1. Introduction
A series of treatments for construction and demolition waste (CDW) allow it to be reused in a building, which not only helps conserve natural resources but also solves the ever-increasing crisis of CDW disposal. Recycling has social, economic, and environmental benefits and profound significance for the sustainable development of cities [
1].
In many countries and regions, recycled aggregate (RA) has been thoroughly and comprehensively researched [
2,
3,
4,
5]. For example, China has developed extensive standards for RA [
6,
7]. However, a portion of the CWD is a powder that is produced during the production and processing of RA. If not utilized, it will cause serious air pollution and endanger public health [
8]. As an important building material, clay bricks are widely used. Currently, due to the rapid aging and the service life of many old buildings [
9], the research on the reutilization of waste clay bricks has become very urgent. However, many studies [
10,
11] have demonstrated that the properties of aggregates prepared from waste clay brick are not ideal, and thus, researchers have looked in other directions.
The main components of CDW are concrete and ceramic materials, such as clay bricks [
12,
13]. Therefore, according to the composition of CDW, the research on RP can be roughly divided into three categories. The first type is a hybrid recycled powder (HRP) produced during the process of producing RA: Its raw materials include waste concrete and clay bricks. The aggregate debris, hardened cement paste and clay bricks in the powder each occupy a certain proportion [
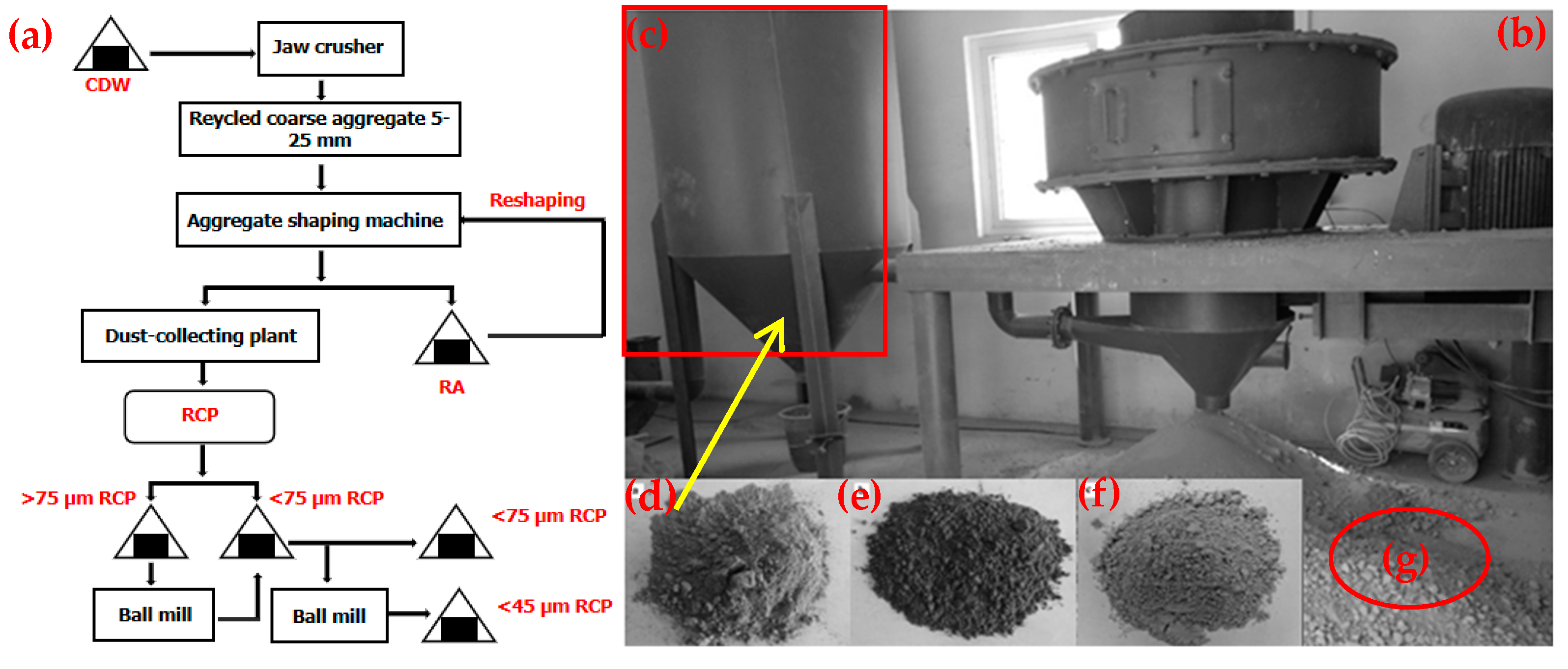
14]. The second type is a recycled concrete powder (RCP) produced in the reshaping process of RA. Its main component is aggregate crumbs and a small portion of hardened cement paste [
15]. The third type is a recycled brick powder (RBP), which is prepared by mechanically pulverizing and grinding clay bricks [
16].
At present, RP is mainly studied as supplementary cementitious material, similar to fly ash (FA) and ore powder. HRP contains a certain amount of active materials, such as unhydrated cement particles and a high content of SiO
2, so it exhibits favorable activity when HRP reaches a certain fineness [
17]. When the Portland cement is replaced by 30% HRP in concrete, the compressive strength, bending strength, and tensile splitting strength can be satisfied, but the anti-cracking performance is not ideal [
14]. In addition, the chloride permeability and shrinkage decrease with increasing HRP content in concrete [
18]. RBP reaching 75 µm or finer can exhibit good activity. Thus, concrete can still maintain good strength when RBP replaces 20% of the cement [
19,
20,
21]. Furthermore, RBP can improve the pore structure of cement-based materials, which is beneficial to the improvement of concrete durability [
22]. It can also inhibit the alkali–silicon reaction that may occur in concrete [
23]. RCP is a low-activity powder that is produced in the reshaping process of RA. The addition of RCP generally increases the water consumption of concrete. However, when the cement substitution rate is less than 10%, RCP will contribute to the impermeability and the early strength development of the concrete. In addition, anti-carbonization requirements can be met when the proportion of RCP in cement is within 30% [
15].
By comparing the results of some studies [
24,
25,
26], it is found that the properties of RP are closely related to their composition. Considering the diverse composition of CDW, the research on the performance of RP should be classified and comprehensive, which can help people better understand the properties of RP. In addition, it is very important to combine experiments with existing, relatively mature CDW recycling systems. Researchers need to pay attention to what kind of interaction will occur when different components of RP are used together. The application of superplasticizers (SPs) in the construction industry has been very widespread. While maintaining the workability and improving the strength and durability of concrete, SPs can reduce water consumption [
27]. Therefore, the influence of RP on the compatibility of cement and SPs (CCS) is worth studying.
To make the test as comprehensive as possible, we prepared three kinds of RPs. The powder generated by the process of reshaping RA is defined as RCP, and the powder prepared with waste clay brick and mortar blocks is defined as RBP and recycled mortar powder (RMP), respectively. To perfect the performance study of RP as much as possible, we selected two particle size ranges (0~75 µm and 0~45 µm) to discuss the influences of different RP particle sizes on its performance. In addition, we combined different kinds of RP together to discuss the relationship between the properties and components of HRP.
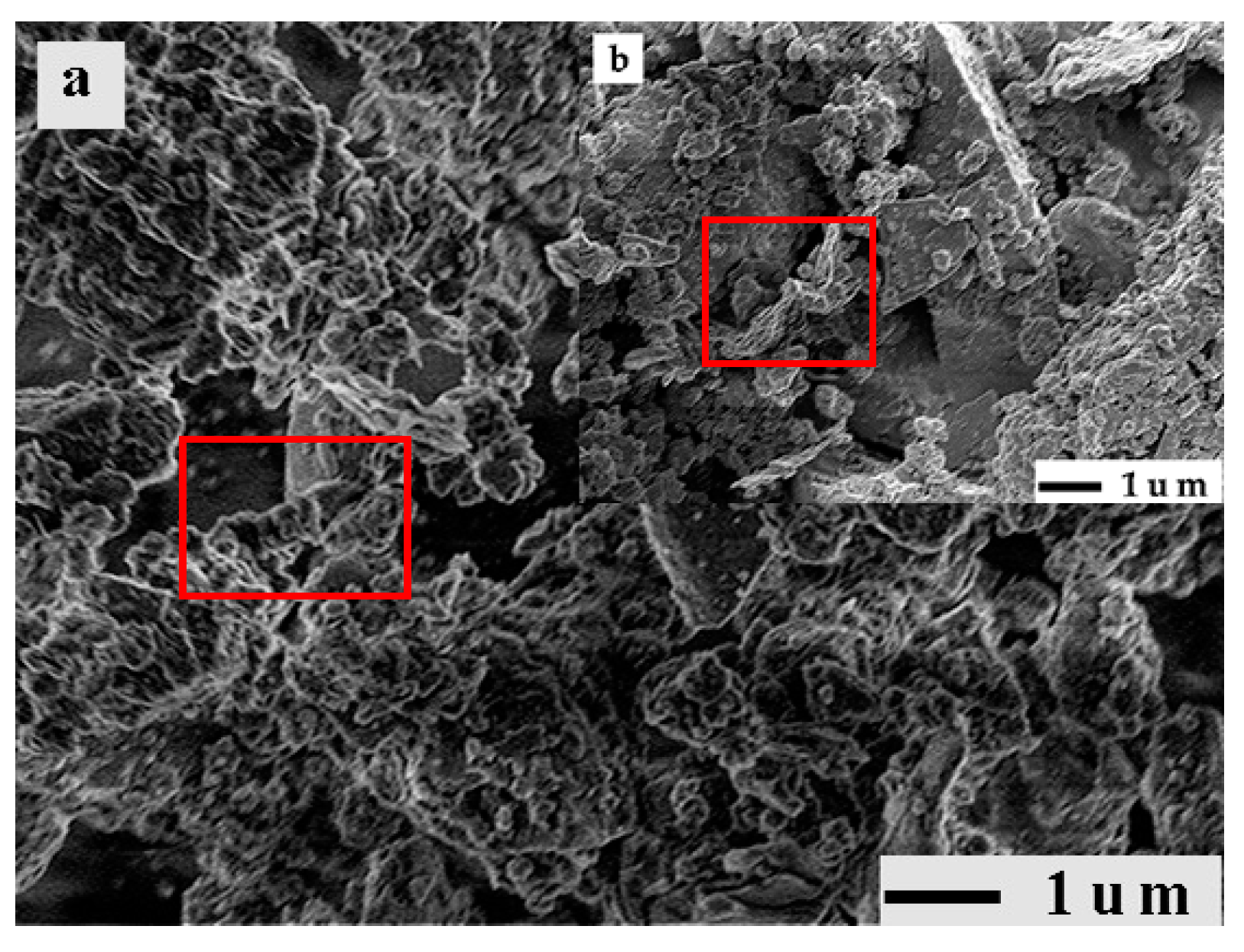
In this paper, the basic properties of RPs with different types and fineness were studied in detail, including fineness, particle size distribution, chemical, and mineral composition, loss on ignition (LOI), water requirement ratio (WRR), fluidity and strength activity index (SAI). In addition, the influence of RP on the CCS was discussed. Advanced tools, including laser particle size analysis, XRD, XRF, DSC-TGA, SEM, and BET, were also used to analyze the experimental results to better understand the influence of the microstructure of RP on the properties and to provide certain a theoretical reference for the practical application of RP in the future.
4. Conclusions
Based on the chemical composition and microstructure of RP, its fineness, particle size distribution, LOI, WRR, SAI, and the effect of CCS were studied, and the following results and conclusions were obtained.
The particle size distribution of various RPs is similar to Grade-II FA. Through ball mill grinding, RP can obtain a good fineness, with 100% passing through a 45 µm sieve. Ball mill grinding can also improve the particle size distribution of RP, making the particle size distribution of various RPs better than that of Grade-II FA.
Various RPs have a good oxide distribution, in which the SiO2 content is slightly higher than that in Grade-II FA, and the contents of CaO, Al2O3, and Fe2O3 are between those of cement and Grade-II FA. However, there were significant differences in the LOI of various RPs. The LOI of RCP and RMP was large, and the LOI mainly came from the thermal decomposition of the gel and calcite in the powder, while the LOI of RBP was very small.
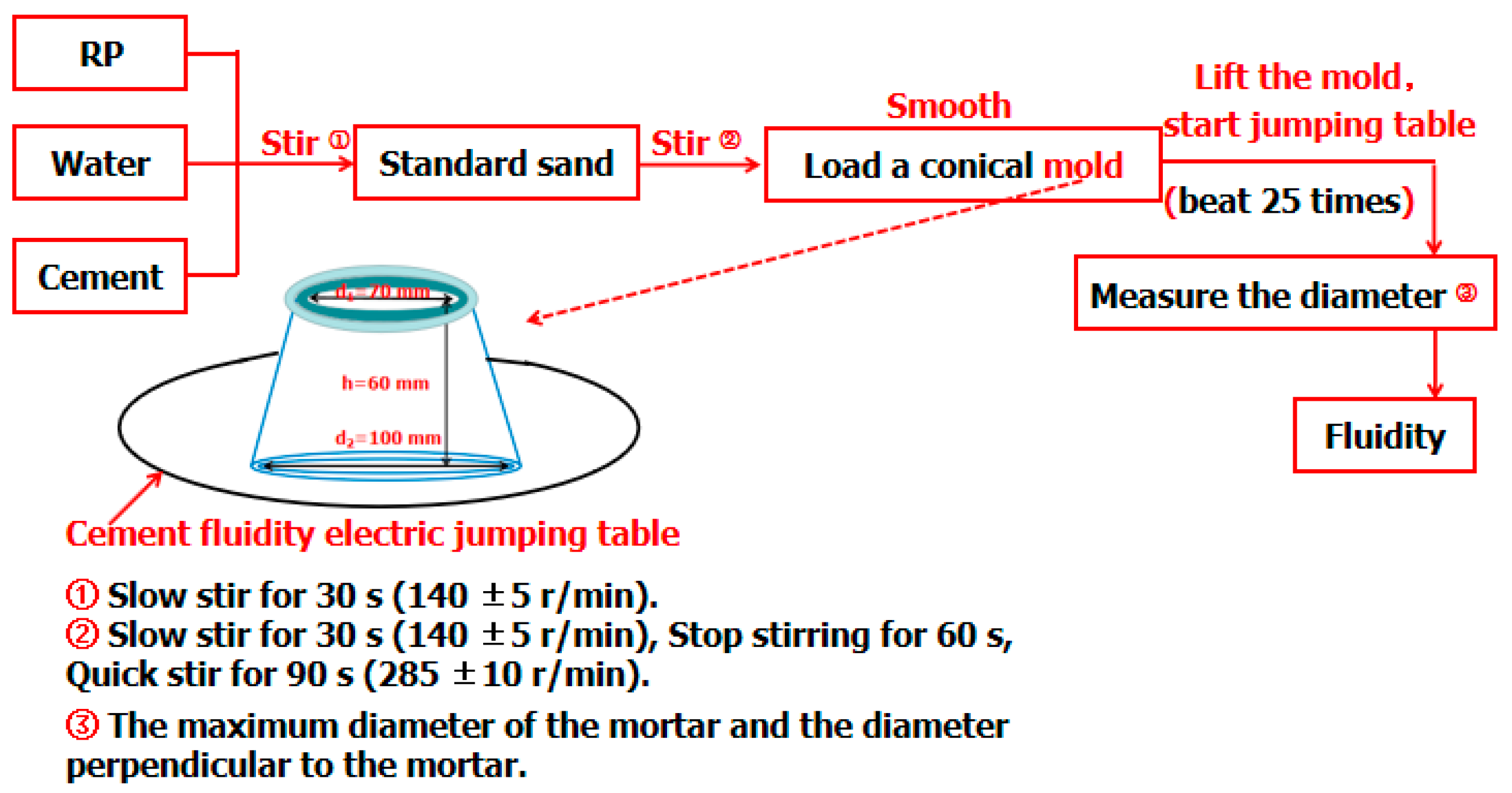
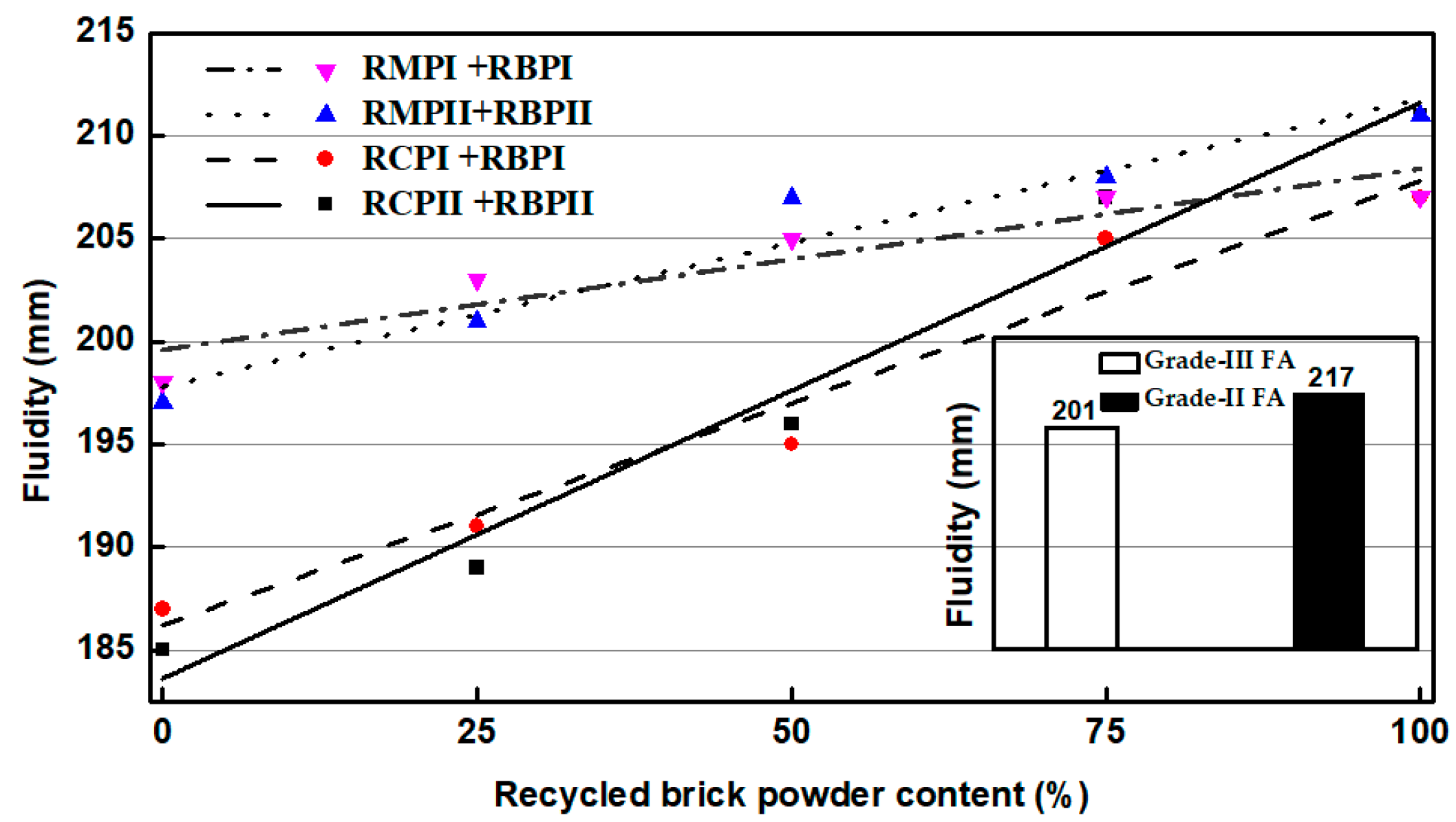
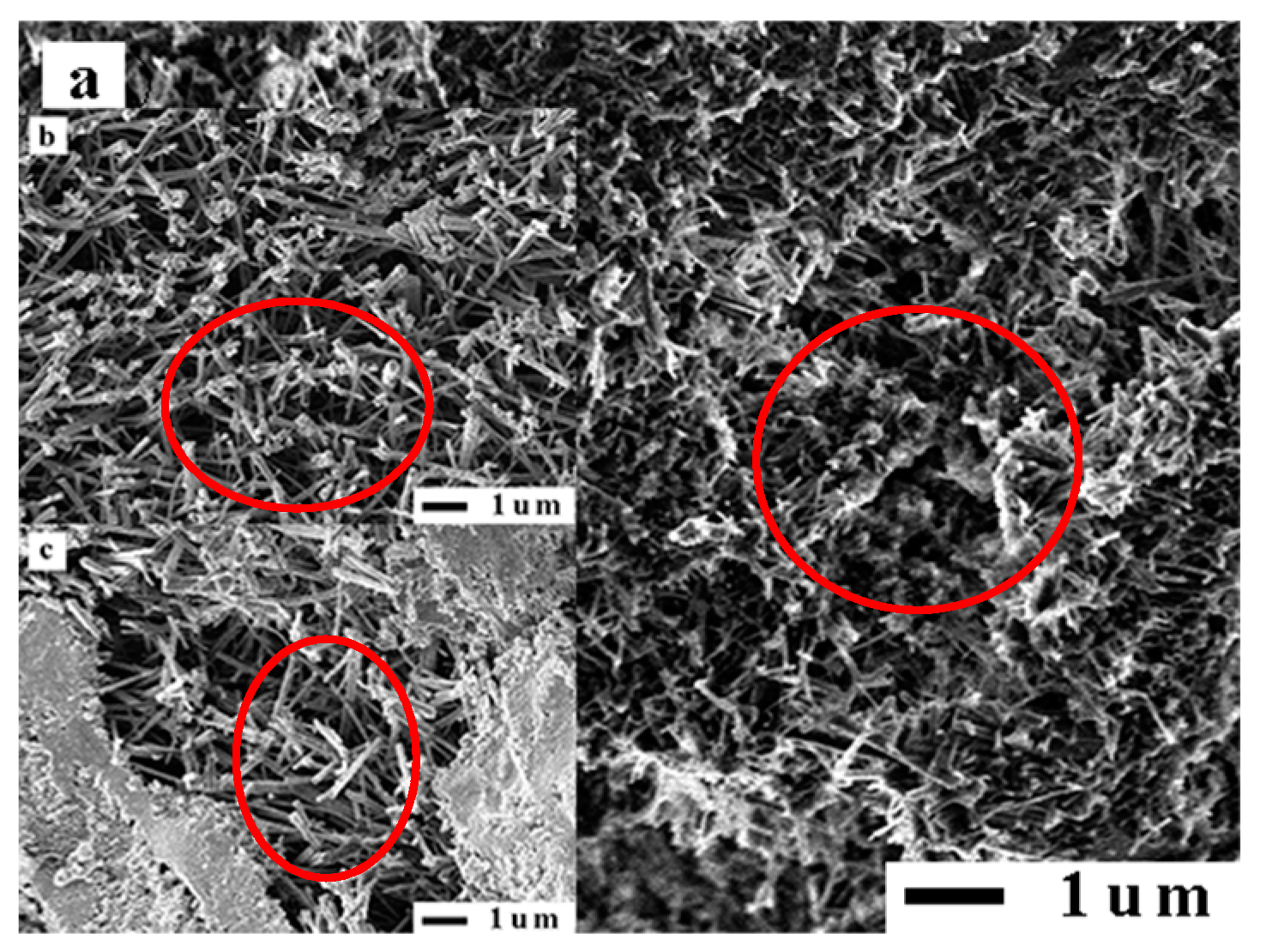
The special particle morphology and large specific surface area of RP result in a higher WRR than that of Grade-II FA and a lower fluidity than that of Grade-II FA. The WRR is between 105% and 112%, and RBP is more favorable than the other two types of RPs to improvement of the mortar’s fluidity.
RP contains a certain amount of fine SiO2 crystals and cementitious materials which impacts RP activity. The SAI of RCP and RMP is between 68 and 72% and the SAI of RBP can reach 78%. When the content of RBP in HRP exceeds 50%, the SAI can reach 70% or more.
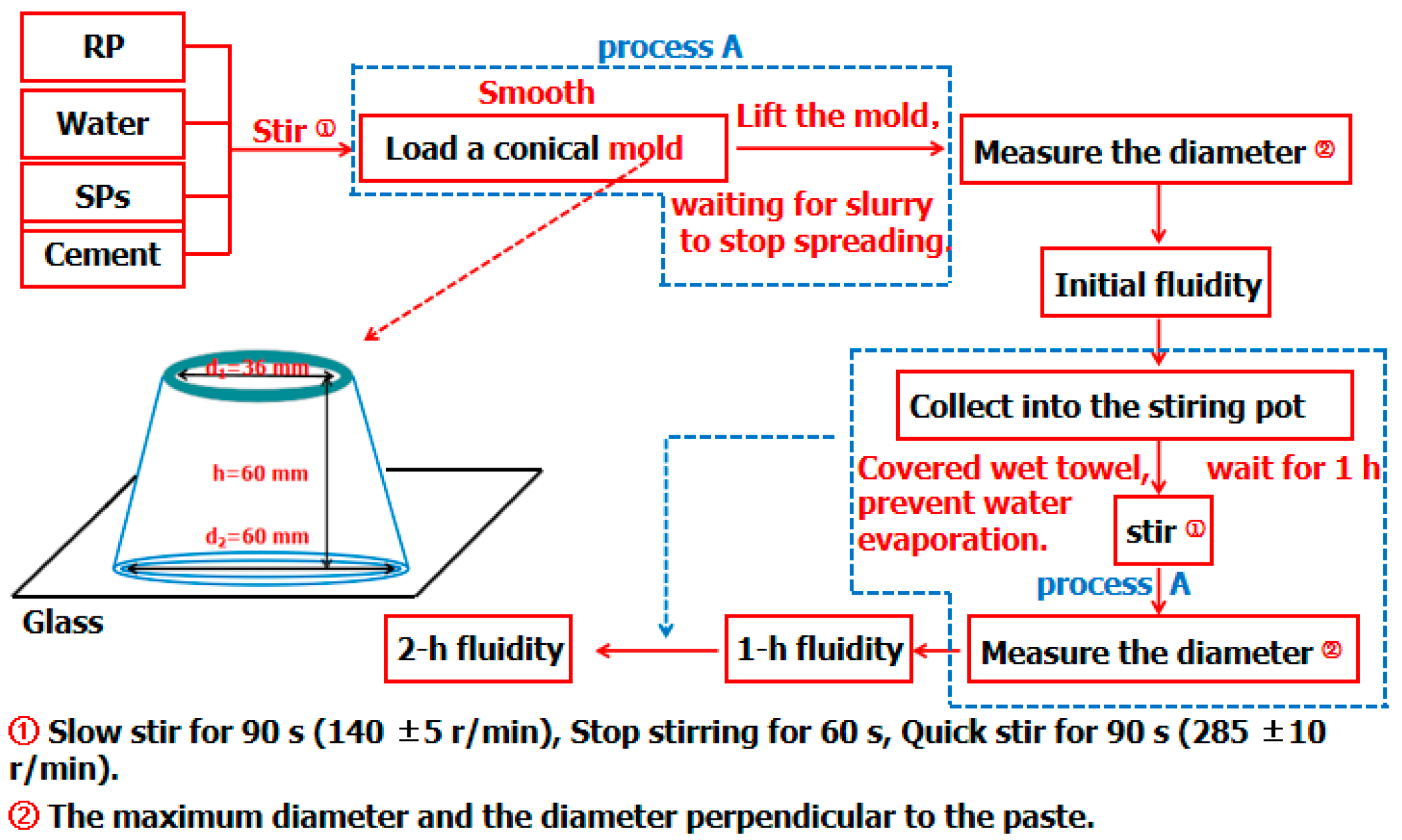
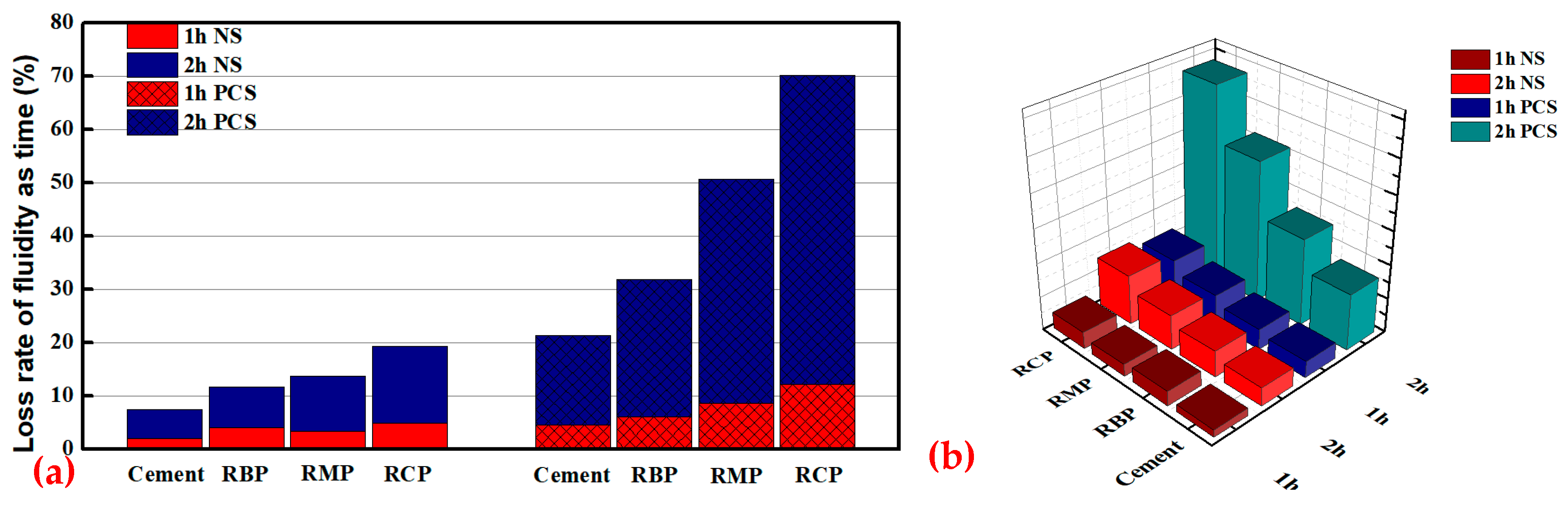
The large specific surface area of RP leads to a negative impact on the CCS, which is reflected in an increase in the saturation point of SPs and the 1-h and 2-h LRFT of the cement paste mixed with RP. Compared with RMP and RCP, RBP has a smaller surface area, so RBP has a small impact on CCS. In addition, RP has a much greater impact on the compatibility of cement with PCS than cement with NS.
The results presented in this paper show that there is great potential for the utilization of RP in mortar and concrete as a partial replacement for cement, in which the content of RBP in RP is an important factor.
Future studies will focus on the impact of RP on cement hydration and the adsorption behavior of RP on SPs, providing a theoretical reference for the practical application of RP.

 ,
, 

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}