Preparation and Reaction Mechanism Characterization of Alkali-activated Coal Gangue–Slag Materials


Abstract
:1. Introduction
2. Experimental
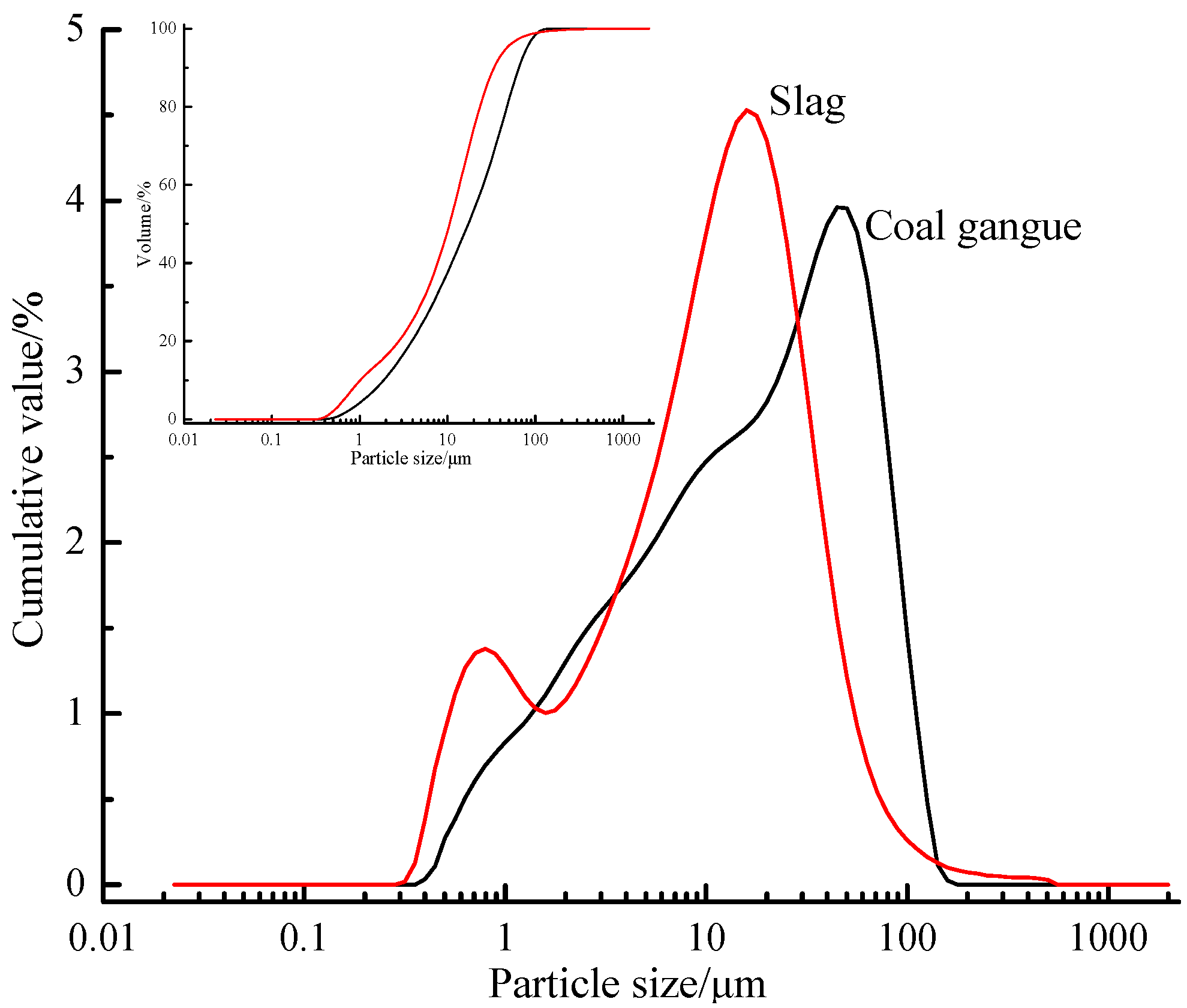
2.1. Raw Materials
2.2. Mixes Design and Specimens Preparation
2.3. Testing Methods
2.3.1. Samples Performance Testing
2.3.2. Samples Microstructure Testing
3. Results and Discussions
3.1. Paste Fluidity Analysis of the AACGS
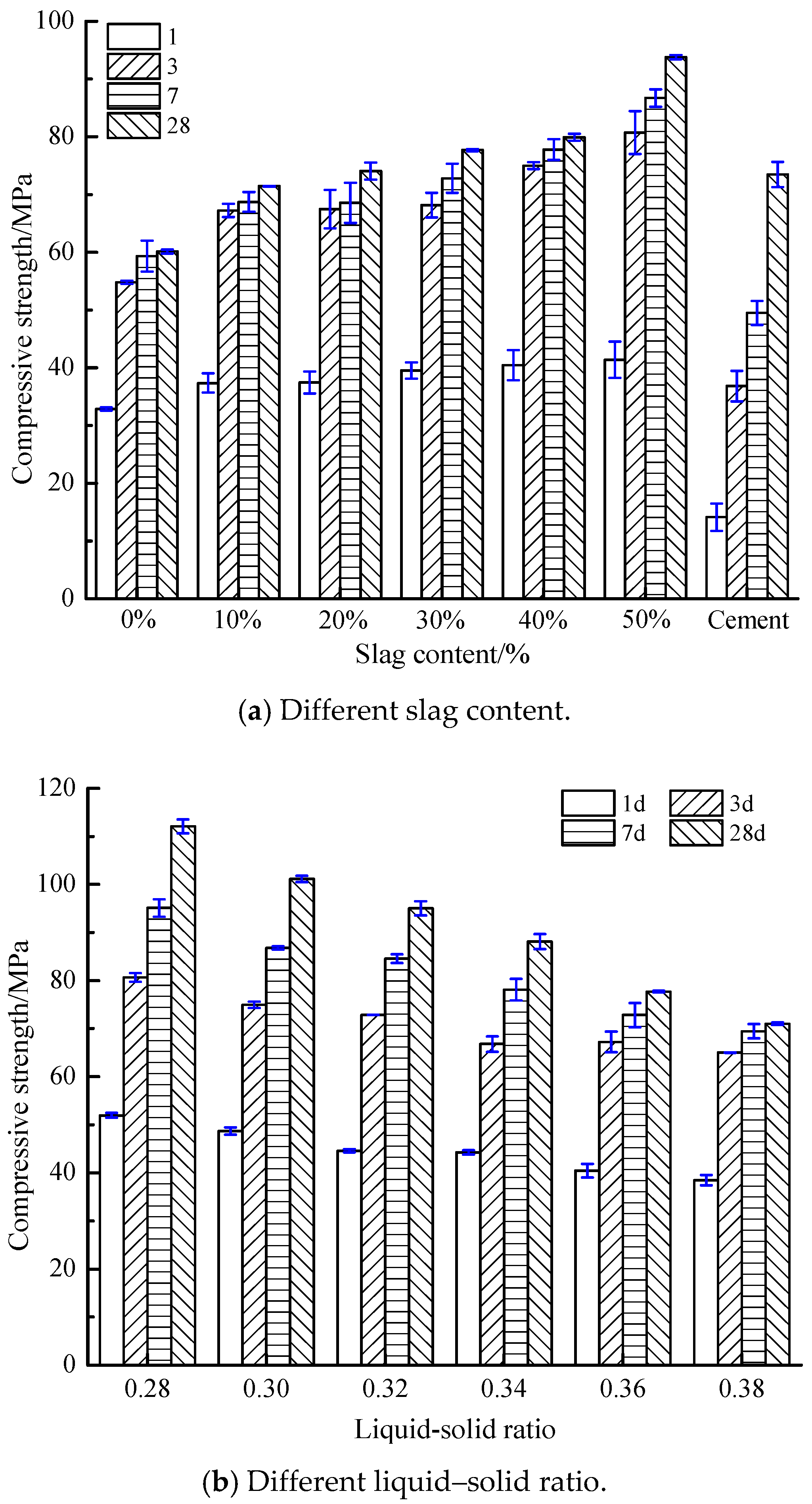
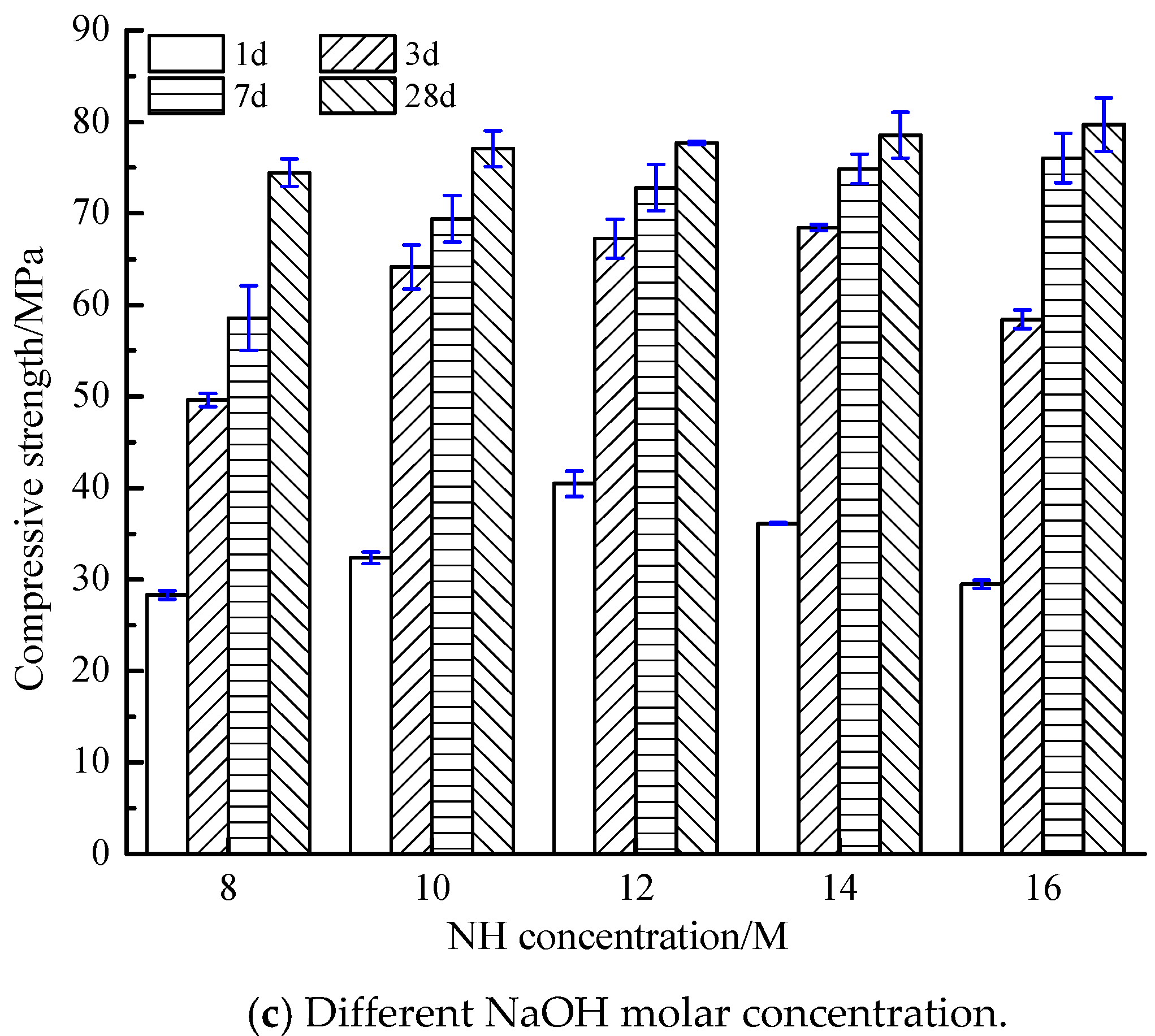
3.2. Compressive Strength of the AACGS
3.3. Non-Evaporable Water Dosages of the AACGS
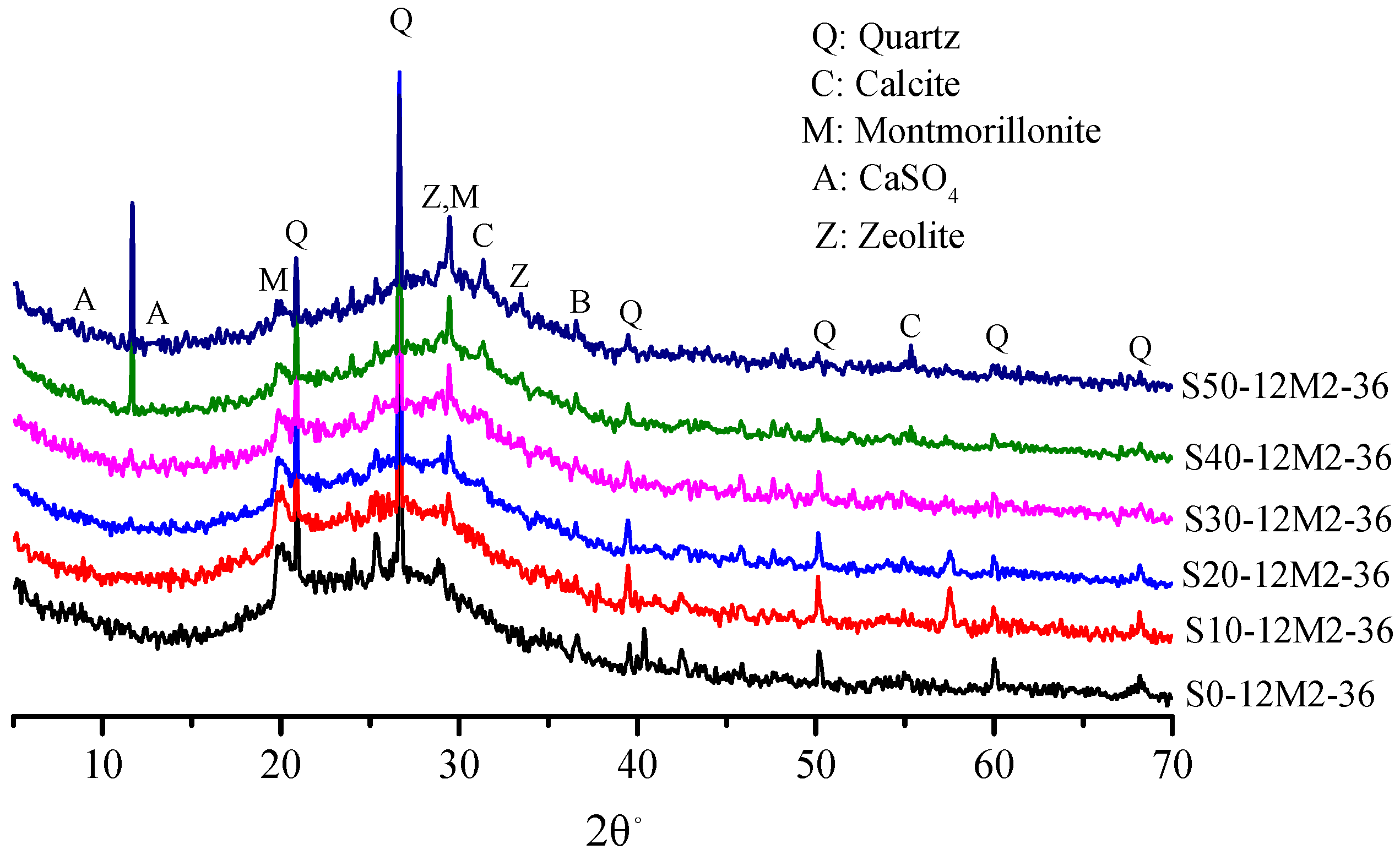
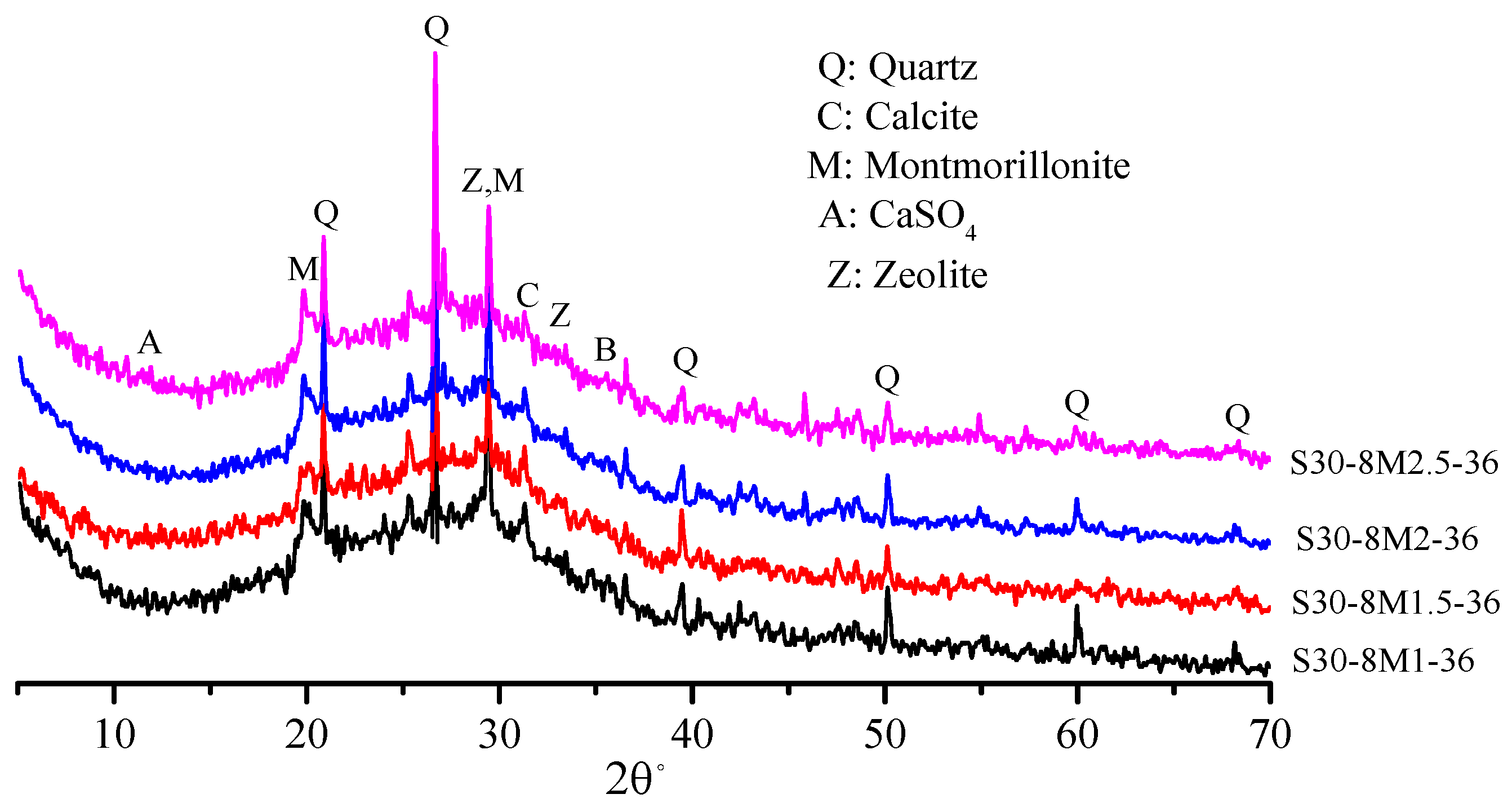
3.4. XRD Analysis of the AACGS
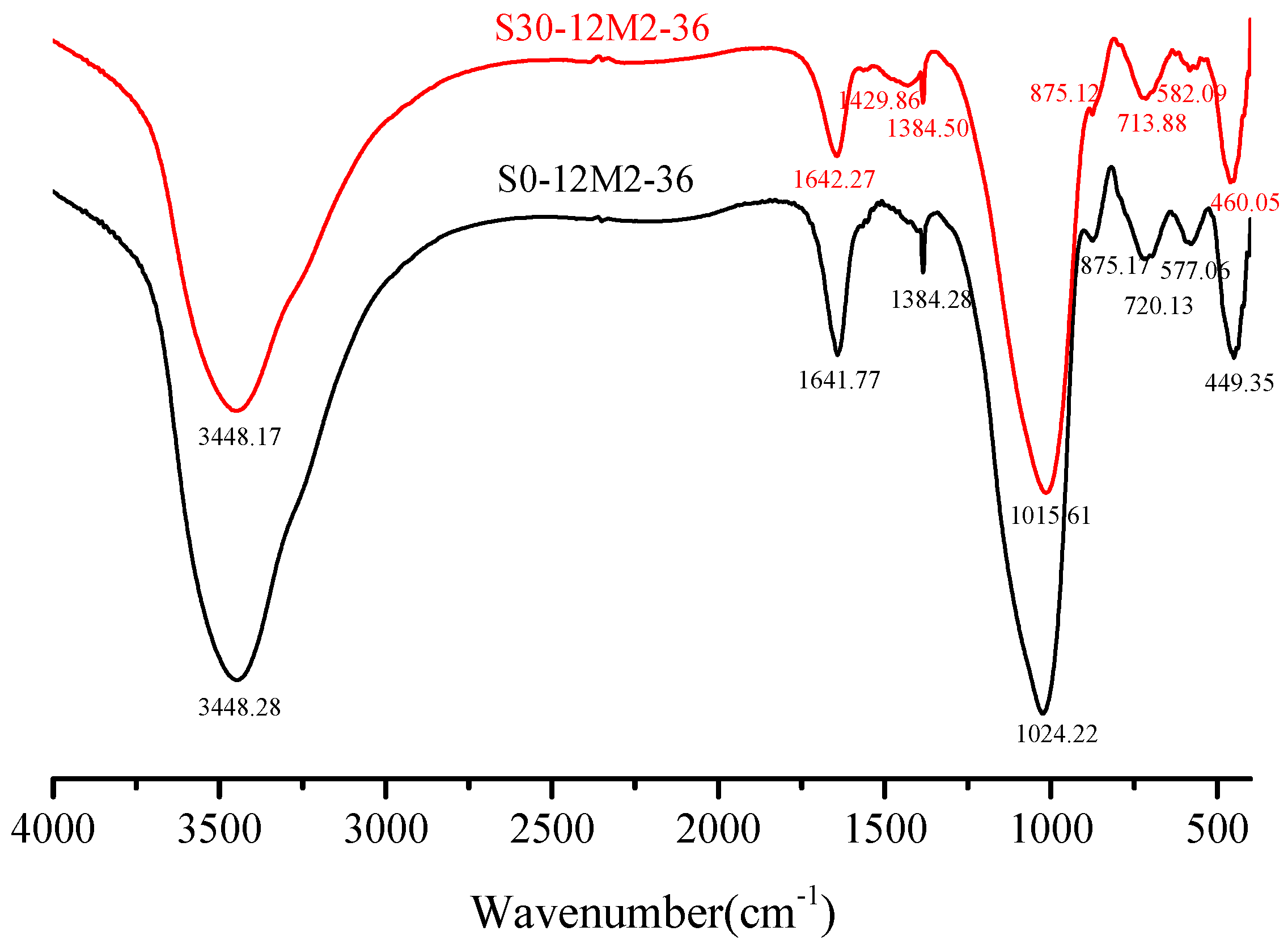
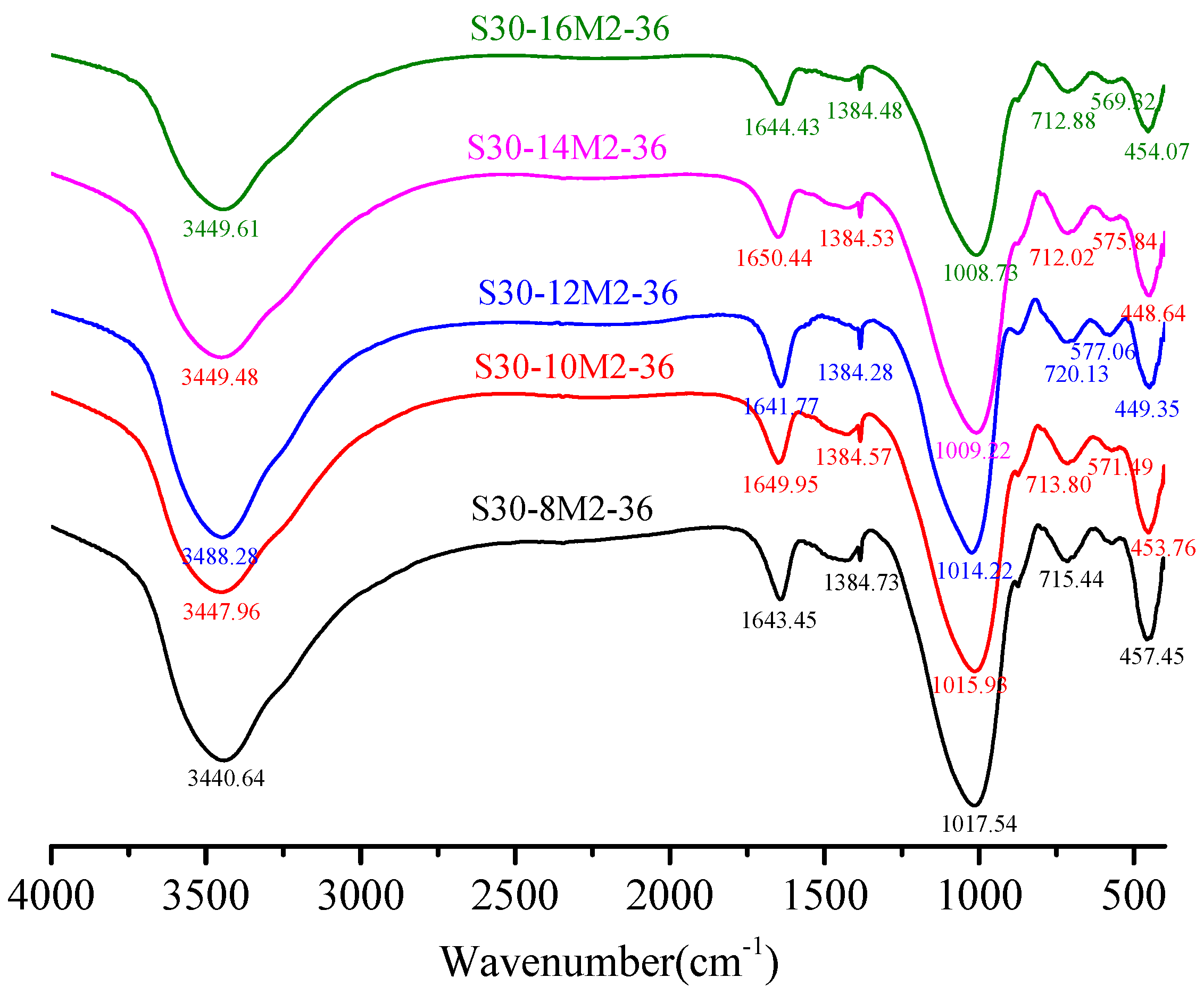
3.5. FT-IR Analysis of the AACGS
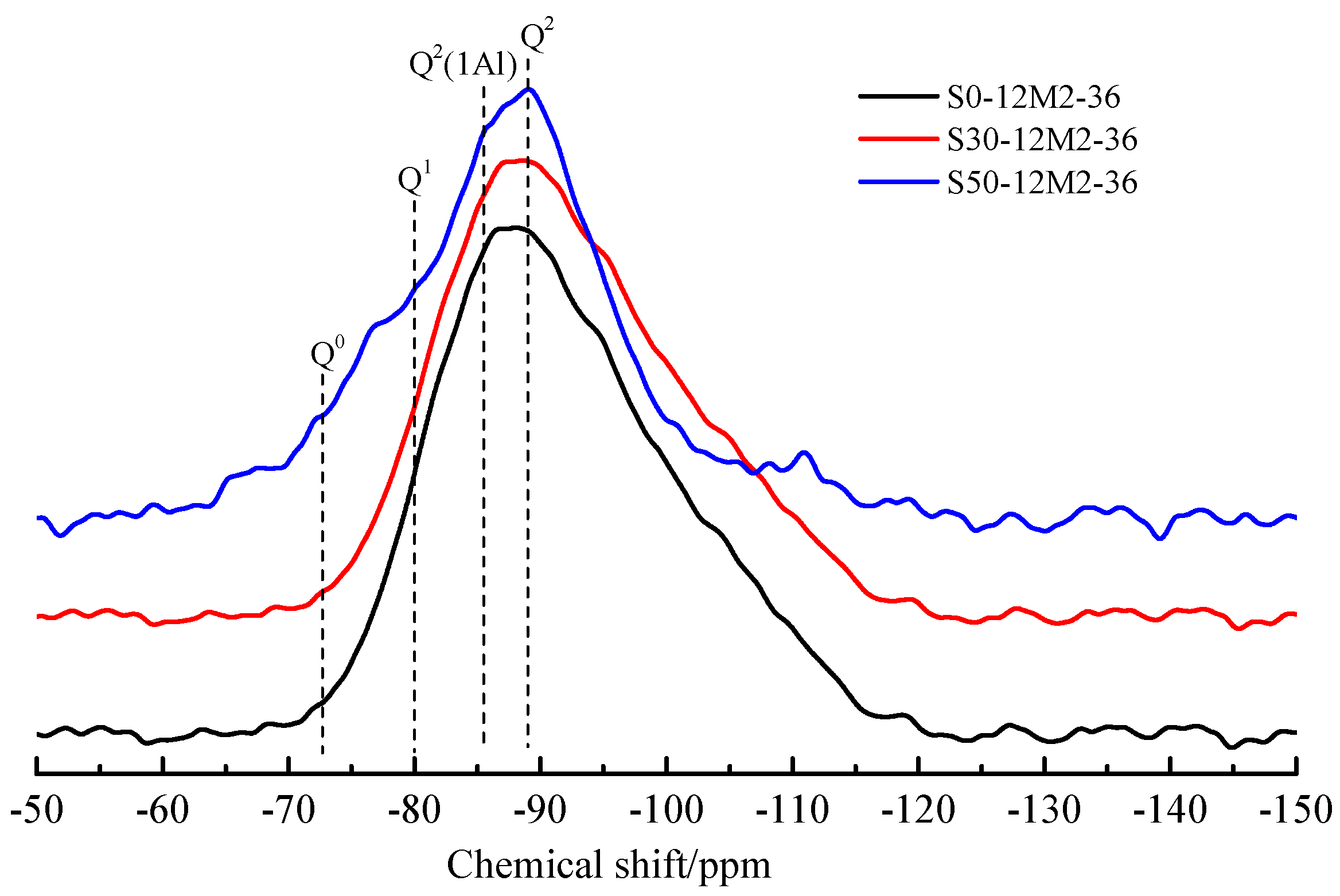
3.6. Si MAS-NMR Analysis of the AACGS
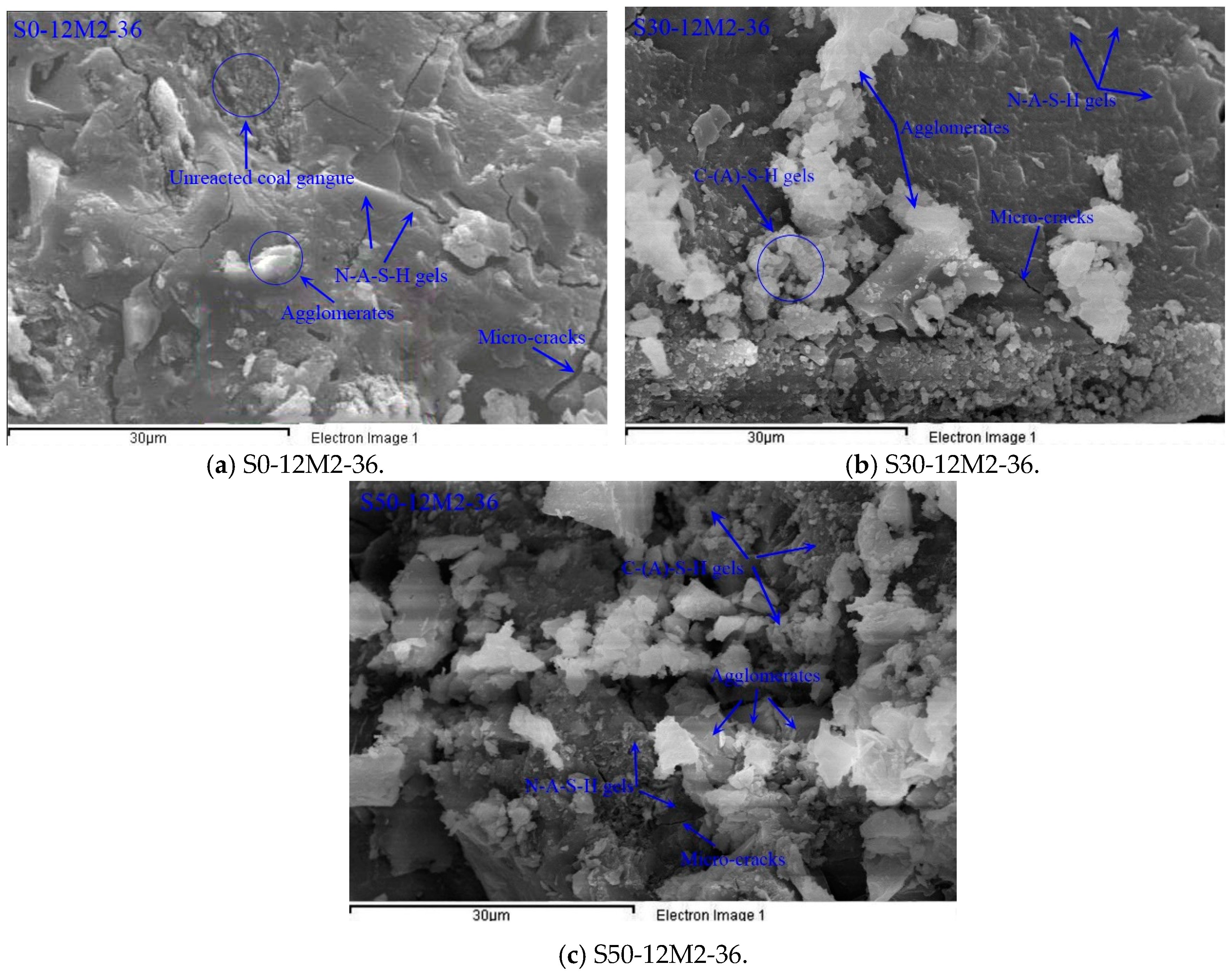
3.7. SEM-EDS Analysis of the AACGS
4. Reaction Mechanism
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Gartner, E. Industrially interesting approaches to low-CO2 cement. Cem. Concr. Res. 2014, 34, 1489–1498. [Google Scholar] [CrossRef]
- Rashad, A.M. Alkali-activated metakaolin: A short guide for civil engineer–an overview. Constr. Build. Mater. 2013, 41, 751–765. [Google Scholar] [CrossRef]
- Huntzinger, D.N.; Eatmon, T.D. A life-cycle assessment of Portland cement manufacturing: Comparing the traditional process with alternative technologies. J. Clean. Prod. 2009, 17, 668–675. [Google Scholar] [CrossRef]
- Luukkonen, T.; Abdollahnejad, Z.; Yliniemi, J.; Kinnunen, P.; Illikainen, M. One-part alkali-activated materials: A review. Cem. Concr. Res. 2018, 103, 21–34. [Google Scholar] [CrossRef]
- Provis, J.L. Geopolymers and other alkali activated materials: Why, how, and what? Mater. Struct. 2014, 47, 11–25. [Google Scholar] [CrossRef]
- Wardhono, A.; Gunasekara, C.; Law, D.W.; Setunge, S. Comparison of long term performance between alkali activated slag and fly ash geopolymer concretes. Constr. Build. Mater. 2017, 143, 272–279. [Google Scholar] [CrossRef]
- Fernandez-Jimenez, A.M.; Lopez-Hombrados, C.; Palomo, A. Engineering properties of Alkali activated fly ash concrete. ACI Mater. J. 2006, 103, 106–112. [Google Scholar]
- Law, D.W.; Adam, A.A.; Molyneaux, T.K.; Patnaikuni, I. Durability assessment of alkali activated slag (AAS) concrete. Mater. Struct. 2012, 45, 1425–1437. [Google Scholar] [CrossRef]
- Zhang, J.; Shi, C.J.; Zhang, Z.H.; Ou, Z.H. Durability of alkali-activated materials in aggressive environments: A review on recent studies. Constr. Build. Mater. 2017, 152, 598–613. [Google Scholar] [CrossRef]
- Saxena, S.K.; Kumar, M.; Singh, N.B. Fire resistant properties of alumino silicate geopolymer cement mortars. Mater. Today Proc. 2017, 4, 5605–5612. [Google Scholar] [CrossRef]
- Lee, N.K.; Lee, H.K. Setting and mechanical properties of alkali-activated fly ash/slag concrete manufactured at room temperature. Constr. Build. Mater. 2013, 147, 1201–1209. [Google Scholar] [CrossRef]
- Abdollahnejad, Z.; Luukkonen, T.; Mastali, M.; Giosue, C.; Favoni, O.; Ruello, M.L. Microstructural analysis and strength development of one-part alkali-activated slag/ceramic binders under different curing regimes. Waste Biomass Valorization 2019, 1–16. [Google Scholar] [CrossRef]
- Duan, Y.; Wang, P. Early hydration of the material of alkali-activated coal gangue. J. Mater. Sci. Eng. 2008, 26, 511–515. [Google Scholar]
- Li, N.; Shi, C.J.; Wang, Q.; Zhang, Z.H.; Ou, Z.H. Composition design and performance of alkali activated cements. Mater. Struct. 2017, 50, 177–187. [Google Scholar] [CrossRef]
- Puertas, F.; Palacios, M.; Manzano, H.; Dolado, J.S.; Rico, A.; Rodríguez, J. A model for the C-A-S-H gel formed in alkali-activated slag cements. J. Eur. Ceram. Soc. 2011, 31, 2043–2056. [Google Scholar] [CrossRef]
- Pacheco-Torgal, F.; Castro-Gomes, J.; Jalali, S. Alkali-activated binders: A review: Part 1. Historical background, terminology, reaction mechanisms and hydration products. Constr. Build. Mater. 2008, 22, 1305–1314. [Google Scholar] [CrossRef] [Green Version]
- Yi, C.; Ma, H.Q.; Zhu, H.G.; Dong, Z.C.; Su, Z.J.; Zhang, Y.T.; Chu, Z. Investigation on anti-carbonation performance of coal gangue coarse aggregate concrete. J. Build. Mater. 2017, 20, 134–140. [Google Scholar]
- Moghadam, M.J.; Ajalloeian, R.; Hajiannia, A. Preparation and application of alkali-activated materials based on waste glass and coal gangue: A review. Constr. Build. Mater. 2019, 221, 84–98. [Google Scholar] [CrossRef]
- Yi, C.; Ma, H.Q.; Zhu, H.G.; Li, W.J.; Xin, M.L.; Liu, Y.L.; Guo, Y.D. Study on chloride binding capability of coal gangue based cementitious materials. Constr. Build. Mater. 2018, 167, 649–656. [Google Scholar] [CrossRef]
- Li, Y.; Yao, Y.; Liu, X.; Sun, H.; Ni, W. Improvement on pozzolanic reactivity of coal gangue by integrated thermal and chemical activative. Fuel 2013, 109, 527–533. [Google Scholar] [CrossRef]
- Wan, H.; Gao, Z. Calcined coal gangue and clay shale for cementitious materials without clinker. Calcined Clay Sustain. Concr. 2015, 10, 169–177. [Google Scholar]
- Geng, J.J.; Zhou, M.; Li, Y.X.; Chen, Y.C.; Han, Y.; Wan, S.; Zhou, X.; Hou, H.B. Comparison of red mud and coal gangue blended geopolymers synthesized through thermal activation and mechanical grinding preactivation. Constr. Build. Mater. 2017, 153, 185–192. [Google Scholar] [CrossRef]
- Han, J.Y.; Song, X.Y.; Gao, Z.H. Excitation effect of soluble glass on composite system with calcined coal gangue and slag. Appl. Mech. Mater. 2012, 174–177, 30–34. [Google Scholar] [CrossRef]
- Yi, C.; Ma, H.Q.; Chen, H.Y.; Wang, J.X.; Shi, J.; Li, Z.H.; Yu, M.K. Preparation and characterization of coal gangue geopolymers. Constr. Build. Mater. 2018, 187, 318–326. [Google Scholar]
- Kumar, S.; Kumar, R.; Mehrotra, S.P. Influence of granulated blast furnace slag on the reaction, structure and properties of fly ash based geopolymer. J. Mater. Sci. 2010, 45, 607–615. [Google Scholar] [CrossRef]
- Nedeljkovic, M.; Savija, B.; Zuo, Y.B.; Lukovic, M.; Ye, G. Effect of natural carbonation on the pore structure and elastic modulus of the alkali-activated fly ash and slag pastes. Constr. Build. Mater. 2018, 161, 687–704. [Google Scholar] [CrossRef] [Green Version]
- Kramar, S.; Šajna, A.; Ducman, V. Assessment of alkali activated mortars based on different precursors with regard to their suitability for concrete repair. Constr. Build. Mater. 2016, 124, 937–944. [Google Scholar] [CrossRef]
- Granizo, M.L.; Blanco-Varela, M.T.; Martínez-Ramírez, S. Alkali activation of metakaolins: Parameters affecting mechanical, structural and microstructural properties. J. Mater. Sci. 2007, 42, 2934–2943. [Google Scholar] [CrossRef]
- Heah, C.Y.; Kamarudin, H.; Bakri, A.M.M.A.; Bnhussain, M.; Luqman, M.; Nizar, I.K. Study on solids-to-liquid and alkaline activator ratios on kaolin-based geopolymers. Constr. Build. Mater. 2012, 35, 912–922. [Google Scholar] [CrossRef]
- Mastali, M.; Abdollahnejad, Z.; Pacheco-Torgal, F. Performance of waste based alkaline mortars submitted to accelerated carbon dioxide curing. Resour. Conserv. Recycl. 2018, 129, 12–19. [Google Scholar] [CrossRef]
- Liew, Y.M.; Kamarudin, H.; Bakri, A.M.M.A.; Bnhussain, M.; Luqman, M.; Nizar, I.K. Optimization of solids-to-liquid and alkali activator ratios of calcined kaolin geopolymeric powder. Constr. Build. Mater. 2012, 37, 440–451. [Google Scholar] [CrossRef]
- Zuhua, Z.; Xiao, Y.; Huajun, Z.; Yue, C. Role of water in the synthesis of calcined kaolin-based geopolymer. Appl. Clay Sci. 2009, 43, 218–223. [Google Scholar] [CrossRef]
- Yu, P.; Kirkpatrick, R.J.; Poe, B.; Mcmillan, P.F.; Cong, X. Structure of calcium silicate hydrate (c-s-h): Near-, mid-, and far-infrared spectroscopy. J. Am. Ceram. Soc. 1999, 82, 742–748. [Google Scholar] [CrossRef]
- He, J.; Yang, C.H. Influence of carbonation on microstructure of alkali-activated slag cement Pastes. J. Build. Mater. 2012, 15, 126–130. [Google Scholar]
- Garcia-Lodeiro, I.; Fernández-Jiménez, A.; Palomo, A.; Macphee, D.E. Compatibility studies between N-A-S-H and C-A-S-H gels. Study in the ternary diagram Na2O–CaO–Al2O3–SiO2–H2O. Cem. Concr. Res. 2011, 41, 923–931. [Google Scholar] [CrossRef]
- Phair, J.W.; Deventer, J.S.J.V. Effect of the silicate activator pH on the microstructural characteristics of waste-based geopolymers. Int. J. Miner. Process. 2002, 66, 121–143. [Google Scholar] [CrossRef]
- Tippayasam, C.; Balyore, P.; Thavorniti, P.; Kamseu, E.; Leonelli, C.; Chindaprasirt, P. Potassium alkali concentration and heat treatment affected metakaolin-based geopolymer. Constr. Build. Mater. 2016, 104, 293–297. [Google Scholar] [CrossRef]
- Lancellotti, I.; Catauro, M.; Ponzoni, C.; Bollino, F.; Leonelli, C. Inorganic polymers from alkali activation of metakaolin: Effect of setting and curing on structure. J. Solid State Chem. 2013, 200, 341–348. [Google Scholar] [CrossRef]
- Ye, H.; Radlińska, A. Shrinkage mechanisms of alkali-activated slag. Cem. Concr. Res. 2016, 88, 126–135. [Google Scholar] [CrossRef] [Green Version]
- Ma, Y.; Ye, G. The shrinkage of alkali activated fly ash. Cem. Concr. Res. 2015, 68, 75–82. [Google Scholar] [CrossRef]
- Neto, A.A.M.; Cincotto, M.A.; Repette, W. Drying and autogenous shrinkage of pastes and mortars with activated slag cement. Cem. Concr. Res. 2008, 38, 565–574. [Google Scholar] [CrossRef]
- Cartwright, C.; Rajabipour, F.; Radlińska, A. Shrinkage characteristics of alkali-activated slag cements. J. Mater. Civil. Eng. 2014, 27, B4014007. [Google Scholar] [CrossRef]
- Mastali, M.; Kinnunen, P.; Dalvand, A.; Firouz, R.M.; Illikainen, M. Drying shrinkage in alkali-activated binders-A critical review. Constr. Build. Mater. 2018, 190, 533–550. [Google Scholar] [CrossRef]
- Sofi, M.; Deventer, J.S.J.V.; Mendis, P.A.; Lukey, G.C. Engineering properties of inorganic polymer concretes. Cem. Concr. Res. 2007, 37, 251–257. [Google Scholar] [CrossRef]
- Wang, J.; Wu, X.; Wang, J.; Liu, C.; Lai, Y.; Hong, Z.; Zheng, J. Hydrothermal synthesis and characterization of alkali-activated slag–fly ash–metakaolin cementitious materials. Microporous Mesoporous Mater. 2012, 155, 186–191. [Google Scholar] [CrossRef]
- Yang, C.; Yan, Y.; Ou, Z. Capability of cement paste binding chloride ions with metakaolin as admixture. Concrete 2010, 252, 1–4. [Google Scholar]
- Weng, L.; Sagoe-Crentsil, K. Dissolution processes, hydrolysis and condensation reactions during geopolymer synthesis: Part I—Low Si/Al ratio systems. J. Mater. Sci. 2007, 42, 2997–3006. [Google Scholar] [CrossRef]
- Bernal, S.A.; Nicolas, R.S.; Myers, R.J.; Gutiérrez, R.M.D.; Puertas, F.; Deventer, J.S.J.V. MgO dosage of slag controls phase evolution and structural changes induced by accelerated carbonation in alkali-activated binders. Cem. Concr. Res. 2014, 57, 33–43. [Google Scholar] [CrossRef]
- Gomez-Zamorano, L.; Balonis, M.; Erdemli, B.; Neithalath, N.; Sant, G. C–(A)–S–H and N–A–S–H gels: Compositions and solubility data at 25 °C and 50 °C. J. Am. Ceram. Soc. 2017, 100, 2700–2711. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Calcined Coal Gangue | Slag | Cement |
|---|---|---|---|
| SiO2 | 56.56 | 30.58 | 20.88 |
| Al2O3 | 36.78 | 14.04 | 5.57 |
| CaO | 0.62 | 38.43 | 62.09 |
| Fe2O3 | 1.95 | 0.35 | 2.40 |
| MgO | 0.22 | 10.57 | 2.43 |
| Na2O | 0.42 | 0.57 | 0.32 |
| SO3 | 0.03 | 2.36 | 5.02 |
| TiO2 | 2.10 | 1.93 | 0.31 |
| LOI | 1.32 | 1.17 | 0.98 |
| Samples | Liquid-Solid Ratio | NaOH Molar Concentration (M) | NaOH/ Na2SiO3 a | Binder Coal Gangue: Slag a | Paste Fluidity/mm |
|---|---|---|---|---|---|
| Cement | 0.36 | — | — | — | 60.0 |
| S0-12M2-36 | 0.36 | 12 | 1:2 | 100:0 | 138.0 |
| S10-12M2-36 | 0.36 | 12 | 1:2 | 90:10 | 147.8 |
| S20-12M2-36 | 0.36 | 12 | 1:2 | 80:20 | 150.8 |
| S30-12M2-36 | 0.36 | 12 | 1:2 | 70:30 | 162.3 |
| S40-12M2-36 | 0.36 | 12 | 1:2 | 60:40 | 166.5 |
| S50-12M2-36 | 0.36 | 12 | 1:2 | 50:50 | 170.5 |
| S30-12M2-28 | 0.28 | 12 | 1:2 | 70:30 | 110.0 |
| S30-12M2-30 | 0.30 | 12 | 1:2 | 70:30 | 122.0 |
| S30-12M2-32 | 0.32 | 12 | 1:2 | 70:30 | 136.0 |
| S30-12M2-34 | 0.34 | 12 | 1:2 | 70:30 | 146.0 |
| S30-12M2-38 | 0.38 | 12 | 1:2 | 70:30 | 172.0 |
| S30-8M2-36 | 0.36 | 8 | 1:2 | 70:30 | 160.8 |
| S30-10M2-36 | 0.36 | 10 | 1:2 | 70:30 | 160.5 |
| S30-14M2-36 | 0.36 | 14 | 1:2 | 70:30 | 157.3 |
| S30-16M2-36 | 0.36 | 16 | 1:2 | 70:30 | 160.5 |
| S30-8M1-36 | 0.36 | 8 | 1:1 | 70:30 | 155.0 |
| S30-8M1.5-36 | 0.36 | 8 | 1:1.5 | 70:30 | 152.0 |
| S30-8M2.5-36 | 0.36 | 8 | 1:2.5 | 70:30 | 163.0 |
| At% | Si | Al | Ca | Na | O | Ca/Si | Si/Al | (Ca + Na)/(Si + Al) |
|---|---|---|---|---|---|---|---|---|
| S0-12M2-36 | 24.64 | 18.45 | 1.65 | 5.14 | 50.12 | 0.067 | 1.336 | 0.158 |
| S30-12M2-36 | 24.02 | 16.14 | 6.97 | 2.18 | 50.69 | 0.290 | 1.488 | 0.228 |
| S50-12M2-36 | 22.02 | 15.03 | 10.76 | 1.35 | 50.84 | 0.489 | 1.465 | 0.327 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ma, H.; Zhu, H.; Yi, C.; Fan, J.; Chen, H.; Xu, X.; Wang, T. Preparation and Reaction Mechanism Characterization of Alkali-activated Coal Gangue–Slag Materials. Materials 2019, 12, 2250. https://doi.org/10.3390/ma12142250
Ma H, Zhu H, Yi C, Fan J, Chen H, Xu X, Wang T. Preparation and Reaction Mechanism Characterization of Alkali-activated Coal Gangue–Slag Materials. Materials. 2019; 12(14):2250. https://doi.org/10.3390/ma12142250
Chicago/Turabian StyleMa, Hongqiang, Hongguang Zhu, Cheng Yi, Jingchong Fan, Hongyu Chen, Xiaonan Xu, and Tao Wang. 2019. "Preparation and Reaction Mechanism Characterization of Alkali-activated Coal Gangue–Slag Materials" Materials 12, no. 14: 2250. https://doi.org/10.3390/ma12142250
APA StyleMa, H., Zhu, H., Yi, C., Fan, J., Chen, H., Xu, X., & Wang, T. (2019). Preparation and Reaction Mechanism Characterization of Alkali-activated Coal Gangue–Slag Materials. Materials, 12(14), 2250. https://doi.org/10.3390/ma12142250