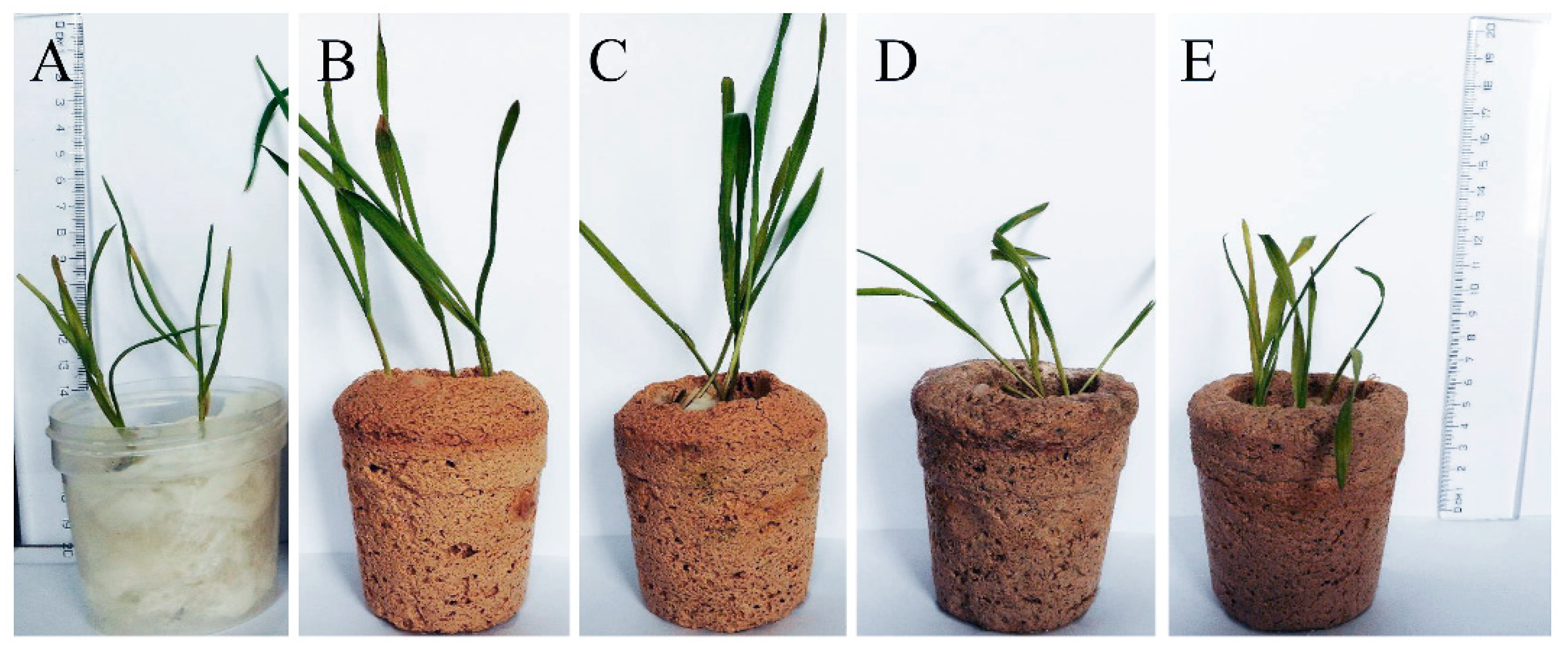
Materials can be designated to agricultural applications, provided they have neutral properties. Amongst others, one of the key factors is pH. The desirable pH in the range of 6.0–7.5 is acceptable for optimum plant growth, whereas pH > 8.3 and pH < 4.5 is too alkaline and too acid, respectively. First, plants in the pots made from materials for which pH is beyond the optimal range could be directly damaged (
Figure S1 in
Supplementary Data). Second, in highly alkaline soil, macronutrients (N) and most micronutrients (Fe, Mn, Cu, Zn) become less available for the plants, while in highly acidic soil a deficiency of N, P, K, S, Ca, Mg and Mo may occur together with a toxic excess of Al, Fe, and Mn [
48]. In both cases, the growth of the plants is reduced due to insufficient soil conditions. On the other hand, the geopolymerisation process requires the dissolution of the starting material in a high pH (alkaline) solution, and thus pH values of fresh geopolymer pastes are usually 11.2–13.2 [
34]. The pH of geopolymer pots can be lowered with acidic agents; however, we showed that acidification conditions require careful optimisation.
Table 4 and
Table 5 present the results of the two tests carried out in order to optimise the pH of the alkali-geopolymer samples with HCl solution. In the first one, the most efficient concentration of HCl and the dynamics of pH changes in the following days after the neutralisation process were determined. The geopolymer foam pots (G), with initial pH = 11.18, were soaked in 0.1 M, 0.5 M, 1 M, or 8 M HCl solution (pot:solution; 1:10; v/v) for 24 h. After this period, the pots were transferred to distilled water (pot:water; 1:10; v/v). The pH was measured after 24 h (day 1st). On each of the following days (2nd–33rd), the post-rinsing water was replaced with clean distilled water, and pH of the leachates was measured after the next 24 h. The results indicated that 0.5 M HCl was the most suitable solution since the optimal pH (6.35) had already been reached after 5 days (4 rinses), and its value was stable in the following days of rinsing (
Table 4). The effect of neutralisation with 0.1 M HCl solution was minor, and the final pH value stabilised at the level of 9.36. In contrast, 1 M and 8 M HCl solutions were too acidic, and the pH decreased to very low values. Its recovery to pH ~7.0 took 11 days (7 rinses) after neutralisation in 1 M HCl, and even 33 days were not enough to reach the optimal pH of the leachates after neutralisation with 8 M HCl solution. In the second test, the basic geopolymer foam pots (G), the geopolymer foam pots with the addition of mineral solution (GM), and the organic-geopolymer hybrid foams, with and without the addition of mineral solution (GC and GMC, respectively) were compared in a two-step neutralisation procedure. The samples were treated twice with 0.5 M HCl solution, and the two treatments were separated by rinsing with distilled water. The addition of inorganic minerals or organic cellulose slightly lowered the initial pH of geopolymer foams (
Table 5). The neutralisation was effective in the case of all types of geopolymer foams with the first step reducing the pH to values of about 8.5, and the second to the optimal values of about 7.0. Taking into consideration the number of steps (two HCL treatments and one water rinsing), the time required for neutralisation (three days), and the volume of liquid used (3 litres per pot); the second neutralisation protocol was much more effective and less expensive than the first one (one step of HCl treatment and minimum 4 rinsings, minimum 5 days, and a minimum 5 litres of liquids).
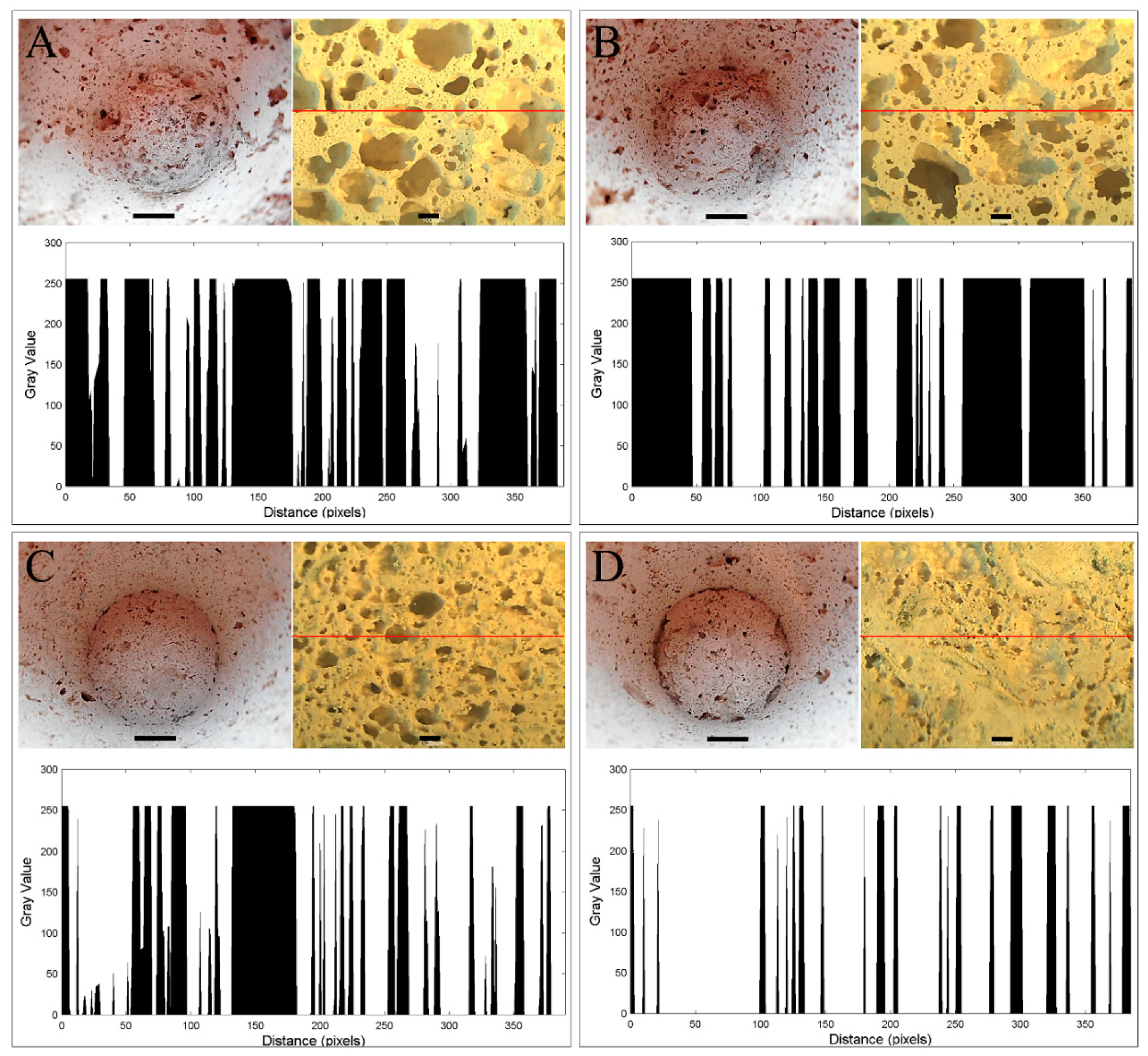
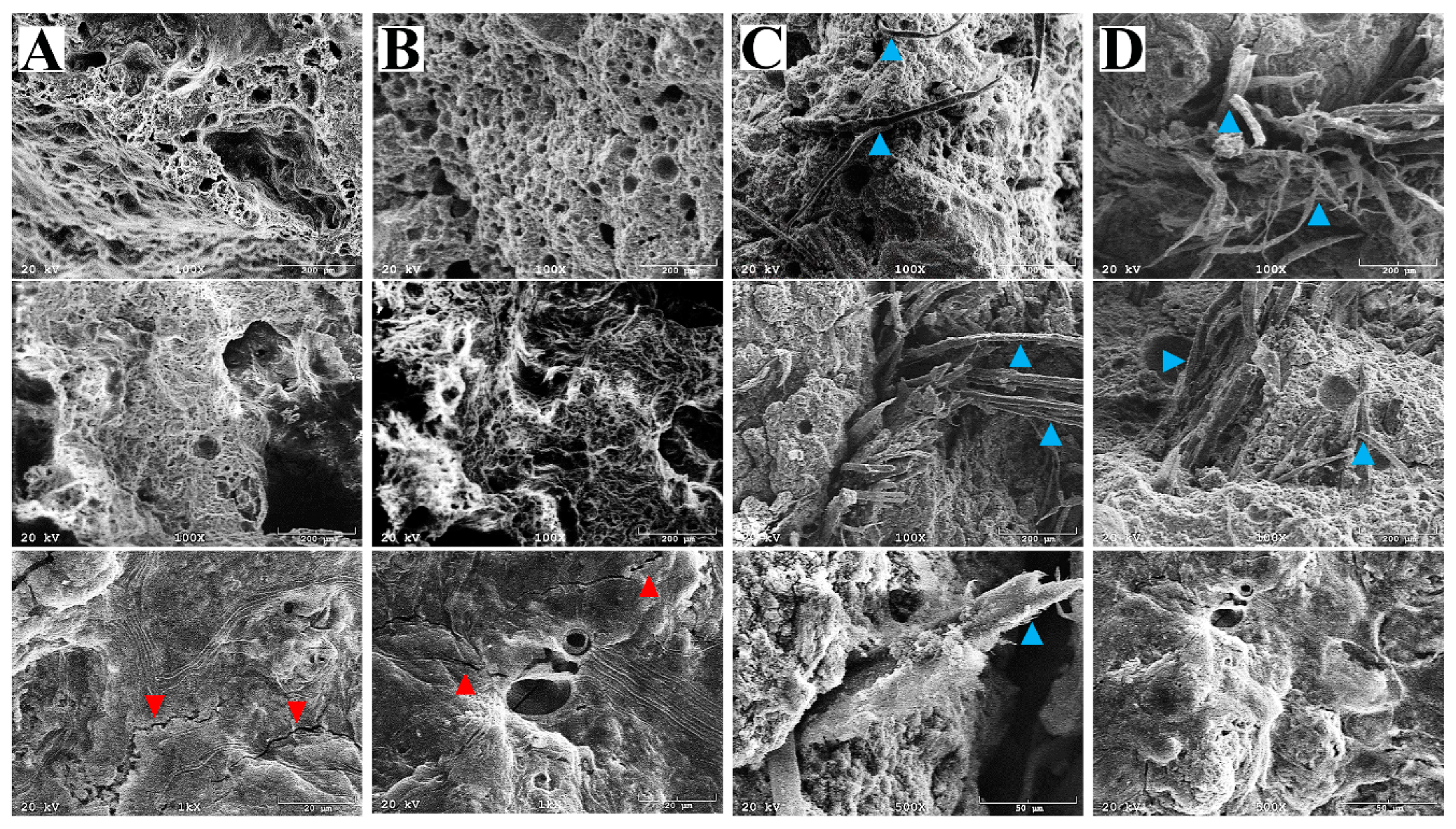
First, it can be the effect of a lower susceptibility of cellulose to the acidic agent when compared to the geopolymers. Second, the total volume of pores correlates with the density and the strength of the geopolymer foam. It is generally agreed that large pores or voids weaken the structure more than small pores in the geopolymer material, which is in agreement with the larger pore size in the G and GM foams than in the GC and GCM foams. Additionally, the coalescence of macropores observed in the G and GM foams can cause a decrease in the flexural strength found in these samples. Third, the presence of small cracks in the G foam (but not in GC) exposed to the acidic agent, can further increase the susceptibility of the basic geopolymer foams G. Fourth, the strength of the geopolymer material depends on the matrix strength [
46]. Uniform dispersion of cotton fibres in the slurry could result in an improvement of the consistency of the matrix as well as high wettability between the fibres and the paste during the geopolymerisation process. Additionally, the use of alkaline solutions cleans the surface of cellulose fibres from impurities and waxes, increases the surface roughness of the fibres and improves their adhesion. The increase of the adhesion at the matrix and cotton fibre interface improves their bonding strength. This permits the optimum operation of stress-transfer from the matrix to the cotton fibres and results in an improvement in the strength properties. In earlier studies, the addition of cotton fibres led to a reduction in compressive strength instead of an improvement, and it was attributed to a greater balling together of the fibres, as a result leaving voids in the matrix [
49], which was not observed in our foams. Fifth, when cotton fibres are in excess, they can absorb too much water [
50], and thus deny the geopolymers around the fibres sufficient water for geopolymerisation, and in turn, decrease the bonding strength between the fibre and the matrix. Therefore, one can conclude that the ratio of cellulose fibres and geopolymer paste was optimal in the GC foams. Sixth, EDS analysis, performed to observe the composition of the geopolymers, showed that oxygen, sodium, aluminium, and silica are the major components, thus the formed geopolymers mostly consist of the phases containing Na–Si–Al in the bulk region, suggesting the formation of a silicate-activated gel by polymerisation throughout the inter-particles volume (
Table 7). However, treatment of a geopolymer with a strong acid may cause the breakage of the Si–O–Al bonds, and the greater the number of Si–OH and Al–OH groups in geopolymers, the greater the amount of silicic acid ions and dimers. Furthermore, the liberation of silicic acid from the samples, the replacement of Na and K cations by hydrogen or hydronium ions, and dealumination of the geopolymers can occur [
51]. The dealumination process leads to a mass loss of the geopolymer materials, however, neither mass decrease, nor microstructure changes were observed in the G geopolymer. Possibly, depolymerisation of geopolymers was followed by condensation of polymeric ions enriched with silicon, then either amorphous polymers or zeolites precipitated in geopolymers [
51]. Indeed, dealumination of the geopolymers and then the condensation process caused an increase of the Si:Al ratio. For G samples, the Si:Al ratio before neutralisation was 11.94:12.06, while after neutralisation the Si:Al was 29.94:3.24 (
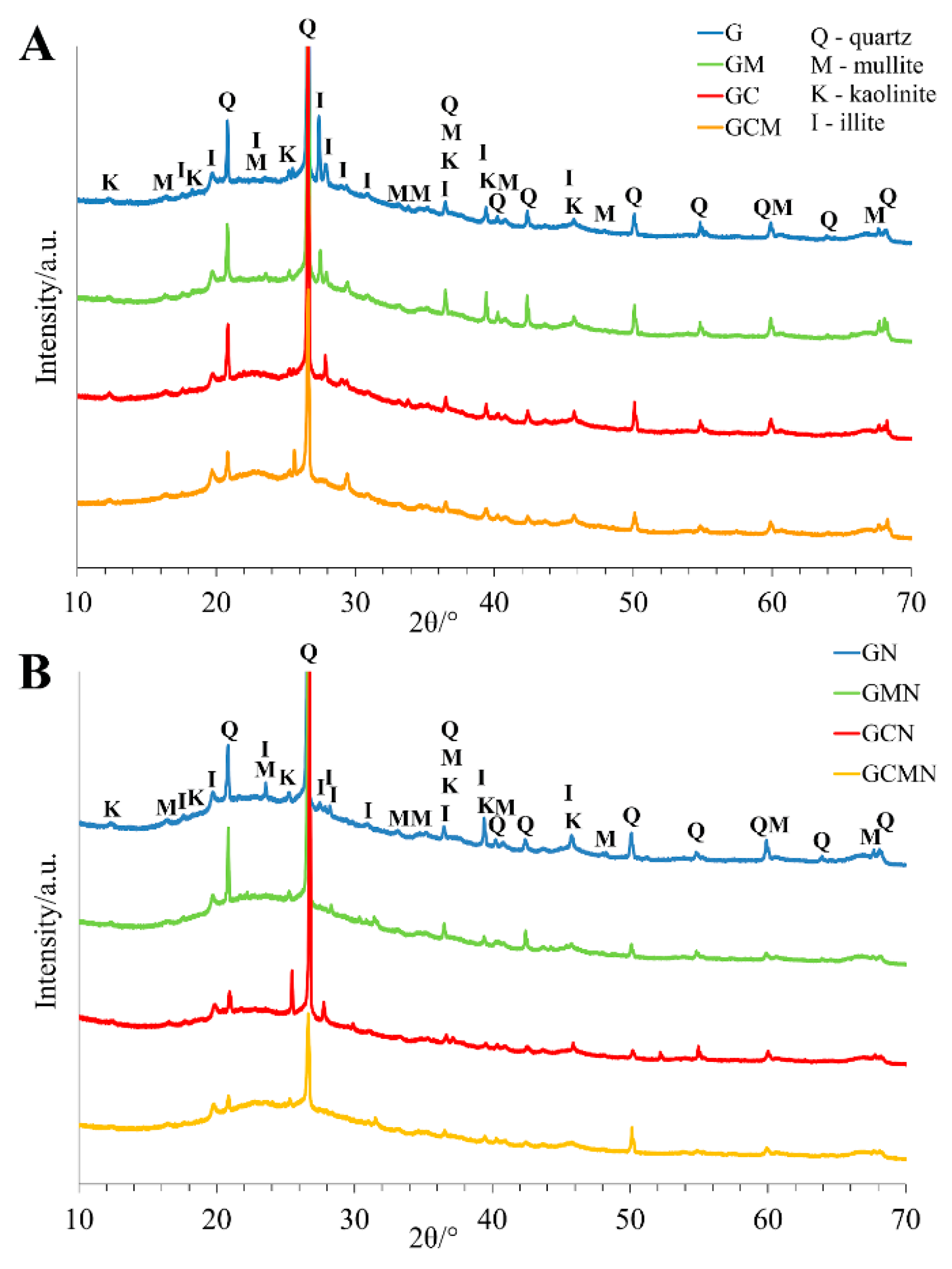
Table 7). Further, the higher and wider halo peak with 2θ between 18° and 40° was observed for the neutralised G geopolymer in comparison to the untreated G geopolymer, suggesting rather an amorphous phase, than zeolites. It was shown earlier, that the reactions generating amorphous polymers, ensure good durability of the geopolymer, while precipitation of zeolite was associated with the loss of strength [
51]. It can explain that the basic G geopolymer did not change its weight and only had about 11% strength reduction. Although the neutralisation drastically reduced the Na, and Al content in G foams (300% and 37%, respectively), the reduction for GC samples was to a lesser extent (58%, and 15%, respectively). It suggests that chemical interaction between the organic and inorganic polymeric chains can prevent modification of the geopolymer structure in acidic conditions. Seventh, the XRD data of geopolymer foams showed a significant change in percentage of mullite and illite after the neutralisation process, compared to the relative content of mullite and illite in the geopolymers before acidic treatment (
Table 8). Both mullite and illite are rich in aluminium (Al > Si), so their reduction can be correlated with the dealumination process demonstrated in the EDS analysis. In particular, the decrease of the mullite and illite was observed for the basic geopolymer with, and without, the addition of mineral solution (G and GM, respectively). For geopolymers enriched with organic fibres GC, a percentage reduction was found to a small extent, while in the case of geopolymers enriched with organic fibres and mineral solution GCM, even higher percentages of mullite and illite were found.
Altogether, this implies the feasibility of using cotton fibres to mitigate brittle failure in geopolymers and their protection from the negative effect of acidic agents (neutralisation).








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}