Tailored Oxidation Barrier Coatings for Mo-Hf-B and Mo-Zr-B Alloys



Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
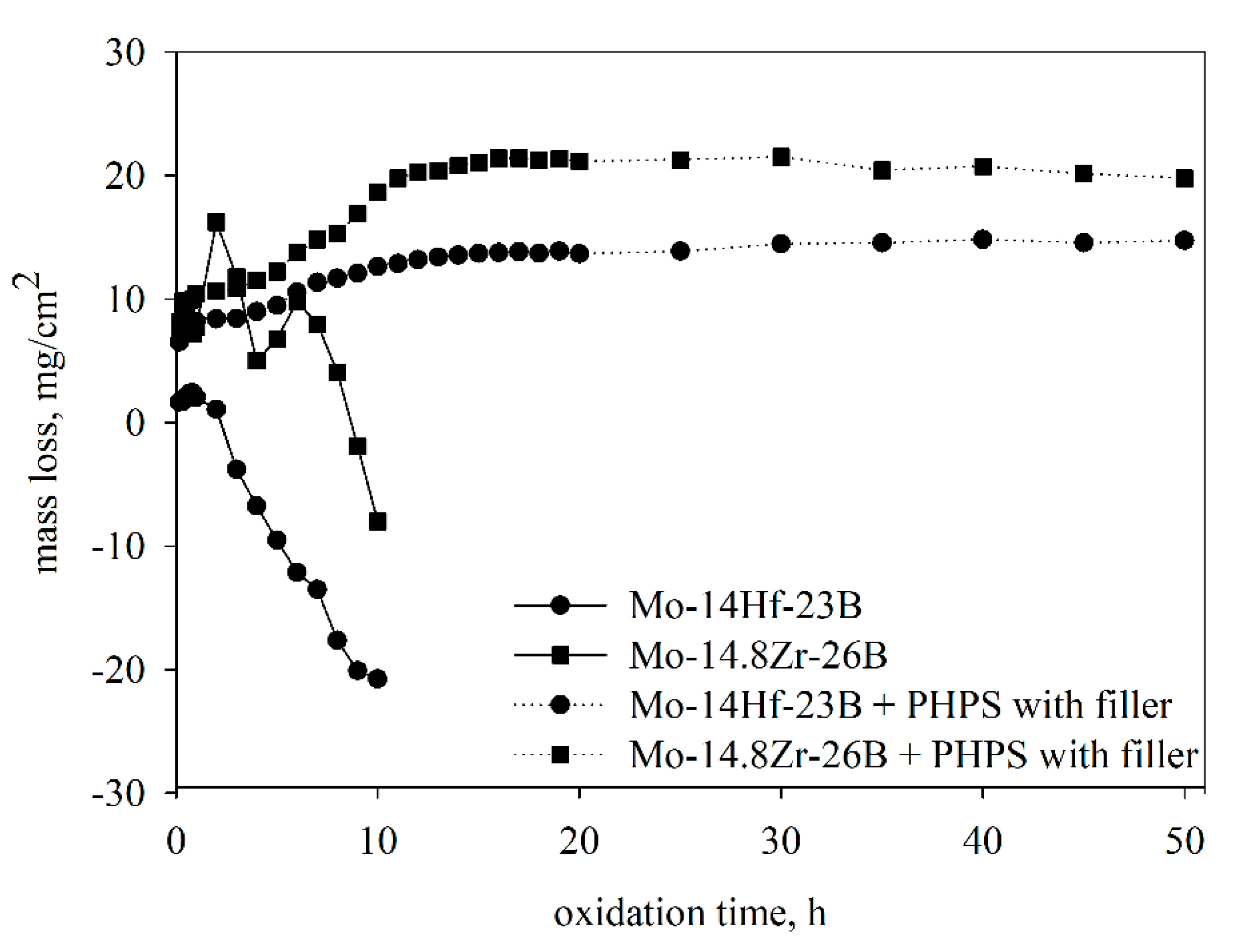
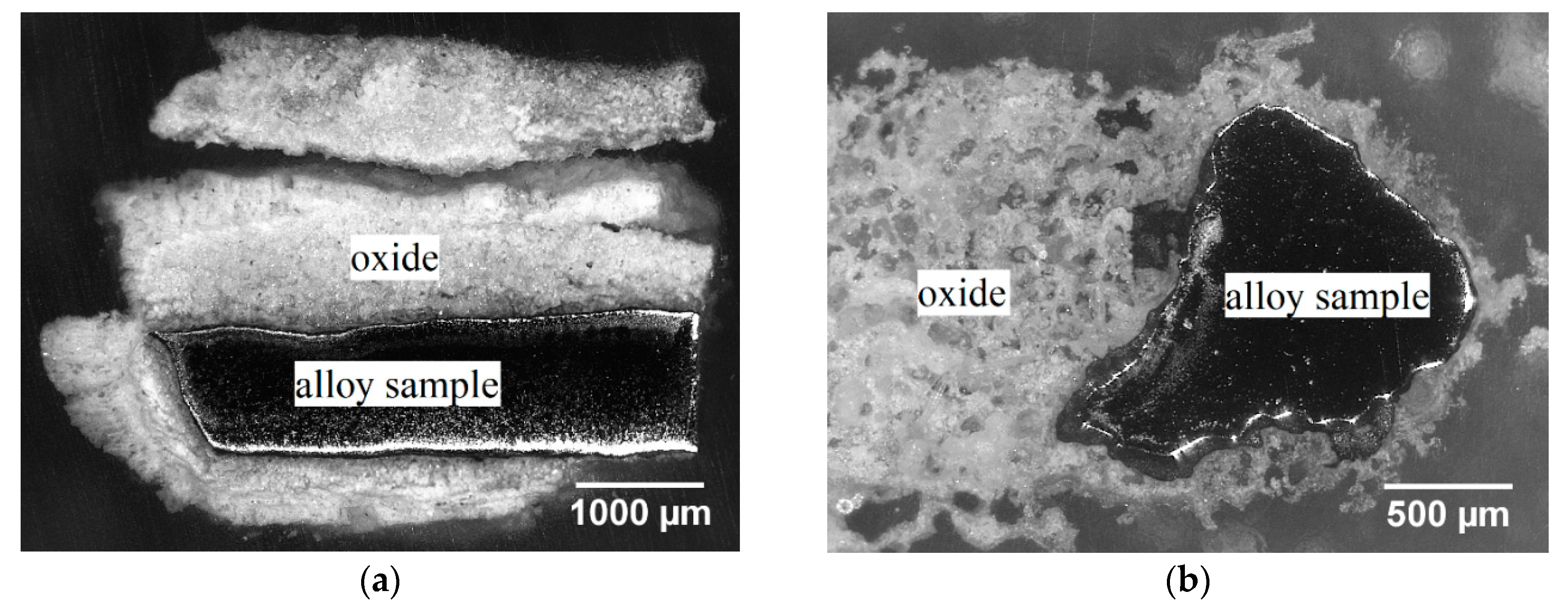
3.1. Cyclic Oxidation Behavior of the Mo-14Hf-23B and Mo-14.8Zr-26B Alloys at 800 °C
3.2. Oxidation Barrier Coatings
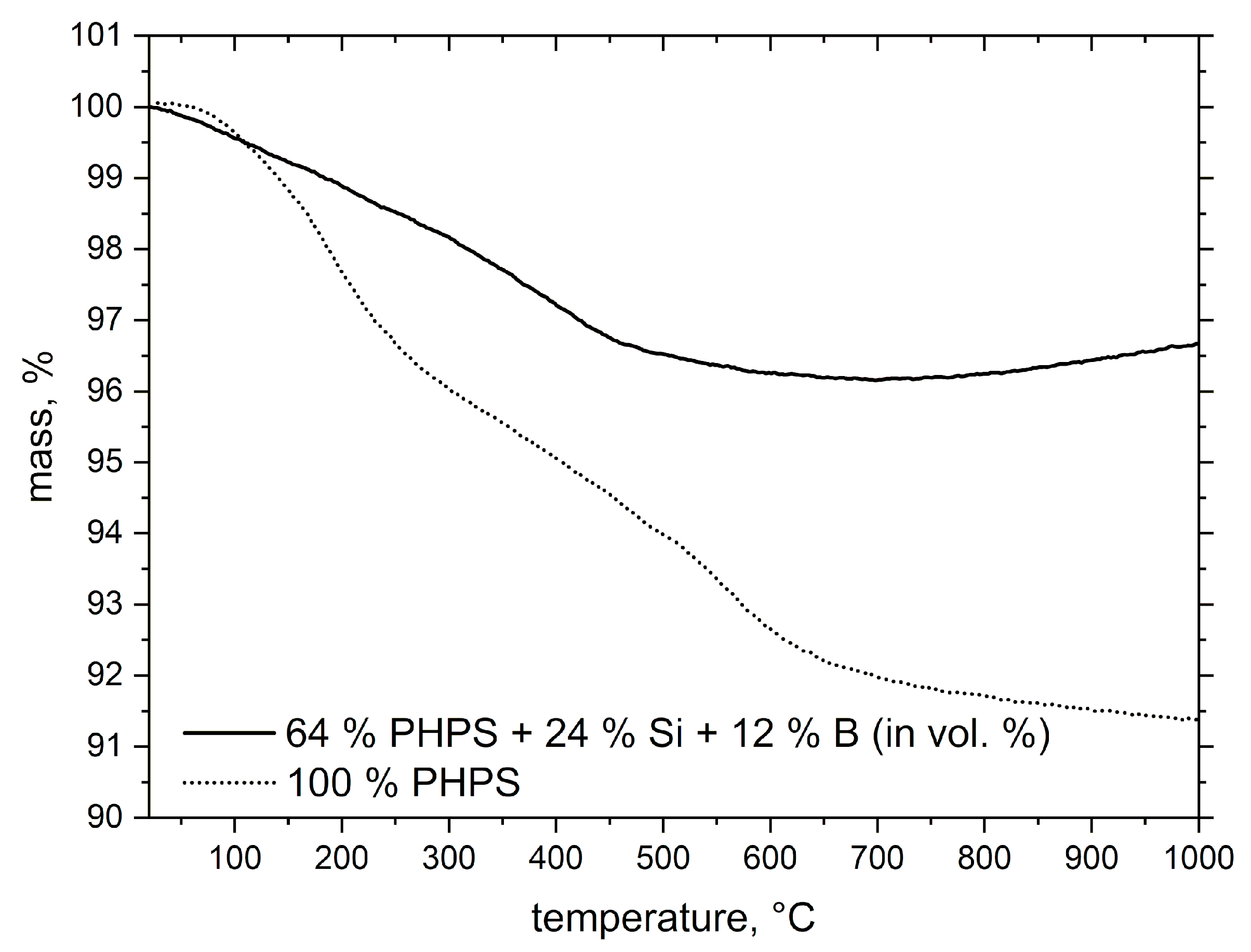
3.2.1. Thermal Analysis
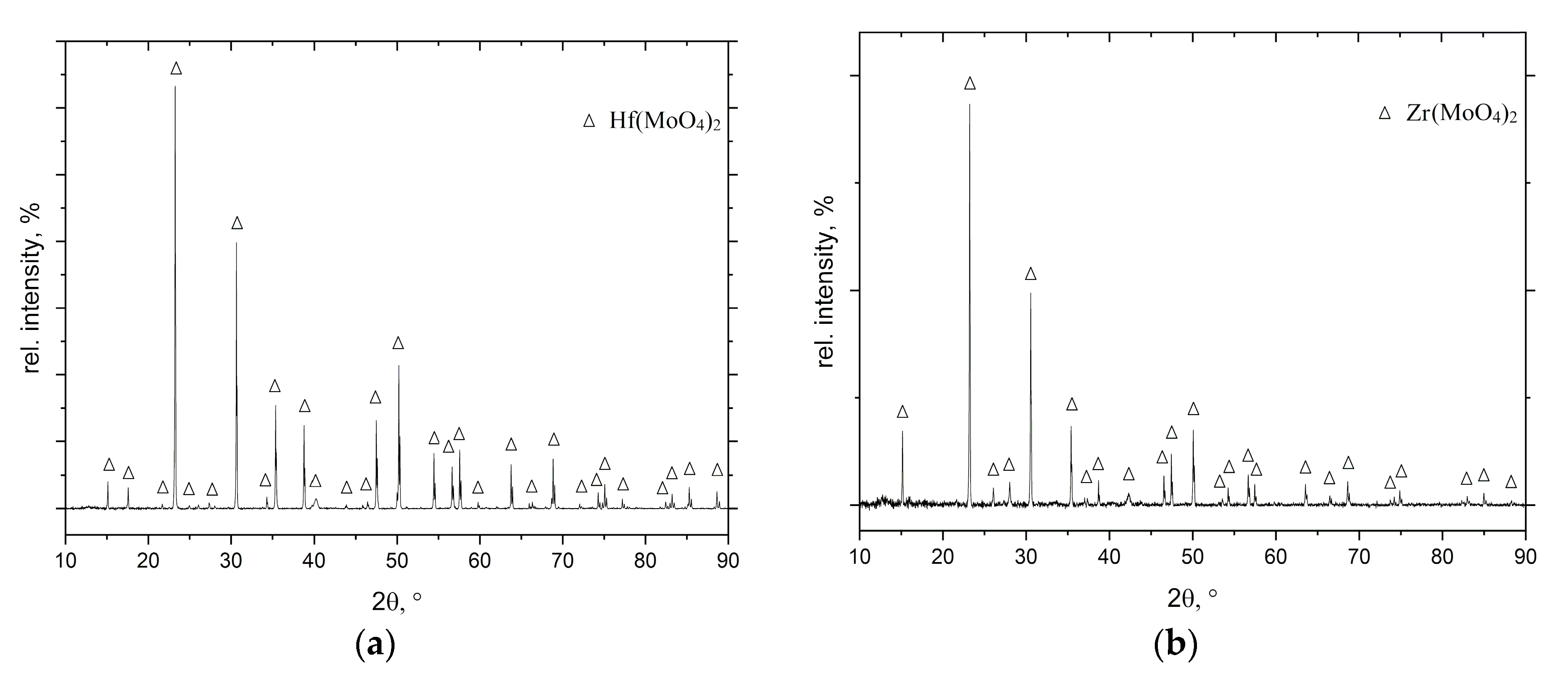
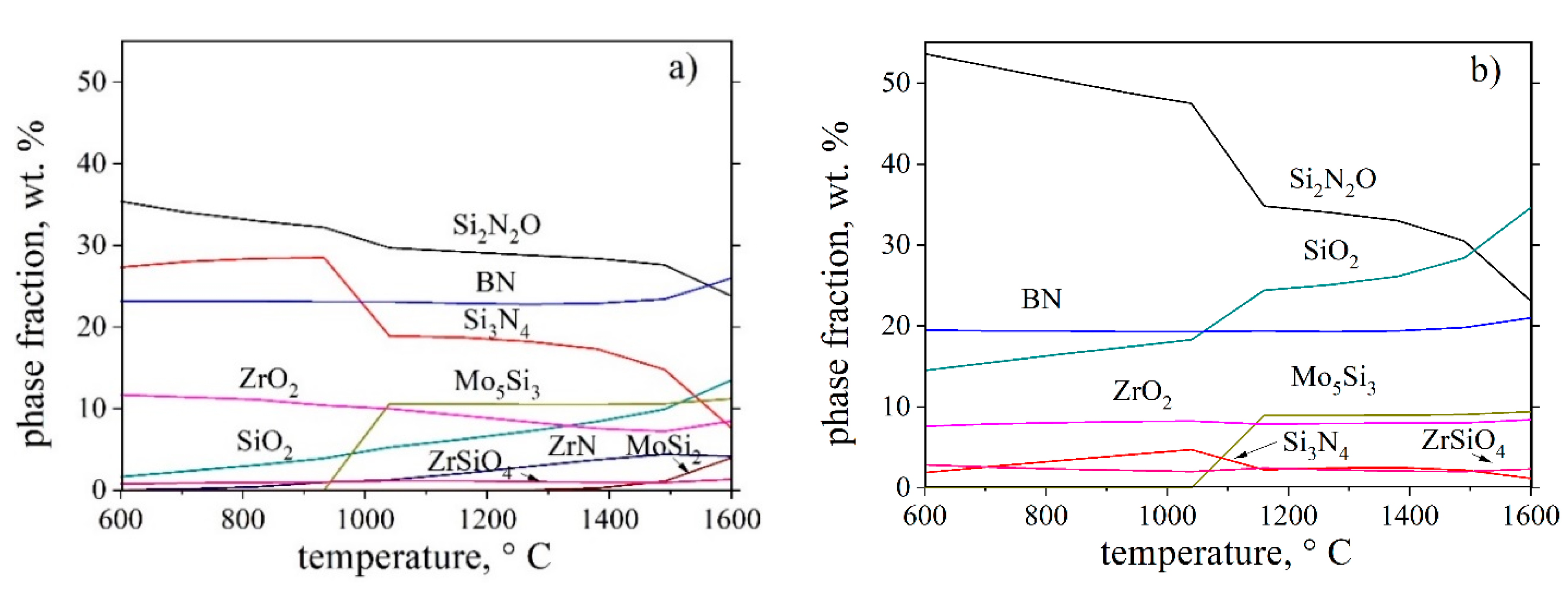
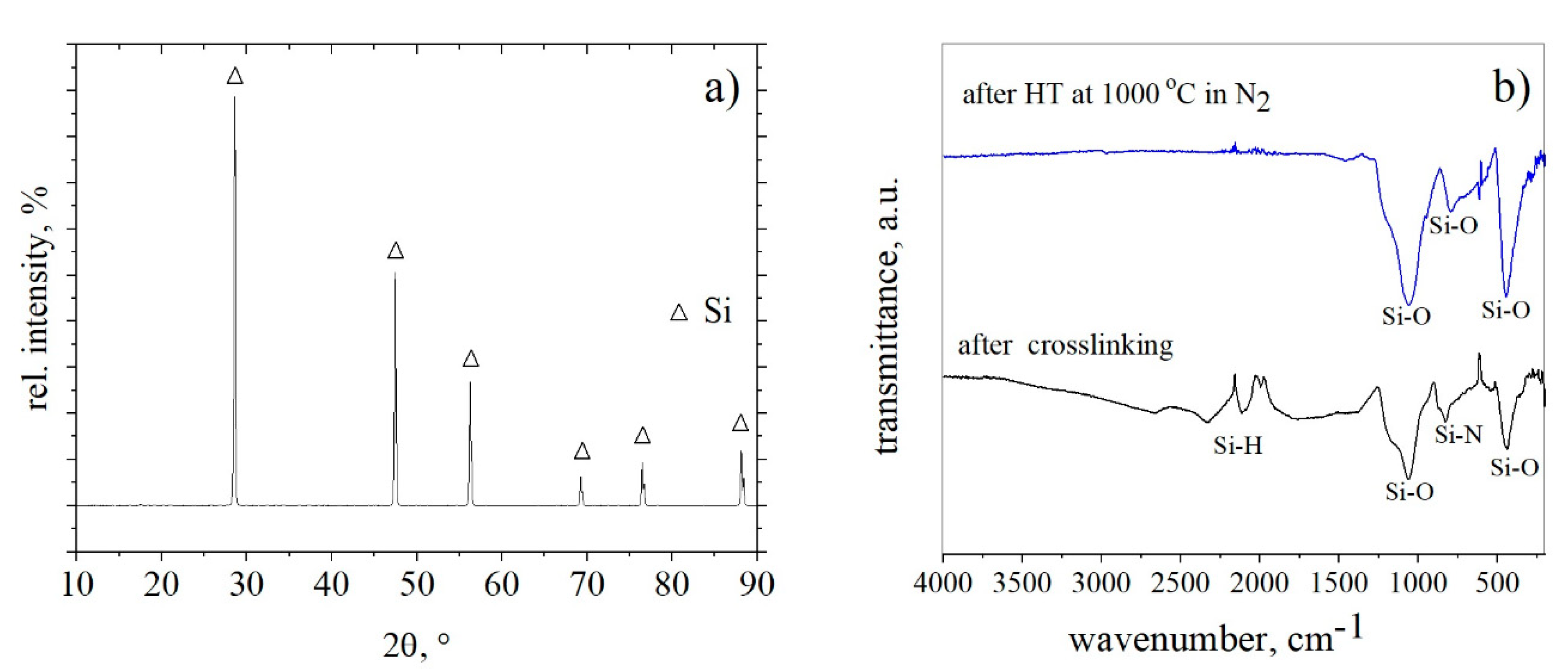
3.2.2. Phase Composition
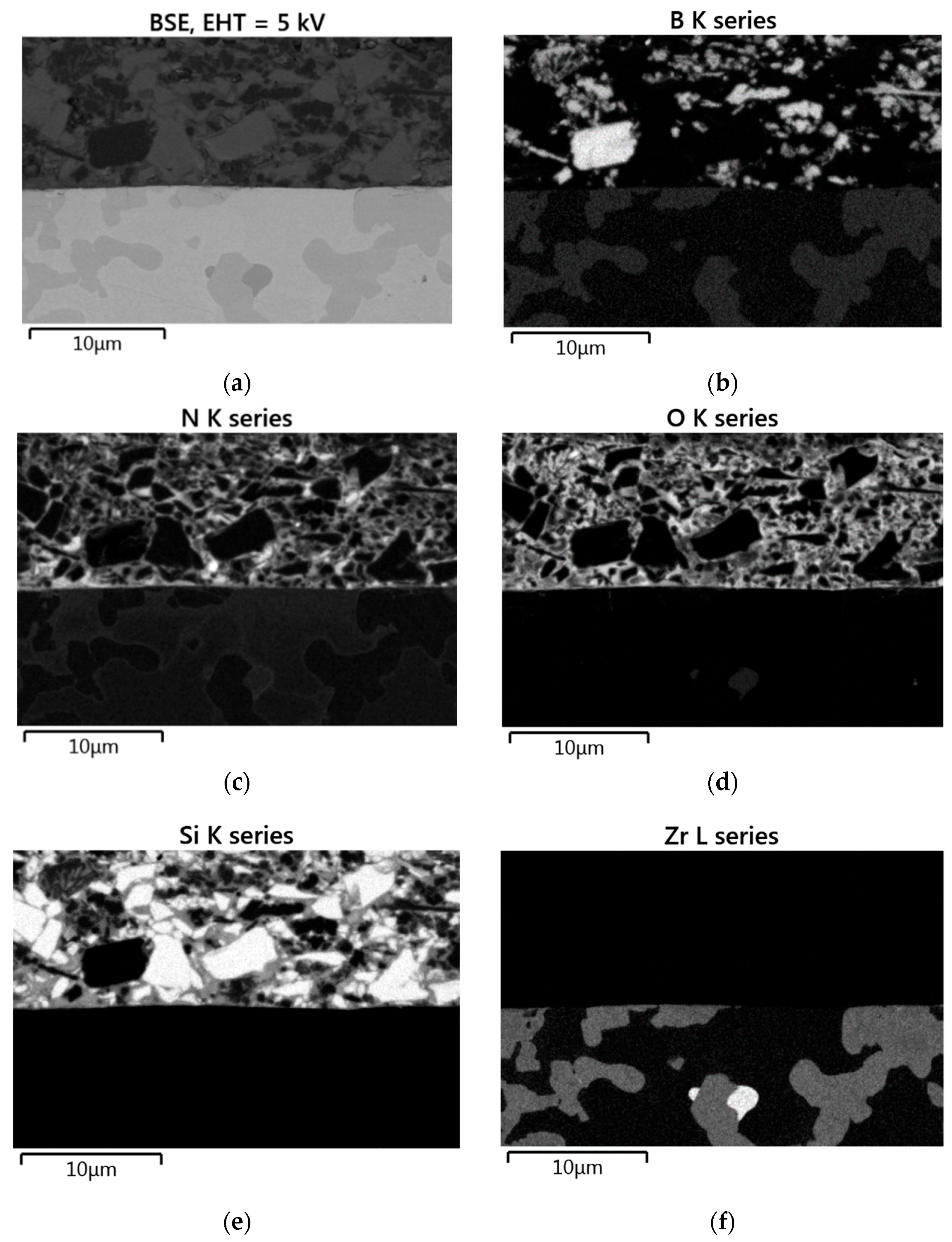
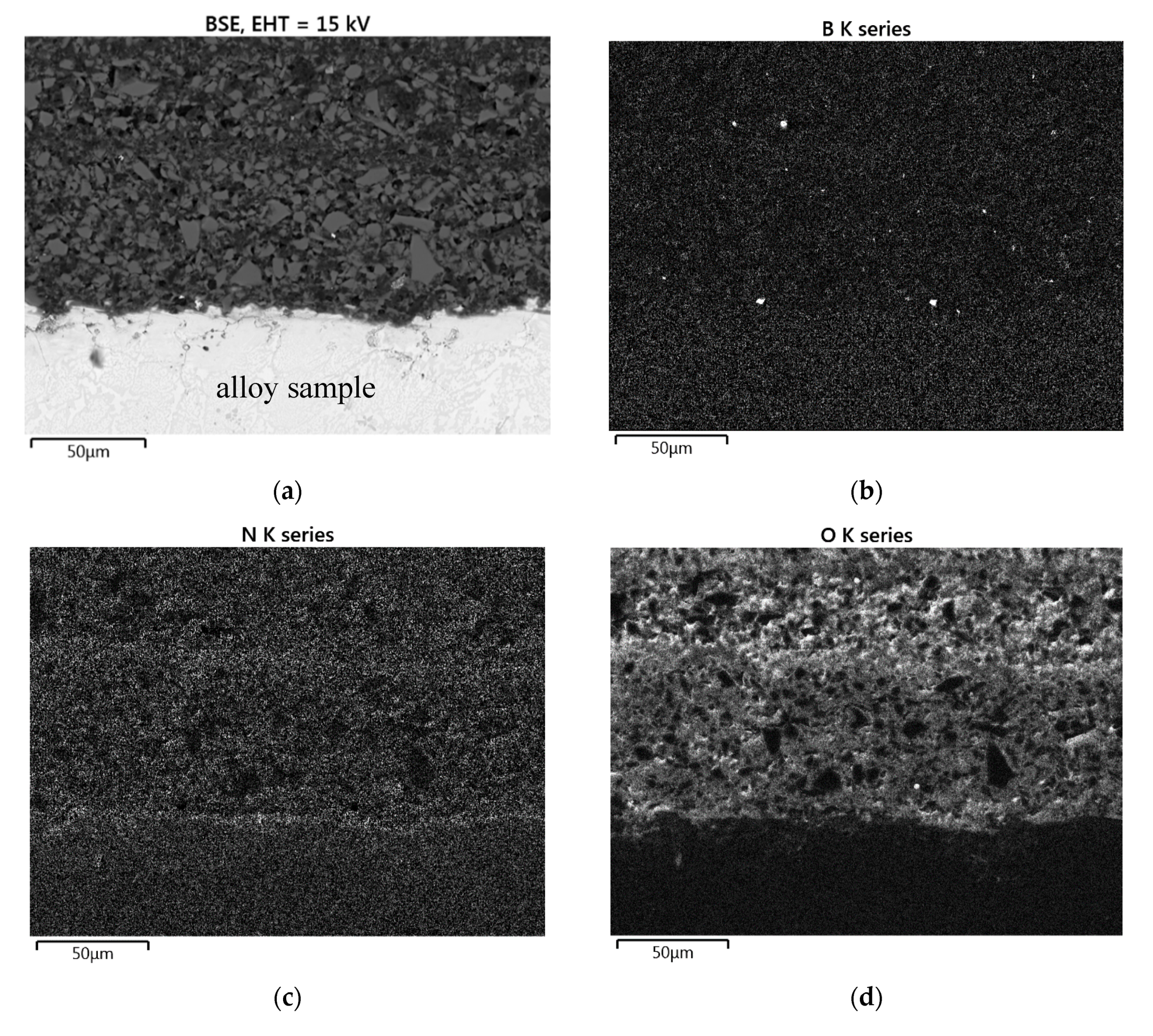
3.2.3. Cyclic Oxidation of the Coated Samples
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Schneibel, J.; Felderman, E. Development and Testing of New Materials for Aerospace Applications. In Proceedings of the 24th AIAA Aerodynamic Measurement Technology and Ground Testing Conference, Portland, OR, USA, 28 June–1 July 2004. [Google Scholar]
- Thakur, A.; Gangopadhyay, S. State-of-the-art in surface integrity in machining of nickel-based super alloys. Int. J. Mach. Tools Manuf. 2016, 100, 25–54. [Google Scholar] [CrossRef]
- Kruzic, J.J.; Schneibel, J.H.; Ritchie, R.O. Fracture and fatigue resistance of Mo-Si-B alloys for ultrahigh-temperature structural applications. Scr. Mater. 2004, 50, 459–464. [Google Scholar] [CrossRef]
- Dimiduk, D.M.; Perepezko, J.H. Mo-Si-B Alloys: Developing a Revolutionary Turbine-Engine Material. MRS Bull. 2003, 28, 639–645. [Google Scholar] [CrossRef]
- Taleghani, P.R.; Bakhshi, S.R.; Borhani, G.H.; Erfanmanesh, M. Phase and microstructural characterization of Mo–Si–B multiphase intermetallic alloys produced by pressureless sintering. J. Alloy. Compd. 2014, 582, 734–741. [Google Scholar] [CrossRef]
- Bolbut, V.; Bogomol, I.; Bauer, C.; Krüger, M. Directionally solidified Mo-Zr-B alloys. Mater. Sci. Eng. Technol. 2017, 48, 1113–1124. [Google Scholar] [CrossRef]
- Bolbut, V.; Bogomol, I.; Loboda, P.; Krüger, M. Microstructure and mechanical properties of a directionally solidified Mo-12Hf-24B alloy. J. Alloy. Compd. 2018, 735, 2324–2330. [Google Scholar] [CrossRef]
- Sinha, N.K. Constant-load tertiary creep in nickel-base single crystal superalloys. Mater. Sci. Eng. A 2006, 432, 129–141. [Google Scholar] [CrossRef]
- Bolbut, V. Development of Mo-Hf-B and Mo-Zr-B Alloys for High-Temperature Application. Ph.D. Thesis, Otto-von-Guericke University Magdeburg, Magdeburg, Germany, 2018. [Google Scholar]
- Günthner, M.; Wang, K.; Bordia, R.K.; Motz, G. Conversion behaviour and resulting mechanical properties of polysilazane-based coatings. J. Eur. Ceram. Soc. 2012, 32, 1883–1892. [Google Scholar] [CrossRef]
- Günthner, M.; Kraus, T.; Dierdorf, A.; Decker, D.; Krenkel, W.; Motz, G. Advanced coatings on the basis of Si(C)N precursors for protection of steel against oxidation. J. Eur. Ceram. Soc. 2009, 29, 2061–2068. [Google Scholar] [CrossRef]
- Kraus, T.; Günthner, M.; Krenkel, W.; Motz, G. cBN particle filled SiCN precursor coatings. Adv. Appl. Ceram. 2013, 108, 476–482. [Google Scholar] [CrossRef]
- Schütz, A.; Günthner, M.; Motz, G.; Greißl, O.; Glatzel, U. Characterisation of novel precursor-derived ceramic coatings with glass filler particles on steel substrates. Surf. Coat. Technol. 2012, 207, 319–327. [Google Scholar] [CrossRef]
- Seifert, M.; Leite, M.L.; Motz, G. Formation of Mg-silicates by reaction of perhydropolysilazane with MgO during pyrolysis in air. J. Ceram. Soc. Jpn. 2016, 124, 1003–1005. [Google Scholar] [CrossRef] [Green Version]
- Günthner, M.; Schütz, A.; Glatzel, U.; Wang, K.; Bordia, R.K.; Greißl, O.; Krenkel, W.; Motz, G. High performance environmental barrier coatings, Part I: Passive filler loaded SiCN system for steel. J. Eur. Ceram. Soc. 2011, 31, 3003–3010. [Google Scholar] [CrossRef]
- Parthasarathy, T.A.; Mendiratta, M.G.; Dimiduk, D.M. Oxidation mechanisms in Mo-reinforced Mo5SiB2(T2)–Mo3Si alloys. Acta Mater. 2002, 50, 1857–1868. [Google Scholar] [CrossRef]
- Paswan, S.; Mitra, R.; Roy, S.K. Isothermal oxidation behaviour of Mo-Si-B and Mo-Si-B-Al alloys in the temperature range of 400–800 °C. Mater. Sci. Eng. A 2006, 424, 251–265. [Google Scholar] [CrossRef]
- Perepezko, J.H.; Rioult, F.; Sakidja, R. Oxidation Performance of High Temperature Mo-Si-B Alloys and Coatings. MSF 2008, 595–598, 1065–1074. [Google Scholar] [CrossRef]
- Lange, A.; Heilmaier, M.; Sossamann, T.A.; Perepezko, J.H. Oxidation behavior of pack-cemented Si-B oxidation protection coatings for Mo-Si-B alloys at 1300 °C. Surf. Coat. Technol. 2015, 266, 57–63. [Google Scholar] [CrossRef]
- Perepezko, J.H.; Sossaman, T.A.; Taylor, M. Environmentally Resistant Mo-Si-B-Based Coatings. J. Therm. Spray Technol. 2017, 26, 929–940. [Google Scholar] [CrossRef]
- Jéhanno, P.; Heilmaier, M.; Kestler, H. Characterization of an industrially processed Mo-based silicide alloy. Intermetallics 2004, 12, 1005–1009. [Google Scholar] [CrossRef]
- Smokovych, I.; Hasemann, G.; Krüger, M.; Scheffler, M. Polymer derived oxidation barrier coatings for Mo-Si-B alloys. J. Eur. Ceram. Soc. 2017, 37, 4559–4565. [Google Scholar] [CrossRef]
- Smokovych, I.; Scheffler, M. Polysilazane-Type Coatings on Mo-Si-B Alloys: A Thermodynamic Assessment of the Phase Composition. Adv. Eng. Mater. 2018, 20, 1700936. [Google Scholar] [CrossRef]
- Tschoegl, N.W. Fundamentals of Equilibrium and Steady-State Thermodynamics, 1st ed.; Elsevier: Amsterdam, The Netherlands, 2000; ISBN 0444504265. [Google Scholar]
- Van Lam, D.; Suematsu, H.; Ogawa, T. Characterization of ZrN, ZrO2 and β′-Zr7O11N2 nanoparticles synthesized by pulsed wire discharge. J. Am. Ceram. Soc. 2017, 100, 4884–4892. [Google Scholar] [CrossRef]
- Ricci, P.C.; Gulleri, G.; Fumagalli, F.; Carbonaro, C.M.; Corpino, R. Optical characterization of polysilazane based silica thin films on silicon substrates. Appl. Surf. Sci. 2013, 265, 470–474. [Google Scholar] [CrossRef]
- Sokri, M.N.M.; Daiko, Y.; Honda, S.; Iwamoto, Y. Synthesis of microporous amorphous silica from perhydropolysilazane chemically modified with alcohol derivatives. J. Ceram. Soc. Jpn. 2015, 123, 292–297. [Google Scholar] [CrossRef] [Green Version]
- Mohd Sokri, M.; Daiko, Y.; Mouline, Z.; Honda, S.; Iwamoto, Y. Formation of Micro and Mesoporous Amorphous Silica-Based Materials from Single Source Precursors. Inorganics 2016, 4, 5. [Google Scholar] [CrossRef]
- Schlichting, J. Oxygen transport through glass layers formed by a gel process. J. Non-Cryst. Solids 1984, 63, 173–181. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Components Amount, mol: | |||
|---|---|---|---|
| Polysilazane (PHPS NN 120-20) | From the Alloy’s Surface | From the Atmosphere | |
| Ar | 1.0 | ||
| N2 | 0.596 | 0.200–0.400 | |
| H2 | 0.193 | ||
| Si | 0.238 | ||
| Mo | 0.082 | ||
| Zr | 0.019 | ||
| B | 0.036 | ||
| O2 | 0.001 | 0.010–0.100 | |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Smokovych, I.; Bolbut, V.; Krüger, M.; Scheffler, M. Tailored Oxidation Barrier Coatings for Mo-Hf-B and Mo-Zr-B Alloys. Materials 2019, 12, 2215. https://doi.org/10.3390/ma12142215
Smokovych I, Bolbut V, Krüger M, Scheffler M. Tailored Oxidation Barrier Coatings for Mo-Hf-B and Mo-Zr-B Alloys. Materials. 2019; 12(14):2215. https://doi.org/10.3390/ma12142215
Chicago/Turabian StyleSmokovych, Iryna, Volodymyr Bolbut, Manja Krüger, and Michael Scheffler. 2019. "Tailored Oxidation Barrier Coatings for Mo-Hf-B and Mo-Zr-B Alloys" Materials 12, no. 14: 2215. https://doi.org/10.3390/ma12142215
APA StyleSmokovych, I., Bolbut, V., Krüger, M., & Scheffler, M. (2019). Tailored Oxidation Barrier Coatings for Mo-Hf-B and Mo-Zr-B Alloys. Materials, 12(14), 2215. https://doi.org/10.3390/ma12142215