Characterization of Composite Edible Films Based on Pectin/Alginate/Whey Protein Concentrate

 ,
,  ,
,  ,
,  and
and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Experimental Design and Analysis
- 0 ≤ P (Pectin) ≤ 3
- 0 ≤ A (Alginate) ≤ 3
- 0 ≤ WP (Whey Protein Concentrate) ≤ 3
2.3. Film Formation Solutions (FFS) and Edible Film Preparation
2.4. Film Forming Solutions Characterization
2.5. Edible Film Characterization
2.5.1. Optical Parameters
2.5.2. Microstructure
2.5.3. Thickness and Mechanical Properties
2.5.4. Moisture
2.5.5. Water Contact Angle
2.5.6. Water Vapor Barrier Properties
2.5.7. Gas Barrier Properties
2.5.8. Thermal Analysis (Differential Scanning Calorimetry (DSC) and Thermo-Gravimetric Analysis TGA)
2.5.9. Attenuated Total Reflectance Infrared Spectroscopy Analysis (ATR-IR)
3. Results and Discussion
3.1. Model Fitting
3.2. Properties of Film forming Solutions
3.3. Edible Film Characterization
3.3.1. Color and Opacity
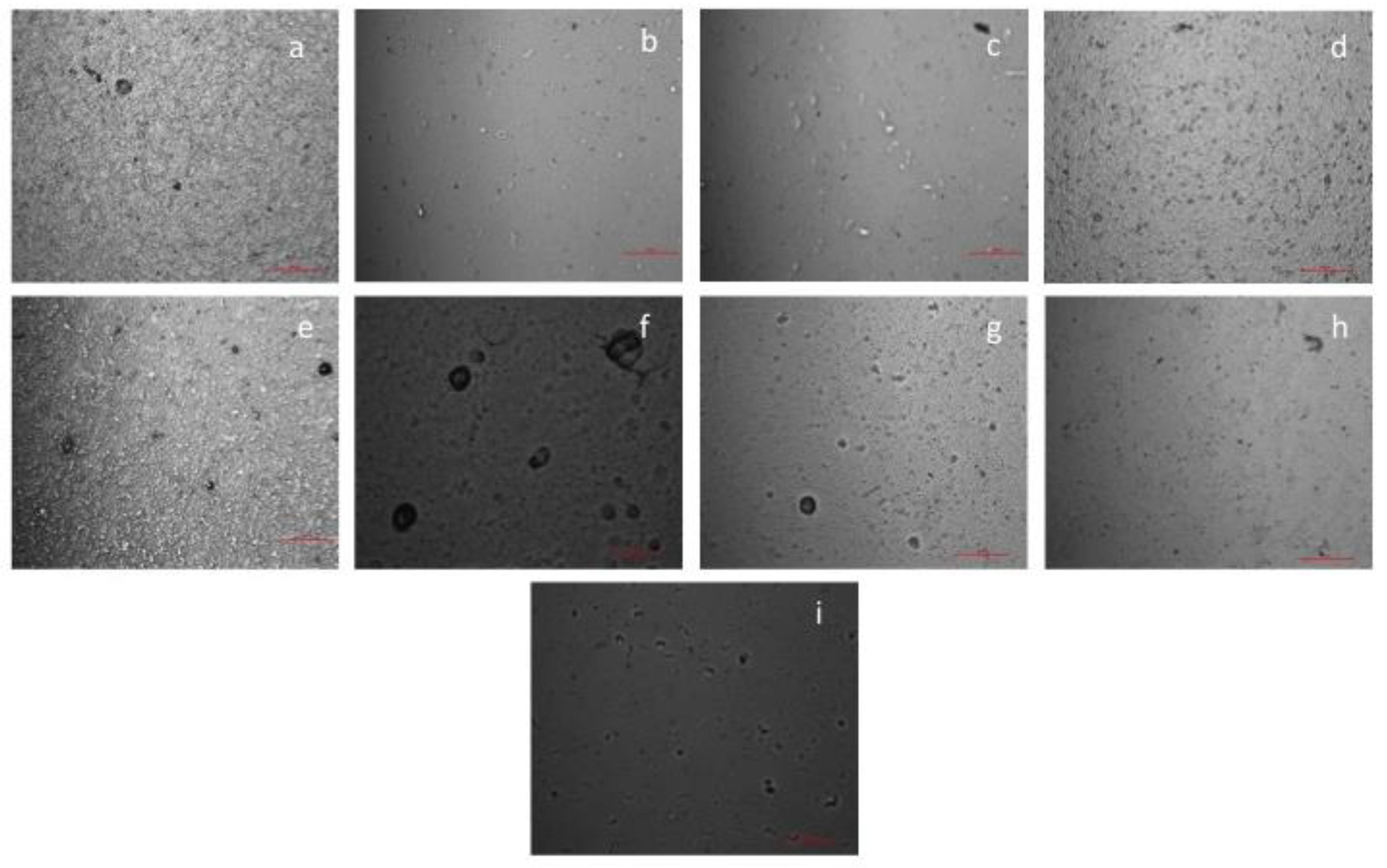
3.3.2. Microstructure
3.3.3. Mechanical Properties
3.3.4. Moisture Content (MC), Water Vapor Permeability (WVP) and Water Contact Angle (WCA)
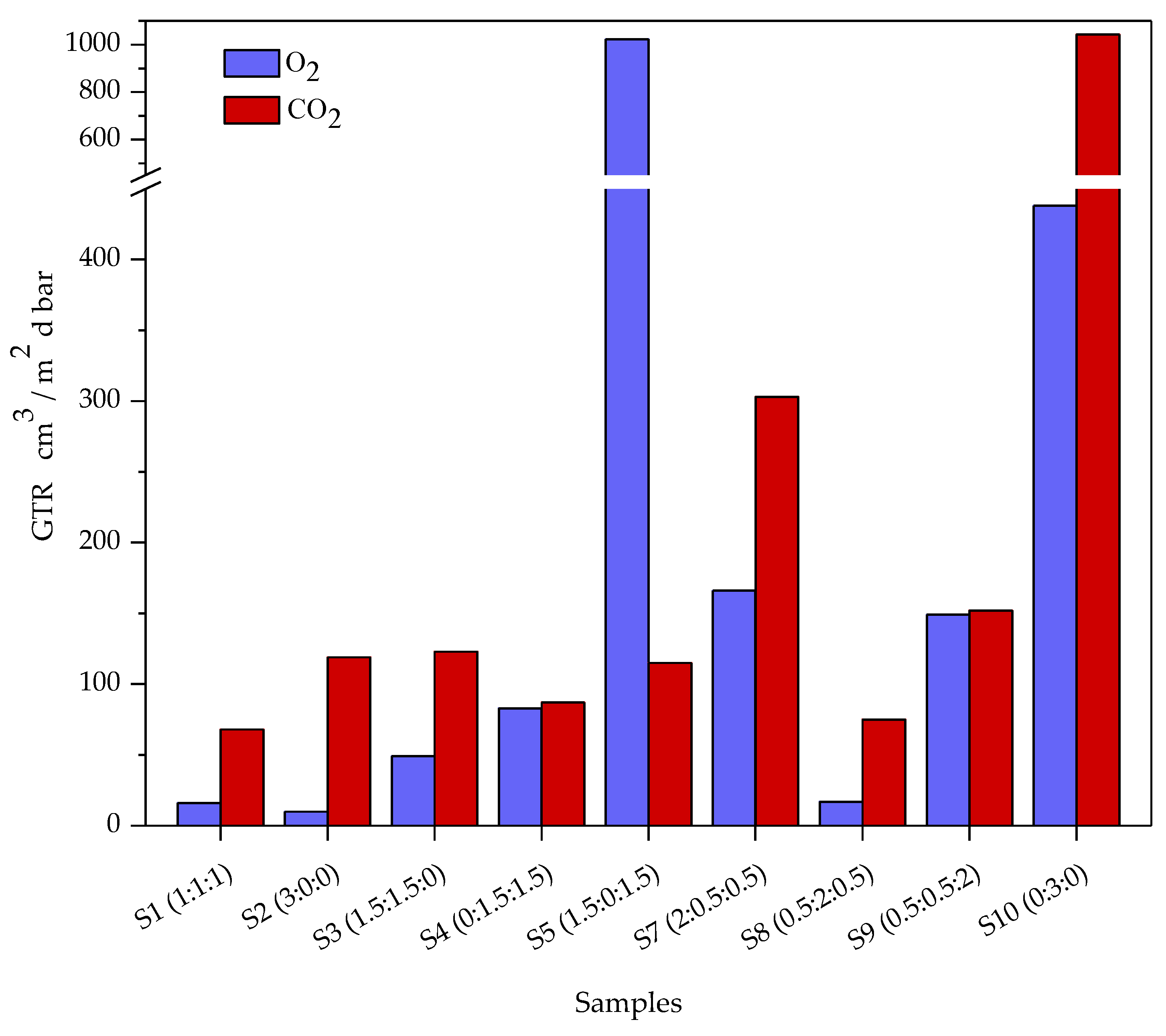
3.3.5. Gas Barrier Properties
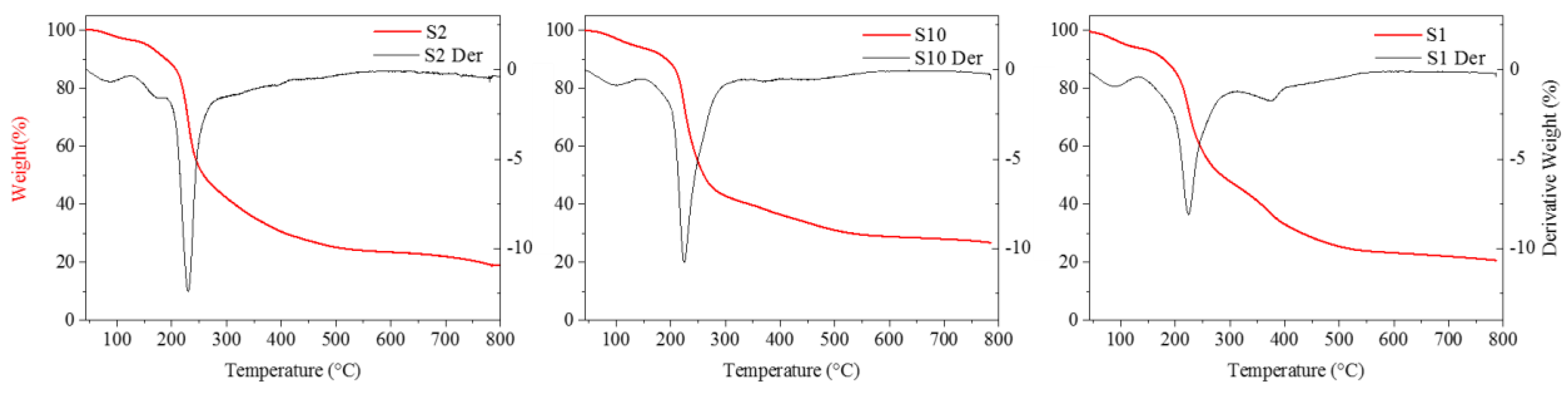
3.3.6. Thermal Properties
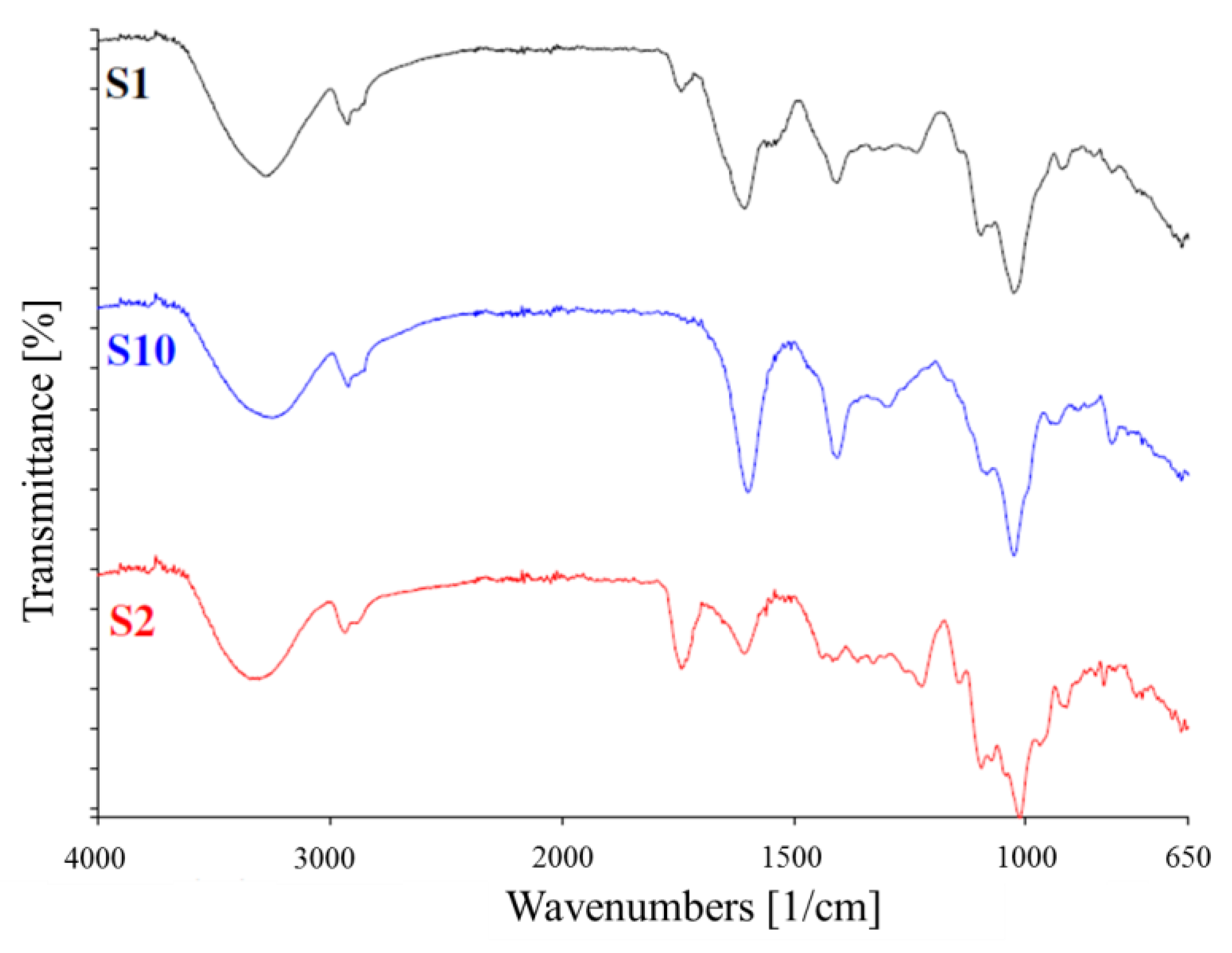
3.3.7. Infrared Spectroscopy
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Campos, C.A.; Gerschenson, L.N.; Flores, S.K. Development of Edible Films and Coatings with Antimicrobial Activity. Food Bioproc. Technol. 2011, 4, 849–875. [Google Scholar] [CrossRef]
- Falguera, V.; Quintero, J.P.; Jiménez, A.; Muñoz, J.A.; Ibarz, A. Edible films and coatings: Structures, active functions and trends in their use. Trends Food Sci. Technol. 2011, 22, 292–303. [Google Scholar] [CrossRef]
- Ramos, Ó.L.; Fernandes, J.C.; Silva, S.I.; Pintado, M.E.; Malcata, F.X. Edible Films and Coatings from Whey Proteins: A Review on Formulation, and on Mechanical and Bioactive Properties. Crit. Rev. Food Sci. Nutr. 2012, 52, 533–552. [Google Scholar] [CrossRef] [PubMed]
- Debeaufort, F.; Quezada-Gallo, J.A.; Voilley, A. Edible films and coatings: tomorrow’s packagings: A review. Crit. Rev. Food Sci. Nutr. 1998, 38, 299–313. [Google Scholar] [CrossRef] [PubMed]
- Kurek, M.; Ščetar, M.; Galić, K. Edible coatings minimize fat uptake in deep fat fried products: A review. Food Hydrocol. 2017, 71, 225–235. [Google Scholar] [CrossRef]
- Otoni, C.G.; Avena-Bustillos, R.J.; Azeredo, H.M.C.; Lorevice, M.V.; Moura, M.R.; Mattoso, L.H.C.; McHugh, T.H. Recent Advances on Edible Films Based on Fruits and Vegetables—A Review. Compr. Rev. Food Sci. Food Saf. 2017, 16, 1151–1169. [Google Scholar] [CrossRef]
- Tongnuanchan, P.; Benjakul, S. Essential oils: Extraction, bioactivities, and their uses for food preservation. J. Food Sci. 2014, 79, 1231–1249. [Google Scholar] [CrossRef] [PubMed]
- Kester, J.J.; Fennema, O.R. Edible Films and Coatings—A Review. Food Technol. 1986, 40, 47–59. [Google Scholar]
- Coughlan, K.; Shaw, N.B.; Kerry, J.F.; Kerry, J.P. Combined Effects of Proteins and Polysaccharides on Physical Properties of Whey Protein Concentrate-based Edible Films. J. Food Sci. 2004, 69, 271–275. [Google Scholar] [CrossRef]
- Vieira, M.G.A.; da Silva, M.A.; dos Santos, L.O.; Beppu, M.M. Natural-based plasticizers and biopolymer films: A review. Eur. Polym. J. 2011, 47, 254–263. [Google Scholar] [CrossRef] [Green Version]
- Sato, A.C.K.; Oliveira, P.R.; Cunha, R.L. Rheology of Mixed Pectin Solutions. Food Biophys. 2008, 3, 100–109. [Google Scholar] [CrossRef]
- Galus, S.; Lenart, A. Development and characterization of composite edible films based on sodium alginate and pectin. J. Food Eng. 2013, 115, 459–465. [Google Scholar] [CrossRef]
- Galus, S.; Turska, A.; Lenart, A. Sorption and wetting properties of pectin edible films. Czech J. Food Sci. 2012, 30, 446–455. [Google Scholar] [CrossRef] [Green Version]
- Silva, M.A.; da Bierhalz, A.C.K.; Kieckbusch, T.G. Alginate and pectin composite films crosslinked with Ca2+ ions: Effect of the plasticizer concentration. Carbohydr. Polym. 2009, 77, 736–742. [Google Scholar] [CrossRef]
- Lee, K.Y.; Mooney, D.J. Alginate: Properties and biomedical applications. Progr. Polym. Sci. 2012, 37, 106–126. [Google Scholar] [CrossRef] [Green Version]
- Banerjee, R.; Chen, H. Functional Properties of Edible Films Using Whey Protein Concentrate. J. Dairy Sci. 1995, 78, 1673–1683. [Google Scholar] [CrossRef]
- Galus, S.; Kadzinska, J. Moisture Sensitivity, Optical, Mechanical and Structural Properties of Whey Protein-Based Edible Films Incorporated with Rapeseed Oil. Food Technol. Biotechnol. 2016, 54, 78–89. [Google Scholar] [CrossRef]
- Osés, J.; Fabregat-Vázquez, M.; Pedroza-Islas, R.; Tomás, S.A.; Cruz-Orea, A.; Maté, J.I. Development and characterization of composite edible films based on whey protein isolate and mesquite gum. J. Food Eng. 2009, 92, 56–62. [Google Scholar] [CrossRef]
- Khwaldia, K.; Perez, C.; Banon, S.; Desobry, S.; Hardy, J. Milk Proteins for Edible Films and Coatings. Crit. Rev. Food Sci. Nutr. 2004, 44, 239–251. [Google Scholar] [CrossRef]
- Pérez-Gago, M.B.; Nadaud, P.; Krochta, J.M. Water Vapor Permeability, Solubility, and Tensile Properties of Heat-denatured versus Native Whey Protein Films. J. Food Sci. 1999, 64, 1034–1037. [Google Scholar] [CrossRef]
- Basiak, E.; Galus, S.; Lenart, A. Characterisation of composite edible films based on wheat starch and whey-protein isolate. Int. J. Food Sci. Technol. 2015, 50, 372–380. [Google Scholar] [CrossRef]
- Kurek, M.; Galus, S.; Debeaufort, F. Surface, mechanical and barrier properties of bio-based composite films based on chitosan and whey protein. Food Pack. Shelf Life 2014, 1, 56–67. [Google Scholar] [CrossRef]
- Chakravartula, S.S.N.; Cevoli, C.; Balestra, F.; Fabbri, A. Evaluation of drying coating on bread using NIR spectroscopy. J. Food Eng. 2019, 240, 29–37. [Google Scholar] [CrossRef]
- Vodnar, D.C.; Pop, O.L.; Dulf, F.V.; Socaciu, C. Antimicrobial efficiency of edible films in food industry. Not. Bot. Horti Agrobot. 2015, 43, 302–312. [Google Scholar] [CrossRef]
- Mehdizadeh, T.; Tajik, H.; Razavi Rohani, S.M.; Oromiehie, A.R. Antibacterial, antioxidant and optical properties of edible starch-chitosan composite film containing Thymus kotschyanus essential oil. Vet. Res. Forum 2012, 3, 167–173. [Google Scholar]
- Cevoli, C.; Chakravartula, S.S.N.; Dalla Rosa, M.; Fabbri, A. Drying of coating on bun bread: Heat and mass transfer numerical model. Biosyst. Eng. 2019, 181, 1–10. [Google Scholar] [CrossRef]
- Debeaufort, F.; Martin-Polo, M.; Voilley, A. Polarity Homogeneity and Structure Affect Water Vapor Permeability of Model Edible Films. J. Food Sci. 1993, 58, 426–429. [Google Scholar] [CrossRef]
- Zhong, Y.; Cavender, G.; Zhao, Y. Investigation of different coating application methods on the performance of edible coatings on Mozzarella cheese. LWT-Food Sci. Technol. 2014, 56, 1–8. [Google Scholar] [CrossRef]
- Zhu, Y.; Bhandari, B.; Prakash, S. Tribo-rheology characteristics and microstructure of a protein solution with varying casein to whey protein ratios and addition of hydrocolloids. Food Hydrocol. 2019, 89, 874–884. [Google Scholar] [CrossRef]
- Cevolo, C.; Balestra, F.; Ragni, L.; Fabbri, A. Rheological characterization of selected food hysrocolloids by traditional and simplified techniques. Food Hydrocol. 2013, 33, 142–150. [Google Scholar] [CrossRef]
- Saberi, B.; Thakur, R.; Vuong, Q.V.; Chockchaisawasdee, S.; Golding, J.B.; Scarlett, C.J.; Stathopoulos, C.E. Optimization of physical and optical properties of biodegradable edible films based on pea starch and guar gum. Ind. Crops Prod. 2016, 86, 342–352. [Google Scholar] [CrossRef]
- Siracusa, V.; Romani, S.; Gigli, M.; Mannozzi, C.; Cecchini, J.; Tylewicz, U.; Lotti, N. Characterization of Active Edible Films based on Citral Essential Oil, Alginate and Pectin. Materials 2018, 11, 1980. [Google Scholar] [CrossRef]
- Cecchini, J.P.; Spotti, M.J.; Piagentini, A.M.; Milt, V.G.; Carrara, C.R. Development of edible films obtained from submicron emulsions based on whey protein concentrate, oil/beeswax and brea gum. Food Sci. Technol. Int. 2017, 23, 371–381. [Google Scholar] [CrossRef] [Green Version]
- Cuq, B.; Aymard, C.; Cuq, J.-L.; Guilbert, S. Edible Packaging Films Based on Fish Myofibrillar Proteins: Formulation and Functional Properties. J. Food Sci. 1995, 60, 1369–1374. [Google Scholar] [CrossRef]
- Peressini, D.; Bravin, B.; Lapasin, R.; Rizzotti, C.; Sensidoni, A. Starch—Methylcellulose based edible films: Rheological properties of film-forming dispersions. J. Food Eng. 2003, 59, 25–32. [Google Scholar] [CrossRef]
- Perez-gago, M.B.; Krochta, J.M. Denaturation time and temperature effects on solubility, tensile properties, and oxygen permeability of whey protein edible films. J. Food Sci. 2001, 66, 705–710. [Google Scholar] [CrossRef]
- Kokoszka, S.; Debeaufort, F.; Lenart, A.; Voilley, A. Water vapour permeability, thermal and wetting properties of whey protein isolate based edible films. Int. Dairy J. 2010, 20, 53–60. [Google Scholar] [CrossRef]
- Yasmin, I.; Saeed, M.; Pasha, I.; Zia, M.A. Development of Whey Protein Concentrate-Pectin-Alginate Based Delivery System to Improve Survival of B. longum BL-05 in Simulated Gastrointestinal Conditions. Probiotics Antimicrob. Prot. 2018, 11, 1–14. [Google Scholar] [CrossRef]
- Ghosh, A.K.; Bandyopadhyay, P. Polysaccharide-Protein Interactions and Their Relevance in Food Colloids. Complex World Polysaccharides 2012, 14, 395–406. [Google Scholar] [CrossRef]
- Galus, S.; Kadzińska, J. Whey protein edible films modified with almond and walnut oils. Food Hydrocol. 2016, 52, 78–86. [Google Scholar] [CrossRef]
- Ozdemir, M.; Floros, J.D. Optimization of edible whey protein films containing preservatives for mechanical and optical properties. J. Food Eng. 2008, 84, 116–123. [Google Scholar] [CrossRef]
- Al-Hassan, A.A.; Norziah, M.H. Starch-gelatin edible films: Water vapor permeability and mechanical properties as affected by plasticizers. Food Hydrocol. 2012, 26, 108–117. [Google Scholar] [CrossRef]
- Liu, L.S.; Liu, C.K.; Fishman, M.L.; Hicks, K.B. Composite films from pectin and fish skin gelatin or soybean flour protein. J. Agric. Food Chem. 2007, 55, 2349–2355. [Google Scholar] [CrossRef]
- Karbowiok, T.; Debeaufort, F.; Voilley, A. Influence of thermal process on structure and functional properties of emulsion-based edible films. Food Hydrocol. 2007, 21, 879–888. [Google Scholar] [CrossRef]
- Ramos, Ó.L.; Reinas, I.; Silva, S.I.; Fernandes, J.C.; Cerqueira, M.A.; Pereira, R.N.; Vicente, A.A.; Poças, M.F.; Pintado, M.E.; Malcata, F.X. Effect of whey protein purity and glycerol content upon physical properties of edible films manufactured therefrom. Food Hydrocol. 2013, 30, 110–122. [Google Scholar] [CrossRef]
- Gontard, N.; Guilbert, S.; Cuq, J.-L. Edible Wheat Gluten Films: Influence of the Main Process Variables on Film Properties using Response Surface Methodology. J. Food Sci. 1992, 57, 190–195. [Google Scholar] [CrossRef]
- Vogler, E.A. Structure and reactivity of water at biomaterial surfaces. Adv. Col. Interface Sci. 1998, 74, 69–117. [Google Scholar] [CrossRef]
- Debeaufort, F.; Voilley, A. Effect of surfactants and drying rate on barrier properties of emulsified edible films. Int. J. Food Sci. Technol. 1995, 30, 183–190. [Google Scholar] [CrossRef]
- Guidotti, G.; Gigli, M.; Soccio, M.; Lotti, N.; Salatelli, E.; Gazzano, M.; Siracusa, V.; Munari, A. Tailoring poly(butylene 2,5-thiophenedicarboxylate) features by the introduction of adipic acid co-units: Biobased and biodegradable aliphatic/aromatic polyesters. Polymer 2018, 145, 11–20. [Google Scholar] [CrossRef]
- Guidotti, G.; Soccio, M.; Lotti, N.; Gazzano, M.; Siracusa, V.; Munari, A. Poly(propylene 2,5-thiophenedicarboxylate) vs. Poly(propylene 2,5-furandicarboxylate): Two Examples of High Gas Barrier Bio-Based Polyesters. Polymer 2018, 10, 785–799. [Google Scholar] [CrossRef]
- Guidotti, G.; Soccio, M.; Siracusa, V.; Gazzano, M.; Salatelli, E.; Munari, A.; Lotti, N. Novel Random PBS-Based Copolymers Containing Aliphatic Side Chains for Sustainable Flexible Food Packaging. Polymer 2017, 9, 724. [Google Scholar] [CrossRef] [PubMed]
- Robertson, G.L. Chapter 4: Optical, Mechanical and Barrier Properties of Thermoplastics Polymers. In Food Packaging-Principles and Practice, 3rd ed.; Taylor & Francis Group: Abingdon, UK; CRC Press: Boca Raton, FL, USA, 2013; pp. 91–130. ISBN 978-1-4398-6242-1. [Google Scholar]
- Shmid, M.; Zillinger, W.; Muller, K.; Sangerlaub, S. Permeation of water vapour, nitrogen, oxygen and carbon dioxide through whey protein isolated based films and coatings—Permselectivity and activation energy. Food Packag. Shelf Life 2015, 6, 21–29. [Google Scholar] [CrossRef]
- Gigli, M.; Lotti, N.; Gazzano, M.; Siracusa, V.; Finelli, L.; Munari, A.; Dalla Rosa, M. Biodegradable aliphatic copolyesters containing PEG-like sequences for sustainable food packaging applications. Polym. Degrad. Stab. 2014, 105, 96–106. [Google Scholar] [CrossRef]
- Genovese, L.; Gigli, M.; Lotti, N.; Gazzano, M.; Siracusa, V.; Munari, A.; Dalla Rosa, M. Biodegradable Long Chain Aliphatic Polyesters Containing Ether-Linkages: Synthesis, Solid-State, and Barrier Properties. Ind. Eng. Chem. Res. 2014, 53, 10965–10973. [Google Scholar] [CrossRef]
- Karbowiak, T.; Debeaufort, F.; Champion, D.; Voilley, A. Wetting properties at the surface of iota-carrageenan-based edible films. J. Colloid Interface Sci. 2006, 294, 400–410. [Google Scholar] [CrossRef] [PubMed]
- Bonilla, J.; Fortunati, E.; Atarés, L.; Chiralt, A.; Kenny, J.M. Physical, structural and antimicrobial properties of poly vinyl alcohol–chitosan biodegradable films. Food Hydrocol. 2014, 35, 463–470. [Google Scholar] [CrossRef]
- Valencia-Sullca, C.; Vargas, M.; Atarés, L.; Chiralt, A. Thermoplastic cassava starch-chitosan bilayer films containing essential oils. Food Hydrocol. 2018, 75, 107–115. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | % W/W | ||
|---|---|---|---|
| P | A | WP | |
| S1 | 1.00 | 1.00 | 1.00 |
| S2 | 3.00 | 0.00 | 0.00 |
| S3 | 1.50 | 1.50 | 0.00 |
| S4 | 0.00 | 1.50 | 1.50 |
| S5 | 1.50 | 0.00 | 1.50 |
| S6 | 0.00 | 0.00 | 3.00 |
| S7 | 2.00 | 0.50 | 0.50 |
| S8 | 0.50 | 2.00 | 0.50 |
| S9 | 0.50 | 0.50 | 2.00 |
| S10 | 0.00 | 3.00 | 0.00 |
| Term | Response variables | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Y1 (pH) | Y2 (δ) | Y3 (O) | Y4 (ΔE) | Y5 (YI) | Y6 (θ) | Y7 (σB) | Y8 (E) | Y9 (WVP) | Y10 (MC) | |
| P (β1) | 3.43 ** | 34.32 ** | 3.57 ** | 11.26 ** | 9.63 ** | 40.21 ** | 58.25 ** | 1473.6 ** | 1.59 ** | 8.97 ** |
| A(β2) | 5.83 ** | 40.70 ** | 3.35 ** | 8.75 ** | 4.31 ** | 55.40 ** | 39.14 ** | 606.9 ** | 1.92 ** | 6.33 ** |
| WP (β3) | 6.21 ** | 2.81 n.s | 0.27 n.s | 0.73 n.s | 0.05 n.s | 0.38 n.s | 2.60 n.s | 0.3 n.s | 0.12 n.s | 0.44 n.s |
| P X A (β12) | −2.07 ** | 11.99 n.s | −3.07 n.s | 12.94 * | 2.40 n.s | 15.76 n.s | 20.54 n.s | −327.9 n.s | −0.88 n.s | - |
| P X WP (β13) | −1.40 ** | 185.94 ** | 6.25 n.s | 7.49 n.s | 30.87 ** | 163.75 ** | −87.07 * | −1504.5 ** | 7.09 ** | 20.23 ** |
| A X WP (β23) | 1.03 ** | 107.07 ** | 12.22 ** | 15.08 * | 38.10 ** | 206.07 ** | −5.23 n.s | 413.4 n.s | 4.02 ** | 36.04 ** |
| P X A X WP (β123) | −3.31 n.s | −398.45 * | 54.96 * | - | −76.88 ** | 291.07 ** | - | −2410.9 n.s | −14.69 * | - |
| β12(1-2) | 5.08 * | - | - | - | 4.01 n.s | −8.90 n.s | - | −3062.9 ** | - | - |
| ß23(2-3) | - | - | - | - | - | - | - | - | - | - |
| β13(1-3) | 0.06 n.s | - | - | - | −31.54 ** | −316.54 ** | - | −2043.4 * | - | - |
| Model-p | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 |
| R2 | 0.99 | 0.88 | 0.79 | 0.84 | 0.97 | 0.99 | 0.86 | 0.98 | 0.87 | 0.81 |
| Lack of fit | 0.41 | 0.12 | 0.09 | 0.09 | 0.29 | 0.00 | 0.12 | 0.92 | 0.14 | 0.01 |
| Sample (P/A/WP) | Carreau Parameters | |||
|---|---|---|---|---|
| pH | P | A | η (mPa s) | |
| S1 (1:1:1) | 4.80 ± 0.01 d | 0.10 ± 0.00 de | 0.24 ± 0.00 cd | 247.0 ± 1.27 cd |
| S2 (3:0:0) | 3.43 ± 0.01 a | 0.08 ± 0.01 cb | 0.02 ± 0.00 ab | 272.0 ± 7.00 d |
| S3(1.5:1.5:0) | 4.12 ± 0.01 b | 0.07 ± 0.00 abc | 0.05 ± 0.008 c | 249.0 ± 1.53 cd |
| S4(0:1.5:1.5) | 6.29 ± 0.03 h | 0.07 ± 0.01 ab | 0.01 ± 0.00 a | 46.2 ± 2.26 a |
| S5(1.5:0:1.5) | 4.48 ± 0.04 c | * | * | * |
| S6(0:0:3) | 6.22 ± 0.06 h | * | * | * |
| S7(2:0.5:0.5) | 4.14 ± 0.03 b | 0.05 ± 0.00 a | 0.05 ± 0.01 c | 154.0 ± 7.83 b |
| S8(0.5:2:0.5) | 4.98 ± 0.1 e | 0.08 ± 0.00 bd | 0.02 ± 0.00 a | 143.0 ± 2.47 b |
| S9(0.5:0.5:2) | 5.50 ± 0.01 f | 0.05 ± 0.00 a | 0.20 ± 0.06 cd | 45.1 ± 0.88 a |
| S10(0:3:0) | 5.84 ± 0.03 g | 0.09 ± 0.01 de | 0.02 ± 0.00 ab | 224.0 ± 6.95 c |
| Sample | δ (µm) | ΔE | YI | O | E (MPa) | σB (MPa) | εB (%) |
|---|---|---|---|---|---|---|---|
| S1 (1:1:1) | 45 ± 4 b | 8.6 ± 0.4 a | 9.3 ± 0.9 cd | 6.0 ± 0.2 f | 444 ± 107 abc | 23 ± 6 abc | 22 ± 9 |
| S2 (3:0:0) | 36 ± 1 a | 11.3 ± 1.1 b | 9.6 ± 1.1 cd | 3.4 ± 0.1 bc | 1467 ± 303 d | 62 ± 20 d | 20 ± 8 |
| S3 (1.5:1.5:0) | 43 ± 2 b | 14.1 ± 1.0 c | 7.5 ± 0.4 b | 2.9 ± 0.1 a | 958 ± 240 d | 61 ± 11 d | 23 ± 10 |
| S4 (0:1.5:1.5) | 47 ± 1 bc | 8.5 ± 0.5 a | 11.6 ± 0.5 ef | 5.0 ± 0.2 e | 406 ± 145 ab | 22 ± 9 abc | 40 ± 23 |
| S5 (1.5:0:1.5) | 64 ± 2 d | 8.1 ± 0.6 a | 12.5 ± 0.9 f | 3.0 ± 0.1 ab | 352 ± 140 ab | 13 ± 4 ab | 16 ± 7 |
| S7 (2:0.5:0.5) | 43 ± 2 b | 11.5 ± 0.9 b | 9.2 ± 1.3 cd | 5.3 ± 0.2 e | 555 ± 129 abc | 27 ± 5 abc | 26 ± 4 |
| S8 (0.5:2:0.5) | 41 ± 1 b | 11.42 ± 1.0 b | 8.5 ± 0.5 bc | 4.1 ± 0.3 d | 746 ± 127 cd | 31 ± 10 bc | 24 ± 12 |
| S9 (0.5:0.5:2) | 49 ± 1 c | 8.8 ± 1.0 a | 10.7 ± 0.4 de | 5.2 ± 0.2 e | 288 ± 59 a | 11 ± 3 a | 19 ± 2 |
| S10 (0:3:0) | 42 ± 1 b | 8.6 ± 0.8 a | 4.3 ± 0.1 a | 3.7 ± 0.4 cd | 607 ± 243 bc | 39 ± 16 c | 27 ± 14 |
| Sample (P/A/WP) | MC (%) | WVP (1010 g mm h−1 cm−1 Pa−1) | WCA (θ) |
|---|---|---|---|
| S1 (1:1:1) | 12.2 ± 1.7 cd | 7.9 ± 0.4 ab | 83 ± 4.1 de |
| S2 (3:0:0) | 8.6 ± 1.1 ab | 7.3 ± 0.4 a | 40 ± 2.1 a |
| S3 (1.5:1.5:0) | 6.6 ± 1.3 a | 7.4 ± 0.3 a | 51 ± 1.4 b |
| S4 (0:1.5:1.5) | 13.7 ± 1.4 d | 8.7 ± 1.1 ab | 79 ± 0.9 d |
| S5 (1.5:0:1.5) | 11.9 ± 0.6 cd | 9.6 ± 0.5 b | 60 ± 2.5 c |
| S7 (2:0.5:0.5) | 6.8 ± 1.1 a | 7.9 ± 0.2 ab | 51 ± 1.5 b |
| S8 (0.5:2:0.5) | 7.4 ± 0.5 a | 7.5 ± 0.4 a | 81 ± 1.2 de |
| S9 (0.5:0.5:2) | 10.8 ± 1.3 bc | 9.0 ± 0.1 b | 83 ± 2.1 e |
| S10 (0:3:0) | 8.5 ± 1.6 a | 7.2 ± 0.1 a | 55 ± 1.1 b |
| Sample (P/A/WP) | O2 (cm3 m-2d−1 bar−1) | CO2 (cm3 m-2d−1 bar−1) | CO2/O2 |
|---|---|---|---|
| S1 (1:1:1) | 16 ± 21 f | 68 ± 2 ab | 4.3 |
| S2 (3:0:0) | 10 ± 2 a | 119 ± 2 ab | 12.4 |
| S3 (1.5:1.5:0) | 49 ± 3 a | 123 ± 2 a | 2.5 |
| S4 (0:1.5:1.5) | 83 ± 1 c | 87 ± 2 a | 1.0 |
| S5 (1.5:0:1.5) | 1023 ± 3 b | 115 ± 4 ab | 11.5 |
| S7 (2:0.5:0.5) | 166 ± 1 d | 303 ± 6 c | 1.8 |
| S8 (0.5:2:0.5) | 17 ± 3 c | 75 ± 4 a | 4.4 |
| S9 (0.5:0.5:2) | 149 ± 4 d | 152 ± 4 b | 1.0 |
| S10 (0:3:0) | 438 ± 16 e | 1043 ± 59 d | 2.4 |
| Sample (P/A/WP) | Degradation Onset (°C) | Degradation Peak (°C) | Tm (°C) | ΔHm (J g−1) |
|---|---|---|---|---|
| S1 (1:1:1) | 207 ± 10 a | 224 ± 1 a | 130 ± 1 b | 124 ± 5 cd |
| S2 (3:0:0) | 220 ± 4 a | 231 ± 2 a | 98 ± 7 a | 89 ± 8 ab |
| S3 (1.5:1.5:0) | 205 ± 3 a | 217 ± 1 a | 133 ± 2 b | 112 ± 11 abcd |
| S4 (0:1.5:1.5) | 222 ± 1 a | 235 ± 1 a | 121 ± 7 b | 122 ± 10 cd |
| S5 (1.5:0:1.5) | 212 ± 12 a | 229 ± 1 a | 125 ± 6 b | 93 ± 6 abc |
| S7 (2:0.5:0.5) | 202 ± 0 a | 222 ± 0 a | 127 ± 8 b | 81 ± 17 a |
| S8 (0.5:2:0.5) | 208 ± 3 a | 222 ± 1 a | 127 ± 2 b | 139 ± 11 d |
| S9 (0.5:0.5:2) | 175 ± 6 a | 225 ± 3 a | 116 ± 8 b | 114 ± 10 abcd |
| S10 (0:3:0) | 211 ± 2 a | 225 ± 4 a | 124 ± 7 b | 117 ± 19 bcd |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chakravartula, S.S.N.; Soccio, M.; Lotti, N.; Balestra, F.; Dalla Rosa, M.; Siracusa, V. Characterization of Composite Edible Films Based on Pectin/Alginate/Whey Protein Concentrate. Materials 2019, 12, 2454. https://doi.org/10.3390/ma12152454
Chakravartula SSN, Soccio M, Lotti N, Balestra F, Dalla Rosa M, Siracusa V. Characterization of Composite Edible Films Based on Pectin/Alginate/Whey Protein Concentrate. Materials. 2019; 12(15):2454. https://doi.org/10.3390/ma12152454
Chicago/Turabian StyleChakravartula, Swathi Sirisha Nallan, Michela Soccio, Nadia Lotti, Federica Balestra, Marco Dalla Rosa, and Valentina Siracusa. 2019. "Characterization of Composite Edible Films Based on Pectin/Alginate/Whey Protein Concentrate" Materials 12, no. 15: 2454. https://doi.org/10.3390/ma12152454
APA StyleChakravartula, S. S. N., Soccio, M., Lotti, N., Balestra, F., Dalla Rosa, M., & Siracusa, V. (2019). Characterization of Composite Edible Films Based on Pectin/Alginate/Whey Protein Concentrate. Materials, 12(15), 2454. https://doi.org/10.3390/ma12152454