Optimal Design of Sandwich Composite Cradle for Computed Tomography Instrument by Analyzing the Structural Performance and X-ray Transmission Rate


Abstract
:1. Introduction
2. Fundamental Properties of Materials
3. X-ray Transmission of Materials
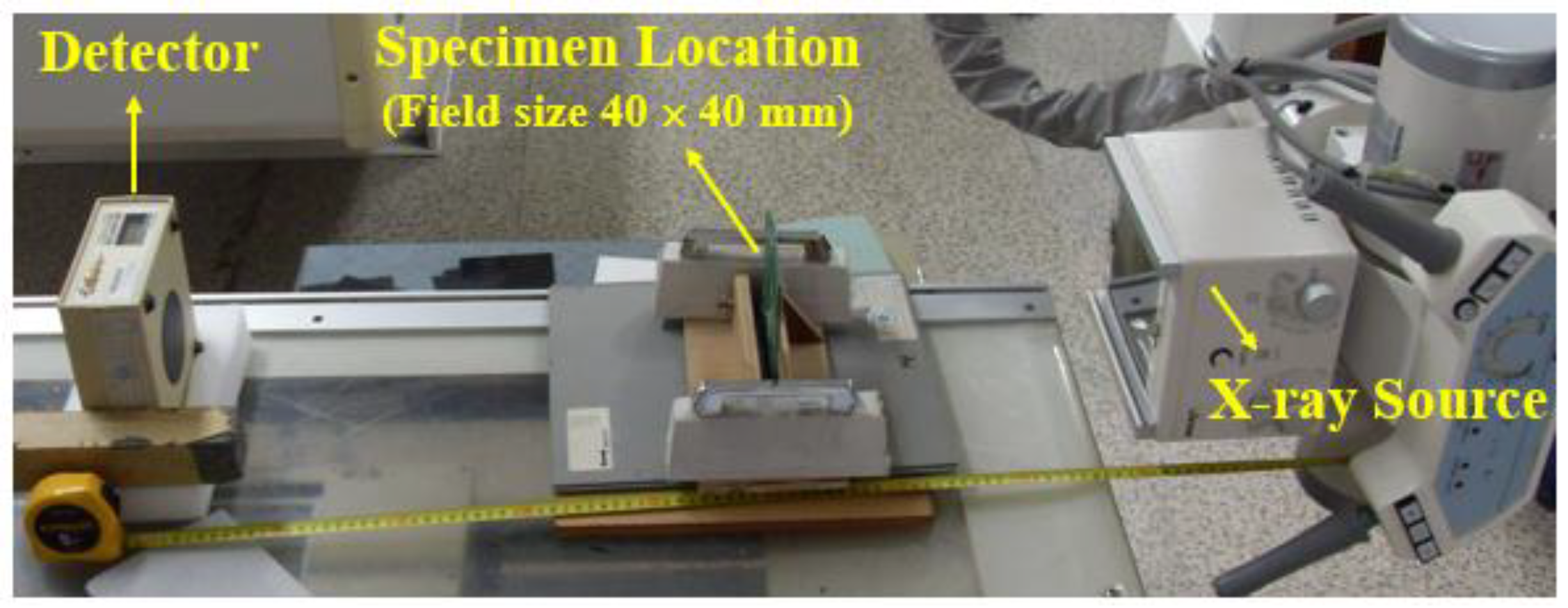
3.1. Configuration of Test Device
3.2. Transmission Performnace of Face materials
3.3. Transmission Performnace of Core Materials
3.4. Transmission Performance of Sandwich Structures
4. Design of CT Cradle
4.1. 3-Dimensional Design of Cradle
4.2. Optimization of the Thicknesses of Face/Core Materials
4.3. Prediction of Stacking Sequences
5. Manufacturing Process and Performance Evaluation of CT Cradle
5.1. Manufacturing Process of Cradle
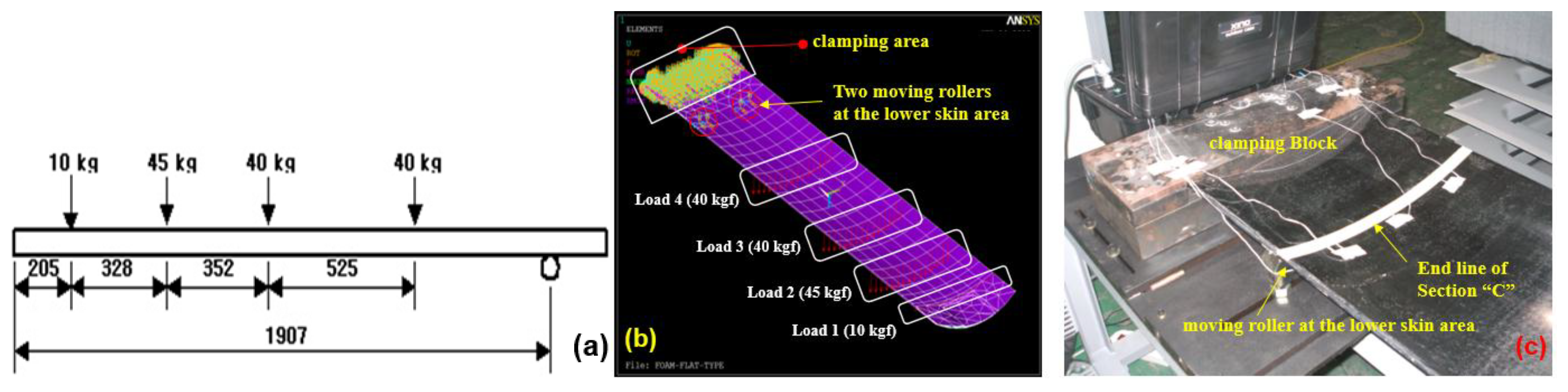
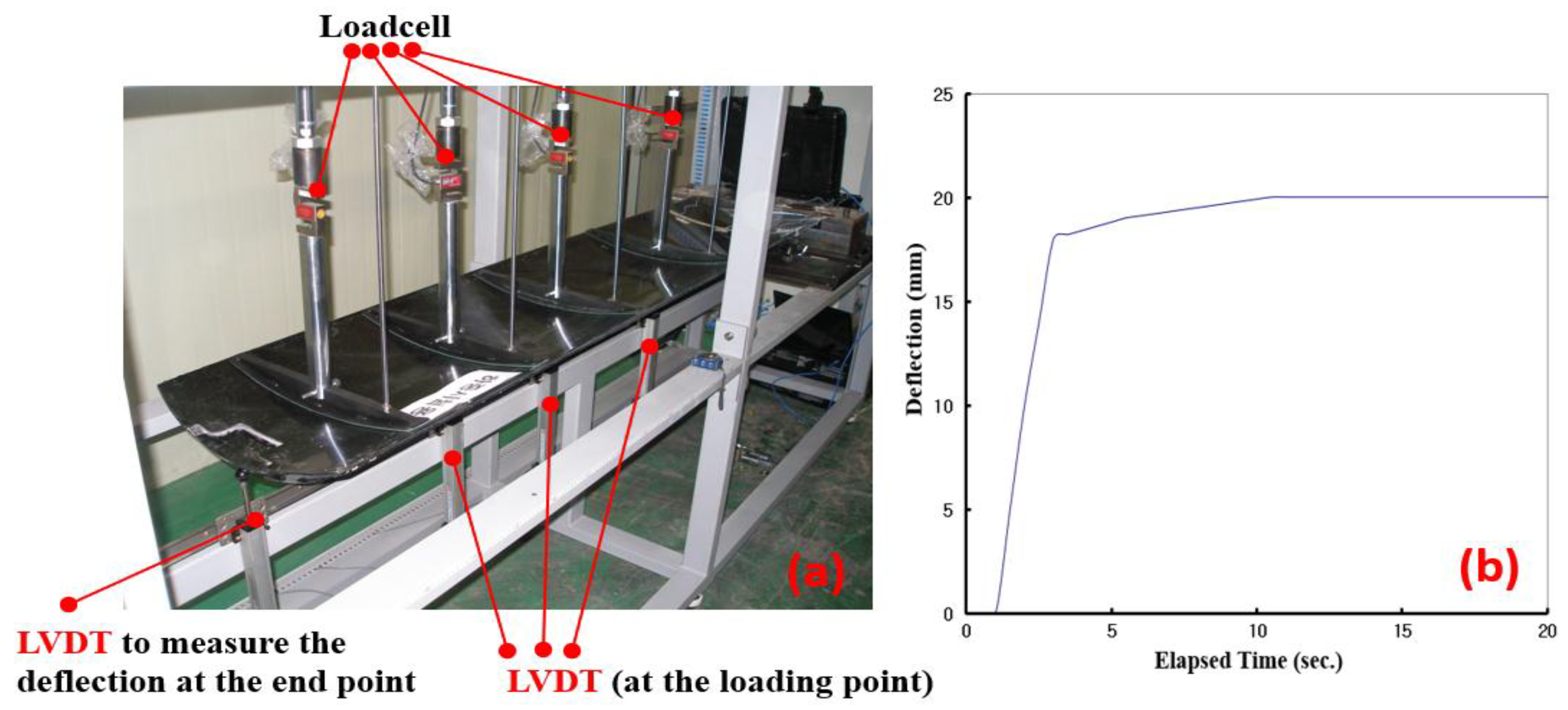
5.2. Stiffness Evaluation of Cradle
5.3. X-ray Transmission Performance of Cradle
6. Conclusions
- The X-ray transmission performance of several face materials and some cases of core materials was measured. Measurements of the X-ray transmission rate of individual materials show that X-ray transmission performance was significantly affected by the density and thickness of the materials. The equations describing the relationship between thickness of face and core material and the X-ray transmission rate were derived through the measured value. X-ray transmission rates were measured for a sandwich structure combined with several cases of face and core, and the relation equation for X-ray transmission performance of sandwich structure was estimated.
- The 3D shape of the sandwich cradle of CT instruments was decided with consideration to the bolting conditions and interface with other parts. The thicknesses of face and core materials were optimized to minimize the cost of the materials on meeting the requirements that the deflection of sandwich cradle should be not more than 20 mm and the X-ray transmission rate of cradle should be equal to or greater than that of aluminum 1.5 mm thick.
- The first layers of upper and lower skin were formed by infusion and the remaining layers were used prepreg. After the upper and lower skins were molded, they were integrally bonded to the core and the sandwich cradle was formed. X-ray transmission performance of the final fabricated cradle was uniform over its entire surface. The X-ray transmission rate of the sandwich cradle is 78.8%, which is better than the 75.22% transmission rate of aluminum (1.5 mm thick). Additionally, it satisfied the criteria by finding the deflection at the end point of the cradle to be 19.49 mm.
- The improvement of the CT cradle increases the accuracy of the medical device rather than the improvement of the CT system and an improvement in X-ray transmission rates can have an effect on reducing the amount of X-ray applied to patients.
Author Contributions
Funding
Conflicts of Interest
References
- Kim, W.D.; Hong, D.J. Design of an aircraft composite window frame using VaRTM process. Korean Soc. Compos. Mater. 2006, 19, 1–7. [Google Scholar]
- Shin, K.B.; Ko, H.Y.; Cho, S.H. A study on crashworthiness and rollover characteristics of low-floor bus made of honeycomb sandwich composites. Korean Soc. Compos. Mater. 2008, 21, 22–29. [Google Scholar]
- Kim, J.S.; Jeong, J.C.; Lee, S.J. An experimental study on the hybrid composite carbody structure. Korean Soc. Compos. Mater. 2005, 18, 19–25. [Google Scholar]
- Lee, S.J.; Kim, J.S.; Jeong, J.C.; Cho, S.H. A study for manufacturing process of train bodyshell with sandwich composite using the autoclave. Jpn. J. Reinf. Plast. 2006, 52, 269–277. [Google Scholar]
- Lee, J.Y.; Shin, K.B.; Lee, S.J. A study on failure evaluation of Korean low floor bus structures made of hybrid sandwich composites. Trans. KSAE 2007, 15, 50–61. [Google Scholar]
- Ning, H.; Janowski, G.M.; Vaidya, U.K.; Husman, G. Thermoplastic sandwich structure design and manufacturing for the body panel of mass transit vehicle. Compos. Struct. 2007, 80, 82–91. [Google Scholar] [CrossRef]
- Ning, H.; Vaidya, U.; Janowski, G.M.; Husman, G. Design, manufacturing and analysis of a thermoplastic composite frame structure for mass transit. Compos. Struct. 2007, 80, 105–116. [Google Scholar] [CrossRef]
- Garcea, S.C.; Wang, Y.; Withers, P.J. X-ray computed tomography of polymer composites. Compos. Sci. Technol. 2018, 156, 305–319. [Google Scholar] [CrossRef]
- Mao, L.; Chiang, F. Mapping interior deformation of a composite sandwich beam using Digital Volumetric Speckle Photography with X-ray computed tomography. Compos. Struct. 2017, 179, 172–180. [Google Scholar] [CrossRef]
- Rolfe, E.; Kelly, M.; Arora, H.; Hooper, P.A.; Dear, J.P. Failure analysis using X-ray computed tomography of composite sandwich panels subjected to full-scale blast loading. Compos. Part B 2017, 129, 26–40. [Google Scholar] [CrossRef] [Green Version]
- Zhou, Y.; Zheng, Y.; Pan, J.; Sui, L.; Xing, F.; Sun, H.; Li, P. Experimental investigations on corrosion resistance of innovative stee-FRP composite bars using X-ray microcomputed tomography. Compos. Part B 2019, 161, 272–284. [Google Scholar] [CrossRef]
- Bull, D.J.; Helfen, L.; Sinclair, I.; Sprearing, S.M.; Baumbach, T. A comparing of multi-scale 3D X-ray tomographic inspection techniques for assessing carbon fibre composite impact damage. Compos. Sci. Technol. 2013, 75, 55–61. [Google Scholar] [CrossRef]
- Kolkoori, S.; Wrobel, N.; Zscherpel, U.; Ewert, U. A new X-ray backscatter imaging technique for non-destructive testing of aerospace mateirals. NDT E Int. 2015, 70, 41–52. [Google Scholar]
- Revol, V.; Plank, B.; Kaufmann, R.; Kastner, J.; Kottler, C. Laminate fibre structure characterization of carbon fibre-reinforced polymers by X-ray scatter dark field imaging with a grating interferometer. NDT E Int. 2013, 58, 64–71. [Google Scholar]
- Pinter, P.; Dietrich, S.; Bertram, B.; Kehrer, L.; Elsner, P.; Weidenmann, K.A. Comparison and error estimate of 3D fibre orientation analysis of computed tomography image data for fibre reinforced composites. NDT E Int. 2018, 95, 26–35. [Google Scholar]
- Catapano, A.; Montemurro, M. A multi-scale approach for the optimum design of sandwich plates with honeycomb core. Part II: The optimisation strategy. Compos. Struct. 2014, 118, 677–690. [Google Scholar] [CrossRef]
- Han, B.; Qin, K.; Yu, B.; Zhang, Q.; Chen, C.; Lu, T.J. Design optimization of foam-reinforced corrugated sandwich beams. Compos. Struct. 2015, 130, 51–62. [Google Scholar] [CrossRef]
- An, H.; Chen, S.; Huang, H. Optimal design of composite sandwich structures by considering multiple structure cases. Compos. Struct. 2016, 152, 676–686. [Google Scholar] [CrossRef]
- Ikeya, K.; Shimoda, M.; Shi, J. Multi-objective free-form optimization for shape and thickness of shell structures with composite materials. Compos. Struct. 2016, 135, 262–275. [Google Scholar] [CrossRef]
- Nasab, F.F.; Geijselaers, H.J.M.; Baran, I.; Akkerman, R.; de Boer, A. A level-set-based strategy for thickness optimization of blended composite structures. Compos. Struct. 2018, 206, 903–920. [Google Scholar] [CrossRef]
- Allen, H.G. Analysis and Design of Structural Sandwich Panels, 1st ed.; Pergamon Press: Oxford, UK, 1969; pp. 8–18. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Carbon Fiber Weight (g/m2) | Resin Weight (g/m2) | Resin Contents (%) | Thickness (mm) |
|---|---|---|---|---|
| CU 125NS Prepreg * | 125 | 62 | 33 | 0.153 |
| MCU 125NS Prepreg * | 125 | 64 | 34 | 0.155 |
| CF 3327 ** | 205 | 105 | 33.8 | 0.25 |
| Property Material | Tensile Modulus (GPa) | Shear Modulus (GPa) | Poisson’s Ratio | Strength (MPa) |
|---|---|---|---|---|
| CU 125NS | E1 = 127.6 E2 = 7.58 | G12 = 4.05 | V12 = 0.34 V21 = 0.05 | 2650 65.5 |
| MCU 125NS | E1 = 191.4 E2 = 8.58 | G12 = 5.10 | V12 = 0.24 V21 = 0.04 | - |
| CF 3327 | E1 = 48.3 | G12 = 3.81 | V12 = 0.07 | 548.9 |
| PMI foam (31 IG) | 0.036 | 0.013 | 0.02 | 1.0 |
| Face material | Fabrication | Material of Face | Total Thickness (mm) | Measured Value (I1) (unit: mRem) | Ratio of Transmission (I1/I0 *) × 100 | Remark |
| Prepreg vacuum bagging | 100% CU 125NS | 0.75 | 214 | 96.8 | A(1) | |
| 100% CU 125NS | 1.5 | 203 | 91.9 | A(2) | ||
| 100% CU 125NS | 2.25 | 194 | 87.8 | A(3) | ||
| 100% CU 125NS | 3 | 186 | 84.2 | A(4) | ||
| 100% CU 125NS | 3.75 | 175 | 79.2 | - | ||
| 100% CU 125NS | 4.5 | 165 | 74.7 | - | ||
| Prepreg vacuum bagging | 33.3% CU 125NS + 66.7% CF 3327 | 2.25 | 194 | 87.8 | B(1) | |
| 60% CU 125NS + 40% CF 3327 | 3.75 | 175 | 79.2 | B(2) | ||
| Infusion | 100% CF 3327 fabric | 0.75 | 213 | 96.4 | - | |
| 100% CF 3327 fabric | 1.5 | 202 | 91.4 | C(1) | ||
| 100% CF 3327 fabric | 3 | 185 | 83.7 | C(2) | ||
| 100% CF 3327 fabric | 4.5 | 165 | 74.7 | C(3) |
| Core | Material | Density (kg/m3) | Total Thickness (mm) | Measured Value (unit: mRem) | Ratio of Transmission (I1/I0) × 100 | |
| I0 | I1 | |||||
| PMI foam, 31 IG | 32 | 2 | 221 | 220 | 99.5 | |
| 11 | 223 | 220 | 98.7 | |||
| 30 | 223 | 217 | 97.3 | |||
| 45 | 223 | 214 | 95.9 | |||
| PMI foam, 51 IG | 51 | 45 | 223 | 208 | 93.3 | |
| 60 | 223 | 203 | 91.2 | |||
| PVC foam | 50 | 45 | 223 | 209 | 93.7 | |
| 60 | 223 | 204 | 91.5 | |||
| Sandwich Structure * (face/core/face) | Total Thickness (mm) | Measured Value (unit: mRem) | Ratio of Transmission (I1/I0) × 100 | Transmission Rate of Face Calculated From Eq.(1) | Transmission Rate of Core Calculated From Eq.(2) | |
|---|---|---|---|---|---|---|
| I0 | I1 | |||||
| A(1) + PMI(31 IG, 11t) + A(1) | 12.5 | 223 | 192 | 86.1 | 92.2 | 98.7 |
| A(2) + PMI(31 IG, 11t) + A(2) | 14 | 223 | 178 | 79.8 | 83.5 | 98.7 |
| A(1) + PMI(51 IG, 45t) + A(1) | 46.5 | 223 | 193 | 86.5 | 92.2 | 96.0 |
| A(2) + PMI(51 IG, 45t) + A(2) | 48 | 223 | 177 | 79.4 | 83.6 | 96.0 |
| A(2) + PVC(30t) + A(2) | 33 | 220 | 164 | 74.5 | 83.6 | 97.2 |
| A(2) + PVC(50t) + A(2) | 53 | 220 | 163 | 74.1 | 83.6 | 95.5 |
| B(1) + PMI(51 IG, 45t) + B(1) | 49.5 | 220 | 160 | 72.7 | 74.9 | 96.0 |
| B(2) + PVC(30t) + B(2) | 37.5 | 222 | 144 | 64.9 | 57.6 | 97.2 |
| B(2) + PVC(50t) + B(2) | 57.5 | 222 | 143 | 64.4 | 57.6 | 95.5 |
| C(1) + PMI(31 IG, 11t) + C(1) | 14 | 222 | 178 | 80.2 | 83.6 | 98.7 |
| C(2) + PMI(31 IG, 11t) + C(2) | 17 | 222 | 166 | 74.8 | 66.2 | 98.7 |
| C(1) + PMI(51 IG, 45t) + C(1) | 48 | 222 | 177 | 79.7 | 83.6 | 96.0 |
| C(2) + PMI(51 IG, 45t) + C(2) | 51 | 222 | 160 | 72.1 | 66.2 | 96.0 |
| C(2) + PVC(30t) + C(2) | 36 | 222 | 150 | 67.6 | 66.2 | 97.2 |
| C(2) + PVC(50t) + C(2) | 56 | 222 | 148 | 66.7 | 66.2 | 95.5 |
| C(1) + PMI(31 IG, 45t) + A(3) | 48.75 | 222 | 172 | 77.5 | 79.2 | 96.0 |
| C(1) + PVC(50t) + A(3) | 53.75 | 222 | 159 | 71.6 | 79.2 | 95.5 |
| C(2) + PMI(51 IG, 45t) + A(2) | 49.5 | 222 | 168 | 75.7 | 74.9 | 96.0 |
| C(2) + PVC(50t) + A(2) | 54.5 | 222 | 156 | 70.3 | 74.9 | 95.5 |
| B(1) + PMI(51 IG, 45t) + B(2) | 51 | 222 | 160 | 72.1 | 66.2 | 96.0 |
| B(1) + PVC(50t) + B(2) | 56 | 222 | 149 | 67.1 | 66.2 | 95.5 |
| Measured Value (unit: mRem) | X-ray Transmission Rate (%) (I1/I0) × 100 | ||||
|---|---|---|---|---|---|
| 1 | 2 | 3 | Average | ||
| I0 (Initial value) | 222.4 | 219.2 | 218.2 | 220.0 | 78.8 |
| I1 (sandwich cradle) | 174.6 | 172.4 | 172.6 | 173.2 | |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lee, S.J.; Chung, I.S. Optimal Design of Sandwich Composite Cradle for Computed Tomography Instrument by Analyzing the Structural Performance and X-ray Transmission Rate. Materials 2019, 12, 286. https://doi.org/10.3390/ma12020286
Lee SJ, Chung IS. Optimal Design of Sandwich Composite Cradle for Computed Tomography Instrument by Analyzing the Structural Performance and X-ray Transmission Rate. Materials. 2019; 12(2):286. https://doi.org/10.3390/ma12020286
Chicago/Turabian StyleLee, Sang Jin, and II Sup Chung. 2019. "Optimal Design of Sandwich Composite Cradle for Computed Tomography Instrument by Analyzing the Structural Performance and X-ray Transmission Rate" Materials 12, no. 2: 286. https://doi.org/10.3390/ma12020286
APA StyleLee, S. J., & Chung, I. S. (2019). Optimal Design of Sandwich Composite Cradle for Computed Tomography Instrument by Analyzing the Structural Performance and X-ray Transmission Rate. Materials, 12(2), 286. https://doi.org/10.3390/ma12020286