Influence of Polarity Arrangement of Inter-Wire Arc on Droplet Transfer in Cross-Coupling Arc Welding


Abstract
:1. Introduction
2. Experimental Procedure
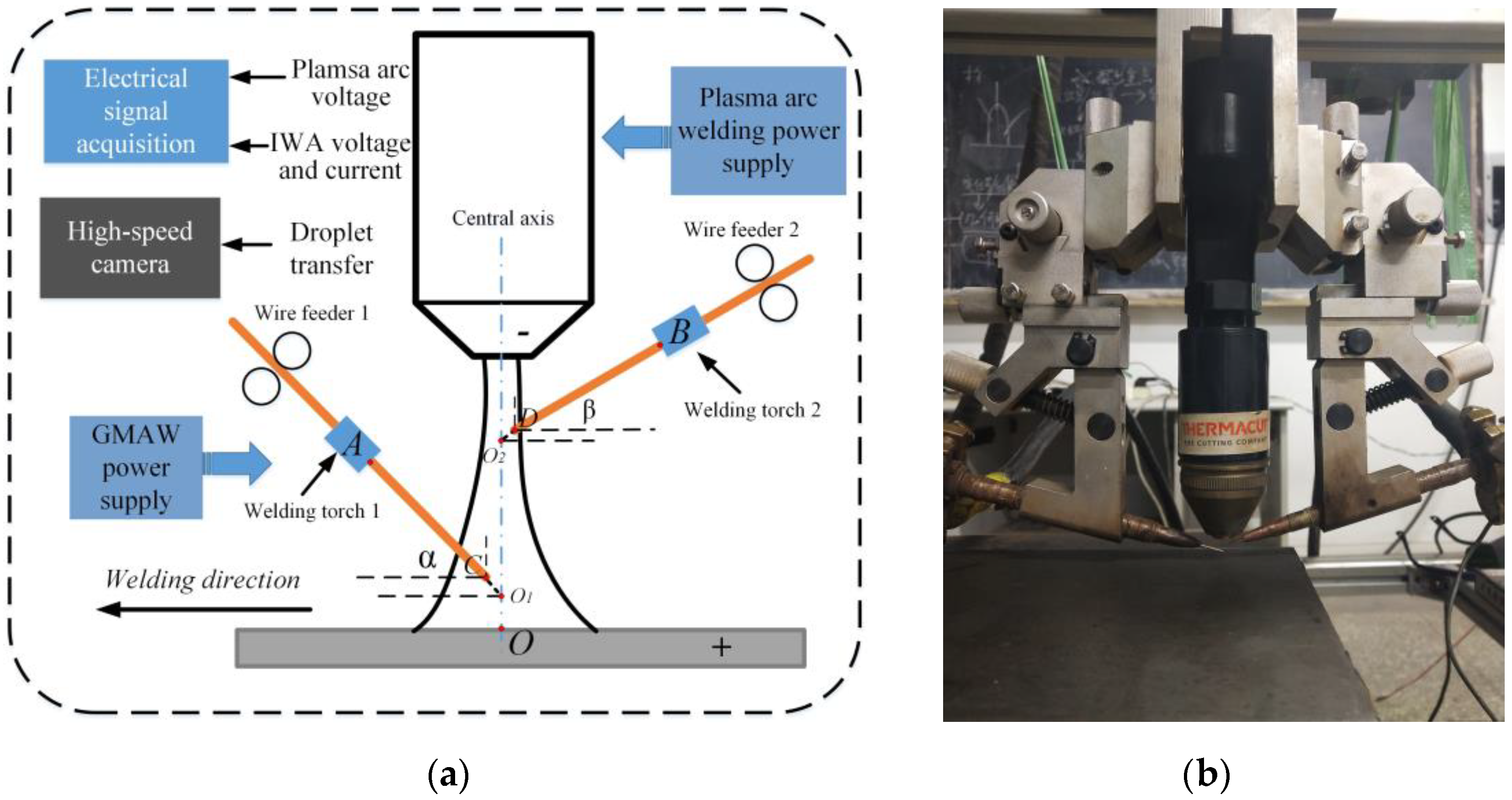
2.1. Experimental Materials and System
2.2. Experimental Design
3. Results and Discussion
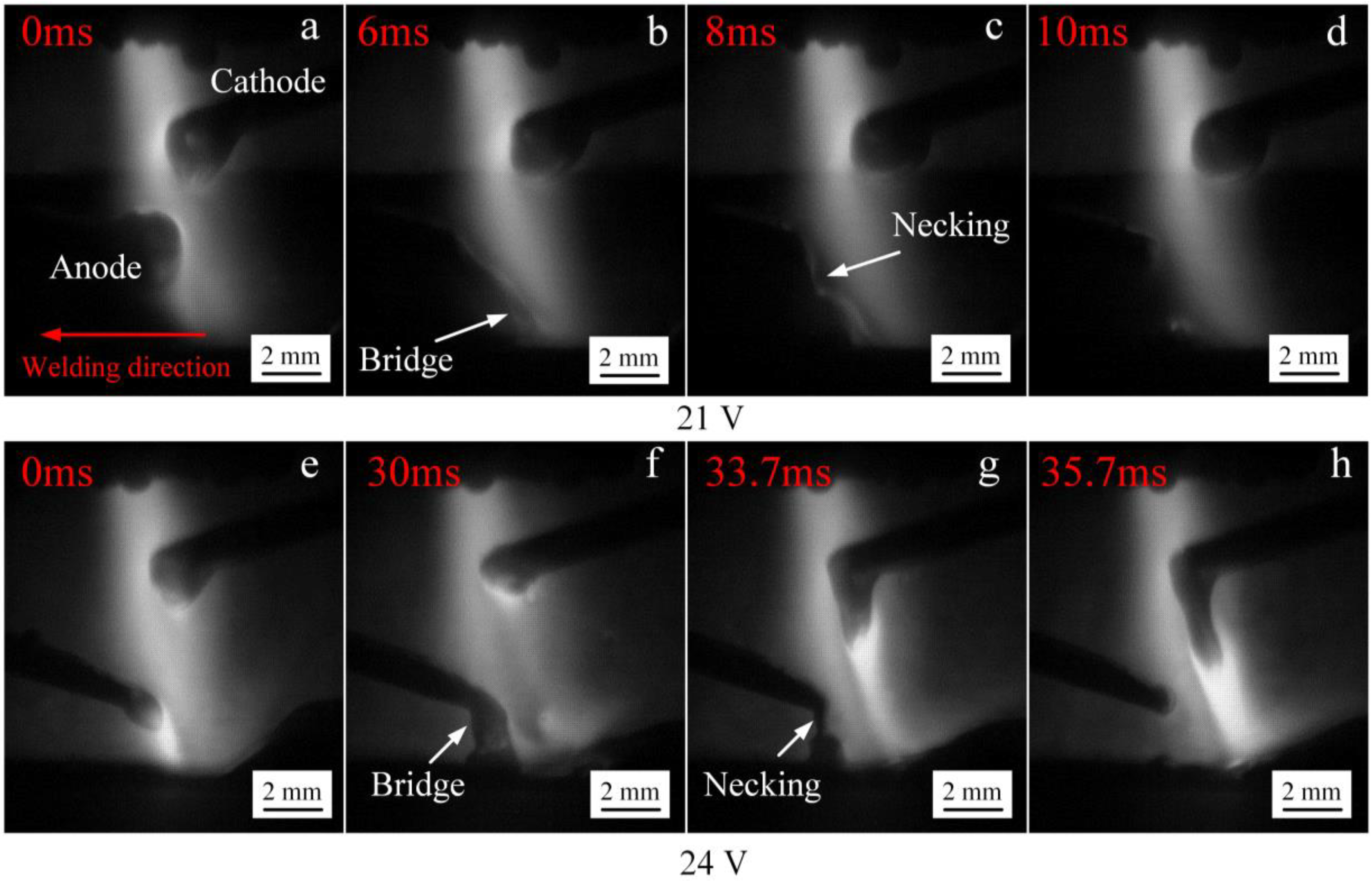
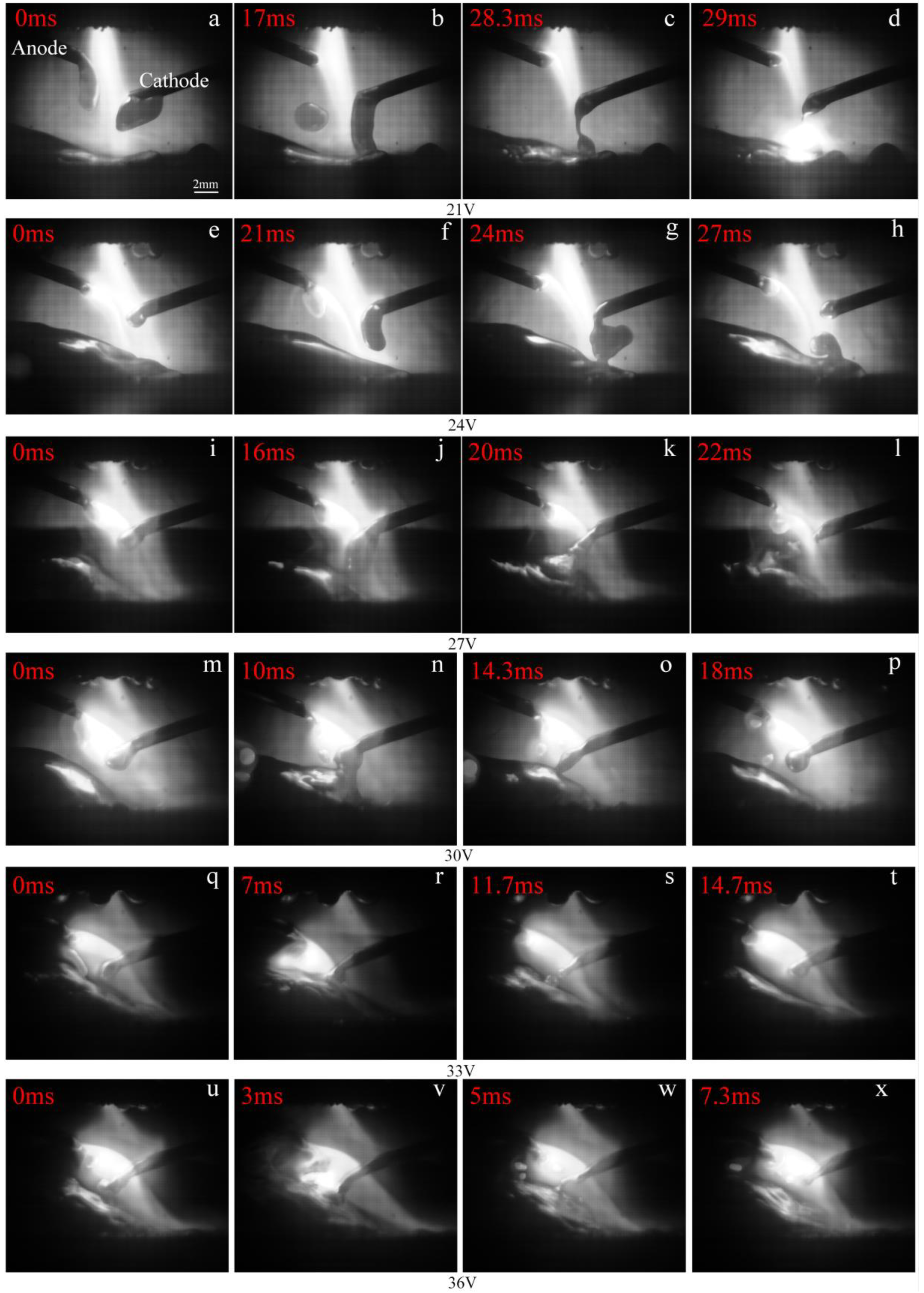
3.1. The Droplet Transfer Behavior of the IWA with Anode on the Bottom and Cathode on the Top
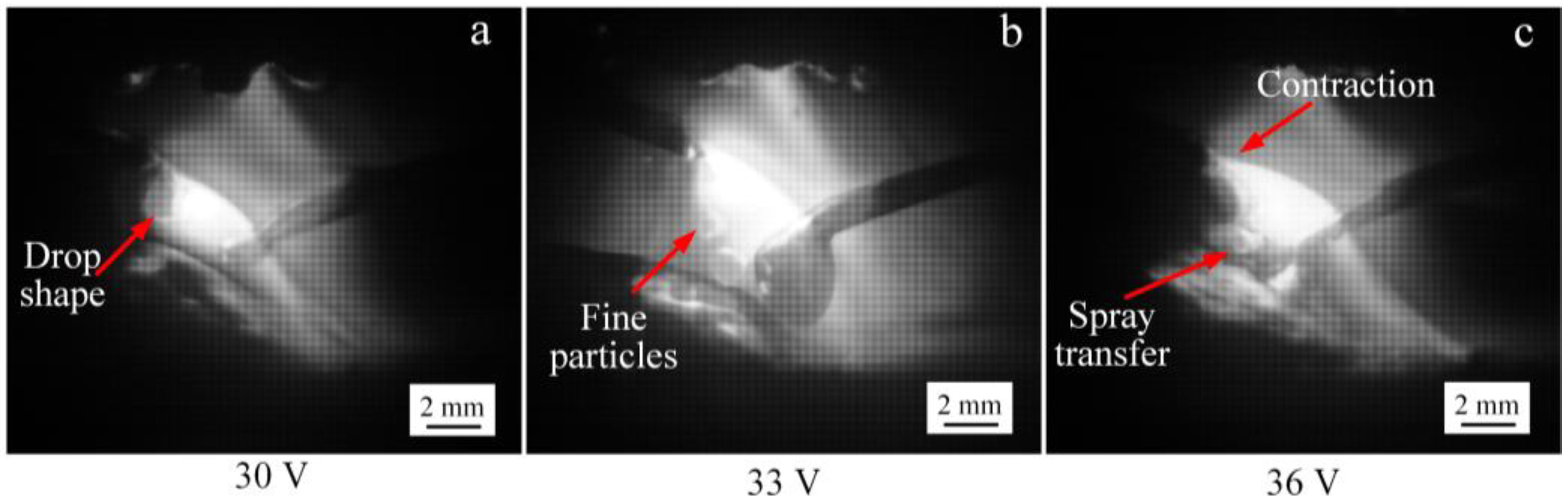
3.2. The Droplet Transfer Behavior of the IWA with Anode on the Top and Cathode on the Bottom
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Han, Y.Q.; Tong, J.H.; Hong, H.T.; Sun, Z.B. The influence of hybrid arc coupling mechanism on GMAW arc in VPPA-GMAW hybrid welding of aluminum alloys. Int. J. Adv. Manuf. Technol. 2019, 101, 989–994. [Google Scholar] [CrossRef]
- Yao, P.; Zhou, K.; Lin, H.Y.; Xu, Z.H.; Yue, S.C. Exploration of weld bead forming rule during double-pulsed GMAW process based on grey relational analysis. Materials 2019, 12, 3662. [Google Scholar] [CrossRef] [PubMed]
- Xiong, J.; Li, Y.J.; Li, R.; Yin, Z.Q. Influences of process parameters on surface roughness of multi-layer single-pass thin-walled parts in GMAW-based additive manufacturing. J. Mater. Process. Technol. 2018, 252, 128–136. [Google Scholar] [CrossRef]
- Norrish, J. Recent gas metal arc welding (GMAW) process developments: The implications related to international fabrication standards. Weld. World 2017, 61, 755–767. [Google Scholar] [CrossRef]
- Xu, G.X.; Li, P.F.; Li, L.; Hu, Q.X.; Zhu, J.; Gu, X.Y.; Du, B.S. Influence of arc power on keyhole-induced porosity in laser + GMAW hybrid welding of aluminum alloy: Numerical and experimental studies. Materials 2019, 12, 1328. [Google Scholar] [CrossRef]
- Cai, X.Y.; Dong, B.L.; Lin, S.B.; Murphy, A.B.; Fan, C.L.; Yang, C.L. Heat source characteristics of ternary-gas-shielded tandem narrow-gap GMAW. Materials 2019, 12, 1397. [Google Scholar] [CrossRef]
- Jiang, Z.; Hua, X.M.; Huang, L.J. High efficiency and quality of multi-pass tandem gas metal arc welding for thick Al 5083 alloy plates. J. Shanghai Jiaotong Univ. 2019, 24, 148–157. [Google Scholar] [CrossRef]
- Hao, L.X.; Jia, R.L.; Zhang, H.X. Influence of inhomogeneity of tandem welding joint of 7A52 Al-alloy on protectiveness of micro-arc oxidation films on its surface. J. Chin. Soc. Corros. Prot. 2018, 38, 199–225. [Google Scholar]
- Erinosho, M.F.; Akinlabi, E.T.; Ogundimu, E.O. Study on microstructure and mechanical properties of 304 stainless steel joints by TIG-MIG hybrid welding. Surf. Rev. Lett. 2017, 25, 1850042. [Google Scholar]
- Chen, J.; Wu, C.S.; Chen, M.A. Improvement of welding heat source models for TIG-MIG hybrid welding process. J. Manuf. Process. 2014, 16, 485–493. [Google Scholar] [CrossRef]
- Mamat, S.B.; Tashiro, S.; Tanaka, M. Study on factors affecting the droplet temperature in plasma MIG welding process. J. Phys. D Appl. Phys. 2018, 51, 135206. [Google Scholar] [CrossRef]
- Cai, D.T.; Han, S.G.; Zheng, S.D. Microstructure and corrosion resistance of Al5083 alloy hybrid plasma-MIG welds. J. Mater. Process. Technol. 2017, 255, 530–535. [Google Scholar] [CrossRef]
- Wu, C.S.; Zhang, M.X.; Li, K.H.; Zhang, Y.M. Study on the mechanism of high speed arc welding process of DE-GMAW. Acta Met. Sin. 2007, 6, 111–115. [Google Scholar]
- Zhang, S.Y.; Ma, G.H.; Peng, X.F. Numerical simulation of the effects of bypass current on droplet transfer during AZ31B magnesium alloy DE-GMAW process based on FLUENT. Int. J. Adv. Manuf. Technol. 2017, 90, 857–863. [Google Scholar] [CrossRef]
- Huang, J.K.; He, X.Y.; Shi, L. Analysis of pulsed DE-GMAW weld formation by pulse frequency. Trans. China Weld. Inst. 2017, 38, 51–55. [Google Scholar]
- Chen, S.J.; Men, G.Q.; Song, Y.X. Bypass coupling arc (Arcing-wire PAW) high-speed welding process. Trans. China Weld. Inst. 2017, 38, 1–5. [Google Scholar]
- Zhang, R.Y.; Jiang, F.; Chen, S.J.; Zhang, L.; Men, G.Q. The influence of bypass power mode on the electrical characteristics and droplet transition of arcing-wire paw. Trans. China Weld. Inst. 2017, 38, 41–46. [Google Scholar]
- Yi, M. Mechanism of droplet transfer and weld formation in twin wire three arc welding. Trans. China Weld. Inst. 2019, 7, 31–36. [Google Scholar]
- Zhang, L. Study on the Thermo-Dynamic Transmission Mechanisms in Cross Arc Welding Process. Ph.D. Thesis, Beijing University of Technology, Beijing, China, 2016. [Google Scholar]
- Chen, S.J.; Zhang, L.; Wang, X.P.; Wang, J. Stability of cross arc process—A preliminary study. Weld. J. 2015, 94, 158–168. [Google Scholar]
- Zhang, L.; Chen, S.J.; Song, Y.X.; Wang, J.; Lin, W. Metal transfer in cross arc welding process. Weld. J. 2016, 95, 340–356. [Google Scholar]
- Zhang, L.; Su, S.; Wang, J.; Chen, S.J. Investigation of arc behaviour and metal transfer in cross arc welding. J. Manuf. Process. 2019, 37, 124–129. [Google Scholar] [CrossRef]
- Chen, S.J.; Zhang, L.; Men, G.Q.; Song, Y.X.; Su, S.; Wang, L.W. Effect of torch height on arc stability in divided-arc processes. Weld. J. 2016, 95, 47–56. [Google Scholar]
- Lu, Z.Y.; Dong, S.W.; Jiang, F.; Li, C. Analysis of electrical characteristics of inter-wire arc in cross-coupling arc. Chin. J. Mech. Eng. 2019, 32, 203–211. [Google Scholar] [CrossRef]
- Sun, Q.J.; Li, J.Z.; Liu, Y.B.; Jiang, Y.L.; Kang, K.X.; Feng, J.C. Arc characteristics and droplet transfer process in CMT welding with a magnetic field. J. Manuf. Process. 2018, 32, 48–56. [Google Scholar] [CrossRef]
- Wang, J.F.; Sun, Q.J.; Zhang, T.; Zhang, S. Arc characteristics in alternating magnetic field assisted narrow gap pulsed GTAW. J. Mater. Process. Technol. 2018, 254, 254–264. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Equipment and Accessories | Model, Materials, or Size |
|---|---|
| Plasma arc welding power supply | PLASMA-300 |
| GMAW power supply | MAG-350RPL |
| Tungsten setback | 4 mm |
| Diameter of nozzle | 3.2 mm |
| Diameter of tungsten | 5 mm |
| High-speed camera | IDT motion Y4 |
| Frame number | 3000 f/s |
| Ion gas | Argon gas (purity 99.9%) |
| Shielding gas | A mixture of argon gas (purity 80%) and carbon dioxide gas (purity 20%) |
| Base metal | Q345 steel |
| Dimension of base metal | 200 × 150 × 8 mm |
| Welding wire | ER70S-6 |
| Diameter of welding wire | 1.2 mm |
| Number | Main Arc Current (A) | Nozzle Height (mm) | Shielding Gas Flow Rate (L/min) | Plasma Gas Flow Rate (L/min) | Welding Speed (mm/s) |
| 1-1 | 100 | 10 | 15 | 2.0 | 5 |
| 1-2 | 100 | 10 | 15 | 2.0 | 5 |
| 1-3 | 100 | 10 | 15 | 2.0 | 5 |
| 1-4 | 100 | 10 | 15 | 2.0 | 5 |
| 1-5 | 100 | 10 | 15 | 2.0 | 5 |
| 1-6 | 100 | 10 | 15 | 2.0 | 5 |
| 2-1 | 100 | 10 | 15 | 2.0 | 5 |
| 2-2 | 100 | 10 | 15 | 2.0 | 5 |
| 2-3 | 100 | 10 | 15 | 2.0 | 5 |
| 2-4 | 100 | 10 | 15 | 2.0 | 5 |
| 2-5 | 100 | 10 | 15 | 2.0 | 5 |
| 2-6 | 100 | 10 | 15 | 2.0 | 5 |
| Number | Wire Extension Length (mm) | Wire Angle α and β (°) | Wire Height OO1 and OO2 (mm) | IWA Polarity Arrangement | IWA Input Voltage (V) |
|---|---|---|---|---|---|
| 1-1 | 10 | 25:30 | 3:7 | Anode below cathode | 21 |
| 1-2 | 10 | 25:30 | 3:7 | Anode below cathode | 24 |
| 1-3 | 10 | 25:30 | 3:7 | Anode below cathode | 27 |
| 1-4 | 10 | 25:30 | 3:7 | Anode below cathode | 30 |
| 1-5 | 10 | 25:30 | 3:7 | Anode below cathode | 33 |
| 1-6 | 10 | 25:30 | 3:7 | Anode below cathode | 36 |
| 2-1 | 10 | 25:30 | 7:3 | Cathode below anode | 21 |
| 2-2 | 10 | 25:30 | 7:3 | Cathode below anode | 24 |
| 2-3 | 10 | 25:30 | 7:3 | Cathode below anode | 27 |
| 2-4 | 10 | 25:30 | 7:3 | Cathode below anode | 30 |
| 2-5 | 10 | 25:30 | 7:3 | Cathode below anode | 33 |
| 2-6 | 10 | 25:30 | 7:3 | Cathode below anode | 36 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dong, S.; Jiang, F.; Xu, B.; Chen, S. Influence of Polarity Arrangement of Inter-Wire Arc on Droplet Transfer in Cross-Coupling Arc Welding. Materials 2019, 12, 3985. https://doi.org/10.3390/ma12233985
Dong S, Jiang F, Xu B, Chen S. Influence of Polarity Arrangement of Inter-Wire Arc on Droplet Transfer in Cross-Coupling Arc Welding. Materials. 2019; 12(23):3985. https://doi.org/10.3390/ma12233985
Chicago/Turabian StyleDong, Shanwen, Fan Jiang, Bin Xu, and Shujun Chen. 2019. "Influence of Polarity Arrangement of Inter-Wire Arc on Droplet Transfer in Cross-Coupling Arc Welding" Materials 12, no. 23: 3985. https://doi.org/10.3390/ma12233985
APA StyleDong, S., Jiang, F., Xu, B., & Chen, S. (2019). Influence of Polarity Arrangement of Inter-Wire Arc on Droplet Transfer in Cross-Coupling Arc Welding. Materials, 12(23), 3985. https://doi.org/10.3390/ma12233985