Hung, F. -Y., Lui, T. -S., & Lin, W. -Y. (2018). Effects of Static Heat and Dynamic Current on Al/Zn∙Cu/Sn Solder/Ag Interfaces of Sn Photovoltaic Al-Ribbon Modules. Materials, 11(9), 1642. https://doi.org/10.3390/ma11091642