Effect of Ultrasonic Nanocrystal Surface Modification on the Microstructure and Martensitic Transformation of Selective Laser Melted Nitinol


 , ,
, ,  and
and
Abstract
:
1. Introduction
2. Experimental
3. Results and Discussion
4. Conclusions
- (1)
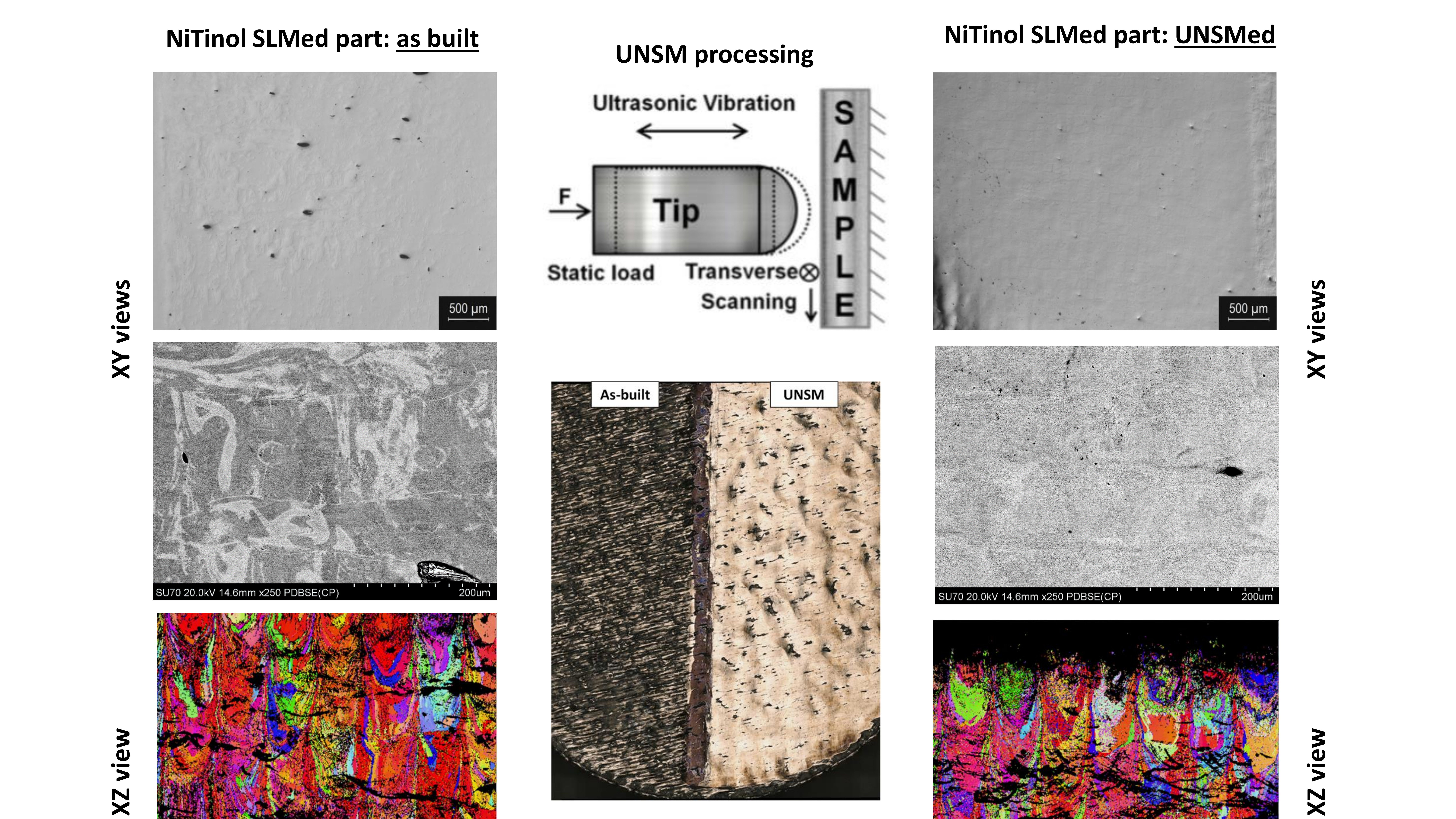
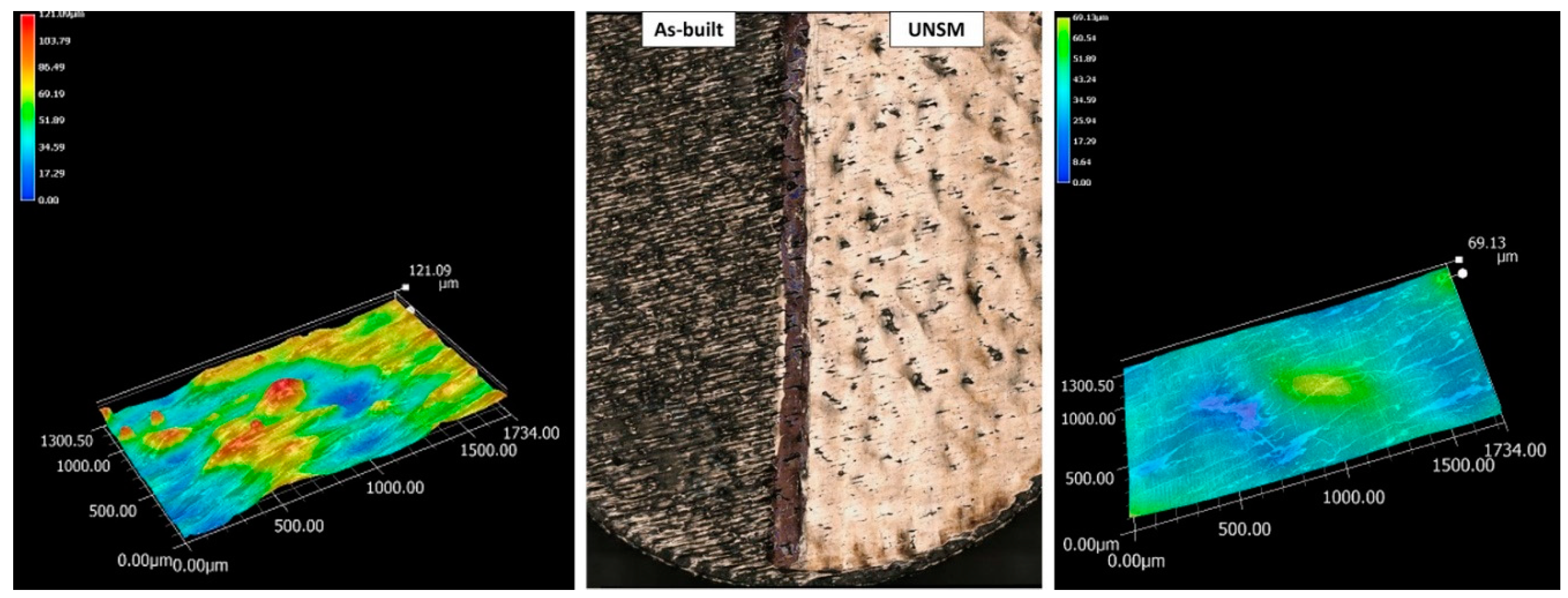
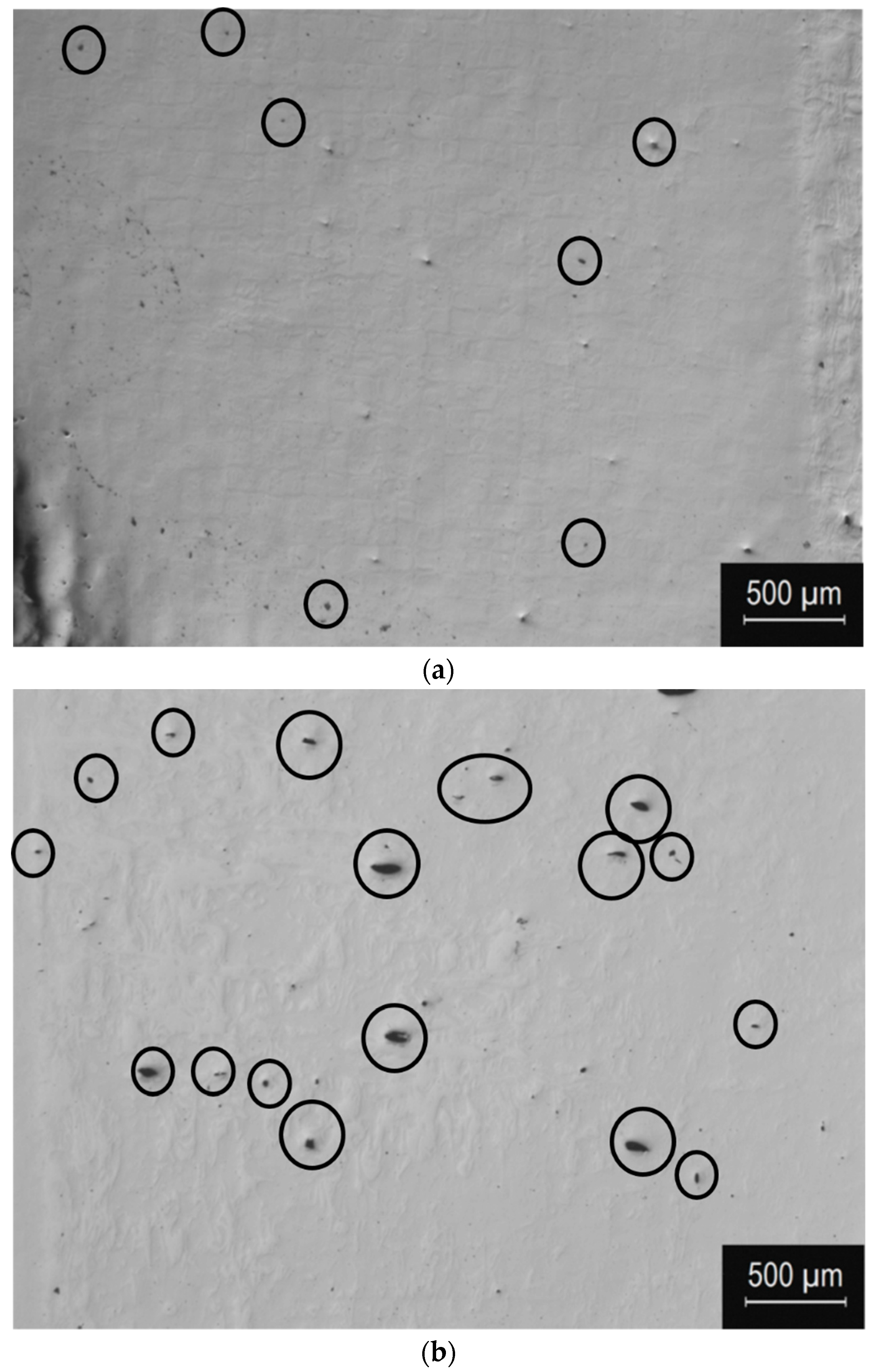
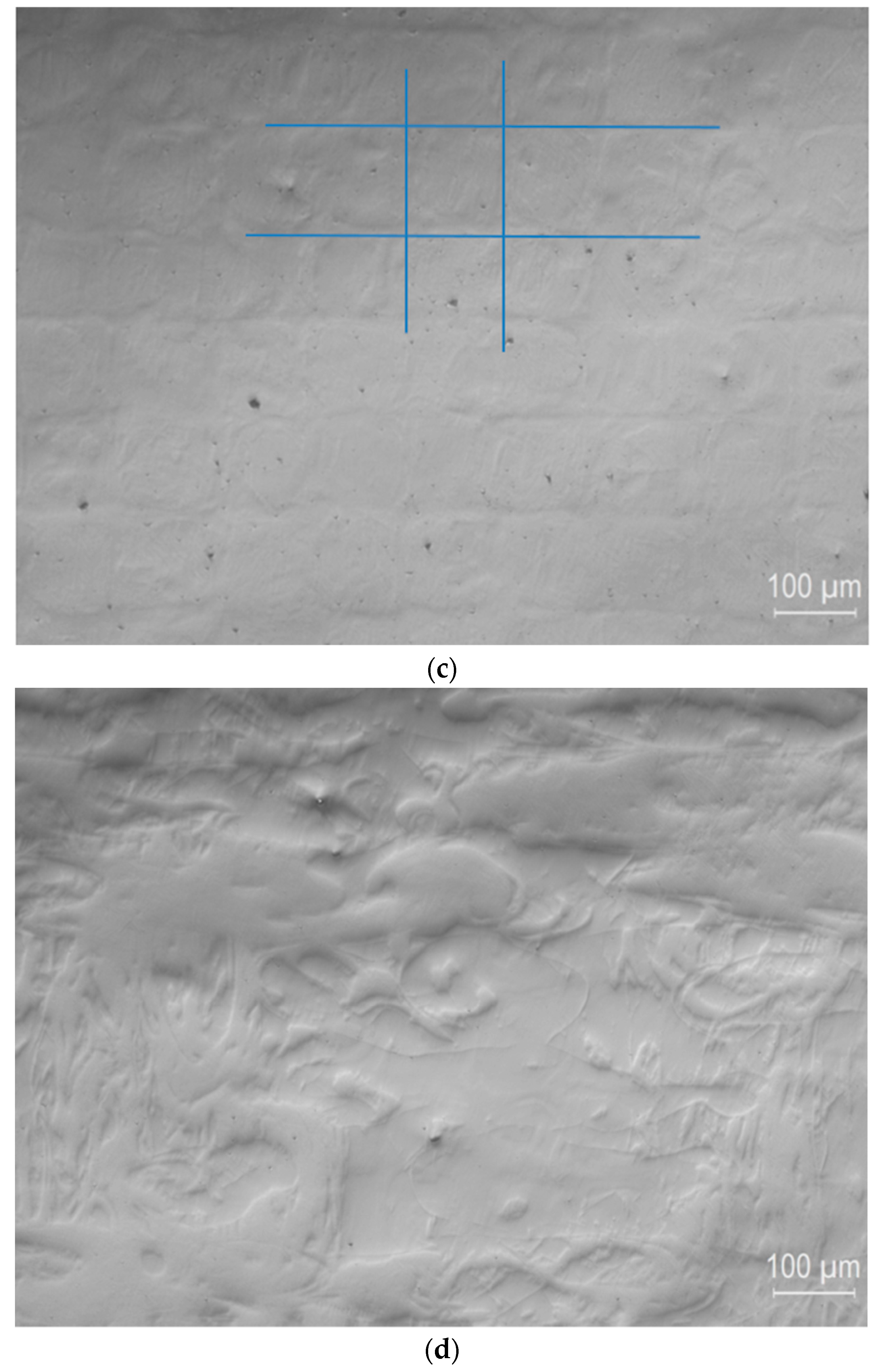
- The UNSM process can offer benefits in the post-processing of AM products, being able to occlude surface pores and slightly decrease the roughness;
- (2)
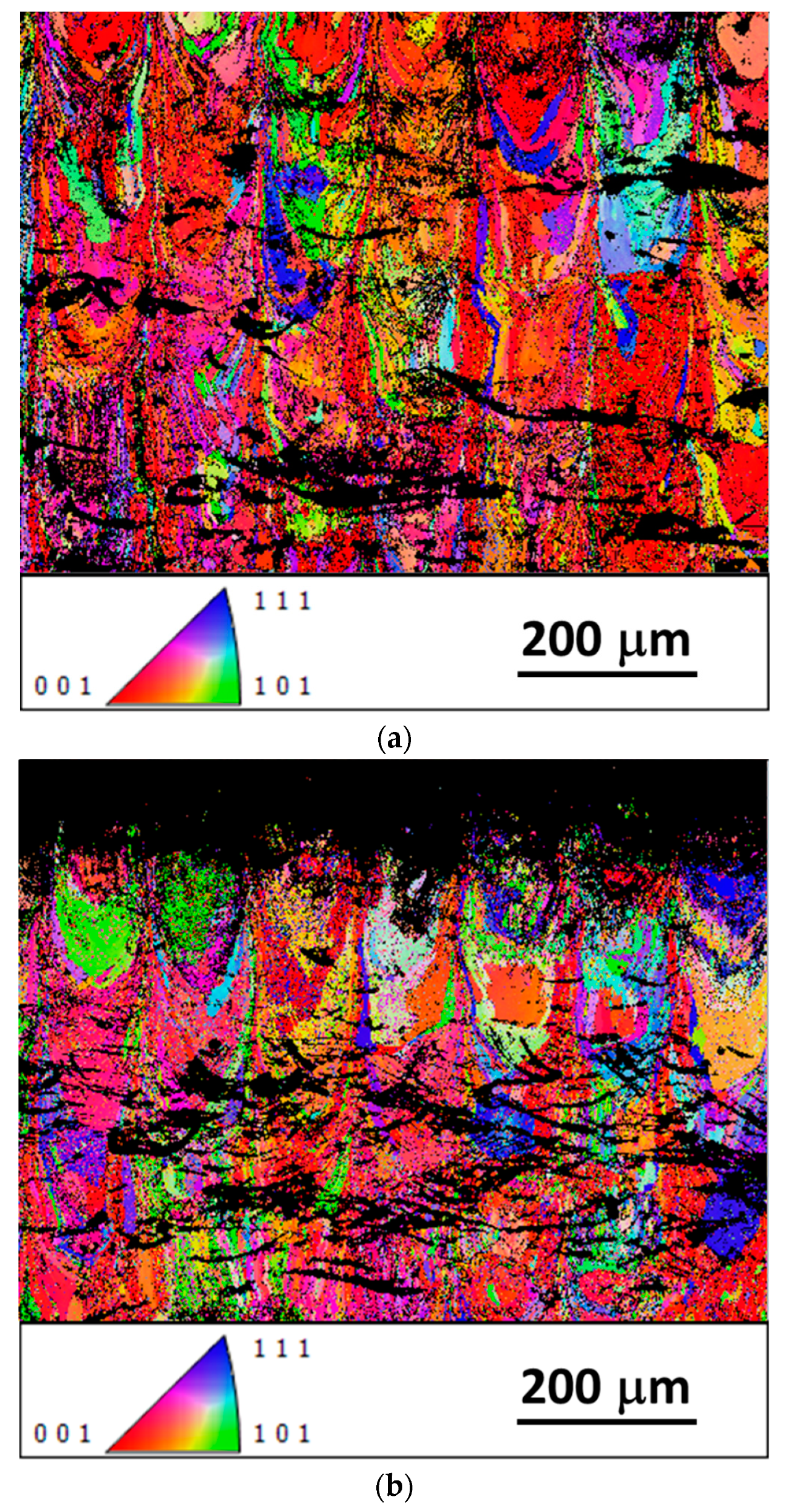
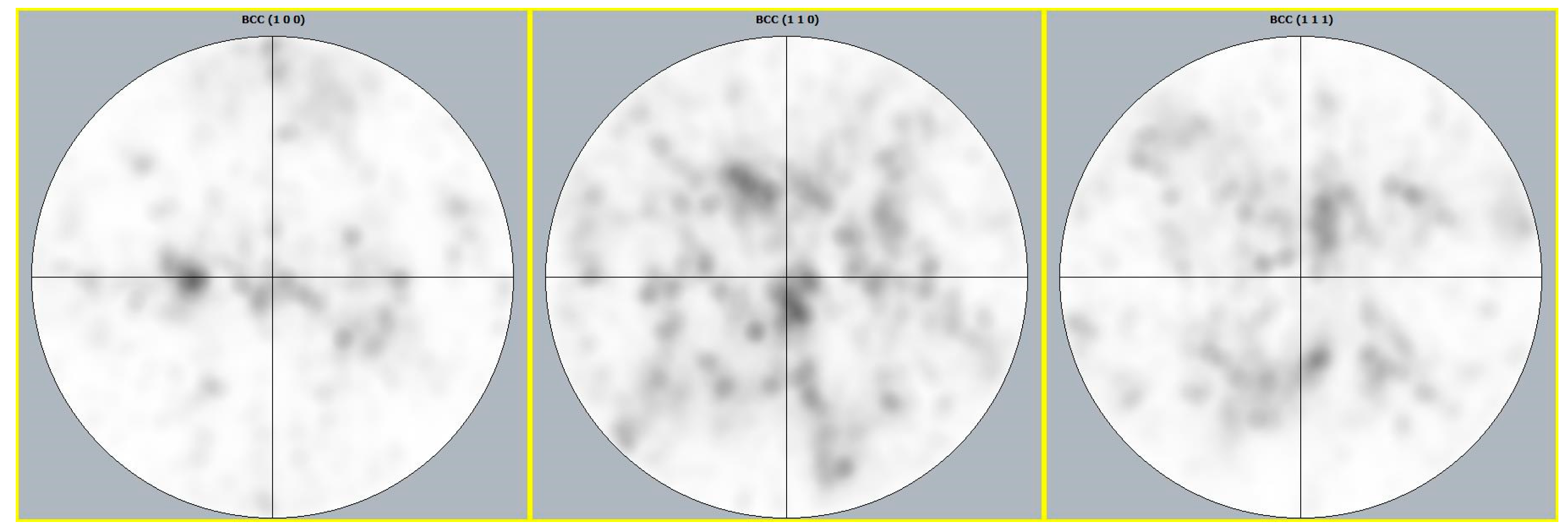
- Due to the mechanical energy deposited on the Nitinol sample, the texture induced by the SLM process varied after the UNSM treatment without any compositional variation;
- (3)
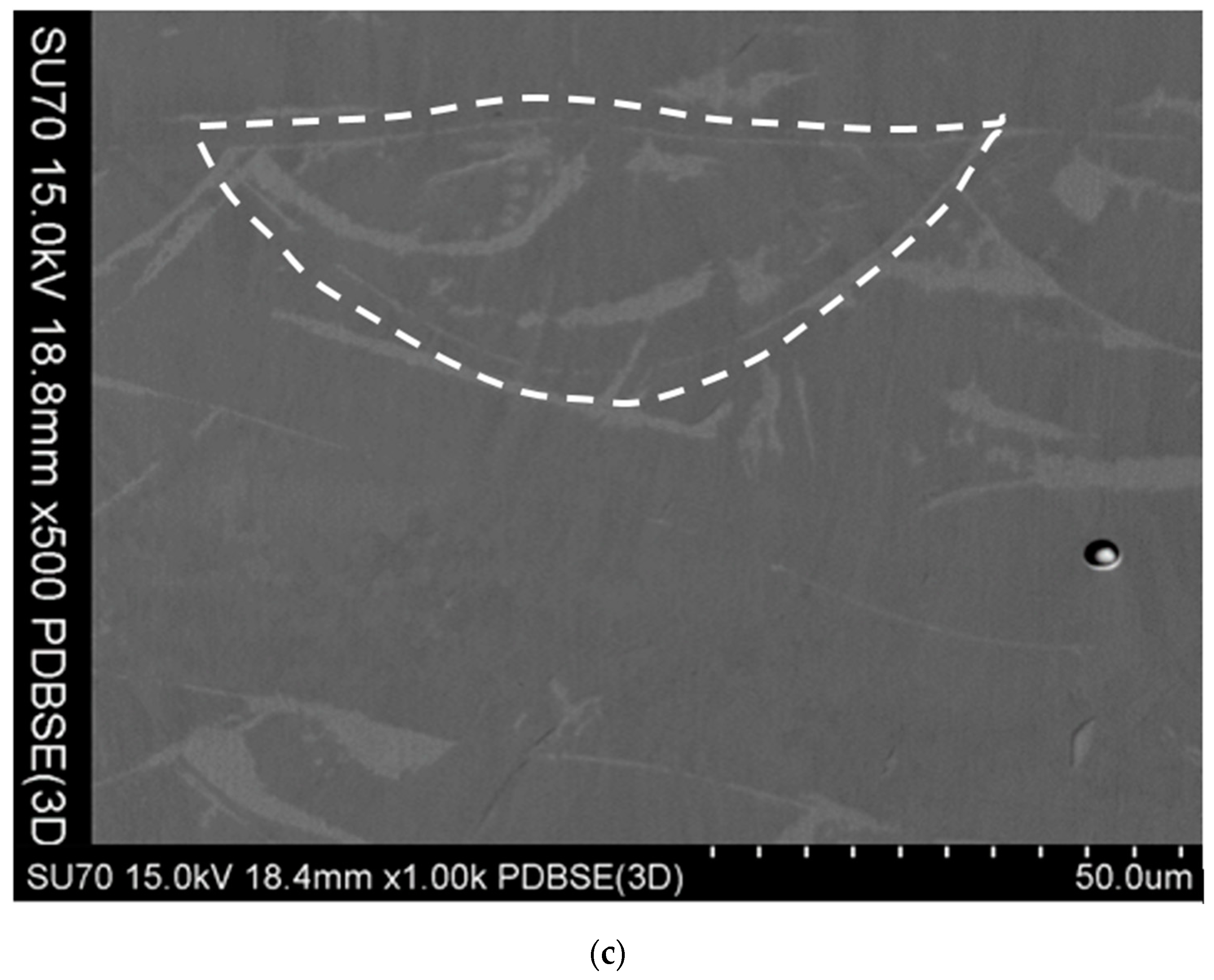
- The local plastic deformation suppressed the martensitic transformation at a depth estimated to be below 200 µm by EBSD analysis, due to the plastic deformation induced by the post-processing;
- (4)
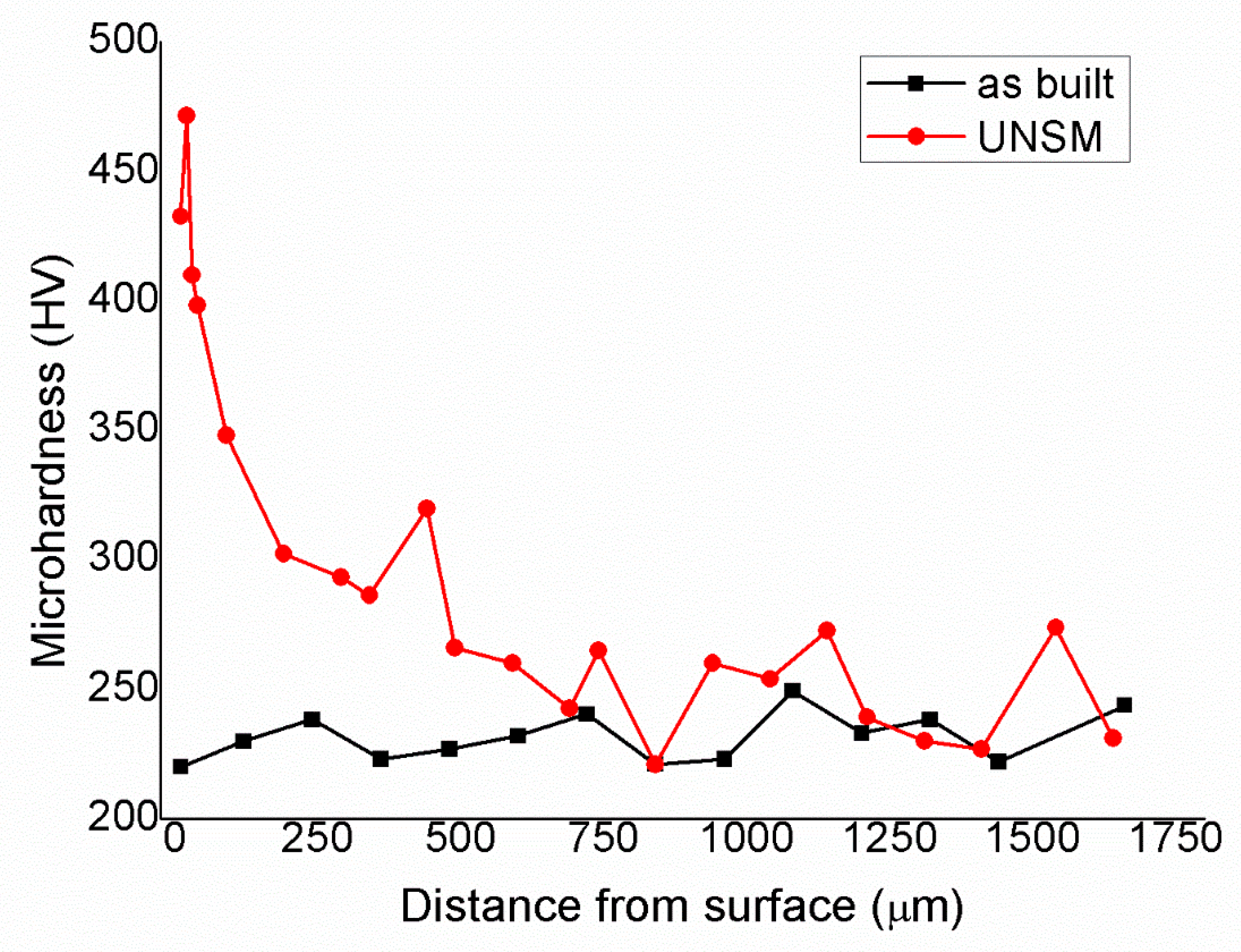
- The microhardness profile indicated a deeper variation in the mechanical properties, down to 750 µm;
- (5)
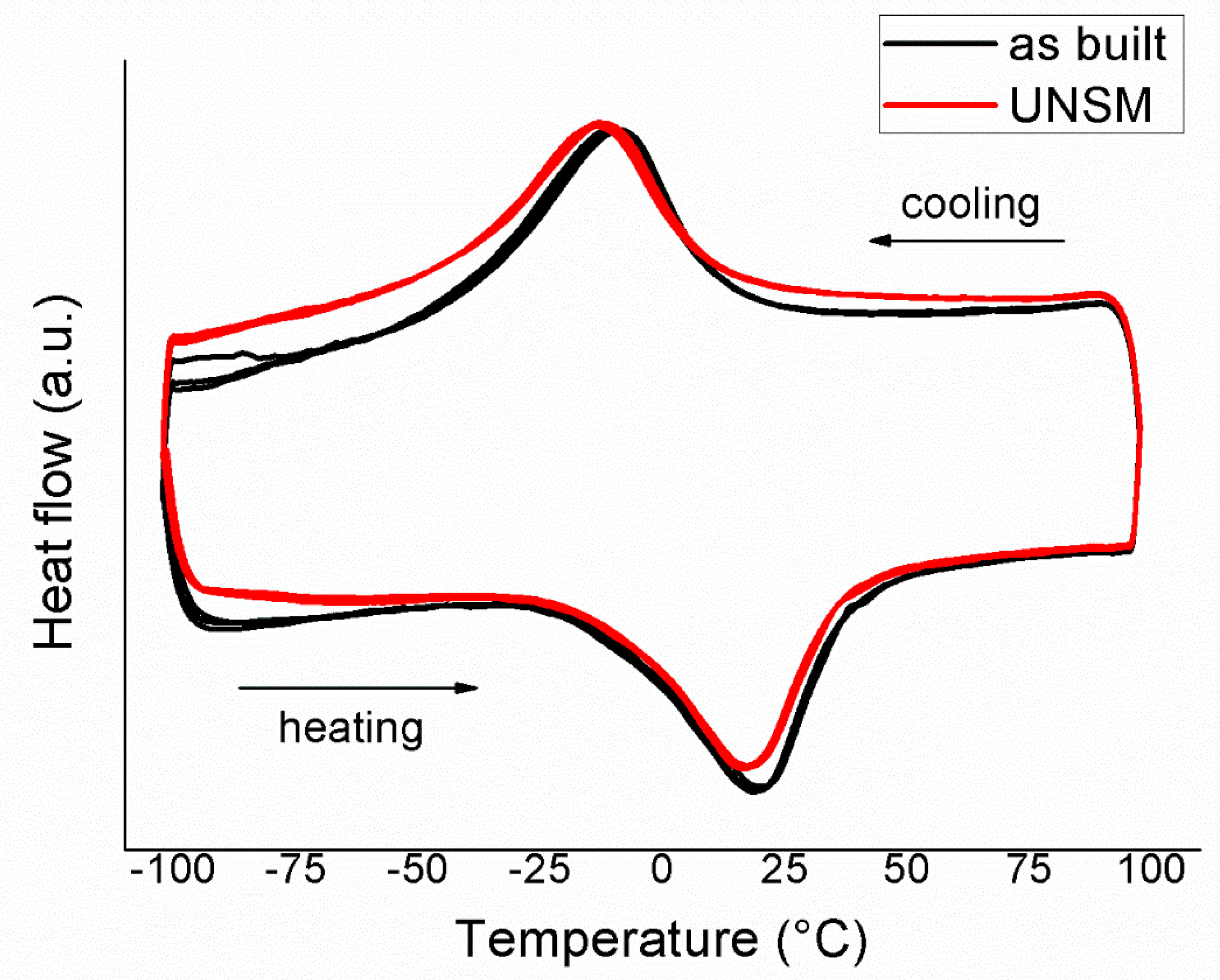
- In this work, the microstructure obtained on the upper surface after the post-processing contained both austenite and martensite, but NiTi amorphization was avoided. This is a different result from literature. As a consequence, the selection of the main parameters of the ultrasonic nano- changes;
- (6)
- The improvement of the mechanical properties of the surface could enhance the fatigue behavior of the post-processed parts.
Author Contributions
Funding
Conflicts of Interest
References
- Funakubo, H. Shape Memory Alloys; Gordon and Breach Science Publishers: Amsterdam, The Netherlands, 1987. [Google Scholar]
- Nishida, M.; Wayman, C.M.; Honma, T. Precipitation processes in near-equiatomic TiNi shape memory alloys. Met. Mater. Trans. A 1986, 17, 1505–1515. [Google Scholar] [CrossRef]
- Elahinia, M.; Moghaddam, N.S.; Andani, M.T.; Amerinatanzi, A.; Bimber, B.A.; Hamilton, R.F. Fabrication of NiTi through additive manufacturing: A review. Prog. Mater. Sci. 2016, 83, 630–663. [Google Scholar] [CrossRef] [Green Version]
- Van Humbeeck, J. Additive Manufacturing of Shape Memory Alloys. Shap. Mem. Superelast. 2018, 4, 309–312. [Google Scholar] [CrossRef]
- Dadbakhsh, S.; Speirs, M.; Van Humbeeck, J.; Kruth, J.-P. Laser additive manufacturing of bulk and porous shape-memory NiTi alloys: From processes to potential biomedical applications. Mrs Bull. 2016, 41, 765–774. [Google Scholar] [CrossRef] [Green Version]
- Nematollahi, M.; Toker, G.; Saghaian, S.E.; Salazar, J.; Mahtabi, M.; Benafan, O.; Karaca, H.; Elahinia, M. Additive Manufacturing of Ni-Rich NiTiHf20: Manufacturability, Composition, Density, and Transformation Behavior. Shap. Mem. Superelast. 2019, 5, 113–124. [Google Scholar] [CrossRef]
- Saghaian, S.E.; Moghaddam, N.S.; Nematollahi, M.; Saedi, S.; Elahinia, M.; Karaca, H.E. Mechanical and shape memory properties of triply periodic minimal surface (TPMS) NiTi structures fabricated by selective laser melting. Biol. Eng. Med. 2018, 3, 1–7. [Google Scholar]
- Wang, C.; Tan, X.; Du, Z.; Chandra, S.; Sun, Z.; Lim, C.; Tor, S.; Lim, C.; Wong, C. Additive manufacturing of NiTi shape memory alloys using pre-mixed powders. J. Mater. Process. Technol. 2019, 271, 152–161. [Google Scholar] [CrossRef]
- Zhou, Q.; Hayat, M.D.; Chen, G.; Cai, S.; Qu, X.; Tang, H.; Cao, P. Selective electron beam melting of NiTi: Microstructure, phase transformation and mechanical properties. Mater. Sci. Eng. A 2019, 744, 290–298. [Google Scholar] [CrossRef]
- Hamilton, R.F.; Bimber, B.A.; Palmer, T.A. Correlating microstructure and superelasticity of directed energy deposition additive manufactured Ni-rich NiTi alloys. J. Alloy. Compd. 2018, 739, 712–722. [Google Scholar] [CrossRef]
- Saedi, S.; Moghaddam, N.S.; Amerinatanzi, A.; Elahinia, M.; Karaca, H.E. On the effects of selective laser melting process parameters on microstructure and thermomechanical response of Ni-rich NiTi. Acta Mater. 2018, 144, 552–560. [Google Scholar] [CrossRef]
- Ahadi, A.; Dadbakhsh, S.; Kruth, J.-P.; Wang, X.; Van Baelen, S.; Van Humbeeck, J.; Speirs, M. On the Transformation Behavior of NiTi Shape-Memory Alloy Produced by SLM. Shap. Mem. Superelast. 2016, 2, 310–316. [Google Scholar] [Green Version]
- Saedi, S.; Turabi, A.S.; Andani, M.T.; Haberland, C.; Karaca, H.; Elahinia, M. The influence of heat treatment on the thermomechanical response of Ni-rich NiTi alloys manufactured by selective laser melting. J. Alloy. Compd. 2016, 677, 204–210. [Google Scholar] [CrossRef]
- Sam, J.; Franco, B.; Ma, J.; Karaman, I.; Elwany, A.; Mabe, J. Tensile actuation response of additively manufactured nickel-titanium shape memory alloys. Scr. Mater. 2018, 146, 164–168. [Google Scholar] [CrossRef]
- Moghaddam, N.S.; Saghaian, S.E.; Amerinatanzi, A.; Ibrahim, H.; Li, P.; Toker, G.P.; Karaca, H.E.; Elahinia, M. Anisotropic tensile and actuation properties of NiTi fabricated with selective laser melting. Mater. Sci. Eng. A 2018, 724, 220–230. [Google Scholar] [CrossRef]
- Shiva, S.; Palani, I.; Mishra, S.; Paul, C.; Kukreja, L. Investigations on the influence of composition in the development of Ni–Ti shape memory alloy using laser based additive manufacturing. Opt. Laser Technol. 2015, 69, 44–51. [Google Scholar] [CrossRef]
- Mahmoudi, M.; Tapia, G.; Franco, B.; Ma, J.; Arroyave, R.; Karaman, I.; Elwany, A. On the printability and transformation behavior of nickel-titanium shape memory alloys fabricated using laser powder-bed fusion additive manufacturing. J. Manuf. Process. 2018, 35, 672–680. [Google Scholar] [CrossRef]
- Bormann, T.; Müller, B.; Schinhammer, M.; Kessler, A.; Thalmann, P.; De Wild, M. Microstructure of selective laser melted nickel–titanium. Mater. Charact. 2014, 94, 189–202. [Google Scholar] [CrossRef]
- Kaynak, Y.; Kitay, O. The effect of post-processing operations on surface characteristics of 316L stainless steel produced by selective laser melting. Addit. Manuf. 2019, 26, 84–93. [Google Scholar] [CrossRef]
- Namatollahi, M.; Jahadakbar, A.; Mahtabi, M.J.; Elahinia, M. Additive manufacturing (AM). In Metals for Biomedical Devices, 2nd ed.; Woodhead Publishing: Cambridge, UK, 2019; pp. 331–353. [Google Scholar]
- Wang, D.; Liu, Y.; Yang, Y.; Xiao, D. Theoretical and experimental study on surface roughness of 316L stainless steel metal parts obtained through selective laser melting. Rapid Prototyp. J. 2016, 22, 706–716. [Google Scholar] [CrossRef]
- Bourell, D.; Kruth, J.P.; Leu, M.; Levy, G.; Rosen, D.; Beese, A.M.; Clare, A. Materials for additive manufacturing. CIRP Ann. Manuf. Technol. 2017, 66, 659–681. [Google Scholar] [CrossRef]
- Nespoli, A.; Biffi, C.A.; Previtali, B.; Villa, E.; Tuissi, A. Laser and surface processes of NiTi shape memory elements for micro-actuation. Metall. Mater. Trans. A. 2014, 45, 2242–2249. [Google Scholar] [CrossRef]
- Mingear, J.; Zhang, B.; Hartl, D.; Elwany, A. Effect of process parameters and electropolishing on the surface roughness of interior channels in additively manufactured nickel-titanium shape memory alloy actuators. Addit. Manuf. 2019, 27, 565–575. [Google Scholar] [CrossRef]
- Wang, X.; Xia, W.; Wu, X.; Wei, Y.; Huang, C. Microstructure and mechanical properties of an austenite NiTi shape memory alloy treated with laser induced shock. Mater. Sci. Eng. A 2013, 578, 1–5. [Google Scholar] [CrossRef] [Green Version]
- Wang, H.; Pöhl, F.; Yan, K.; Decker, P.; Gurevich, E.L.; Ostendorf, A. Effects of femtosecond laser shock peening in distilled water on the surface characterizations of NiTi shape memory alloy. Appl. Surf. Sci. 2019, 471, 869–877. [Google Scholar] [CrossRef]
- Hou, X.; Mankoci, S.; Walters, N.; Gao, H.; Zhang, R.; Li, S.; Qin, H.; Ren, Z.; Doll, G.L.; Cong, H.; et al. Hierarchical structures on nickel-titanium fabricated by ultrasonic nanocrystal surface modification. Mater. Sci. Eng. 2018, 93, 12–20. [Google Scholar] [CrossRef] [PubMed]
- Ye, C.; Zhou, X.; Telang, A.; Gao, H.; Ren, Z.; Qin, H.; Suslov, S.; Gill, A.S.; Mannava, S.; Qian, D.; et al. Surface amorphization of NiTi alloy induced by Ultrasonic Nanocrystal Surface Modification for improved mechanical properties. J. Mech. Behav. Biomed. Mater. 2016, 53, 455–462. [Google Scholar] [CrossRef] [PubMed]
- Ma, C.; Andani, M.T.; Qin, H.; Moghaddam, N.S.; Ibrahim, H.; Jahadakbar, A.; Amerinatanzi, A.; Ren, Z.; Zhang, H.; Doll, G.L.; et al. Improving surface finish and wear resistance of additive manufactured nickel-titanium by ultrasonic nano-crystal surface modification. J. Mater. Process. Technol. 2017, 249, 433–440. [Google Scholar] [CrossRef]
- Mitwally, M.E.; Farag, M. Effect of cold work and annealing on the structure and characteristics of NiTi alloy. Mater. Sci. Eng. A 2009, 519, 155–166. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Laser Power | Layer Thickness | Scanning Speed | Hatch Distance | Laser Beam Size |
|---|---|---|---|---|
| 250 W | 30 µm | 1250 mm/s | 120 µm | 80 µm |
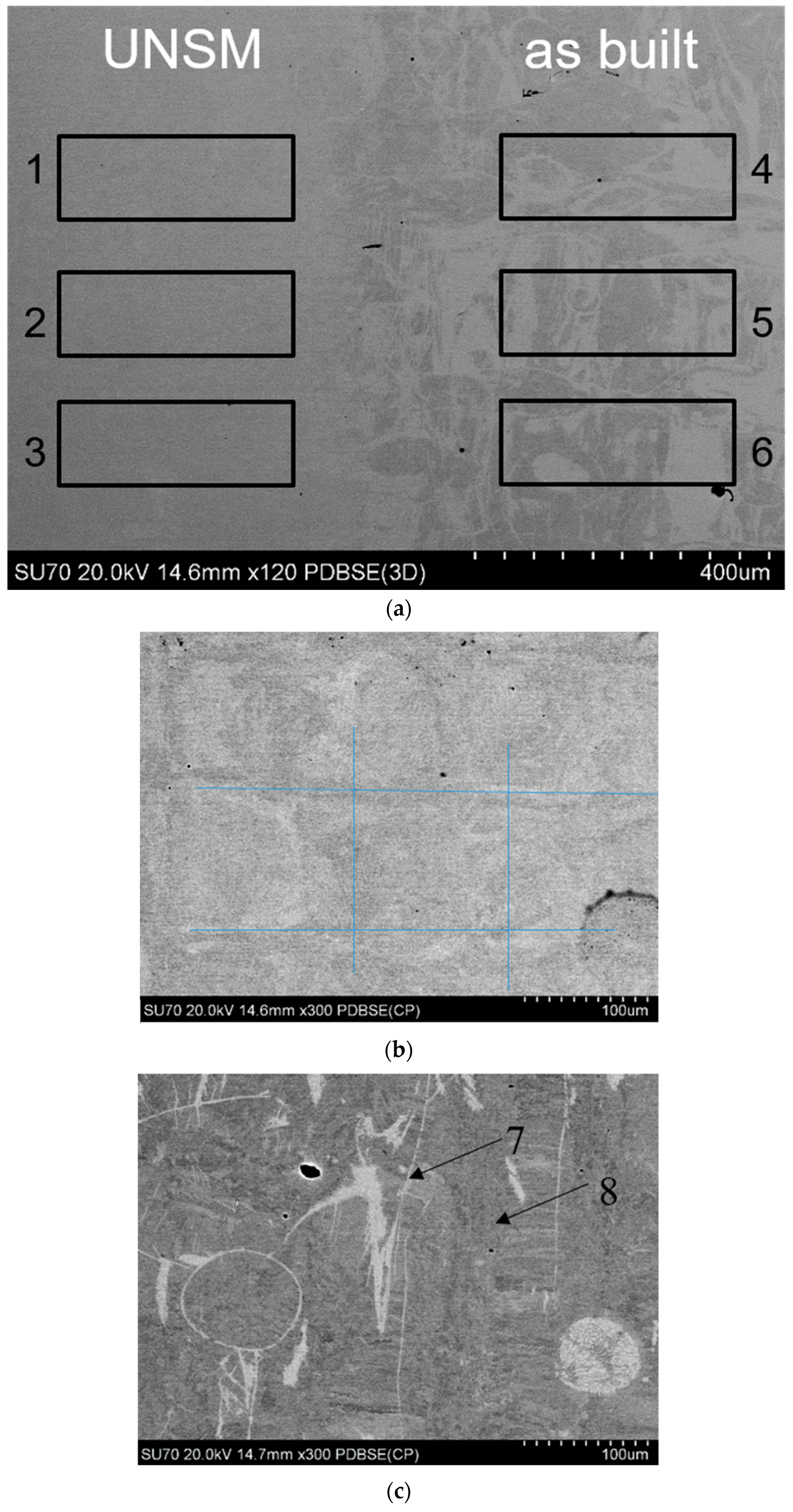
| Sites | Ti Content (at. %) | Ni Content (at. %) |
|---|---|---|
| 1 | 49.88 | 50.12 |
| 2 | 50.25 | 49.75 |
| 3 | 49.97 | 50.03 |
| 4 | 50.01 | 49.99 |
| 5 | 50.07 | 49.93 |
| 6 | 49.66 | 50.34 |
| 7 | 49.76 | 50.24 |
| 8 | 49.40 | 50.60 |
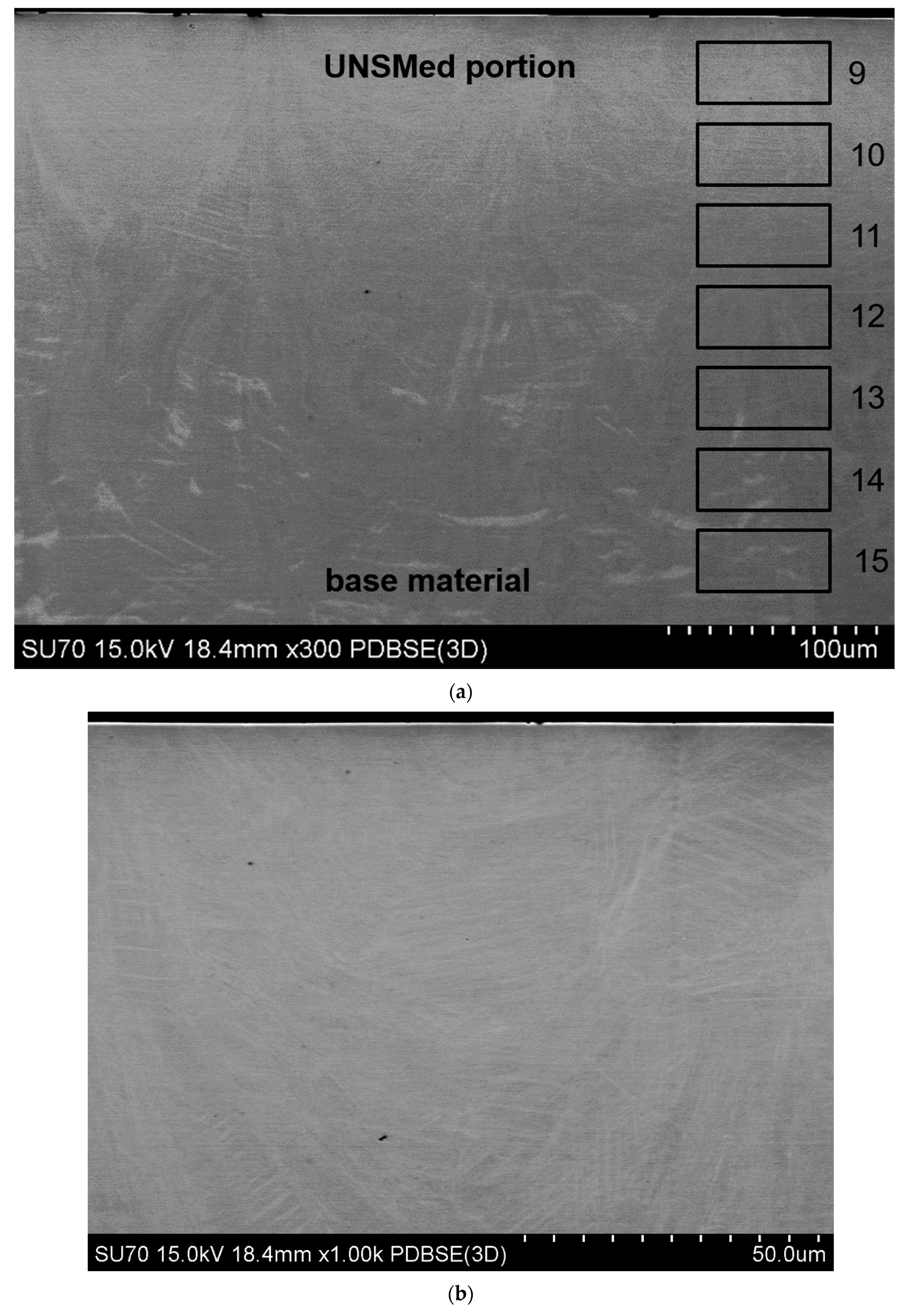
| Sites | Ti Content (at. %) | Ni Content (at. %) |
|---|---|---|
| 9 | 48.84 | 51.16 |
| 10 | 49.21 | 50.79 |
| 11 | 49.41 | 50.79 |
| 12 | 48.89 | 51.11 |
| 13 | 49.57 | 50.43 |
| 14 | 49.12 | 50.88 |
| 15 | 49.06 | 50.94 |
| Samples | HM→A (J/g) | As (°C) | Ap (°C) | Af (°C) | HA→M (J/g) | Ms (°C) | Mp (°C) | Mf (°C) |
|---|---|---|---|---|---|---|---|---|
| As-built | 18.7 | −18 | 20 | 40 | 19.5 | 14 | −8 | −46 |
| UNSM | 19 | −16 | 18 | 39 | 17.9 | 13 | −11 | −40 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Biffi, C.A.; Bassani, P.; Nematollahi, M.; Shayesteh Moghaddam, N.; Amerinatanzi, A.; Mahtabi, M.J.; Elahinia, M.; Tuissi, A. Effect of Ultrasonic Nanocrystal Surface Modification on the Microstructure and Martensitic Transformation of Selective Laser Melted Nitinol. Materials 2019, 12, 3068. https://doi.org/10.3390/ma12193068
Biffi CA, Bassani P, Nematollahi M, Shayesteh Moghaddam N, Amerinatanzi A, Mahtabi MJ, Elahinia M, Tuissi A. Effect of Ultrasonic Nanocrystal Surface Modification on the Microstructure and Martensitic Transformation of Selective Laser Melted Nitinol. Materials. 2019; 12(19):3068. https://doi.org/10.3390/ma12193068
Chicago/Turabian StyleBiffi, C.A., P. Bassani, M. Nematollahi, N. Shayesteh Moghaddam, A. Amerinatanzi, M.J. Mahtabi, M. Elahinia, and A. Tuissi. 2019. "Effect of Ultrasonic Nanocrystal Surface Modification on the Microstructure and Martensitic Transformation of Selective Laser Melted Nitinol" Materials 12, no. 19: 3068. https://doi.org/10.3390/ma12193068
APA StyleBiffi, C. A., Bassani, P., Nematollahi, M., Shayesteh Moghaddam, N., Amerinatanzi, A., Mahtabi, M. J., Elahinia, M., & Tuissi, A. (2019). Effect of Ultrasonic Nanocrystal Surface Modification on the Microstructure and Martensitic Transformation of Selective Laser Melted Nitinol. Materials, 12(19), 3068. https://doi.org/10.3390/ma12193068