Effect of Alkali Treatment on Structure and Properties of High Amylose Corn Starch Film

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of Alkali-treated HAS Film
2.3. Thickness
2.4. Mechanical Properties
2.5. Attenuated Total Reflectance Fourier-Transform Infrared Analysis
2.6. 13C Solid-state Nuclear Magnetic Resonance
2.7. Scanning Electron Microscopy
2.8. Static and Dynamic Laser Light Scattering
2.9. X-ray Diffraction
2.10. Statistical Analysis
3. Results and Discussion
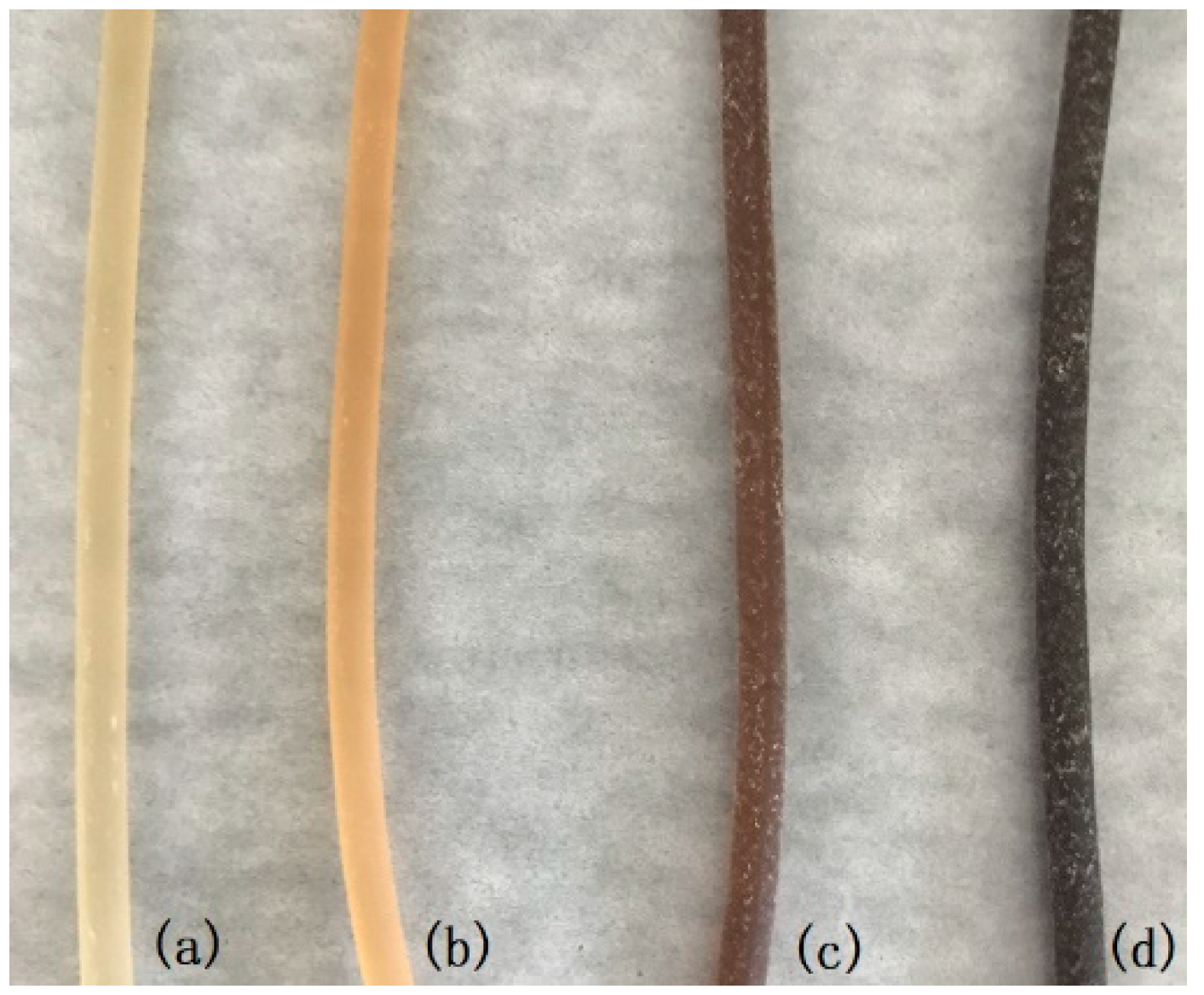
3.1. Effect of Alkali Treatment on the Appearance of HAS film
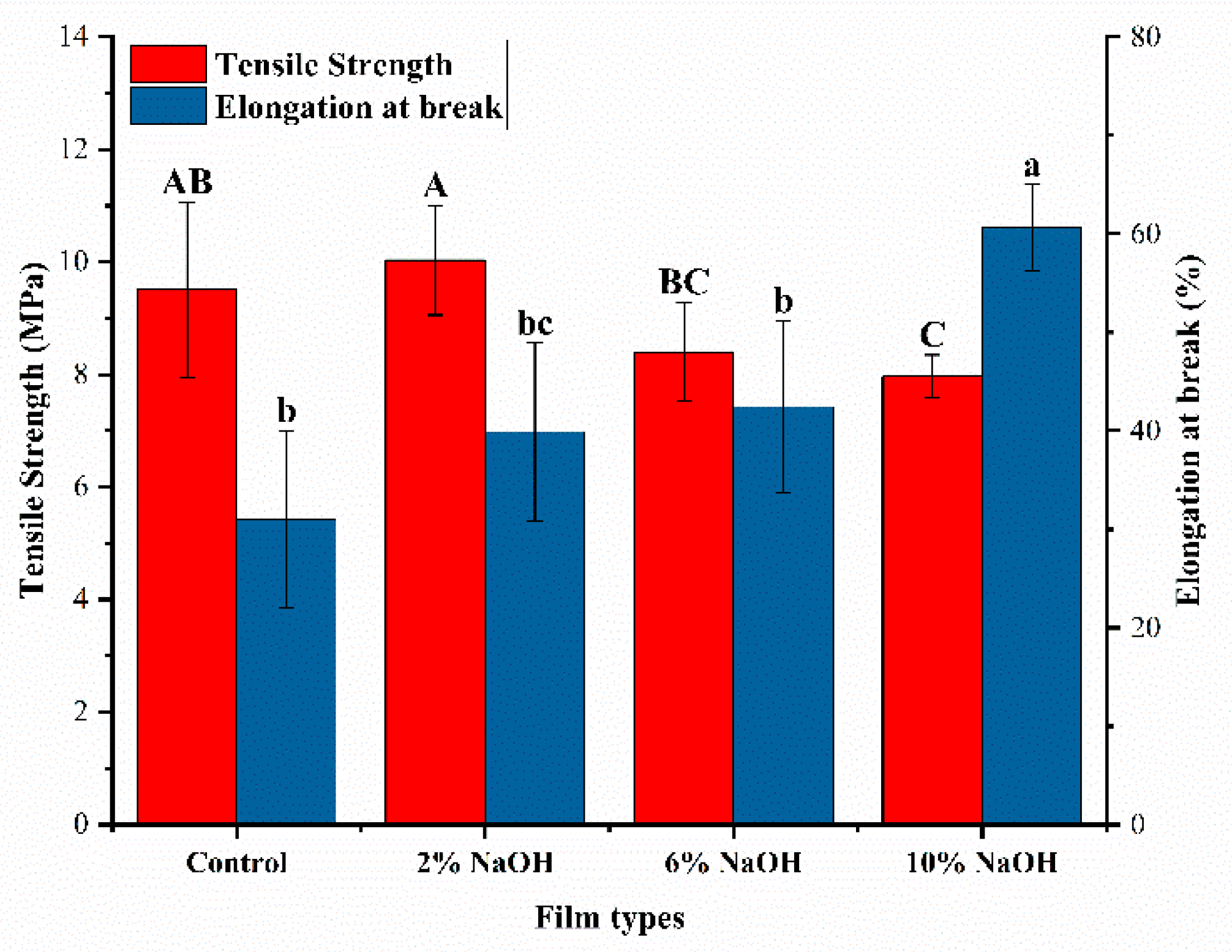
3.2. Effect of Alkali Treatment on Mechanical Properties of HAS Film
3.3. Effect of Alkali Treatment on Thickness of HAS Film
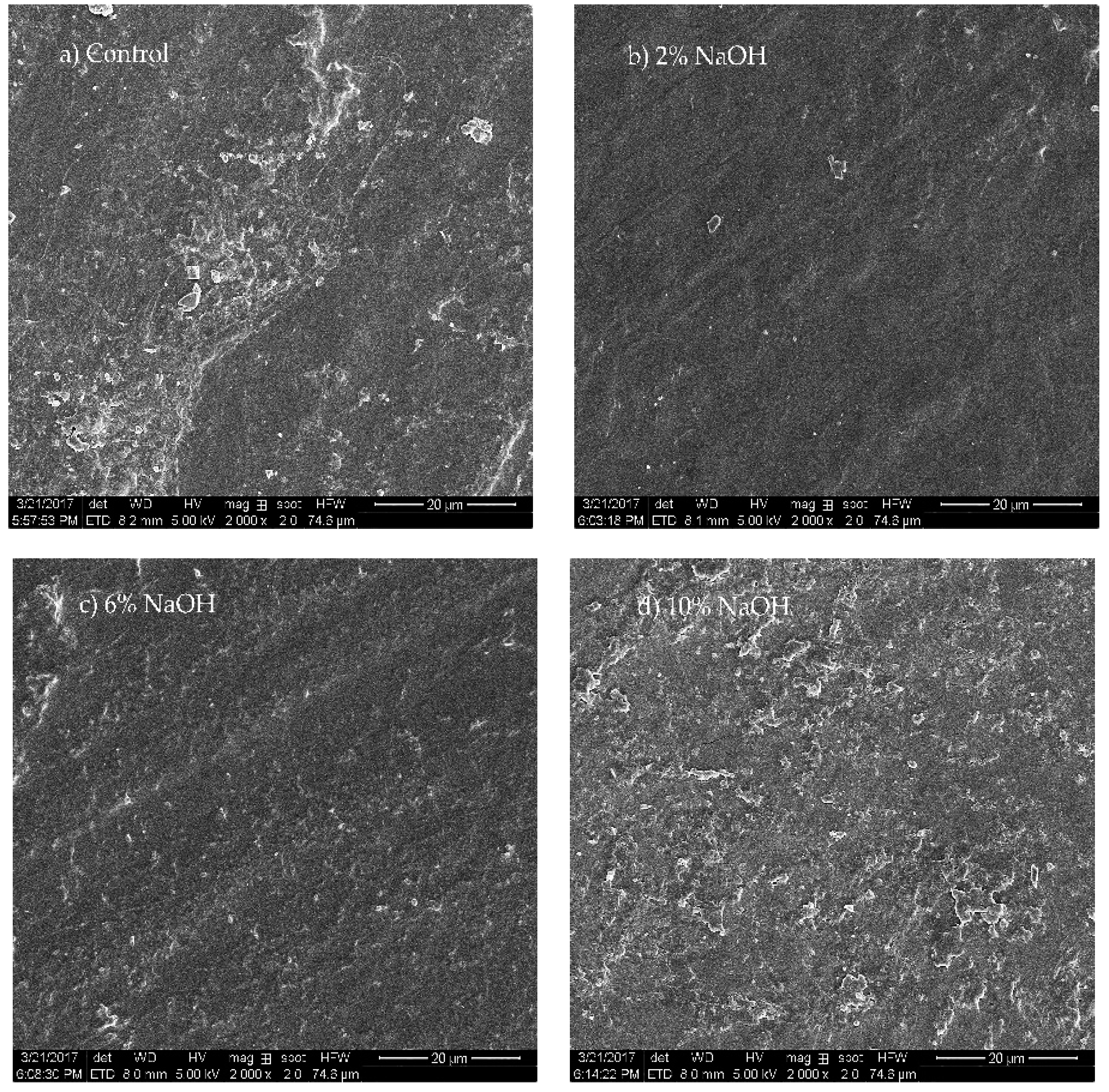
3.4. Effect of Alkali Treatment on the Morphology of HAS Film
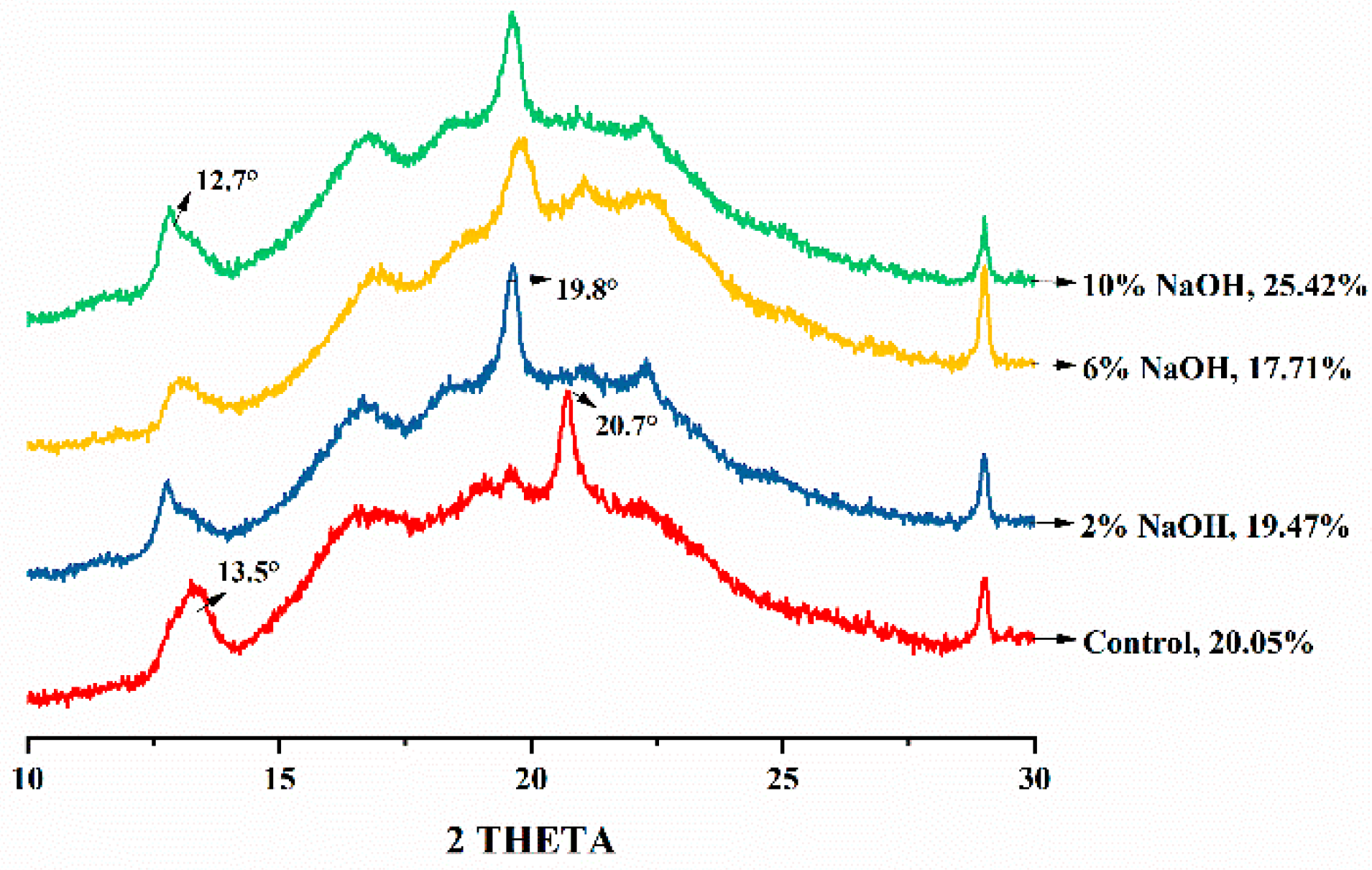
3.5. Effect of Alkali Treatment on the Crystal Structure of HAS Film
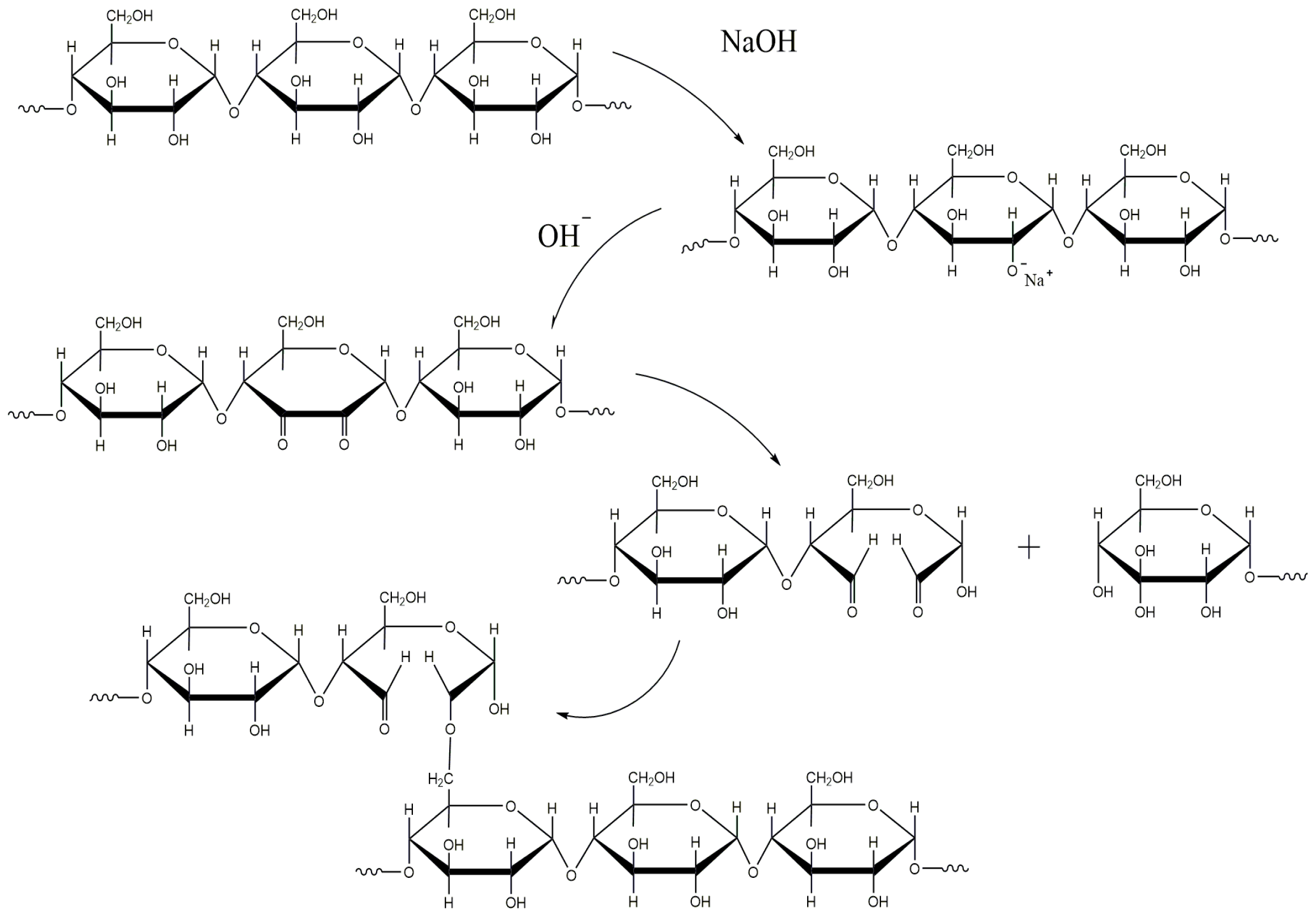
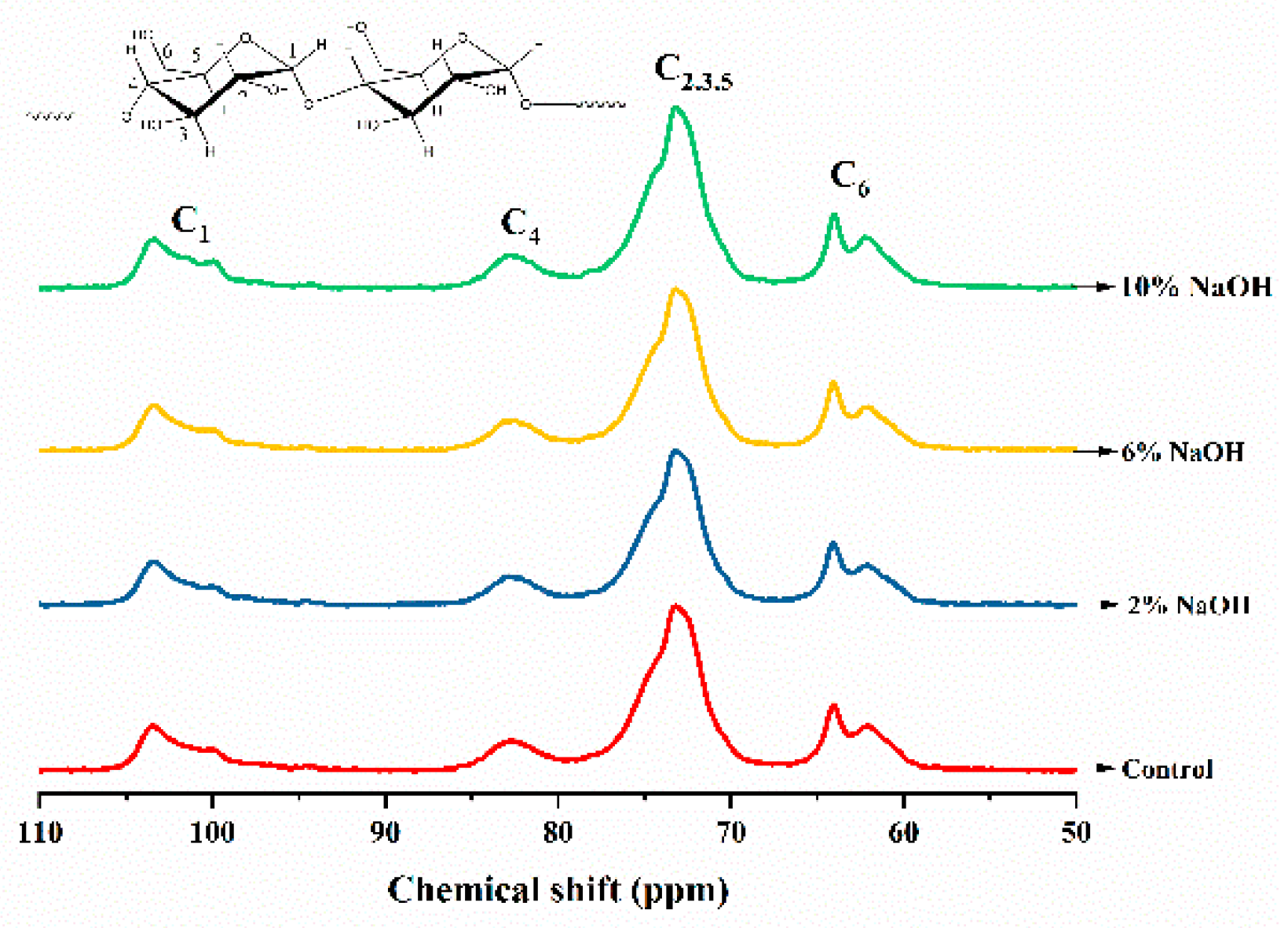
3.6. Effect of Alkali Treatment on the Molecular Structure of HAS Film
3.7. Effect of Alkali Treatment on Molecular Chain Conformation of HAS Film
3.8. Effect of Alkali Treatment on the Average Molecular Weight of HAS Film
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Khanoonkon, N.; Yoksan, R.; Ogale, A.A. Morphological characteristics of stearic acid-grafted starch-compatibilized linear low density polyethylene/thermoplastic starch blown film. Europ. Polym. J. 2016, 76, 266–277. [Google Scholar] [CrossRef]
- Tena-Salcido, C.S.; Rodríguez-González, F.J.; Méndez-Hernández, M.L.; Contreras-Esquivel, J.C. Effect of morphology on the biodegradation of thermoplastic starch in ldpe/tps blends. Polym. Bull. 2008, 60, 677–688. [Google Scholar] [CrossRef]
- Versino, F.; Lopez, O.V.; Garcia, M.A.; Zaritzky, N.E. Starch-based films and food coatings: An overview. Starch Stärke 2016, 68, 1026–1037. [Google Scholar] [CrossRef]
- Li, M.; Liu, P.; Zou, W.; Yu, L.; Xie, F.; Pu, H.; Liu, H.; Chen, L. Extrusion processing and characterization of edible starch films with different amylose contents. J. Food Eng. 2011, 106, 95–101. [Google Scholar] [CrossRef]
- Ratnayake, W.S.; Jackson, D.S. Chapter 5 starch gelatinization. Adv. Food Nutr. Res. 2008, 55, 221–268. [Google Scholar]
- Liu, P.; Xie, F.; Li, M.; Liu, X.; Yu, L.; Halley, P.J.; Chen, L. Phase transitions of maize starches with different amylose contents in glycerol–water systems. Carbohydr. Polym. 2011, 85, 180–187. [Google Scholar] [CrossRef]
- Wang, J.; Yu, L.; Xie, F.; Chen, L.; Li, X.; Liu, H. Rheological properties and phase transition of cornstarches with different amylose/amylopectin ratios under shear stress. Starch Stärke 2010, 62, 667–675. [Google Scholar] [CrossRef]
- Kim, H.; Jane, J.; Lamsal, B. Hydroxypropylation improves film properties of high amylose corn starch. Ind. Crops Prod. 2017, 95, 175–183. [Google Scholar] [CrossRef] [Green Version]
- Cai, J.; Yang, Y.; Man, J.; Huang, J.; Wang, Z.; Zhang, C.; Gu, M.; Liu, Q.; Wei, C. Structural and functional properties of alkali-treated high-amylose rice starch. Food Chem. 2014, 145, 245–253. [Google Scholar] [CrossRef]
- Karim, A.A.; Nadiha, M.Z.; Chen, F.K.; Phuah, Y.P.; Chui, Y.M.; Fazilah, A. Pasting and retrogradation properties of alkali-treated sago (metroxylon sagu) starch. Food Hydrocoll. 2008, 22, 1044–1053. [Google Scholar] [CrossRef]
- Han, X.; Hamaker, B.R. Partial leaching of granule-associated proteins from rice starch during alkaline extraction and subsequent gelatinization. Starch Stärke 2002, 54, 454–460. [Google Scholar] [CrossRef]
- Ragheb, A.A.; Abdel-Thalouth, I.; Tawfik, S. Gelatinization of starch in aqueous alkaline solutions. Starch Stärke 1995, 47, 338–345. [Google Scholar] [CrossRef]
- Dokić, L.; Dapčević, T.; Krstonošić, V.; Dokić, P.; Hadnađev, M. Rheological characterization of corn starch isolated by alkali method. Food Hydrocoll. 2010, 24, 172–177. [Google Scholar] [CrossRef]
- Gray, J.A.; BeMiller, J.N. Development and utilization of reflectance confocal laser scanning microscopy to locate reaction sites in modified starch granules. Cereal Chem. 2004, 81, 278–286. [Google Scholar] [CrossRef]
- Masina, N.; Choonara, Y.E.; Kumar, P.; du Toit, L.C.; Govender, M.; Indermun, S.; Pillay, V. A review of the chemical modification techniques of starch. Carbohydr. Polym. 2017, 157, 1226–1236. [Google Scholar] [CrossRef]
- Li, Y.; Lim, S. Preparation of aqueous alpha-lipoic acid dispersions with octenylsuccinylated high amylose starch. Carbohydr. Polym. 2016, 140, 253–259. [Google Scholar] [CrossRef]
- Wang, S.; Copeland, L. Effect of alkali treatment on structure and function of pea starch granules. Food Chem. 2012, 135, 1635–1642. [Google Scholar] [CrossRef] [PubMed]
- Israkarn, K.; Na Nakornpanom, N.; Hongsprabhas, P. Physicochemical properties of starches and proteins in alkali-treated mungbean and cassava starch granules. Carbohydr. Polym. 2014, 105, 34–40. [Google Scholar] [CrossRef] [PubMed]
- Han, J.; Lim, S. Structural changes in corn starches during alkaline dissolution by vortexing. Carbohydr. Polym. 2004, 55, 193–199. [Google Scholar] [CrossRef]
- Qiao, D.; Yu, L.; Liu, H.; Zou, W.; Xie, F.; Simon, G.; Petinakis, E.; Shen, Z.; Chen, L. Insights into the hierarchical structure and digestion rate of alkali-modulated starches with different amylose contents. Carbohydr. Polym. 2016, 144, 271–281. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tamaddon, F.; KazemiVarnamkhasti, M. Scalable preparation, characterization, and application of alkali-treated starch as a new organic base catalyst. Carbohydr. Res. 2017, 437, 9–15. [Google Scholar] [CrossRef]
- ASTM. D882-12 Standard Test Method for Tensile Properties of Thin Plastic Sheeting; ASTM International: West Conshohocken, PA, USA, 2012; Vol. D882, p. 12. [Google Scholar]
- van Soest, J.J.G.; Vliegenthart, J.F.G. Crystallinity in starch plastics: Consequences for material properties. Trends Biotechnol. 1997, 15, 208–213. [Google Scholar] [CrossRef]
- Koch, K.; Gillgren, T.; Stading, M.; Andersson, R. Mechanical and structural properties of solution-cast high-amylose maize starch films. Int. J. Biol. Macromol. 2010, 46, 13–19. [Google Scholar] [CrossRef] [PubMed]
- Thiré, R.M.S.M.; Simão, R.A.; Andrade, C.T. High resolution imaging of the microstructure of maize starch films. Carbohydr. Polym. 2003, 54, 149–158. [Google Scholar] [CrossRef]
- Wang, S.; Li, C.; Copeland, L.; Niu, Q.; Wang, S. Starch retrogradation: A comprehensive review. Compr. Rev. Food Sci. Food Saf. 2015, 14, 568–585. [Google Scholar] [CrossRef]
- Ricciardi, R.; D’Errico, G.; Auriemma, F.; Ducouret, G.; Tedeschi, A.M.; De Rosa, C.; Lauprêtre, F.; Lafuma, F. Short time dynamics of solvent molecules and supramolecular organization of poly (vinyl alcohol) hydrogels obtained by freeze/thaw techniques. Macromolecules 2005, 38, 6629–6639. [Google Scholar] [CrossRef]
- Le Bail, P.; Bizot, H.; Ollivon, M.; Keller, G.; Bourgaux, C.; Buléon, A. Monitoring the crystallization of amylose–lipid complexes during maize starch melting by synchrotron x-ray diffraction. Biopolymers 1999, 50, 99–110. [Google Scholar] [CrossRef]
- Shi, R.; Zhang, Z.; Liu, Q.; Han, Y.; Zhang, L.; Chen, D.; Tian, W. Characterization of citric acid/glycerol co-plasticized thermoplastic starch prepared by melt blending. Carbohydr. Polym. 2007, 69, 748–755. [Google Scholar] [CrossRef]
- Nor Nadiha, M.Z.; Fazilah, A.; Rajeev, B.; Aliasa, K. Comparative susceptibilities of sago, potato and corn starches to alkali treatment. Food Chem. 2010, 121, 1053–1059. [Google Scholar] [CrossRef]
- Li, M.; Hasjim, J.; Xie, F.; Halley, P.J.; Gilbert, R.G. Shear degradation of molecular, crystalline, and granular structures of starch during extrusion. Starch Stärke 2014, 66, 595–605. [Google Scholar] [CrossRef]
- Lammers, K.; Arbuckle-Keil, G.; Dighton, J. Ft-ir study of the changes in carbohydrate chemistry of three new jersey pine barrens leaf litters during simulated control burning. Soil Biol. Biochem. 2009, 41, 340–347. [Google Scholar] [CrossRef]
- Tang, M.; Wen, S.; Liu, D. Effects of heating- or caustic-digested starch on its flocculation on hematite. Miner. Process. Extr. Metall. Rev. 2016, 37, 49–57. [Google Scholar] [CrossRef]
- Shi, A.-M.; Li, D.; Wang, L.-J.; Li, B.-Z.; Adhikari, B. Preparation of starch-based nanoparticles through high-pressure homogenization and miniemulsion cross-linking: Influence of various process parameters on particle size and stability. Carbohydr. Polym. 2011, 83, 1604–1610. [Google Scholar] [CrossRef]
- Golova, O.P.; Nosova, N.I. Degradation of cellulose by alkaline oxidation. Russ. Chem. Rev. 1973, 42, 327–338. [Google Scholar] [CrossRef]
- Sevenou, O.; Hill, S.E.; Farhat, I.A.; Mitchell, J.R. Organisation of the external region of the starch granule as determined by infrared spectroscopy. Int. J. Biol. Macromol. 2002, 31, 79–85. [Google Scholar] [CrossRef]
- Spiridon, I.; Teaca, C.-A.; Bodirlau, R. Preparation and characterization of adipic acid-modified starch microparticles/plasticized starch composite films reinforced by lignin. J. Mater. Sci. 2011, 46, 3241–3251. [Google Scholar] [CrossRef]
- Tan, I.; Flanagan, B.M.; Halley, P.J.; Whittaker, A.K.; Gidley, M.J. A method for estimating the nature and relative proportions of amorphous, single, and double-helical components in starch granules by 13c cp/mas nmr. Biomacromolecules 2007, 8, 885–891. [Google Scholar] [CrossRef]
- Qin, Y.; Liu, C.; Jiang, S.; Xiong, L.; Sun, Q. Characterization of starch nanoparticles prepared by nanoprecipitation: Influence of amylose content and starch type. Ind. Crops Prod. 2016, 87, 182–190. [Google Scholar] [CrossRef]
- Wang, X.; Wu, C. Light-scattering study of coil-to-globule transition of a poly(n-isopropylacrylamide) chain in deuterated water. Macromolecules 1999, 32, 4299–4301. [Google Scholar] [CrossRef]
- Menzel, C.; Olsson, E.; Plivelic, T.S.; Andersson, R.; Johansson, C.; Kuktaite, R.; Jarnstrom, L.; Koch, K. Molecular structure of citric acid cross-linked starch films. Carbohydr. Polym. 2013, 96, 270–276. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Name | HAS/kg | Glycerin/g | Water/g | NaOH/g |
|---|---|---|---|---|
| Control | 2 | 800 | 600 | 0 |
| 2% NaOH | 2 | 800 | 600 | 40 |
| 6% NaOH | 2 | 800 | 600 | 120 |
| 10% NaOH | 2 | 800 | 600 | 200 |
| Sample Names | R1039/1018 | Double Helix Zone /% | Single Helix Zone /% | Amorphous Zone /% |
|---|---|---|---|---|
| Control | 0.502 | 22.42 | 37.12 | 40.46 |
| 2% NaOH | 0.693 | 19.37 | 36.79 | 43.84 |
| 6% NaOH | 0.707 | 19.39 | 37.40 | 43.20 |
| 10% NaOH | 0.465 | 27.79 | 31.98 | 40.24 |
| Sample Name | Rh /nm | Rg /nm | Rg/Rh | Mw /×105 g·mol−1 |
|---|---|---|---|---|
| Blank Control | 128.43 | 124.60 ± 7.0 | 0.97 | 2.69 ± 0.29 |
| 2% NaOH | 148.71 | 119.00 ± 6.2 | 0.80 | 2.63 ± 0.25 |
| 6% NaOH | 152.37 | 119.50 ± 5.2 | 0.78 | 3.07 ± 0.25 |
| 10% NaOH | 121.33 | 146.10 ± 6.4 | 1.20 | 4.97 ± 0.43 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qin, Y.; Zhang, H.; Dai, Y.; Hou, H.; Dong, H. Effect of Alkali Treatment on Structure and Properties of High Amylose Corn Starch Film. Materials 2019, 12, 1705. https://doi.org/10.3390/ma12101705
Qin Y, Zhang H, Dai Y, Hou H, Dong H. Effect of Alkali Treatment on Structure and Properties of High Amylose Corn Starch Film. Materials. 2019; 12(10):1705. https://doi.org/10.3390/ma12101705
Chicago/Turabian StyleQin, Yang, Hui Zhang, Yangyong Dai, Hanxue Hou, and Haizhou Dong. 2019. "Effect of Alkali Treatment on Structure and Properties of High Amylose Corn Starch Film" Materials 12, no. 10: 1705. https://doi.org/10.3390/ma12101705
APA StyleQin, Y., Zhang, H., Dai, Y., Hou, H., & Dong, H. (2019). Effect of Alkali Treatment on Structure and Properties of High Amylose Corn Starch Film. Materials, 12(10), 1705. https://doi.org/10.3390/ma12101705