An Experimental Study of the Frictional Properties of Steel Sheets Using the Drawbead Simulator Test




Abstract
:1. Introduction
2. Materials and Methods
2.1. Material Characterisation
2.2. Experiment
- Surface roughness of rollers: Ra = 0.32, 0.63 and 1.25 mm;
- Friction conditions: dry friction, lubrication using machine oil LAN-46 (Orlen Oil) and lubrication using a chlorinated, honey-type, compound, heavy duty stamping oil—Heavy-Draw 1150 (Lamson Oil);
- Specimen orientations: 0° and 90° according to the sheet rolling direction;
- Strip widths b: 7, 14 and 20 mm;
- Drawbead heights h: 6, 12, 18 mm.
- -
- LAN-46: density at 15 °C, ρ = 857 kg·m−3; kinematic viscosity at 40 °C, η = 43.9 mm2·s−1; viscosity index, iη = 94; flow temperature, −10 °C; flash point, Tf = 232 °C;
- -
- Heavy-Draw 1150 oil: density at 20 °C, ρ = 975 kg·m−3; viscosity at 40 °C, η = 1157 mm2·s−1; flash point Tf = 277 °C.
3. Results and Discussion
3.1. The Effect of Specimen Width
3.2. The Effect of Drawbead Height
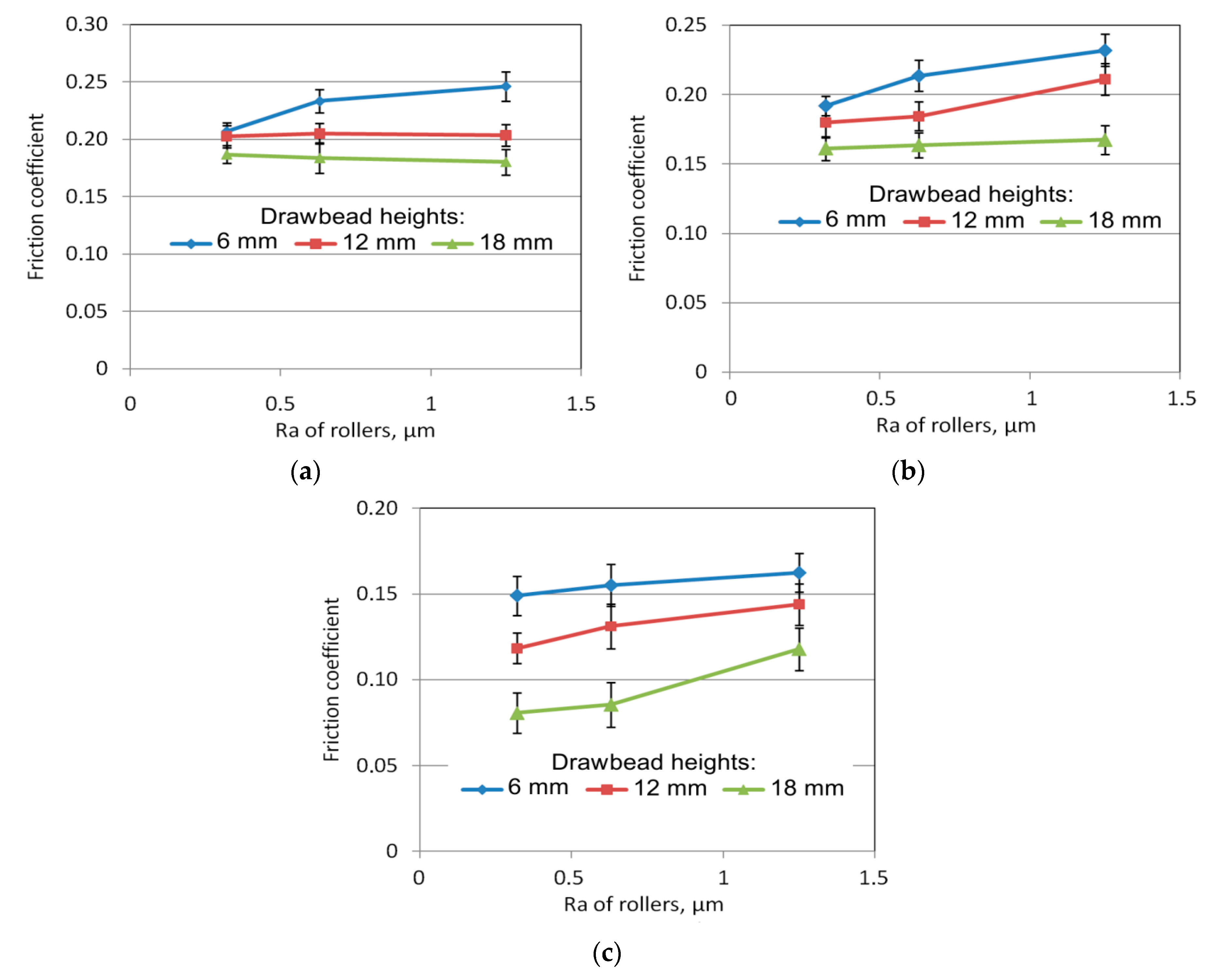
3.3. The Effect of the Surface Roughness of a Roller
3.4. The Effect of Specimen Orientation
3.5. The Effectiveness of Lubrication
4. Conclusions
- Drawbead height and the lubrication conditions are significant factors that influence the coefficient of friction;
- The value of the coefficient of friction of the sheets tested without lubrication was higher than in the case of the lubricated sheets; this relationship was expected; the use of machine oil reduced the coefficient of friction by 0.02–0.03 across the whole range of drawbead heights;
- An increase in specimen width causes an increase in the value of the coefficient of friction; the difference in the coefficient of friction for the extreme values of the widths of the specimens was about 0.03–0.05;
- Lubricants reduce the coefficient of friction but the intensity of their action depends on the drawbead height and lubrication conditions; heavy duty stamping lubricant reduces the coefficient of friction much more than machine oil; heavy duty stamping lubricant reduces the frictional resistance to even less than half the figure observed in dry friction conditions;
- Heavy duty lubricant reduced the frictional resistances by over 50% compared to dry friction conditions; the effectiveness of friction reduction by machine oil does not exceed 30%;
- The flattening of the surface asperities as a result of the interaction of the roller surface with the sheet metal caused a significant increase in the areal material ratio; an increase of over 300 times was noted;
- The effect of the Ra of a roller on the degree of frictional resistance is not clear and depends on the drawbead height used and lubrication conditions.
Author Contributions
Funding
Conflicts of Interest
References
- Evin, E.; Tomas, M.; Vyboch, J. Prediction of local limit deformations of steel sheets depending on deformation scheme. Chem. Listy 2012, 106, 401–404. [Google Scholar]
- Trzepieciński, T.; Lemu, H.G. Frictional conditions of AA5251 aluminium alloy sheets using drawbead simulator tests and numerical methods. Stroj. Vestn. J. Mech. Eng. 2014, 60, 51–60. [Google Scholar] [CrossRef] [Green Version]
- Vazirisereshk, M.R.; Martini, A.; Strubbe, D.A.; Baykara, M.Z. Solid lubrication with MoS2: A review. Lubricants 2019, 7, 57. [Google Scholar] [CrossRef] [Green Version]
- Lemu, H.G.; Trzepieciński, T. Numerical and experimental study of frictional behavior in bending under tension test. Stroj. Vestn. J. Mech. Eng. 2013, 59, 41–49. [Google Scholar] [CrossRef]
- Scherge, M.; Brink, A.; Linsler, D. Tribofilms forming in oil-lubricated contacts. Lubricants 2016, 4, 27. [Google Scholar] [CrossRef] [Green Version]
- Button, S. Tribology in metal forming processes. In Materials Forming. Machining and Tribology; Davim, J.P., Ed.; Springer: Heidelberg, Germany, 2012; pp. 103–120. [Google Scholar]
- Seshacharyulu, K.; Bandhavi, C.; Naik, B.B.; Rao, S.S.; Singh, S.K. Understanding friction in sheet metal forming—A review. Mater. Today Proc. 2018, 5, 18238–18244. [Google Scholar] [CrossRef]
- Trzepieciński, T. 3D elasto-plastic FEM analysis of the sheet drawing of anisotropic steel sheet. Arch. Civ. Mech. Eng. 2010, 10, 95–106. [Google Scholar] [CrossRef]
- Trzepiecinski, T.; Lemu, H.G. Effect of computational parameters on springback prediction by numerical simulation. Metals 2017, 7, 380. [Google Scholar] [CrossRef] [Green Version]
- Dou, S.; Xia, J. Analysis of sheet metal forming (stamping process): A study of the variable friction coefficient on 5052 aluminum alloy. Metals 2019, 9, 853. [Google Scholar] [CrossRef] [Green Version]
- Kramer, P.; Groche, P. Friction measurement under consideration of contact conditions and type of lubricant in bulk metal forming. Lubricants 2019, 7, 12. [Google Scholar] [CrossRef] [Green Version]
- Recklin, V.; Dietrich, F.; Groche, P. Influence of test stand and contact size sensitivity on the friction coefficient in sheet metal forming. Lubricants 2018, 6, 41. [Google Scholar] [CrossRef] [Green Version]
- Jadhav, S.; Schoiswoh, M.; Buchmayr, B. Tribology test methods and simulations of the effect of friction on the formability of automotive steel sheets. Metall. Ital. 2018, 9, 56–63. [Google Scholar]
- Wang, W.; Zhao, Y.; Wang, Z.; Hua, M.; Wei, X. A study on variable friction model in sheet metal forming with advanced high strength steels. Tribol. Int. 2016, 93, 17–28. [Google Scholar] [CrossRef]
- Groche, P.; Christiany, M.; Wu, Y. Load-dependent wear in sheet metal forming. Wear 2019, 422–423, 252–260. [Google Scholar] [CrossRef]
- Ablat, M.A.; Qattawi, A. numerical simulation of sheet metal forming: A review. Int. J. Adv. Manuf. Technol. 2017, 89, 1235–1250. [Google Scholar] [CrossRef]
- Sigvant, M.; Pilthammar, J.; Hol, J.; Wiebenga, J.H.; Chezan, T.; Carleer, B.; van den Boogard, T. Friction in sheet metal forming: Influence of surface roughness and strain rate on sheet metal forming simulation results. Procedia Manuf. 2019, 29, 512–519. [Google Scholar] [CrossRef]
- Ke, J.; Liu, Y.; Zhu, H.; Zhang, Z. Formability of sheet metal flowing through drawbead—An experimental investigation. J. Mater. Process. Tech. 2018, 254, 283–293. [Google Scholar] [CrossRef]
- Schmid, H.; Hetz, P.; Merklein, M. Failure behaviour of different sheet metals after passing a drawbead. Procedia Manuf. 2019, 34, 125–132. [Google Scholar] [CrossRef]
- Bassoli, E.; Sola, A.; Denti, L.; Gatto, A. Experimental approach to measure the restraining force in deep drawing by means of a versatile draw bead simulator. Mater. Manuf. Process. 2019, 34, 1286–1295. [Google Scholar] [CrossRef]
- Samuel, M. Influence of drawbead geometry on sheet metal forming. J. Mater. Process. Tech. 2002, 122, 94–103. [Google Scholar] [CrossRef]
- Billade, B.; Dahake, S. Design and analysis of draw bead profile in sheet metal forming of Reinf-Rr end Upr-Lh/Rh for safe thinning. Int. J. Eng. Sci. Inv. 2018, 7, 1–10. [Google Scholar]
- Murali, G.; Gopal, M.; Rajadurai, A. Analysis of influence of draw bead location and profile in hemispherical cup forming. Int. J. Eng. Tech. 2010, 2, 356–360. [Google Scholar] [CrossRef] [Green Version]
- Wang, Z.; Zhang, Q.; Liu, Y.; Zhang, Z. A robust and accurate geometric model for automated design of drawbeads in sheet metal forming. Comput. Aided Des. 2019, 92, 42–57. [Google Scholar] [CrossRef]
- Courvoisier, L.; Martiny, M.; Ferron, G. Analytical modelling of drawbeads in sheet metal forming. J. Mater. Process. Tech. 2003, 133, 359–370. [Google Scholar] [CrossRef]
- Larsson, M. Computational characterization of drawbeads: A basic modeling method for data generation. J. Mater. Process. Tech. 2009, 209, 376–386. [Google Scholar] [CrossRef]
- Firat, M. Computer aided analysis and design of sheet metal forming processes. Mater. Des. 2007, 28, 1311–1320. [Google Scholar] [CrossRef]
- Nanayakkara, N.K.B.M.P.; Kelly, G.L.; Hodgson, P.D. Determination of the coefficient of friction in partially penetrated draw beads. Steel Grips 2004, 2, 677–680. [Google Scholar]
- Lange, K. Metal forming: Surface quality of products. In Encyclopedia of Materials: Science and Technology, 2nd ed.; Buschow, K.H.J., Cahn, R., Flemings, M.C., Ilschner, B., Kramer, E.J., Mahajan, S., Veyssiere, P., Eds.; Pergamon Press: Oxford, UK, 2001; pp. 5433–5436. [Google Scholar]
- Sulaiman, M.H.; Christiansen, P.; Bay, N. The influence of tool texture on friction and lubrication in strip reduction testing. Lubricants 2017, 5, 3. [Google Scholar] [CrossRef] [Green Version]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen Orientation | Yield Stress Rp0.2 (MPa) | Ultimate Tensile Stress Rm (MPa) | Elongation A50 (%) | Strengthening Coefficient K (MPa) | Strain Hardening Exponent n |
|---|---|---|---|---|---|
| 0° | 184 ± 3.0 | 303 ± 6.2 | 23 ± 0.6 | 490 ± 5.84 | 0.20 ± 0.003 |
| 45° | 193 ± 0.5 | 314 ± 0.4 | 22 ± 0.2 | 489 ± 4.63 | 0.16 ± 0.002 |
| 90° | 176 ± 0.5 | 296 ± 0.7 | 22 ± 0.3 | 465 ± 3.97 | 0.16 ± 0.002 |
| Source of Measurement | Sa (μm) | Sq (μm) | Ssk | Sku | Sp (μm) | Sv (μm) | Sz (μm) |
|---|---|---|---|---|---|---|---|
| original surface | 1.32 | 1.54 | −0.13 | 2.11 | 10.5 | 10.3 | 20.80 |
| A | 1.38 | 1.65 | 0.20 | 2.32 | 5.25 | 10.2 | 15.41 |
| B | 1.33 | 1.55 | −0.07 | 2.03 | 4.35 | 6.2 | 10.55 |
| Source of Measurement | Smr (%) | Smc (μm) | Sal (mm) | Str | Std (°) | Sdq | Sdr (%) |
|---|---|---|---|---|---|---|---|
| original surface | 0.00029 | 2.00 | 0.055 | 0.93 | 178.5 | 0.15 | 1.05 |
| A | 0.088 | 2.30 | 0.056 | 0.86 | 178.5 | 0.15 | 1.14 |
| B | 0.104 | 2.08 | 0.055 | 0.89 | 1.5 | 0.14 | 1.03 |
| Source of Measurement | Vm (μm3/μm2) | Vv (μm3/μm2) | Vmp (μm3/μm2) | Vmc (μm3/μm2) | Vvc (μm3/μm2) | Vvv (μm3/μm2) |
|---|---|---|---|---|---|---|
| original surface | 0.036 | 2.03 | 0.036 | 1.62 | 1.90 | 0.13 |
| A | 0.064 | 2.36 | 0.064 | 1.64 | 2.24 | 0.12 |
| B | 0.036 | 2.11 | 0.036 | 1.62 | 1.98 | 0.13 |
| Source of Measurement | Spd (1/mm2) | Spc (1/mm) | Sda (mm2) | Sha (mm2) | Sdv (μm3) | Shv (μm3) |
|---|---|---|---|---|---|---|
| original surface | 54.33 | 77.3 | 0.019 | 0.019 | 4795 | 3790 |
| A | 106.4 | 78.4 | 0.010 | 0.009 | 1923 | 1389 |
| B | 207.6 | 91.5 | 0.005 | 0.005 | 440 | 339 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Trzepiecinski, T.; Kubit, A.; Slota, J.; Fejkiel, R. An Experimental Study of the Frictional Properties of Steel Sheets Using the Drawbead Simulator Test. Materials 2019, 12, 4037. https://doi.org/10.3390/ma12244037
Trzepiecinski T, Kubit A, Slota J, Fejkiel R. An Experimental Study of the Frictional Properties of Steel Sheets Using the Drawbead Simulator Test. Materials. 2019; 12(24):4037. https://doi.org/10.3390/ma12244037
Chicago/Turabian StyleTrzepiecinski, Tomasz, Andrzej Kubit, Ján Slota, and Romuald Fejkiel. 2019. "An Experimental Study of the Frictional Properties of Steel Sheets Using the Drawbead Simulator Test" Materials 12, no. 24: 4037. https://doi.org/10.3390/ma12244037
APA StyleTrzepiecinski, T., Kubit, A., Slota, J., & Fejkiel, R. (2019). An Experimental Study of the Frictional Properties of Steel Sheets Using the Drawbead Simulator Test. Materials, 12(24), 4037. https://doi.org/10.3390/ma12244037